JP4842351B2 - 線状物束の包装装置 - Google Patents
線状物束の包装装置 Download PDFInfo
- Publication number
- JP4842351B2 JP4842351B2 JP2009170913A JP2009170913A JP4842351B2 JP 4842351 B2 JP4842351 B2 JP 4842351B2 JP 2009170913 A JP2009170913 A JP 2009170913A JP 2009170913 A JP2009170913 A JP 2009170913A JP 4842351 B2 JP4842351 B2 JP 4842351B2
- Authority
- JP
- Japan
- Prior art keywords
- bundle
- film sheet
- packaging
- linear
- linear object
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 48
- 230000007246 mechanism Effects 0.000 claims description 15
- 238000005520 cutting process Methods 0.000 claims description 7
- 239000000463 material Substances 0.000 claims description 7
- 239000000853 adhesive Substances 0.000 claims description 6
- 230000001070 adhesive effect Effects 0.000 claims description 6
- 230000004907 flux Effects 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 4
- 238000012856 packing Methods 0.000 claims description 2
- 239000012510 hollow fiber Substances 0.000 description 42
- 238000000034 method Methods 0.000 description 16
- 238000004804 winding Methods 0.000 description 16
- 238000010586 diagram Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000001631 haemodialysis Methods 0.000 description 2
- 230000000322 hemodialysis Effects 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
Images










Landscapes
- Basic Packing Technique (AREA)
Description
従来知られている技術として、特許文献1に挙げられるような中空糸束を包み込むための方法及び装置がある(特許文献1)。
同時に、線状物束を包装する際にフィルムで囲繞するとその結合部に線状物の一部が巻き込まれ、特にフィルムを溶融する場合には線状物と共に溶融されてしまう場合がある。
すなわち、線状物束をフィルムシートにより所定の長さで囲繞包装する線状物束の包装方法であって、次の各ステップからなる。
また、上記第3のステップにおいて、フィルムシートの引張力を増加させることにより線状物束を絞り込むことを特徴とする。本構成は、これだけで絞り込むようにしてもよい。
また、本発明は以上に示したような包装方法を用いた包装装置として、次のような構成を提供することもできる。
特に、請求項2及び3に記載の方法によれば、線状物を巻き込むことなく、適度な力で包装を行うことができる。
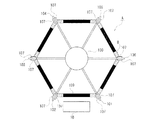
始めに、本発明の包装装置と共に用いる線状物の巻枠体につき概説する。図11は本発明に係る中空糸を巻取る巻枠体(A)の正面図である。
ハンド部(101)〜(106)に巻取られた中空糸(B)は図11のように下端位置において包装機(10)により包装部分(109)の包装を行う。巻枠体(A)が回転し、順次多角形の全ての辺について包装する。その際、包装機は下方から辺の上方まで回り込んで包装を行う。
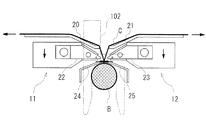
さらに囲繞ガイド(24)(25)も、シーラベース(26)(27)上に配設され、図示しない摺動機構により左右方向に摺動自在に構成されている。
ここで、第2のステップ及び第3のステップにつき、本発明の実施に好適な構成を示す。
B・・・中空糸束、
C・・・フィルムシート、
10・・・包装機、
11、12・・・包装機構、
20、21・・・固定ガイド、
22、23・・・溶断シーラ、
24、25・・・囲繞ガイド、
26、27・・・シーラベース、
30、31・・・ガイドローラ、
32・・・回転カッタ、
102・・・ハンド体
Claims (3)
- 線状物束をフィルムシートにより所定の長さで囲繞包装する線状物束の包装装置であって、
フィルムシートを所定の引張力で張架する包装機構と、
前記包装機構によって張架されたフィルムシート表面を線状物束に向けて押圧して前記フィルムシートが谷状に屈折するまで前記包装機構を変動する変動手段を備え、
前記包装機構は、
該谷面のフィルムシート裏面側から線状物束を挟み込む、対向する1組の囲繞手段と、
該フィルムシートの引張力を調整する引張力調整手段と、
該囲繞手段の直近に並列して配置され、線状物束外周部においてフィルムシート表面側同士を接着し切断する接着切断手段と
を少なくとも備えたことを特徴とする線状物束の包装装置。 - 前記線状物束の包装装置において、
前記囲繞手段により線状物束を絞り込んだ後に、該谷面のフィルムシート裏面側からフィルムシート表面同士を押接固定する、対向する1組の固定手段を備えた
請求項1に記載の線状物束の包装装置。 - 前記線状物束の包装装置の変動手段が、
前記囲繞手段が線状物束を挟み込んだ後に、該囲繞手段を線状物束方向に変動させて線状物束を絞り込む
請求項1又は2に記載の線状物束の包装装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009170913A JP4842351B2 (ja) | 2009-07-22 | 2009-07-22 | 線状物束の包装装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009170913A JP4842351B2 (ja) | 2009-07-22 | 2009-07-22 | 線状物束の包装装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004062438A Division JP4499450B2 (ja) | 2004-03-05 | 2004-03-05 | 線状物束の包装方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009280288A JP2009280288A (ja) | 2009-12-03 |
| JP4842351B2 true JP4842351B2 (ja) | 2011-12-21 |
Family
ID=41451197
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009170913A Expired - Lifetime JP4842351B2 (ja) | 2009-07-22 | 2009-07-22 | 線状物束の包装装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4842351B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106275573A (zh) * | 2013-10-15 | 2017-01-04 | 吴红平 | 钢材打捆机器人的工作方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013065193A1 (ja) * | 2011-11-04 | 2013-05-10 | ニプロ株式会社 | 糸束体の包装方法及び包装装置並びに中空糸束の製造方法及び製造装置 |
| JP6007539B2 (ja) * | 2012-03-28 | 2016-10-12 | 東レ株式会社 | 線状物束の包装装置および包装方法 |
| DE102014019506B4 (de) * | 2014-12-23 | 2017-07-13 | FilaTech Filament Technology u. Spinnanlagen GmbH | Vorrichtung und Verfahren zur Herstellung von Fadenbündeln |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3027647B2 (ja) * | 1991-12-28 | 2000-04-04 | 株式会社クラレ | 短繊維束の製造方法および装置 |
| JP3532662B2 (ja) * | 1995-06-29 | 2004-05-31 | 株式会社 マーレ テネックス | 中空糸膜型分離モジュールの製造方法 |
-
2009
- 2009-07-22 JP JP2009170913A patent/JP4842351B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106275573A (zh) * | 2013-10-15 | 2017-01-04 | 吴红平 | 钢材打捆机器人的工作方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009280288A (ja) | 2009-12-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101453231B1 (ko) | 중공사막 시트상물의 제조 방법, 중공사막 모듈의 제조 방법 및 중공사막 시트상물의 제조 장치 | |
| JP4842351B2 (ja) | 線状物束の包装装置 | |
| US6546696B2 (en) | Apparatus and method for securing a bundle with a strap | |
| JP2019509913A (ja) | 1層以上の材料からの積層品の製造方法および製造システム | |
| EP2683636B1 (fr) | Dispositif de raboutage a moyens de laminage | |
| JP4499450B2 (ja) | 線状物束の包装方法及び装置 | |
| KR100943369B1 (ko) | 시트 공급 장치 및 이것을 이용한 시트 포장기 | |
| JP2004216276A (ja) | 中空糸膜束の擬似シート状物の製造方法と中空糸膜束擬似シート状物及び中空糸膜モジュール | |
| JP2020104899A (ja) | フィルム包装方法とフィルム包装装置 | |
| JP5776784B2 (ja) | 糸束体の包装方法及び包装装置並びに中空糸束の製造方法及び製造装置 | |
| CN115475099B (zh) | 用于包装制品的方法和设备 | |
| JP4382711B2 (ja) | 包装体製造方法及び包装体製造システム | |
| JP6007539B2 (ja) | 線状物束の包装装置および包装方法 | |
| CN116424664B (zh) | 一种人造草坪自动打包装置 | |
| JP3597559B2 (ja) | フィルム・スプライサー付自動スパイラル式ストレッチ包装機 | |
| JP5016878B2 (ja) | フィルム材の製造方法と装置 | |
| JP7380351B2 (ja) | 成形活性炭への包装材巻き付け装置及び包装材巻き付け方法 | |
| CN206437677U (zh) | 复卷机构和铝箔复卷机 | |
| JPH11246090A (ja) | 支持テープの連続供給装置 | |
| JPH10218223A (ja) | 紐とその製造方法及び製造装置 | |
| JP4668011B2 (ja) | 包装方法及び包装機 | |
| JP2020063085A (ja) | 一軸延伸フィルム用ひねり包装機及びひねり包装機の包装方法 | |
| JP5768204B1 (ja) | 繊維束を有したウエブ部材の連続体への圧着部の形成方法、及び形成装置 | |
| JP2020063084A (ja) | 一軸延伸フィルム用ひねり包装機及びひねり包装機の包装方法 | |
| JP2012086961A (ja) | リール状包材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111004 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111005 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4842351 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141014 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141014 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141014 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141014 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141014 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| EXPY | Cancellation because of completion of term |