JP4805652B2 - カーボンブラックを含有した樹脂組成物、シート、成形体 - Google Patents
カーボンブラックを含有した樹脂組成物、シート、成形体 Download PDFInfo
- Publication number
- JP4805652B2 JP4805652B2 JP2005310619A JP2005310619A JP4805652B2 JP 4805652 B2 JP4805652 B2 JP 4805652B2 JP 2005310619 A JP2005310619 A JP 2005310619A JP 2005310619 A JP2005310619 A JP 2005310619A JP 4805652 B2 JP4805652 B2 JP 4805652B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon black
- sheet
- resin composition
- resin
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Compositions Of Macromolecular Compounds (AREA)
Description
(1)酸素含有量が0.5%以下(0を含む)、JIS K 6217におけるDBP吸収量が150〜250ml/100g、透過型電子顕微鏡によって測定されたストラクチャー長さを用いて描かれた粒度分布曲線の最大頻度径が0.5〜0.8μmで、その半値幅が1μm以上であるカーボンブラックを熱可塑性樹脂に含有してなる樹脂組成物。
(2)カーボンブラックの酸素含有量が0.3%以下(0を含む)であることを特徴とする前記(1)に記載の樹脂組成物。
(3)前記(1)又は(2)のいずれか一項記載の樹脂組成物からなるシート。
(4)熱可塑性樹脂シートの片側もしくは両側に、前記(1)又は(2)のいずれか一項記載の樹脂組成物を積層した複合シート。
(5)前記(1)又は(2)のいずれか一項記載の樹脂組成物からなる成形体。
(6)前記(3)又は(4)のいずれか一項記載のシートを用いた電子部品成形体。
(7)前記(6)記載の電子部品成形体がソフトトレー又は、キャリアテープ。
0.1〜30質量部の範囲で添加することが可能である。カーボンブラックの添加によりシートを包装容器に成形した際にシートの厚さが薄いため、成形品のコーナー部等が透けてしまうといった問題点を解決することが可能となる。基材層に添加するカーボンブラックに特に制限はなく、本発明のカーボンブラックの他、
ファーネスブラック、チャンネルブラック、アセチレンブラック等公知のものが使用可能である。
電子、電気部品はソフトトレー、キャリアテープ(エンボスキャリアテープ)等の包装容器に収納され、使用に供される。場合によっては、カバーテープ等で容器に蓋をしたものも含まれる。
表1のNo.1〜No.4に本発明の実施例で使用したカーボンブラックを示す。また、No.5に比較例で使用したカーボンブラックを示す。本発明に使用されるカーボンブラックの製造例として、炉長4m、炉直径0.5mの竪型炉の頂部に、炭化水素ガスの供給ノズル(直径18mm)と、2本の酸素ガスの供給ノズル(直径8mm)を設け、130℃に加熱された炭化水素ガスと、分割された酸素ガスとを表1に示す割合で供給して不完全燃焼(炭素と酸素のモル比が1以上)させた。得られたカーボンブラック原料を炉下部に設置された酸性官能基の脱離室(全長2m、直径0.1m)に導き、水素気流中(1m3/hの水素ガスが供給されている)、800℃で加熱処理し製造した。
カーボンブラックをクロロホルムに分散した後、マイクログリッドメッシュですくい、透過型電子顕微鏡(日立製作所社製商品名「H−300」)を用いて、倍率3000倍にて無作為に撮影し、得られた写真上でカーボン凝集粒子1000サンプルについてストラクチャーの長さを測定した。選別方法で結果が大きく異なることがないよう、各撮影の度に視野を変え、写真の角にかかっているサンプル以外はすべて測定した(各写真につき、5サンプル程度測定)。ストラクチャーの長さは、写真上のストラクチャーに沿って一次粒子の中心を通るように曲線を引き、また枝状に2以上に分岐している場合はストラクチャーの先端から他方の先端までの長さが最大となる線をそのストラクチャーとし、その長さを測定した。1000サンプルの結果を用いて頻度分布曲線を描き、この曲線から最大頻度径と半値幅を求めた。
カーボンブラック30質量部とEVA樹脂(日本ユニカー社製商品名「NUC−3830」)100質量部とを内容量60mlの混練試験機(東洋精機製作所社製商品名「ラボプラストミル50MR」)でブレード回転数30rpm、温度120℃で10分間混練し、得られた混練物を温度180℃の加熱下9.8×106Paの圧力で加圧成形して、2×20×70mmの試験片を作製し、体積固有抵抗をデジタルマルチメーター(横河電機社製商品名「デジタルマルチメーター7562」)を用いてSRIS2301に準じて測定した。
体積固有抵抗で使用した試験片を2×5×5mmの大きさに切断し、流動性測定器(東洋精機製作所社製商品名「メルトインデクサーA−111」)で200℃の加熱下、5kgの荷重下にて内径2mmのノズルから流れる10分間当たりの組成物の質量を測定した。
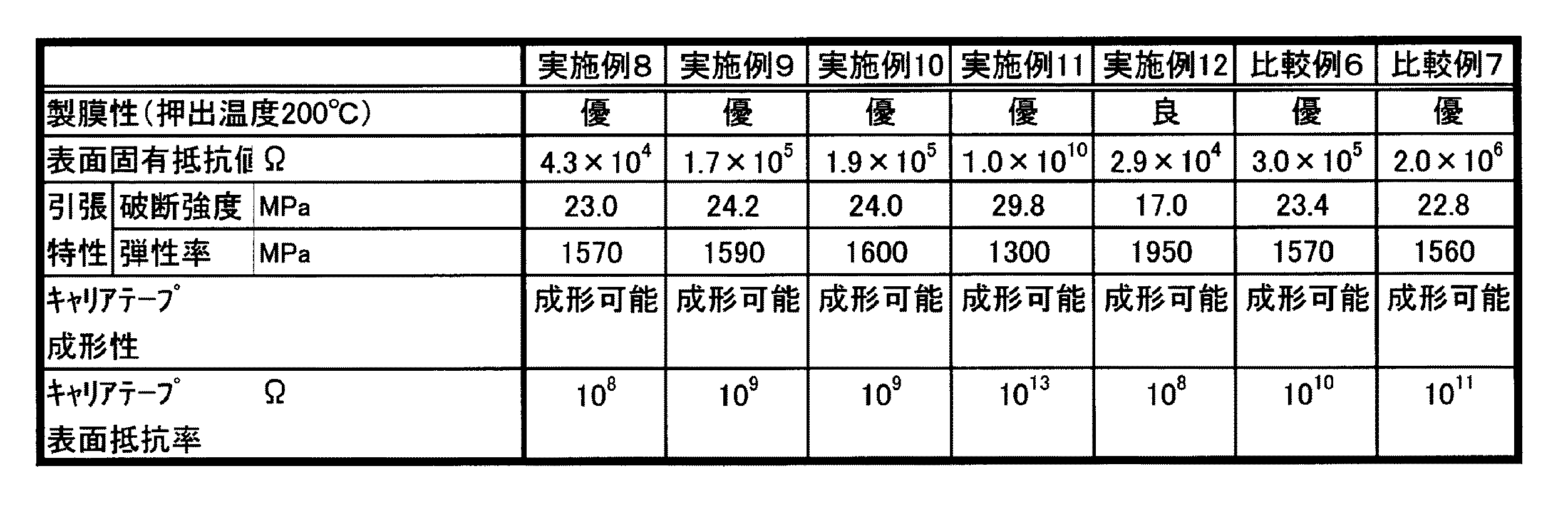
表2に示す原料のポリスチレン系樹脂について、表3の組成割合で原料を各々計量し、高速混合機により均一に混合した後、バンバリーミキサーを用いて混練し、ストランドカット法によりペレット化した。ペレット化した樹脂組成物をラボプラストミルμ(東洋精機)の小型一軸押出機、押出温度200℃にて、0.3mm厚のシートを作製した。その際の表面固有抵抗値、機械的強度とシート製膜性の評価を行った。評価結果を表4に示す。なお、製膜性は押出温度200℃のときのシート作成可否について、優、良、二段階で評価した。
同様に表2に示す原料のポリカーボネート系樹脂、ポリフェニレンエーテル系樹脂について、表5の組成割合で原料を各々計量し、高速混合機により均一に混合した後、二軸押出機を用いて混練し、ポリカーボネート系樹脂は280℃、ポリフェニレンエーテル系樹脂は300℃で押し出した以外は、ポリスチレン系樹脂と同様に評価を実施した。評価結果を表6に示す。
表2に示す原料のポリスチレン系樹脂について、表7の組成割合で原料を各々計量し、高速混合機により均一に混合した後、バンバリーミキサーを用いて混練し、ストランドカット法によりペレット化した。ペレット化した樹脂組成物を表皮層、耐衝撃性ポリスチレンを基材層にした、表皮層/基材層/表皮層の積層シートの構成で、フィードブロックによる共押出法を用い、押出温度200℃で0.3mm厚のシートを作製した。なお、積層シートの厚さの構成比は10/80/10に設定した。その際のシートの表面固有抵抗値、機械的強度とシート製膜性の評価を行った。また、得られたシートを真空成形し、QFP14mm×20mm/64pinのIC包装用ソフトトレー、及び同キャリアテープ形状の成形体を得た。その際の、成形性と底部の表面固有抵抗値の評価を行った。評価結果を表8に示す。なお、シートの製膜性は押出温度200℃のときのシート作成可否について、優、良、二段階で評価し、トレイ底部の表面固有抵抗値については、シートと同様に、JIS−K−7194の4探針法に準拠した方法で、ロレスター表面抵抗計(三菱油化社製)を用い、電極間10mmとして測定した
Claims (7)
- 酸素含有量が0.5%以下(0を含む)、JIS K 6217におけるDBP吸収量が150〜250ml/100g、透過型電子顕微鏡によって測定されたストラクチャー長さを用いて描かれた粒度分布曲線の最大頻度径が0.5〜0.8μmで、その半値幅が1μm以上であるカーボンブラックを熱可塑性樹脂に含有してなる樹脂組成物。
- カーボンブラックの酸素含有量が0.3%以下(0を含む)であることを特徴とする請求項1に記載の樹脂組成物。
- 請求項1又は2のいずれか一項記載の樹脂組成物からなるシート。
- 熱可塑性樹脂シートの片側もしくは両側に、請求項1又は2のいずれか一項記載の樹脂組成物を積層した複合シート。
- 請求項1又は2のいずれか一項記載の樹脂組成物からなる成形体。
- 請求項3又は請求項4のいずれか一項記載のシートを用いた電子部品成形体。
- 請求項6記載の電子部品成形体がソフトトレー又は、キャリアテープ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005310619A JP4805652B2 (ja) | 2005-10-26 | 2005-10-26 | カーボンブラックを含有した樹脂組成物、シート、成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005310619A JP4805652B2 (ja) | 2005-10-26 | 2005-10-26 | カーボンブラックを含有した樹脂組成物、シート、成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007119538A JP2007119538A (ja) | 2007-05-17 |
| JP4805652B2 true JP4805652B2 (ja) | 2011-11-02 |
Family
ID=38143721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005310619A Active JP4805652B2 (ja) | 2005-10-26 | 2005-10-26 | カーボンブラックを含有した樹脂組成物、シート、成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4805652B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013211395A (ja) * | 2012-03-30 | 2013-10-10 | Daihatsu Motor Co Ltd | 電気化学キャパシタ |
| US9607775B2 (en) * | 2013-08-30 | 2017-03-28 | Corning Incorporated | High-voltage and high-capacitance activated carbon and carbon-based electrodes |
| US9607776B2 (en) * | 2013-10-24 | 2017-03-28 | Corning Incorporated | Ultracapacitor with improved aging performance |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2658603B2 (ja) * | 1991-03-12 | 1997-09-30 | 豊田合成株式会社 | アクリル系ゴム配合物 |
| JPH0953020A (ja) * | 1995-08-10 | 1997-02-25 | Asahi Carbon Kk | 高ストラクチャーカーボンブラックおよびこれを含むマトリックス組成物 |
| JPH1160985A (ja) * | 1997-08-20 | 1999-03-05 | Shinnitsuka Carbon Kk | カーボンブラックとその製造法およびゴム組成物 |
| JP4163142B2 (ja) * | 2004-04-23 | 2008-10-08 | 電気化学工業株式会社 | カーボンブラック、その製造方法、及びそれを含有した組成物 |
-
2005
- 2005-10-26 JP JP2005310619A patent/JP4805652B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007119538A (ja) | 2007-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6789220B2 (ja) | 熱伝導性プラスチック組成物、熱伝導性プラスチックを製造するための押出装置および方法 | |
| KR101309738B1 (ko) | 고분자/필러의 전기전도성 복합체 및 이의 제조방법 | |
| JP2018160688A (ja) | 電磁波遮蔽材及び電磁波遮蔽用積層体 | |
| WO2008078848A1 (en) | Heat-conductive resin composition and plastic article | |
| JP4805652B2 (ja) | カーボンブラックを含有した樹脂組成物、シート、成形体 | |
| KR101908141B1 (ko) | 표면 도전성 적층 시트 및 전자 부품 포장 용기 | |
| JP4163142B2 (ja) | カーボンブラック、その製造方法、及びそれを含有した組成物 | |
| KR20090049049A (ko) | 도전성 수지 조성물, 및 그것을 사용한 도전성 시트 | |
| KR101924351B1 (ko) | 개선된 물리적 특성을 갖는 얇은 벽 성형용 전도성 조성물 및 이의 용도 | |
| JP2004519549A (ja) | 表面に伝導性を付与する、イオンビーム又はイオン注入処理のためのポリマー樹脂 | |
| EP2660284A1 (en) | Electroconductive nanocomposite | |
| JP3190241B2 (ja) | 電子部品包装用導電性複合プラスチックシート及び容器 | |
| JP2015117253A (ja) | 導電性樹脂組成物マスターバッチ | |
| EP1461386A1 (en) | Electroconductive resin composition | |
| JP4321986B2 (ja) | 導電性樹脂組成物 | |
| JP5259131B2 (ja) | 樹脂組成物、及びシート | |
| JP4163620B2 (ja) | 電子部品包装用多層シート | |
| JP4966623B2 (ja) | 樹脂組成物、及びシート | |
| JP2006321564A (ja) | 熱可塑性樹脂シート | |
| JPWO2019045030A1 (ja) | 導電性樹脂組成物 | |
| JP3801504B2 (ja) | 導電性複合プラスチックシート及び容器 | |
| TW502049B (en) | Electrically conductive compositions and methods for producing same | |
| JP3305526B2 (ja) | 導電性樹脂組成物 | |
| EP4043212A1 (en) | Layered sheet, container, carrier tape, and electronic component packaging body | |
| JP4068375B2 (ja) | 電子部品包装用樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20081021 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110726 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110802 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110811 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4805652 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140819 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |