JP4747656B2 - 高張力溶融亜鉛めっき鋼板の製造方法および高張力合金化溶融亜鉛めっき鋼板の製造方法 - Google Patents
高張力溶融亜鉛めっき鋼板の製造方法および高張力合金化溶融亜鉛めっき鋼板の製造方法 Download PDFInfo
- Publication number
- JP4747656B2 JP4747656B2 JP2005123030A JP2005123030A JP4747656B2 JP 4747656 B2 JP4747656 B2 JP 4747656B2 JP 2005123030 A JP2005123030 A JP 2005123030A JP 2005123030 A JP2005123030 A JP 2005123030A JP 4747656 B2 JP4747656 B2 JP 4747656B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- treatment
- hot
- magnetite
- dip galvanized
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Landscapes
- Coating With Molten Metal (AREA)
- Chemical Treatment Of Metals (AREA)
Description
一般に、溶融亜鉛めっき鋼板は、つぎのような工程で製造されている。
所定の化学組成を有する鋼素材(スラブ)に熱間圧延、冷間圧延を施し、あるいはさらに熱処理を施して得られた薄鋼板をめっき原板とする。この薄鋼板に、脱脂及び/又は酸洗を行ったのち洗浄する前処理工程を施し、あるいは該前処理工程を施すことなく該めっき原板を予熱炉に挿入して表面に付着した油分を燃焼・除去したのち、非酸化性雰囲気あるいは還元性雰囲気中で加熱する再結晶焼鈍を施す加熱焼鈍処理を施す。引き続き、非酸化性雰囲気あるいは還元性雰囲気中でめっき処理に適した温度まで冷却され、大気に触れることなく溶融亜鉛めっき浴中に浸漬し表面に溶融亜鉛めっき層を形成する溶融亜鉛めっき処理を施されて溶融亜鉛めっき鋼板とされる。なお、溶融亜鉛めっき浴中には、通常、0.1〜0.2mass%程度の微量Alが添加されている。また、溶融亜鉛めっき鋼板は、溶融亜鉛めっき処理に引き続いて合金化炉内で合金化処理を施され合金化溶融亜鉛めっき鋼板とされる。
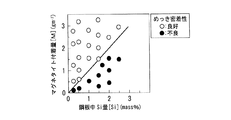
mass%で、0.15%C−0.25〜2.5%Si−1.5%Mn−0.01%P−0.004%S−0.03%Alを含む組成のスラブを1200℃×60min加熱して、熱間圧延により3.2mm厚の熱延鋼板とした。ついでこれら熱延鋼板を酸洗し黒皮スケールを除去したのち、冷間圧延により1.6mm厚の冷延鋼板とした。これら冷延鋼板をめっき原板とし、鋼板表面に硫酸アンモニウム水溶液を、S換算で片面で50mg/m2となるように塗布し乾燥した。ついでSを付着させた鋼板に、直火型(DFF)加熱炉を有する連続式溶融亜鉛めっきラインの加熱帯で、鋼板の最高到達温度と保持時間を種々変化させて 酸化性雰囲気中で加熱して、生成するマグネタイト量を変化させて、鋼板表面にマグネタイトを付着させた。その際、試料を採取して鋼板表面に付着したマグネタイト付着量[M](g/m2 )を測定した。
得られた溶融亜鉛めっき鋼板についてめっき密着性を調査した。
まず、得られた合金化溶融亜鉛めっき鋼板にセロハンテープを貼り、セロハンテープ面を90°曲げ−曲げ戻しした。ついで、90°曲げ−曲げ戻し後のセロハンテープ面に、蛍光X線を照射し、Znカウント数を測定して、単位長さ当たりの剥離量の指標とした。Znカウント数が、0〜500カウントの場合をランク1、500超〜1000カウントの場合をランク2、1000超〜2000カウントの場合をランク3、2000超〜3000カウントの場合をランク4、3000カウント超の場合をランク5とした。ランク1が耐剥離性が良、ランク5が劣である。ランク1,2の場合をめっき密着性が良好(○)とし、ランク3以上の場合を不良(黒○)として、めっき密着性を評価した。
図1から、マグネタイト付着量[M](g/m2 )が、
[M]≧[Si] ………(1)
(ここで、[M]:マグネタイト付着量(g/m2 )、[Si]:鋼板のSi含有量(mass%))
を満足する場合に、めっき密着性が良好となることがわかった。 次に、加熱還元処理における雰囲気中露点の影響について調査した。
湿潤(温度:40℃、相対湿度:95%、2h)→塩水噴霧(液温:35℃、5%NaCl水溶液、2h)→乾燥(温度:60℃、2h)→湿潤(温度:50℃、相対湿度:95%、6h)→乾燥(温度:60℃、2h)→湿潤(温度:50℃、相対湿度:95%、6h)→乾燥(温度:60℃、2h)→低温(−20℃、3h)
このサイクルを1サイクルとし、30サイクル付与したのち、めっき層、錆層を剥離し、腐食されていない個所を基準として,孔食深さを測定した。10個所以上の孔食深さを測定し、その平均値を求め、平均の孔食深さが0.3mm以下の場合を耐食性が良好(○)、0.3mmを超える場合を不良(黒○)として評価した。得られた耐食性の結果を加熱還元処理雰囲気中の露点とマグネタイト付着量の関係で表示し図2に示す。
[D]≦ −2[M]+10 ………(2)(ここで、[D]:加熱還元処理雰囲気の露点(℃)、[M]:マグネタイト付着量(g/m2 ))
を満足する場合に、耐食性が良好となることがわかった。
本発明は、上記した知見に基づき、さらに検討を加えて完成されたものである。すなわち、本発明の要旨は次のとおりである。
[M]≧[Si] ………(1)
(ここで、[M]:マグネタイト付着量(g/m2 )、[Si]:鋼板のSi含有量(mass%))
を満足する量[M]のマグネタイトを付着させるマグネタイト付着処理を施し、ついで加熱還元処理を施し、引き続き前記溶融亜鉛めっき処理を施すことを特徴とするめっき密着性と耐食性に優れた高張力溶融亜鉛めっき鋼板の製造方法。
[D]≦ −2[M]+10 ………(2)
(ここで、[D]:加熱還元処理雰囲気の露点(℃)、[M]:マグネタイト付着量(g/m2 ))
を満足する露点[D]を有する加熱還元雰囲気中で行う処理であることを特徴とする高張力溶融亜鉛めっき鋼板の製造方法。
[M]≧[Si] ………(1)
(ここで、[M]:マグネタイト付着量(g/m2 )、[Si]:鋼板のSi含有量(mass%))
を満足する量[M]のマグネタイトを付着させるマグネタイト付着処理を施し、ついで加熱還元処理を施し、引き続き前記溶融亜鉛めっき処理を施し、さらに前記合金化処理を、前記溶融亜鉛めっき層中のFe含有量が7〜15mass%となるように施すことを特徴とする高張力合金化溶融亜鉛めっき鋼板の製造方法。
[D]≦−2[M]+10 ………(2)
(ここで、[D]:加熱還元処理雰囲気中の露点(℃)、[M]:マグネタイト付着量(g/m2 ))
を満足する露点[D]を有する加熱還元雰囲気中で行う処理であることを特徴とする高張力合金化溶融亜鉛めっき鋼板の製造方法。
Siは、鋼の強度増加に寄与する有用な元素であり、高強度化するために0.1mass%以上の含有を必要とする。Si含有量が0.1mass%未満では、溶融亜鉛めっき処理前の還元処理時において鋼板表面へのSiの濃化が顕著でなく、不めっきが多発したり、また合金化処理時に著しい合金化反応の遅滞が生じたりはしない。一方、Si含有量が3.0mass%を超えると、鋼板強度が高くなりすぎ延性が低下する。
Cは、鋼の強度増加に寄与する有用な元素であり、さらに強度−延性バランスを向上させる残留γ相の生成を促進させる作用を有する。このような作用は0.0001%以上の含有で顕著に発現する。一方、0.5%を超える含有は溶接性を劣化させる。このため、Cは0.0001〜0.5%に限定することが好ましい。
Alは、Siと補完的に添加される元素であり、結晶粒微細化のために、0.01%以上の含有を必要とするが、5%を超える含有は、強度−延性バランスや溶接性に悪影響を及ぼすとともに、めっき密着性の改善が困難となる。このため、Alは0.01〜5%の範囲に限定することが好ましい。
Pは、強度を高める元素であり、この目的のためには0.005%以上含有することが好ましいが、0.2%を超える多量の含有は溶接性、表面品質等を劣化させ、さらに非合金化の場合にはめっき密着性を劣化させ、まためっき合金化の場合には合金化温度を上昇させ、延性を低下させると同時に合金化めっき層の密着性を低下させる。このため、Pは0.005〜0.2%の範囲に限定することが好ましい。
Cr、Mo、Nb、Tiはいずれも、強度―延性バランスを調整する作用を有するとともに、Cr、Mo、Nbはさらに、Si、Alが鋼板表面ではなく内部で酸化する、いわゆる内部酸化を促進させる作用を有し、Si、Alの鋼板表面での酸化を抑制する効果を有する。このような効果はCr:0.01%以上、Mo:0.01%以上、Nb:0.005%以上、Ti:0.005%以上の含有で顕著となる。一方、1%を超えるCrの含有は、Cr自体が表面濃化してめっき密着性を低下させるとともに溶接性に悪影響を及ぼす。このため、Crは1%以下に限定することが好ましい。また、1%を超えるMoの含有は、製造コストを高騰させ、経済的に不利となる。このため、Moは1.0%以下に限定することが好ましい。また、0.2%を超えるNbの含有は、コストアップに繋がるため、Nbは0.2%以下に限定することが好ましい。また、0.2%を超える含有は、めっき密着性を低下させる。このため、Tiは0.2%以下に限定した。
Cu、Ni、Bは、いずれも残留γ相の形成を促進させる作用を有し、またCuはさらに、Si、Alを内部酸化を促進させる作用を有し、Si、Alの鋼板表面での酸化を抑制する効果を有し、必要に応じて選択して含有できる。このような効果は、Cu:0.01%以上、Ni:0.01%以上、B:0.0005%以上の含有で顕著となる。一方、Cu:0.5%、Ni:1.0%を超える含有は、製造コストを高騰させ、経済的に不利となるため、Cu:0.5%以下、Ni:1.0%以下に限定することが好ましい。また、B:0.01%を超える含有は、めっき密着性が劣化するため、Bは0.05%以下に限定することが好ましい。
本発明では、好ましくは上記した組成を有する鋼板(高張力鋼板)に、まずマグネタイト付着処理を施す。このマグネタイト付着処理により、次(1)式を満足する所定量[M]のマグネタイトを鋼板表面に付着させる。
(ここで、[M]:マグネタイト付着量(g/m2 )、[Si]:鋼板のSi含有量(mass%))
マグネタイト付着量[M]が(1)式を満足しない場合には、鋼板表面へのSi濃化を抑制する効果が少なくなる。鋼板中のSi含有量が増加するとともに、Siの鋼板表面への濃化が顕著となり、Siの表面濃化を抑制するためには、鋼板中のSi含有量に応じた多量のマグネタイトを鋼板表面に付着させる必要がある。(1)式を満足するように鋼板表面にマグネタイトを付着させることにより、Siの表面濃化を抑制する効果が高くなり、これにより、溶融亜鉛めっき処理時における鋼板表面と溶融亜鉛との濡れ性が改善され、Si含有高張力溶融亜鉛めっき鋼板の耐食性が改善される。
バーナー加熱であれば、従来から用いられている酸化炉、無酸化炉等の加熱炉を使用することができる。無酸化炉を使用する場合には、直火型バーナーの空燃比を例えば1.0超えに設定することで鋼板表面にマグネタイトを容易に付着させることができる。また、誘導加熱、通電加熱、放射加熱であれば、鋼板近傍の雰囲気を酸化性雰囲気とすることで、鋼板表面にマグネタイトを容易に付着させることができる。酸化性雰囲気としては、例えば酸素ガス、水蒸気、二酸化炭素ガス等の酸化性ガスを1種または2種以上含む雰囲気が例示できる。また、無酸化型や直火型等の加熱炉を有する連続式溶融亜鉛めっきラインの加熱帯を利用して、マグネタイト付着処理を行ってもよい。
(1)式を満足するようにマグネタイトを鋼板表面に付着させることにより、Si等の表面濃化が抑制され、めっき密着性および耐食性が向上する機構については、現在までに明確になっていないが、本発明者らはつぎにように考えている。
管電圧:50kV
管電流:250mA
でX線回折を行い、 得られたX線回折の結果から、酸化物中の各鉄酸化物(ヘマタイト、マグネタイト、ウスタイト)の組成比率を求める。ついで、表面付着酸素量をガス分析法により求め、割り戻して各鉄酸化物の含有量を密度から算出し、得られたマグネタイト量をマグネタイト付着量(g/m2 )とする。なお、各鉄酸化物の組成比率は次のようにして求める。
S含有化合物:硫酸(H2SO4)、硫酸ナトリウム(Na2SO4)、亜硫酸ナトリウム(Na2SO3)、硫化ナトリウム(Na2S)、硫酸アンモニウム((NH4)SO4)、硫化アンモニウム((NH4)2S)、チオ硫酸ナトリウム(Na2S2O3)、硫酸水素ナトリウム(NaHSO4)、硫酸水素アンモニウム(NH4HSO4)、硫酸カリウム(K2SO4)、硫酸鉄(FeSO4,Fe2(SO4)3)、硫酸アンモニウム鉄(Fe(NH4)2(SO4)2,FeNH4(SO4)2)、硫酸バリウム(BaSO4)、硫化アンチモン(Sb2S3)、硫化鉄(FeS)、チオ尿素(H2NCSNH2)、二酸化チオ尿素((NH2)2CSO2)、SCH基のチオフェン酸塩類、SCN基を有するチオシアン酸塩類等;
Se含有化合物:セレン酸カリウム(K2SeO4)等;
Cl含有化合物:塩酸(HCl)、塩化ナトリウム(NaCl)、塩化アンモニウム(NH4Cl)、塩化アンチモン(SbCl3)、塩化カリウム(KCl)、塩化鉄(FeCl2, FeCl3)、塩化チタン(TiCl4)、塩化銅(CuCl)、塩化バリウム(BaCl2)、塩化モリブデン(MoCl5)、塩素酸ナトリウム(NaClO3)等;
Br含有化合物:臭化鉄(FeBr2, FeBr3)等;
Na含有化合物:水酸化ナトリウム(NaOH)、硫酸ナトリウム(Na2SO4)、硫化ナトリウム(Na2S)、チオ硫酸ナトリウム(Na2S2O3)、塩化ナトリウム(NaCl)、炭酸ナトリウム(Na2CO3)、クエン酸ナトリウム(Na3C6H5O7)、シアン酸ナトリウム(NaCNO)、酢酸ナトリウム(CH3COONa)、リン酸水素ナトリウム(Na2HPO4)、リン酸ナトリウム(Na3PO4)、フッ化ナトリウム(NaF)、炭酸水素ナトリウム(NaHCO3)、硝酸ナトリウム(NaNO3)、シュウ酸ナトリウム((COONa)2)、四ホウ酸ナトリウム(Na2B4O7)、酸化ナトリウム(Na2O)等;
K含有化合物:水酸化カリウム(KOH)、酢酸カリウム(CH3COOK)、ホウ酸カリウム(K2B4O7)、炭酸カリウム(K2CO3)、塩化カリウム(KCl)、シアン酸カリウム(KCNO)、クエン酸カリウム(KH2C6H5O7)、フッ化カリウム(KF)、モリブデン酸カリウム(K2MoO4)、硝酸カリウム(KNO3)、過マンガン酸カリウム(KMnO4)、リン酸カリウム(K3PO4)、硫酸カリウム(K2SO4)、チオシアン酸カリウム(KSCN)、シュウ酸カリウム((COOK)2)等;
C含有化合物:タンニン酸、アジピン酸等のカルボン酸含有化合物、糖類、フマル酸、フタル酸、フェノール、アニリン、安息香酸等の芳香族環含有化合物、グリシン、アラニンなどのアミノ酸、エチレングリコール、アセチレングリコール等の多価アルコール類、アクリル酸、ポリエステル、エポキシ、それらの変性化合物等の樹脂類等;
化合物付着処理は、上記した元素を含む化合物を単独または複合して、水または有機溶剤等に溶解した溶液を作製し、該溶液に鋼板を浸漬、該溶液を鋼板にスプレー等で噴霧、或いは該溶液をロールコータ等で鋼板に塗布して、上記した元素を含む化合物を鋼板表面に付着させ、あるいはさらに乾燥させる処理とすることが好ましい。なお、上記した元素を含む化合物を鋼板表面に直接塗布してもよい。また、上記した元素を含む化合物を圧延油に配合した圧延油を用いて圧延し、化合物付着処理としても効果は変わらない。また、化合物付着処理前または後に、鋼板表面の電解脱脂、酸洗等を行っても本発明の効果は何ら変わらない。 本発明における化合物付着処理における、上記した元素を含む化合物の付着量は、該元素換算で合計0.1〜1000mg/m2でとすることが好ましい。化合物の付着量が0.1 mg/m2 未満では、期待される効果が認められず、一方、1000mg/m2を超えて付着しても、効果が飽和して付着量に見合う効果が期待できないなり、経済的に不利となる。なお、化合物の付着量の定量方法は、鋼板を含み湿式分析法で該当する元素の含有量を定量し、鋼板中の該元素含有量を差し引くことにより求めるものとする。
加熱還元処理により、鋼板表面に付着した酸化物を還元する。加熱還元処理は、例えば放射加熱方式の焼鈍炉で、還元性雰囲気中で、600〜900℃の範囲の温度に加熱する処理とすることが好ましい。還元性雰囲気としては、通常公知の水素ガスを含む窒素ガス等不活性ガス雰囲気とすることが好ましいが、これに限定されるものではない。なお、水素ガスは1〜90体積%とすることが好ましく、1体積%未満では、還元能力が不足し、一方、90体積%を超えると経済的に不利となる。また、本発明では、加熱還元処理は、次(2)式
[D]≦ −2[M]+10 ………(2)(ここで、[D]:加熱還元処理雰囲気の露点(℃)、[M]:マグネタイト付着量(g/m2 ))
を満足する露点[D]を有する雰囲気中で行うことが好ましい。露点[D]が(2)式を満足しない場合には、マグネタイトが未還元で残留するため、めっき密着性が劣化したり、めっきムラが発生し耐食性が低下する。露点[D]が(2)式を満足する雰囲気中で加熱還元処理を行うことにより、鋼板表面が活性化し、その後の溶融亜鉛めっき処理時や合金化処理時に健全なめっき被膜が形成されるため、耐食性が更に向上する。 本発明では、加熱還元処理を施された鋼板は、引き続き、非酸化性あるいは還元性雰囲気中でめっき処理に適した温度まで冷却されたのち、溶融亜鉛めっき処理を施され、表面にめっき層を形成される。本発明における溶融亜鉛めっき処理は、従来から行われている通常の溶融亜鉛めっき処理がいずれも適用できる。すなわち、めっき浴は、Alを0.1〜0.2mass%含有する溶融亜鉛浴を使用し、浴温度を440〜520℃とし、鋼板のめっき浴侵入温度はめっき浴温度とほぼ等しい温度とすることが好ましい。しかし、本発明ではこれに限定されるものではない。なお、めっき浴には、上記したAl以外に、Pb、Sb、Fe、Mg、Mn、Ni、Ca、Ti、V、Cr、Co、Sn等の元素が混入する場合があるが、これら元素の混入は本発明の効果になんら影響を及ぼさない。
マグネタイト付着処理は、連続式溶融亜鉛めっきラインの直火型焼鈍炉(DFF)で酸化性雰囲気中で350〜800℃に加熱し1〜20s間保持する処理(DFF直火バーナー処理)とし、表2に示す量のマグネタイトを付着させた。一部では、連続式溶融亜鉛めっきラインの無酸化型焼鈍炉(NOF)で同様に加熱温度、保持時間を変化する処理(NOF処理)を施し、表2に示す量のマグネタイトを付着させた。また、一部では、溶液に酸化鉄を分散させたゾルをロールコータで鋼板に塗布し、連続式溶融亜鉛めっきラインのラジアントチューブ型焼鈍炉(RTF)で加熱する処理(酸化鉄塗布処理)、あるいはシュウ酸と過酸化水素混合液中に鋼板を浸漬する酸化処理を施したのち連続式溶融亜鉛めっきラインのラジアントチューブ型焼鈍炉(RTF)で加熱する処理(薬品酸化処理)で、表2に示す量のマグネタイトを付着させた。なお、マグネタイト付着量は、めっきセクションや均熱セクションを空通しして、試料を採取し、前記したX線回折法で回折ピーク強度を測定し、予め得られた検量線を用いて算出した。
加熱還元処理後、めっき処理に適した温度まで非酸化性雰囲気中で400〜500℃まで冷却し、大気中に晒すことなく溶融亜鉛めっき処理を施した。
溶融亜鉛めっき処理は、めっき浴を0.14mass%Alを含有する溶融亜鉛浴とし、浴温を470℃として、鋼板を該めっき浴に浸漬して行った。めっき付着量はガスワイピングにより、表2に示すように片面当たり40±5g/m2に調整した。
なお、めっき層中のFe含有量は次のようにして求めた。
また、得られた合金化溶融亜鉛めっき鋼板(一部は溶融亜鉛めっき鋼板)について、めっき外観を目視で調査し、不めっきのない場合をめっき外観良好(○)とし、不めっきのある場合をめっき外観不良(×)と判定した。
まず、得られた合金化溶融亜鉛めっき鋼板にセロハンテープを貼り、セロハンテープ面を90°曲げ−曲げ戻しした。そして、90°曲げ−曲げ戻し後のセロハンテープ面に、蛍光X線を照射し、Znカウント数を測定して、単位長さ当たりの剥離量の指標とした。Znカウント数が、0〜500カウントの場合をランク1、500超〜1000カウントの場合をランク2、1000超〜2000カウントの場合をランク3、2000超〜3000カウントの場合をランク4、3000カウント超の場合をランク5とした。ランク1が耐剥離性が良、ランク5が劣である。ランク1,2の場合をめっき密着性が良好(○、△)とし、ランク3以上の場合を不良(×)と評価した。
試験後、加工部にセロハンテープを貼り、剥離してめっき層の剥離の有無を目視で判定した。めっき層の剥離がある場合を×、ない場合を○とした。
湿潤(温度:40℃、相対湿度:95%、2h)→塩水噴霧(液温:35℃、5%NaCl水溶液、2h)→乾燥(温度:60℃、2h)→湿潤(温度:50℃、相対湿度:95%、6h)→乾燥(温度:60℃、2h)→湿潤(温度:50℃、相対湿度:95%、6h)→乾燥(温度:60℃、2h)→低温(−20℃、3h)
このサイクルを1サイクルとし、30サイクル付与したのち、めっき層、錆層を剥離し、腐食されていない個所を基準として,孔食深さを測定した。10個所以上の孔食深さを測定し,その平均値を求め,平均の孔食深さが0.3mm以下の場合を耐食性が良好(○)、0.3mmを超える場合を不良(×)として評価した。

Claims (6)
- Si を0.1〜3mass%含有する組成の鋼板をめっき原板として、該鋼板に溶融亜鉛めっき処理を施し高張力溶融亜鉛めっき鋼板とするに当たり、前記溶融亜鉛めっき処理前に、前記鋼板表面にS、Se、Cl、Br、Na、K、Cのうちから選ばれた1種または2種以上の元素を含有する化合物を付着させる化合物付着処理を施し、ついで前記鋼板表面に下記(1)式を満足する量[M]のマグネタイトを付着させるマグネタイト付着処理を施し、ついで加熱還元処理を施し、引き続き前記溶融亜鉛めっき処理を施すことを特徴とするめっき密着性と耐食性に優れた高張力溶融亜鉛めっき鋼板の製造方法。
記
[M]≧[Si] ………(1)
ここで、[M]:マグネタイト付着量(g/m2 )、
[Si]:鋼板のSi含有量(mass%) - 前記加熱還元処理が、下記(2)式を満足する露点[D]を有する加熱還元雰囲気中で行う処理であることを特徴とする請求項1に記載の高張力溶融亜鉛めっき鋼板の製造方法。
記
[D]≦ −2[M]+10 ………(2)
ここで、[D]:加熱還元処理雰囲気の露点(℃)
[M]:マグネタイト付着量(g/m2 ) - 前記化合物の付着量が、前記元素換算で合計0.1〜1000mg/m2であることを特徴とする請求項1または2に記載の高張力溶融亜鉛めっき鋼板の製造方法。
- Siを0.1〜3mass%含有する組成の鋼板をめっき原板として、該鋼板に溶融亜鉛めっき処理を施して溶融亜鉛めっき層を形成し、引き続き該溶融亜鉛めっき層の合金化処理を施して高張力合金化溶融亜鉛めっき鋼板とするに当たり、前記溶融亜鉛めっき処理前に、前記鋼板表面にS、Se、Cl、Br、Na、K、Cのうちから選ばれた1種または2種以上の元素を含有する化合物を付着させる化合物付着処理を施し、ついで前記鋼板表面に下記(1)式を満足する量[M]のマグネタイトを付着させるマグネタイト付着処理を施し、ついで加熱還元処理を施し、引き続き前記溶融亜鉛めっき処理を施し、さらに前記合金化処理を、前記溶融亜鉛めっき層中のFe含有量が7〜15mass%となるように施すことを特徴とする高張力合金化溶融亜鉛めっき鋼板の製造方法。
記
[M]≧[Si] ………(1)
ここで、[M]:マグネタイト付着量(g/m2 )
[Si]:鋼板のSi含有量(mass%) - 前記加熱還元処理が、下記(2)式を満足する露点[D]を有する加熱還元雰囲気中で行う処理であることを特徴とする請求項4に記載の高張力合金化溶融亜鉛めっき鋼板の製造方法。
記
[D]≦−2[M]+10 ………(2)
ここで、[D]:加熱還元処理雰囲気中の露点(℃)、
[M]:マグネタイト付着量(g/m2 ) - 前記合金化処理が、460〜600℃の範囲の温度で行うことを特徴とする請求項4または5に記載の高張力合金化溶融亜鉛めっき鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005123030A JP4747656B2 (ja) | 2005-04-20 | 2005-04-20 | 高張力溶融亜鉛めっき鋼板の製造方法および高張力合金化溶融亜鉛めっき鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005123030A JP4747656B2 (ja) | 2005-04-20 | 2005-04-20 | 高張力溶融亜鉛めっき鋼板の製造方法および高張力合金化溶融亜鉛めっき鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006299349A JP2006299349A (ja) | 2006-11-02 |
| JP4747656B2 true JP4747656B2 (ja) | 2011-08-17 |
Family
ID=37467996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005123030A Expired - Fee Related JP4747656B2 (ja) | 2005-04-20 | 2005-04-20 | 高張力溶融亜鉛めっき鋼板の製造方法および高張力合金化溶融亜鉛めっき鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4747656B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101079472B1 (ko) * | 2008-12-23 | 2011-11-03 | 주식회사 포스코 | 도금표면품질이 우수한 고망간강의 용융아연도금강판의 제조방법 |
| JP6137002B2 (ja) * | 2014-03-17 | 2017-05-31 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2705386B2 (ja) * | 1991-08-27 | 1998-01-28 | 住友金属工業株式会社 | Si含有鋼板の溶融亜鉛めっき方法 |
| JPH0657390A (ja) * | 1992-08-06 | 1994-03-01 | Sumitomo Metal Ind Ltd | 溶融Znめっき鋼板の製造方法 |
| JPH1088307A (ja) * | 1996-09-13 | 1998-04-07 | Nkk Corp | めっき密着性に優れた溶融めっき鋼板の製造方法 |
| JPH1150223A (ja) * | 1997-08-05 | 1999-02-23 | Nkk Corp | Si含有高強度溶融亜鉛めっき鋼板およびその製造方法 |
| JPH11106885A (ja) * | 1997-10-06 | 1999-04-20 | Kobe Steel Ltd | 耐熱用溶融めっき鋼板 |
| JP3205292B2 (ja) * | 1997-12-02 | 2001-09-04 | 川崎製鉄株式会社 | 耐食性およびめっき密着性に優れた溶融亜鉛めっき鋼板の製造方法 |
| JP3966670B2 (ja) * | 2000-03-29 | 2007-08-29 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板の製造方法 |
| JP4000974B2 (ja) * | 2002-09-25 | 2007-10-31 | 住友金属工業株式会社 | 高張力合金化溶融亜鉛めっき鋼板およびその製造方法 |
| JP5040093B2 (ja) * | 2004-10-07 | 2012-10-03 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板 |
-
2005
- 2005-04-20 JP JP2005123030A patent/JP4747656B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006299349A (ja) | 2006-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI447261B (zh) | 熔融Al-Zn系鍍敷鋼板 | |
| JP5040093B2 (ja) | 溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板 | |
| KR100883245B1 (ko) | 용융아연도금강판 및 그 제조방법 | |
| JP4972775B2 (ja) | 外観性とめっき密着性に優れる高強度溶融亜鉛めっき鋼板の製造方法 | |
| JP5417797B2 (ja) | 高強度溶融亜鉛系めっき鋼板およびその製造方法 | |
| JP2008144264A (ja) | 高強度溶融亜鉛めっき鋼板及び高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| WO2015022778A1 (ja) | 高強度溶融亜鉛めっき鋼板の製造方法及び高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP3346338B2 (ja) | 亜鉛系めっき鋼板およびその製造方法 | |
| JP4816068B2 (ja) | めっき密着性に優れた溶融亜鉛めっき鋼板の製造方法 | |
| JP5906633B2 (ja) | 塗装後耐食性に優れる合金化溶融亜鉛めっき鋼板 | |
| JP4747656B2 (ja) | 高張力溶融亜鉛めっき鋼板の製造方法および高張力合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP4810980B2 (ja) | 溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP4882432B2 (ja) | 溶融亜鉛めっき鋼板およびその製造装置、ならびに表面処理制御方法、表面処理制御装置 | |
| JP3966670B2 (ja) | 溶融亜鉛めっき鋼板の製造方法 | |
| JP2000248346A (ja) | Si含有高強度溶融亜鉛めっき鋼板ならびに高強度合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP5194702B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP2007262544A (ja) | 溶融亜鉛めっき鋼板の製造方法 | |
| JP3078456B2 (ja) | 高張力溶融亜鉛めっき鋼板の製造方法 | |
| JP5103759B2 (ja) | 溶融亜鉛めっき鋼板および合金化溶融亜鉛めっき鋼板の製造方法 | |
| JPH10212563A (ja) | 亜鉛系メッキ鋼板の製造方法 | |
| JP3114610B2 (ja) | Fe−Ni−O 系皮膜を有する合金化溶融亜鉛メッキ鋼板の製造方法 | |
| JPH05106001A (ja) | 珪素含有鋼板の溶融亜鉛めつき方法 | |
| JP4696656B2 (ja) | めっき密着性に優れた高張力合金化溶融亜鉛めっき鋼板 | |
| JP4690848B2 (ja) | 外観、加工性、溶接性に優れた高張力溶融Znめっき鋼材及びその製造方法 | |
| JP5115154B2 (ja) | 高強度合金化溶融亜鉛めっき鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080325 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110401 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110419 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110502 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4747656 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140527 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |