JP4726488B2 - 発泡剤導入システム及び方法 - Google Patents
発泡剤導入システム及び方法 Download PDFInfo
- Publication number
- JP4726488B2 JP4726488B2 JP2004548541A JP2004548541A JP4726488B2 JP 4726488 B2 JP4726488 B2 JP 4726488B2 JP 2004548541 A JP2004548541 A JP 2004548541A JP 2004548541 A JP2004548541 A JP 2004548541A JP 4726488 B2 JP4726488 B2 JP 4726488B2
- Authority
- JP
- Japan
- Prior art keywords
- blowing agent
- pressure
- accumulator
- polymer material
- volume
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title description 71
- 239000004088 foaming agent Substances 0.000 title description 7
- 239000004604 Blowing Agent Substances 0.000 claims description 257
- 239000002861 polymer material Substances 0.000 claims description 66
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 56
- 238000001125 extrusion Methods 0.000 claims description 41
- 238000001746 injection moulding Methods 0.000 claims description 29
- 229910052757 nitrogen Inorganic materials 0.000 claims description 28
- 230000001105 regulatory effect Effects 0.000 claims description 15
- 238000010094 polymer processing Methods 0.000 claims description 12
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 claims description 10
- 229910002092 carbon dioxide Inorganic materials 0.000 claims description 5
- 239000001569 carbon dioxide Substances 0.000 claims description 5
- 238000012545 processing Methods 0.000 claims description 5
- 238000009529 body temperature measurement Methods 0.000 claims description 4
- 230000001276 controlling effect Effects 0.000 claims description 4
- 239000000463 material Substances 0.000 description 33
- 229920000642 polymer Polymers 0.000 description 26
- 239000000203 mixture Substances 0.000 description 21
- 238000002347 injection Methods 0.000 description 16
- 239000007924 injection Substances 0.000 description 16
- 238000000465 moulding Methods 0.000 description 11
- 239000012530 fluid Substances 0.000 description 9
- 239000007789 gas Substances 0.000 description 8
- 238000001878 scanning electron micrograph Methods 0.000 description 8
- 238000009530 blood pressure measurement Methods 0.000 description 6
- 239000006260 foam Substances 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 6
- 239000004033 plastic Substances 0.000 description 5
- 239000007787 solid Substances 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 238000002156 mixing Methods 0.000 description 4
- 230000008602 contraction Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000010102 injection blow moulding Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000011084 recovery Methods 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 230000002411 adverse Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000000071 blow moulding Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005187 foaming Methods 0.000 description 2
- 239000012229 microporous material Substances 0.000 description 2
- 239000013518 molded foam Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011067 equilibration Methods 0.000 description 1
- 230000010006 flight Effects 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 238000010097 foam moulding Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910052756 noble gas Inorganic materials 0.000 description 1
- 150000002835 noble gases Chemical class 0.000 description 1
- 238000009828 non-uniform distribution Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- -1 polypropylene part Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000026683 transduction Effects 0.000 description 1
- 238000010361 transduction Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3442—Mixing, kneading or conveying the foamable material
- B29C44/3446—Feeding the blowing agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3442—Mixing, kneading or conveying the foamable material
- B29C44/3446—Feeding the blowing agent
- B29C44/3449—Feeding the blowing agent through the screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/3442—Mixing, kneading or conveying the foamable material
- B29C44/3446—Feeding the blowing agent
- B29C44/3453—Feeding the blowing agent to solid plastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92019—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92209—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92323—Location or phase of measurement
- B29C2948/92361—Extrusion unit
- B29C2948/9238—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/924—Barrel or housing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92514—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92571—Position, e.g. linear or angular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92609—Dimensions
- B29C2948/92657—Volume or quantity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92704—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92828—Raw material handling or dosing, e.g. active hopper or feeding device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/92885—Screw or gear
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
- B29C2948/92876—Feeding, melting, plasticising or pumping zones, e.g. the melt itself
- B29C2948/92895—Barrel or housing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T137/00—Fluid handling
- Y10T137/7722—Line condition change responsive valves
- Y10T137/7758—Pilot or servo controlled
- Y10T137/7762—Fluid pressure type
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Molding Of Porous Articles (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Description
ショットにおける望ましい発泡剤のパーセンテージは、特定のプロセス及び発泡剤のタイプに依拠する。望ましい発泡剤のパーセンテージは、例えば、ポリマー材料及び発泡剤の混合物の重量で約5%未満とすることが可能である。CO2を発泡剤として使用する実施形態では、その濃度は、ポリマー材料及び発泡剤の混合物の重量で、約4%未満とすることが可能であり、他の実施形態では、約2%未満とすることが可能である。N2が発泡剤として使用されるとき、例えば、その濃度は、ポリマー材料と発泡剤の混合物の重量で、約0.5%未満、約0.3%未満、又は約0.1%未満とすることが可能である。上記で留意されたように、本発明の導入システムは、発泡剤の低重量パーセンテージにおいて発泡剤の混合物を形成するのに特によく適している可能性がある。
アキュムレータの容積は、特定のプロセスに依拠し、具体的には、望ましい投与量のサイズに依拠する。幾つかの場合、アキュムレータ16は、約50cm3より小さい容積を有することが可能である。他の場合、アキュムレータの容積は、約10cm3、約1cm3未満、約0.1cm3未満、又は約0.01cm3未満とすることが可能である。
弁28、30は、1つの構成において加圧気体、液化気体、又は超臨界気体が弁を通って流れることを選択的に可能にし、かつ他の構成においてこれらの流体が弁を通って流れることを防止する、当技術分野の任意の装置とすることが可能である。適切なタイプの弁には、ソレノイド弁、スプール弁、又は他の等価な弁があり、弁は、遮断弁(シャットオフ弁)とすることが可能である。ある場合では、弁は、アキュムレータ16の容積の少なくとも一部を画定することが可能である、弁本体又は組立体を含むことが可能である。幾つかの場合、弁28及び30は、同じタイプとすることが可能であるが、他の場合、弁は、異なるタイプとすることが可能である。
高圧タンク83も、発泡剤を貯蔵するための、当技術分野において既知の任意の適切なタイプとすることが可能である。タンク83は、源22より小さいが、アキュムレータ16の容積より大きい容積を有する。高圧タンクは、ポンプが循環するとき、アキュムレータ内への圧力サージの影響を制限するために提供される。タンクにおける通常の圧力は、約34.5MPa(約5,000psi)と68.9MPa(10,000psi)との間とすることが可能である(例えば、約48.3MPa(約7,000psi))。
使用された射出成型機械は、20mmスクリューを有する55トンの機械であった。発泡剤導入システムが、射出成型機械に接続された。発泡剤導入システムは、以下で記述されるように、入口弁、発泡剤導入組立体に組み込まれた出口弁、及び溶融ポリマーに導入される前に発泡剤の投入量又は投与量が蓄積するアキュムレータの容積を確立する特定の長さの導管を含んでいた。アキュムレータの容積に供給される圧力は、大気に排出される出口を有する導管のT形部分の上にある背圧調整器を使用して監視及び制御された。管の温度は、手持ち式表面熱電対装置を使用して測定された。
周囲スクリュー速度は、10.16cm/秒(4in/sec)、
スクリューに対する指定背圧は、10.3MPa(1,500psi)、
ポリマー投与量の容積は、2.46cm3(0.15in3)、
入口弁閉容積位置は、0.49cm3(0.03in3)、
アキュムレータの容積の平均温度は、121.1℃(250F)
窒素射出位置におけるポリマーの圧力は、スクリュー回復中、15.9MPa(2310psi)から16.3MPa(2360psi)であると測定された。制御容積の窒素圧力は、17.6MPa(2550psi)に設定された。窒素の計算された投与量は、プラスチック重量の1.6gあたり0.375%の投与量を使用して、6mgであった。
この例の装置のプロセスパラメータは、例1と同じであったが、アキュムレータ容積における窒素の圧力は、溶融ポリマーの圧力が16.2MPa(2350psi)の状態で、17.1MPa(2475psi)に設定された。加えられた窒素の計算量は、約3.8mgであり、温度は約121.1℃(約250°F)であった。システムパラメータは、実行中変更されず、部品は、約2時間一貫して生成された。
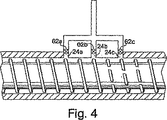
射出成型機械の型は、6.5gの固体部分重量を有するU形部品を生成するために使用された。型は、中央低温湯口(スプルー)によって接続された2つの空洞を有していた。使用された材料は、ガラス充填ナイロン6であった。
周囲スクリュー速度は、15.24cm/秒(6in/sec)、
スクリューに対する指定背圧は、18.6MPa(2700psi)、
ポリマー投与ストロークは、1.143cm(0.45in)、
入口弁閉位置は、0.381cm(0.15in)、
アキュムレータ容積の平均温度は、93.3℃(200F)、
サイクル時間は、18秒まで。
Claims (12)
- 発泡剤導入システムであって、
発泡剤源に接続可能な入口、及び押出装置の発泡剤ポートに接続可能な出口を有するアキュムレータと、
前記アキュムレータの前記入口に関連付けられた入口弁と、
前記入口弁が開いているときに、送信された第2出力信号に応答して前記アキュムレータに加えられる発泡剤の圧力を制御するように設計される圧力規制装置と、
前記アキュムレータ内の発泡剤の圧力を測定するように構築及び構成される圧力測定装置と、
前記アキュムレータの前記出口に関連付けられた出口弁と、
前記アキュムレータ内の発泡剤の前記圧力を表す第1入力信号を前記圧力測定装置から受信することができ、また前記アキュムレータから前記押出装置内のポリマー材料の中へ発泡剤の導入を可能にするために、前記出口弁を開く第1出力信号を送信することができ、前記アキュムレータに加えられた発泡剤の圧力を望ましい値に制御するために第2出力信号を前記圧力規制装置に送信する、制御システムとを備える、システム。 - 前記出口弁が、前記発泡剤ポートから2.54cm(1.0インチ)未満内に配置される、請求項1に記載のシステム。
- 前記制御システムが、前記押出装置におけるスクリュー回転の開始後の所定時間を表す第2入力信号に応答して、前記第1出力信号を送信する、請求項1に記載のシステム。
- 前記アキュムレータにおける発泡剤の前記圧力が、前記発泡剤ポートの周辺において前記押出装置のポリマー材料の圧力より高いとき、前記制御システムが、前記出口弁を開くために、前記第1出力信号を送信することができる、請求項1に記載のシステム。
- 前記アキュムレータの容積が、1.0cm3未満である、請求項1に記載のシステム。
- 前記システムは、前記押出装置におけるポリマー材料の圧力を直接測定する圧力測定装置を更に備える、請求項1に記載のシステム。
- 前記システムは、前記押出装置におけるポリマー材料の圧力を間接的に測定する圧力測定装置を更に備える、請求項1に記載のシステム。
- 前記発泡剤源が、二酸化炭素又は窒素の源を備える、請求項1に記載のシステム。
- 前記アキュムレータの容積が、射出成型サイクル間において調整可能であり、前記アキュムレータ内の発泡剤の量は、前記アキュムレータの容積及び前記アキュムレータ内の発泡剤の圧力によって制御される、請求項1に記載のシステム。
- 前記システムは、前記アキュムレータに関連付けられた温度測定装置を更に備え、前記温度測定装置は、前記アキュムレータ内の前記発泡剤の温度を表す信号を、前記制御システムに送信する、請求項1に記載のシステム。
- 前記アキュムレータが、固定された容積を有する、請求項1に記載のシステム。
- ポリマー処理システムであって、
ポリマー材料を処理するための押出装置と、
前記押出装置内の前記ポリマー材料の中に発泡剤を導入するための、請求項1に記載の発泡剤導入システムとを備える、ポリマー処理システム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/281,891 US7144532B2 (en) | 2002-10-28 | 2002-10-28 | Blowing agent introduction systems and methods |
| US10/281,891 | 2002-10-28 | ||
| PCT/US2003/034216 WO2004039552A2 (en) | 2002-10-28 | 2003-10-28 | Blowing agent introduction systems and methods |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006503739A JP2006503739A (ja) | 2006-02-02 |
| JP2006503739A5 JP2006503739A5 (ja) | 2006-12-21 |
| JP4726488B2 true JP4726488B2 (ja) | 2011-07-20 |
Family
ID=32107267
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004548541A Expired - Fee Related JP4726488B2 (ja) | 2002-10-28 | 2003-10-28 | 発泡剤導入システム及び方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (3) | US7144532B2 (ja) |
| EP (2) | EP2260997B1 (ja) |
| JP (1) | JP4726488B2 (ja) |
| KR (2) | KR101240056B1 (ja) |
| CN (2) | CN101612774B (ja) |
| AU (1) | AU2003285062A1 (ja) |
| ES (1) | ES2400180T3 (ja) |
| WO (1) | WO2004039552A2 (ja) |
Families Citing this family (65)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7144532B2 (en) | 2002-10-28 | 2006-12-05 | Trexel, Inc. | Blowing agent introduction systems and methods |
| US20060043219A1 (en) * | 2004-09-02 | 2006-03-02 | Moshe Raanan | Drip irrigation pipe |
| JP4550646B2 (ja) * | 2005-04-06 | 2010-09-22 | 株式会社日本製鋼所 | 熱可塑性樹脂あるいはその混合物からなる発泡成形品の製造方法 |
| JP4867374B2 (ja) * | 2006-02-02 | 2012-02-01 | マツダ株式会社 | 繊維強化樹脂成形品の成形装置 |
| JP4797661B2 (ja) * | 2006-02-02 | 2011-10-19 | マツダ株式会社 | 繊維強化樹脂成形品の成形方法および成形装置 |
| AT9383U1 (de) * | 2006-05-16 | 2007-09-15 | Engel Austria Gmbh | Verfahren zur herstellung geschäumter kunststoffkörper |
| TW200821125A (en) * | 2006-08-23 | 2008-05-16 | Sulzer Chemtech Ag | A metering device |
| EP1892034B1 (de) * | 2006-08-23 | 2010-09-08 | Sulzer Chemtech AG | Verfahren zur Herstellung einer Formmasse |
| TW200829409A (en) * | 2006-08-23 | 2008-07-16 | Sulzer Chemtech Ag | A method for the manufacture of a moulding composition |
| DE102006044971B4 (de) * | 2006-09-23 | 2011-07-28 | ADCURAM Maschinenbauholding GmbH, 80333 | Verfahren zum Spritzgießen von geschäumten Kunststoff-Formteilen |
| CN101200108B (zh) * | 2006-12-15 | 2011-01-26 | 北京中拓机械有限责任公司 | 气体发泡剂流量控制系统 |
| US7914271B2 (en) * | 2007-11-29 | 2011-03-29 | Husky Injection Molding Systems Ltd. | Gate insert heating and cooling |
| US7906048B2 (en) * | 2008-04-23 | 2011-03-15 | Koalesce, Inc. | Injection molding method and apparatus |
| US8563621B2 (en) | 2010-04-21 | 2013-10-22 | Polyfil Corporation | Blowing agents formed from nanoparticles of carbonates |
| CN101830049A (zh) * | 2010-06-17 | 2010-09-15 | 北京中拓机械有限责任公司 | 超临界流体发泡剂计量系统 |
| JP4829372B1 (ja) * | 2010-08-12 | 2011-12-07 | ファナック株式会社 | 射出成形機の材料供給装置のスクリュ |
| GB2475143B (en) * | 2010-10-25 | 2011-09-21 | R & D Factory Ltd | Method and apparatus for activating or reactivating man made and natural polymers |
| WO2012103451A2 (en) | 2011-01-27 | 2012-08-02 | New Balance Athletic Shoe, Inc. | Injection molding systems and methods for forming materials used in footwear and materials manufactured by said systems and methods |
| EP2481289B1 (de) * | 2011-01-31 | 2014-07-23 | HB-Feinmechanik GmbH & Co.KG | Verfahren zum Herstellen eines Backteiges |
| CA2827071A1 (en) * | 2011-03-15 | 2012-09-20 | Husky Injection Molding Systems Ltd. | Mold-tool system including actuation system |
| WO2012174422A2 (en) | 2011-06-17 | 2012-12-20 | Berry Plastics Corporation | Insulated container with molded brim |
| ES2503890B2 (es) | 2011-06-17 | 2015-09-28 | Berry Plastics Corporation | Vaso aislante |
| BR112013032423A2 (pt) | 2011-06-17 | 2017-01-17 | Berry Plastics Corp | luva isolante para um copo |
| WO2012174568A2 (en) | 2011-06-17 | 2012-12-20 | Berry Plastics Corporation | Process for forming an insulated container having artwork |
| DE112012003070T5 (de) | 2011-08-31 | 2014-04-30 | Berry Plastics Corp. | Polymermaterial für einen isolierten Behälter |
| EP2888092A4 (en) | 2012-08-07 | 2016-03-23 | Berry Plastics Corp | METHOD AND MACHINE FOR MOLDING |
| DE102012108705B4 (de) | 2012-09-17 | 2020-01-09 | Mondi Ag | Kunststofffolie |
| SG11201503336VA (en) | 2012-10-26 | 2015-06-29 | Berry Plastics Corp | Polymeric material for an insulated container |
| KR101607361B1 (ko) * | 2012-12-12 | 2016-03-30 | (주)엘지하우시스 | 고분자 역류 방지부를 갖는 고분자 성형 장치 |
| AR093944A1 (es) | 2012-12-14 | 2015-07-01 | Berry Plastics Corp | Troquelado para envase |
| AR093943A1 (es) | 2012-12-14 | 2015-07-01 | Berry Plastics Corp | Reborde de un envase termico |
| US9840049B2 (en) | 2012-12-14 | 2017-12-12 | Berry Plastics Corporation | Cellular polymeric material |
| JP6045386B2 (ja) | 2013-02-18 | 2016-12-14 | 日立マクセル株式会社 | 発泡成形体の製造方法 |
| JP6080611B2 (ja) | 2013-02-26 | 2017-02-15 | 東洋製罐株式会社 | 発泡性射出成形体の製造方法及びその射出装置 |
| US9957365B2 (en) | 2013-03-13 | 2018-05-01 | Berry Plastics Corporation | Cellular polymeric material |
| TW201505928A (zh) | 2013-03-14 | 2015-02-16 | Berry Plastics Corp | 容器 |
| EP3033208A4 (en) | 2013-08-16 | 2017-07-05 | Berry Plastics Corp. | Polymeric material for an insulated container |
| US9296882B2 (en) | 2013-09-04 | 2016-03-29 | Zzyzx Polymers LLC | Methods for increasing throughput rates of solid-state extrusion devices |
| JP6396071B2 (ja) * | 2014-05-02 | 2018-09-26 | 兵神装備株式会社 | 流動体供給システム、及び成型システム |
| KR20170038852A (ko) | 2014-08-06 | 2017-04-07 | 뉴우바란스아스레틱스인코포레이팃드 | 신발류에 사용되는 물질을 형성하기 위한 사출성형 방법과 상기 방법에 의해 제조된 물질 |
| EP2803478B1 (de) | 2014-09-02 | 2016-06-29 | Mondi Consumer Packaging Technologies GmbH | Kunststoff-Mehrschichtfolie |
| EP2815879B1 (de) | 2014-09-02 | 2024-10-09 | Mondi AG | Polyethylen-coextrusionsfolie |
| US9758655B2 (en) | 2014-09-18 | 2017-09-12 | Berry Plastics Corporation | Cellular polymeric material |
| US10513589B2 (en) | 2015-01-23 | 2019-12-24 | Berry Plastics Corporation | Polymeric material for an insulated container |
| CN108135787B (zh) | 2015-10-22 | 2022-05-17 | 宝洁公司 | 发泡膜的阻隔贴片以及改善皮肤外观的方法 |
| JP2017144630A (ja) * | 2016-02-17 | 2017-08-24 | キョーラク株式会社 | 発泡樹脂の押出方法、発泡樹脂の押出装置 |
| JP6893828B2 (ja) * | 2017-05-18 | 2021-06-23 | 東洋機械金属株式会社 | 発泡成形用射出成形機の射出装置 |
| US11806908B2 (en) | 2017-06-05 | 2023-11-07 | Otrajet Inc. | Extruding system and method of extruding |
| US11091311B2 (en) | 2017-08-08 | 2021-08-17 | Berry Global, Inc. | Insulated container and method of making the same |
| US20190118432A1 (en) * | 2017-10-23 | 2019-04-25 | Trexel, Inc. | Blowing agent introduction in polymer foam processing |
| DK3520887T3 (da) * | 2018-02-05 | 2020-08-10 | Köllemann GmbH Förder- und Verfahrenstechnik | Anordning til på hinanden følgende forsyning af additiver i et polymergranulat og anvendelsen af anordningen |
| US11559927B2 (en) | 2018-03-01 | 2023-01-24 | Trexel, Inc. | Blowing agent introduction into hopper of polymer foam processing |
| AT521196B1 (de) * | 2018-04-25 | 2021-01-15 | Engel Austria Gmbh | Mischvorrichtung zur Erzeugung einer mit Treibmittel beladenen Kunststoffschmelze |
| US20190338099A1 (en) * | 2018-05-07 | 2019-11-07 | Trexel, Inc. | Three-dimensional suction molding method for polymeric foams |
| CN112714688B (zh) * | 2018-09-17 | 2023-06-30 | 特瑞赛尔公司 | 聚合物泡沫加工系统和方法 |
| EP3639997A1 (de) * | 2018-10-15 | 2020-04-22 | Linde Aktiengesellschaft | Verfahren zum imprägnieren von polymergranulat |
| RU2699529C1 (ru) * | 2018-12-03 | 2019-09-05 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Петрозаводский государственный университет" | Способ экструдирования с подачей жидкотекучего компонента |
| US20200391416A1 (en) * | 2019-06-13 | 2020-12-17 | Trexel, Inc. | Blowing agent introduction in polymer foam processing methods and systems |
| KR102103929B1 (ko) * | 2019-06-25 | 2020-04-23 | 한국신발피혁연구원 | 미드솔 발포 성형 방법 및 미드솔 발포 성형을 위한 몰딩 인 발포 트랜스퍼 사출 성형기 |
| TWI700121B (zh) * | 2019-07-09 | 2020-08-01 | 歐特捷實業股份有限公司 | 流體混合機構 |
| JP7036391B2 (ja) * | 2019-10-15 | 2022-03-15 | オトラジェット インコーポレイテッド. | 押出システム及び押出方法 |
| CN110701331B (zh) * | 2019-10-16 | 2023-04-11 | 徐州蓝湖信息科技有限公司 | 一种按压式螺旋高压射流调节器 |
| JP7433837B2 (ja) * | 2019-10-30 | 2024-02-20 | 旭有機材株式会社 | 外付け型発泡剤供給装置 |
| WO2022082474A1 (zh) * | 2020-10-21 | 2022-04-28 | 华东理工大学 | 一种用于制备聚合物发泡材料的方法和装置 |
| JP2022190230A (ja) * | 2021-06-14 | 2022-12-26 | 株式会社日本製鋼所 | 発泡成形用の射出成形機 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000059702A1 (en) * | 1999-04-02 | 2000-10-12 | Trexel, Inc. | Methods for manufacturing foam material including systems with pressure restriction element |
| JP2001009882A (ja) * | 1999-06-30 | 2001-01-16 | Japan Steel Works Ltd:The | 熱可塑性樹脂発泡体の成形方法 |
| JP2001150485A (ja) * | 1999-12-01 | 2001-06-05 | Japan Steel Works Ltd:The | 超臨界流体の流量調整機構 |
| WO2001066331A1 (en) * | 2000-03-07 | 2001-09-13 | Trexel, Inc. | Blowing agent delivery system |
| WO2002014044A1 (en) * | 2000-08-10 | 2002-02-21 | Trexel, Inc. | Blowing agent metering system and method |
| JP2002067116A (ja) * | 2000-08-24 | 2002-03-05 | Meiki Co Ltd | ガス溶解樹脂の射出成形方法および射出装置 |
Family Cites Families (79)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1230992A (ja) * | 1967-08-04 | 1971-05-05 | ||
| DE1679981B2 (de) * | 1967-12-22 | 1972-01-20 | Chemische Werke Hüls AG, 4370 Mari | Verfahren zur verformung von polybuten 1 |
| DE1964748B2 (de) * | 1969-12-24 | 1973-12-13 | Chemische Werke Huels Ag, 4370 Marl | Verfahren zum Herstellen thermo plastischer Schaumkunststoff Form korper nach dem Spritzgießverfahren |
| US3697204A (en) * | 1970-05-07 | 1972-10-10 | Usm Corp | Apparatus for injection molding articles of foam material |
| US3909169A (en) * | 1972-01-20 | 1975-09-30 | Ici Ltd | Injection moulding apparatus |
| US3937447A (en) * | 1972-12-27 | 1976-02-10 | Siemag Siegener Maschinenbau Gmbh | Injection molding apparatus |
| GB1485587A (en) * | 1974-01-22 | 1977-09-14 | Furukawa Electric Co Ltd | Process of producing a foamed thermoplastics resin articl |
| US3908862A (en) * | 1974-08-29 | 1975-09-30 | Cincinnati Milacron Inc | Ratio controlled mixing of liquids |
| US4051209A (en) * | 1975-04-22 | 1977-09-27 | Kornylak Corporation | Continuous rigid foam panel production |
| US4043715A (en) * | 1975-06-02 | 1977-08-23 | Ex-Cell-O Corporation | Pumped injection of gas for making foamed plastic |
| US4135870A (en) * | 1976-06-03 | 1979-01-23 | Standard Oil Company (Indiana) | Machine for producing additive containing plastic articles |
| US4124336A (en) * | 1977-05-18 | 1978-11-07 | Mobil Oil Corporation | Poppet check valve for controlled feeding of blowing agent |
| US4255367A (en) * | 1978-09-21 | 1981-03-10 | Standard Oil Company (Indiana) | Method for injection molding articles wherein additives are added in selective portions |
| US4422988A (en) * | 1978-10-25 | 1983-12-27 | Kornylak Corporation | Fluid film continuous processing method and apparatus |
| US4211523A (en) * | 1978-11-29 | 1980-07-08 | Hoover Universal, Inc. | Gas-flow control apparatus for equipment for producing foamed plastic |
| DE3020122C2 (de) * | 1980-05-27 | 1984-04-26 | Battenfeld Maschinenfabriken Gmbh, 5882 Meinerzhagen | Schaltungsanordung zum Zudosieren von gasförmigen oder flüssigen Stoffen, insbesondere physikalischen Treibmitteln, in eine fließfähige Schmelze aus thermoplastischem Kunststoff |
| US4424287A (en) * | 1980-06-10 | 1984-01-03 | Mobil Oil Corporation | Polymer foam process |
| US4344710A (en) * | 1980-06-10 | 1982-08-17 | Mobil Oil Corporation | Polymer foam extrusion system |
| US4473665A (en) * | 1982-07-30 | 1984-09-25 | Massachusetts Institute Of Technology | Microcellular closed cell foams and their method of manufacture |
| US4470938A (en) * | 1982-08-27 | 1984-09-11 | Mobil Oil Corporation | Method and apparatus for extrusion of thermoplastic foam |
| US4548776A (en) * | 1983-11-23 | 1985-10-22 | Techplastics, Inc. | Method and apparatus for molding structural foam articles |
| US4613471A (en) * | 1984-07-16 | 1986-09-23 | Harrel, Incorporated | Extruded plastic foam density control system and method |
| JPS6161820A (ja) * | 1984-09-04 | 1986-03-29 | Fanuc Ltd | 射出成形機の保圧制御方式 |
| DE3541258C1 (de) * | 1985-11-22 | 1987-01-15 | Hahn Ortwin | Adaptives Steuerverfahren zum Schaeumen und Sintern von Kunststoff |
| US4783292A (en) * | 1987-06-15 | 1988-11-08 | Rogers Roy K | Method of injection molding a foamed plastic article using a relatively light gas as a blowing agent |
| US5160674A (en) * | 1987-07-29 | 1992-11-03 | Massachusetts Institute Of Technology | Microcellular foams of semi-crystaline polymeric materials |
| DE3734164C3 (de) * | 1987-10-09 | 1999-09-09 | Battenfeld Gmbh | Verfahren zum Spritzgießen von Formteilen aus thermoplastischen Kunststoffen sowie Vorrichtung zur Durchführung des Verfahrens |
| DE3815897C2 (de) * | 1988-05-10 | 1995-05-04 | Werner & Pfleiderer | Schneckenmaschine mit Anfahrventil und Drossel |
| CN1025678C (zh) * | 1988-10-14 | 1994-08-17 | 唐化学原料公司 | 一种生产链烯基芳族树脂泡沫体的方法 |
| DE68923363T2 (de) * | 1988-10-27 | 1996-04-04 | Kabushiki Kaisha Komatsu Seisakusho, Tokio/Tokyo | Einspritzverdichtungsgiessvorrichtung und deren verfahren. |
| JP2593533B2 (ja) * | 1988-11-09 | 1997-03-26 | 東芝機械株式会社 | 射出成形機の全自動運転システム |
| US5082608A (en) * | 1990-06-14 | 1992-01-21 | Owens-Illinois Plastic Products Inc. | Polystyrene foam sheet manufacture |
| US5098267A (en) * | 1990-06-22 | 1992-03-24 | Union Carbide Industrial Gases Technology Corporation | Apparatus and method for producing and molding structural foam |
| US5154088A (en) * | 1990-07-24 | 1992-10-13 | The Dow Chemical Company | Apparatuses and methods for incorporating blowing agents into liquids for the production of polymer foams and for measuring the volumetric expansion potential of mixtures thereof |
| DE4036991A1 (de) | 1990-11-20 | 1992-05-21 | Linde Ag | Verfahren zur verwendung inerter treibmittel bei der herstellung aufgeschaeumter kunststoffe |
| US5229952A (en) * | 1991-01-18 | 1993-07-20 | Cincinnati Milacron Inc. | Control for injection molding machine |
| DE4108186A1 (de) * | 1991-03-14 | 1992-09-17 | Bayer Ag | Verfahren und vorrichtung zum herstellen eines polyurethan-reaktionsgemisches |
| US5158986A (en) * | 1991-04-05 | 1992-10-27 | Massachusetts Institute Of Technology | Microcellular thermoplastic foamed with supercritical fluid |
| US5120559A (en) * | 1991-10-03 | 1992-06-09 | Cornell Research Foundation, Inc. | Extrusion processing with supercritical fluids |
| NL9200826A (nl) | 1992-05-08 | 1993-12-01 | Mondomix Holland B V | Inrichting voor de vervaardiging van schuimprodukten. |
| JP2918211B2 (ja) * | 1992-11-04 | 1999-07-12 | 河西工業株式会社 | モールドプレス成形方法および成形装置 |
| DE4305866A1 (de) | 1993-02-25 | 1994-09-01 | Linde Ag | Treibmitteldosierung bei der Herstellung von Kunststoffschäumen |
| US5328651A (en) * | 1993-03-05 | 1994-07-12 | Davidson Textron Inc. | Method for manufacturing an automobile trim component by blow molding and injection molding |
| JP2649008B2 (ja) * | 1993-08-06 | 1997-09-03 | 日精樹脂工業株式会社 | 射出成形機の油圧制御回路 |
| US5866053A (en) * | 1993-11-04 | 1999-02-02 | Massachusetts Institute Of Technology | Method for providing continuous processing of microcellular and supermicrocellular foamed materials |
| US5441680B1 (en) * | 1994-05-02 | 1997-04-29 | Milko G Guergov | Method and apparatus for injection molding |
| US5475035A (en) * | 1994-10-11 | 1995-12-12 | The Dow Chemical Company | Process and apparatus for making a thermoplstic foam structure employing downstream injection of water |
| US5723152A (en) * | 1995-08-01 | 1998-03-03 | Bridgestone Corporation | Apparatus for vacuum molding expanded synthetic resin parts |
| US6005013A (en) * | 1995-08-14 | 1999-12-21 | Massachusetts Institute Of Technology | Gear throttle as a nucleation device in a continuous microcellular extrusion system |
| DE19532267C2 (de) * | 1995-09-01 | 1998-03-19 | Ferromatik Milacron Maschinenb | Elektrischer Antrieb mit hydraulischer Unterstützung in einer Spritzgießmaschine |
| US6538040B1 (en) * | 1995-12-01 | 2003-03-25 | Sunstar Giken Kabushiki Kaisha | Method and apparatus for mixing a high-viscosity material into a gas |
| DE19600026A1 (de) * | 1996-01-03 | 1997-07-10 | Gefinex Jackon Gmbh | Verfahren zur Herstellung von Schaumstoffplatten, -Bahnen und Füllkörper oder Beads |
| US5827549A (en) * | 1996-02-21 | 1998-10-27 | Wm. Wrigley, Jr. Company | Process control system for automated continuous production of chewing gum |
| US5997781A (en) * | 1996-04-04 | 1999-12-07 | Mitsui Chemicals, Inc. | Injection-expansion molded, thermoplastic resin product and production process thereof |
| JP3609537B2 (ja) * | 1996-06-17 | 2005-01-12 | 東芝機械株式会社 | 射出成形機のフィードバック制御装置 |
| ATE295254T1 (de) * | 1996-08-27 | 2005-05-15 | Trexel Inc | Verfahren zum extrudieren von mikrozellenpolymeren |
| DE19646665A1 (de) | 1996-11-12 | 1998-05-14 | Linde Ag | Durchflußregelung |
| EP0952908B1 (en) | 1997-01-16 | 2002-06-12 | Trexel, Inc. | Injection molding of microcellular material |
| US6884823B1 (en) * | 1997-01-16 | 2005-04-26 | Trexel, Inc. | Injection molding of polymeric material |
| JP3772244B2 (ja) * | 1997-01-28 | 2006-05-10 | 株式会社ブリヂストン | 合成樹脂発泡成形品の成形金型及び成形方法 |
| US6186765B1 (en) * | 1997-03-31 | 2001-02-13 | Toshiba Kikai Kabushiki Kaisha | Apparatus for forming a molded multilayer product |
| US6287494B1 (en) * | 1997-04-02 | 2001-09-11 | Coraltech Limited | Gas introduction |
| US6235380B1 (en) * | 1997-07-24 | 2001-05-22 | Trexel, Inc. | Lamination of microcellular articles |
| AU1933799A (en) | 1997-12-19 | 1999-07-12 | Trexel, Inc. | Microcellular foam extrusion/blow molding process and article made thereby |
| US6706223B1 (en) * | 1997-12-19 | 2004-03-16 | Trexel, Inc. | Microcelluar extrusion/blow molding process and article made thereby |
| US6231942B1 (en) * | 1998-01-21 | 2001-05-15 | Trexel, Inc. | Method and apparatus for microcellular polypropylene extrusion, and polypropylene articles produced thereby |
| MY118653A (en) * | 1998-07-16 | 2004-12-31 | Mitsui Chemicals Inc | Addition method of supercritical carbon dioxide, and production process of expanded thermoplastic resin product by making use of the addition method. |
| US6303666B1 (en) * | 1998-07-30 | 2001-10-16 | Mitsui Chemicals, Inc. | Process for the production of expanded olefinic thermoplastic elastomer products |
| DE19848151C2 (de) * | 1998-10-20 | 2002-09-19 | Battenfeld Gmbh | Verfahren und Vorrichtung zum Spritzgießen von Kunststoff-Formteilen aus thermoplastischem Kunststoff |
| KR20000032383A (ko) | 1998-11-14 | 2000-06-15 | 구자홍 | 초미세 발포성형용 가스 공급장치 |
| US6391931B1 (en) * | 1999-04-28 | 2002-05-21 | 3M Innovative Properties Co | Uniform small cell foams and a continuous process for making same |
| US6593384B2 (en) * | 2000-05-25 | 2003-07-15 | Trexel, Inc. | Polymer foam processing with low blowing agent levels |
| US6602063B1 (en) * | 2000-07-21 | 2003-08-05 | Trexel, Inc. | Discontinuous blowing agent delivery system and method |
| US6790020B2 (en) * | 2000-12-12 | 2004-09-14 | Sumitomo Chemical Company, Limited | System for producing foamed article, a molten resin preparing apparatus and a molding apparatus for use in foamed article production system |
| US20020147244A1 (en) * | 2001-03-07 | 2002-10-10 | Kishbaugh Levi A. | Injection-molded crystalline/semicrystalline material |
| US6682669B2 (en) * | 2001-09-29 | 2004-01-27 | Van Dorn Demag Corporation | Model predictive control apparatus and methods for motion and/or pressure control of injection molding machines |
| US7318713B2 (en) * | 2002-07-18 | 2008-01-15 | Trexel, Inc. | Polymer processing systems including screws |
| US20040038018A1 (en) * | 2002-08-22 | 2004-02-26 | Trexel, Inc. | Thermoplastic elastomeric foam materials and methods of forming the same |
| US7144532B2 (en) | 2002-10-28 | 2006-12-05 | Trexel, Inc. | Blowing agent introduction systems and methods |
-
2002
- 2002-10-28 US US10/281,891 patent/US7144532B2/en not_active Expired - Lifetime
-
2003
- 2003-10-28 ES ES03779377T patent/ES2400180T3/es not_active Expired - Lifetime
- 2003-10-28 EP EP10183550.2A patent/EP2260997B1/en not_active Expired - Lifetime
- 2003-10-28 WO PCT/US2003/034216 patent/WO2004039552A2/en active Application Filing
- 2003-10-28 CN CN2009101495424A patent/CN101612774B/zh not_active Expired - Fee Related
- 2003-10-28 EP EP20030779377 patent/EP1575763B1/en not_active Expired - Lifetime
- 2003-10-28 JP JP2004548541A patent/JP4726488B2/ja not_active Expired - Fee Related
- 2003-10-28 CN CNB2003801078304A patent/CN100532057C/zh not_active Expired - Fee Related
- 2003-10-28 KR KR1020057007234A patent/KR101240056B1/ko active IP Right Grant
- 2003-10-28 KR KR1020127017194A patent/KR101592379B1/ko active IP Right Grant
- 2003-10-28 AU AU2003285062A patent/AU2003285062A1/en not_active Abandoned
-
2006
- 2006-10-06 US US11/544,295 patent/US8162647B2/en not_active Expired - Fee Related
-
2012
- 2012-03-22 US US13/427,469 patent/US9108350B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000059702A1 (en) * | 1999-04-02 | 2000-10-12 | Trexel, Inc. | Methods for manufacturing foam material including systems with pressure restriction element |
| JP2001009882A (ja) * | 1999-06-30 | 2001-01-16 | Japan Steel Works Ltd:The | 熱可塑性樹脂発泡体の成形方法 |
| JP2001150485A (ja) * | 1999-12-01 | 2001-06-05 | Japan Steel Works Ltd:The | 超臨界流体の流量調整機構 |
| WO2001066331A1 (en) * | 2000-03-07 | 2001-09-13 | Trexel, Inc. | Blowing agent delivery system |
| WO2002014044A1 (en) * | 2000-08-10 | 2002-02-21 | Trexel, Inc. | Blowing agent metering system and method |
| JP2002067116A (ja) * | 2000-08-24 | 2002-03-05 | Meiki Co Ltd | ガス溶解樹脂の射出成形方法および射出装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN1732073A (zh) | 2006-02-08 |
| US20040080065A1 (en) | 2004-04-29 |
| JP2006503739A (ja) | 2006-02-02 |
| US8162647B2 (en) | 2012-04-24 |
| ES2400180T3 (es) | 2013-04-08 |
| KR101592379B1 (ko) | 2016-02-05 |
| CN101612774A (zh) | 2009-12-30 |
| US7144532B2 (en) | 2006-12-05 |
| AU2003285062A8 (en) | 2004-05-25 |
| EP2260997B1 (en) | 2017-09-20 |
| EP2260997A3 (en) | 2013-04-10 |
| KR20050071628A (ko) | 2005-07-07 |
| CN101612774B (zh) | 2013-02-20 |
| WO2004039552A3 (en) | 2004-09-16 |
| KR20120083535A (ko) | 2012-07-25 |
| US20070141188A1 (en) | 2007-06-21 |
| EP1575763B1 (en) | 2012-12-05 |
| WO2004039552A2 (en) | 2004-05-13 |
| EP2260997A2 (en) | 2010-12-15 |
| US20120177766A1 (en) | 2012-07-12 |
| EP1575763A2 (en) | 2005-09-21 |
| KR101240056B1 (ko) | 2013-03-18 |
| US9108350B2 (en) | 2015-08-18 |
| CN100532057C (zh) | 2009-08-26 |
| AU2003285062A1 (en) | 2004-05-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4726488B2 (ja) | 発泡剤導入システム及び方法 | |
| US6602063B1 (en) | Discontinuous blowing agent delivery system and method | |
| JP4711587B2 (ja) | 吹込成形剤の供給システム | |
| EP1337387B1 (en) | Blowing agent metering system and method | |
| JP7036391B2 (ja) | 押出システム及び押出方法 | |
| JP4502805B2 (ja) | スクリューを備えたポリマー処理システム | |
| JP7455063B2 (ja) | ポリマー・フォーム・プロセスへの発泡剤の導入 | |
| KR100465686B1 (ko) | 초미세 발포 플라스틱 성형장치 | |
| WO2002081556A1 (en) | Method and apparatus for controlling foam processing | |
| US20200223118A1 (en) | Extruding system and method of extruding | |
| CN113829566A (zh) | 微孔发泡注塑成型塑化装置及成型工艺 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061027 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090415 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090417 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090713 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090721 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091224 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100317 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100325 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100827 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101125 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110315 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110412 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4726488 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140422 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |