JP4705222B2 - 多孔質板材の製造方法 - Google Patents
多孔質板材の製造方法 Download PDFInfo
- Publication number
- JP4705222B2 JP4705222B2 JP2000148698A JP2000148698A JP4705222B2 JP 4705222 B2 JP4705222 B2 JP 4705222B2 JP 2000148698 A JP2000148698 A JP 2000148698A JP 2000148698 A JP2000148698 A JP 2000148698A JP 4705222 B2 JP4705222 B2 JP 4705222B2
- Authority
- JP
- Japan
- Prior art keywords
- silver
- mesh
- porous
- porous plate
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Filtering Materials (AREA)
- Electrodes For Compound Or Non-Metal Manufacture (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Fuel Cell (AREA)
Description
【発明の属する技術分野】
本発明は、腐食性ガス類等の気体や各種油類等の液体の濾過に使用する金属フィルタ、或いは燃料電池や電解用電極等の電極基材として使用される多孔質板材の製造方法に関する。
【0002】
【従来の技術】
従来から、金属フィルタ、或いは燃料電池用電極基材、電解用電極基材等として多孔質板材が幅広く使われている。
例えば、ニッケル線材を編んで作製したニッケル製の金属網からなる基材上に、ニッケル粉末の焼成により比較的に目開きが大きい第1のフィルタ層を形成し、このフィルタ層上に前記金属粉末より微細な粒径を有するニッケル粉末の焼成により微細な目開きを有する第2のフィルタ層を形成してなるニッケル製フィルタ(編み多孔質板)が知られている。
【0003】
【発明が解決しようとする課題】
しかし乍ら、この様な従来のニッケル製フィルタは、微細で精密な濾過を必要とする場合や圧力や熱がかかる場合等の条件下での使用においては圧力損失が大きく又は閉塞し易く、使用条件によっては実用的ではない等、濾過性能が短期間で著しく低下してしまったり、又、機械的強度においても十分に向上させることができないといった問題がある。
【0004】
又、従来のニッケル製フィルタは酸性雰囲気中や酸性ガスを含有するアルカリ等の雰囲気中で使用すると短期間で激しく腐食され、耐食性の面においても難点がある。特に、アルカリの濾過に使用された場合、フィルタ全体が完全に液中に浸漬された状態での使用には、腐食による問題は少なくなるが、空気に接触したり、液中に空気が巻き込まれたりすると腐食が起る等から、その使用が一部の用途に限られてしまう等の耐食性の問題がある。
【0005】
本発明はこの様な従来事情に鑑みてなされたもので、その目的とする処は、閉塞部分を最小に抑制しながら機械的強度に優れ、しかも、耐食性に優れた銀製多孔質板材を低コストにて得られる製造方法を提供することにある。
【0006】
【課題を達成するための手段】
課題を達成するために本発明は、銀板を用いてロール掛けを施さず、目が立っている所望の目開きを有するエクスパンドメッシュを基材とし、このメッシュ基材を洗浄、脱脂する表面処理を行なった後、前記エクスパンドメッシュ内に、焼成により揮発消滅するバインダー、溶剤、及び所定の粒径を有する銀粉末からなる銀ペーストを充填塗布し、その後、還元雰囲気中300〜700℃で所要時間焼成することにより、前記バインダーが揮発消滅される一方で、前記銀粉末同士の接触部分並びに前記銀粉末と前記基材との接触部分のみが焼結されるルーズシンタリングにより前記エクスパンドメッシュ内に前記銀粉末の粒径に応じた目開きを有する多孔質層を形成したことである。又、還元雰囲気中での焼成温度は400〜600℃の範囲がより好ましい。又、この焼成温度範囲における還元雰囲気中での焼成時間については特に限定されるものではないが、例えば10分〜1時間程度が好ましい。又、銀粉末の粒径としては特に限定されるものではなく、目的とする目開きによって決められるが、例えば1〜50μm以下が好ましい。目開きが例えば1μmの場合では3〜4μm、又、目開きが10μmの場合では40μm程度であり、粒径分布は±10%程度に揃えることが好ましい。
【0007】
又、本発明では上記銀板の板厚が、0.05〜0.3mmであることを特徴としている。より好ましくは、0.1〜0.2mmである。
【0008】
又、本発明では上記エクスパンドメッシュの目開きが、Lw=1〜3mm、Sw=0.5〜2mmであり、ストランドがメッシュ基材の板厚と同じか、当該板厚の2倍以下であることを特徴としている。
【0010】
又、本発明では上記バインダーが例えばグルコース等からなる澱粉であり、溶剤が水及び/又は揮発性のアルコールであることを特徴としている。
【0011】
又、本発明では上記還元雰囲気が、流通する水素含有ガス雰囲気であることを特徴としている。
【0012】
而して、上記した本発明によれば、板厚が0.05〜0.3mm範囲の銀板を用いてロール掛けを施さずに作製したエクスパンドメッシュからなるメッシュ基材を洗浄、脱脂した後に、メッシュ基材に、水及び/又は揮発性のアルコールを溶剤とするバインダーと粒径が1〜50μm以下の銀粉末からなる銀ペーストを充填塗布し、次に還元雰囲気中300〜700℃の範囲で10分〜1時間程度焼成する。これにより、バインダーが揮発消滅される一方で、銀粉末同士の接触部分並びに銀粉末と銀基材との接触部分のみが焼結されるルーズシンタリングによりメッシュ基材に多孔質層が形成された銀製多孔質板材が得られる。
【0013】
【発明の実施の形態】
本発明を図面に基づいて説明する。
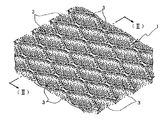
図1は本発明多孔質板材の一例を示し、基材となるエクスパンドメッシュは、所望の板厚を有する銀板を加工して作製する。
このエクスパンドメッシュを作製する銀板の板厚としては特に限定されるものではないが、0.05〜0.3mmの範囲が好ましい。
その理由は、板厚が0.05mmより薄すぎると、エクスパンドメッシュ自体の加工が難しくなることと、メッシュ自体、即ちメッシュ基材1に十分な機械的強度を与えることが困難になる等の問題になるからであり、板厚が0.3mmを超えると、メッシュ自体の機械的強度が向上する反面、目開きが細かいエクスパンドメッシュの作製が困難になる等の問題になるからである。
従って、本発明ではできる限り細かい目開きを有するエクスパンドメッシュを作製すること、そして、腐食性の気体(ガス類)や液体を濾過する金属フィルタ、或いは電極用の電極基材等に使用される多孔質板材としての十分な機械的強度を確立した上で、高価な銀材料の使用量を最小限に抑えて経済的に多孔質板材を作製することを前提とし、エクスパンドメッシュを作製する銀板の板厚を0.05〜0.3mmの範囲とすることが好ましく、0.1〜0.2mmの範囲がより好ましい。
【0014】
又、エクスパンドメッシュの目開きについては特に限定されるものではないが、板厚が0.05〜0.3mmの銀板に対して最も加工し易い目開きを選択すれば良い。つまり、銀板に施すメッシュ加工用切れ目4の切込み間隔、所謂ストランドLは銀板の板厚と同じか、当該板厚の2倍以下が好ましい。特に1.0〜1.5倍程度がより好ましい(図3(b)参照)。そして、Lw側(大きい側)が板厚の4〜30倍程度とし、Sw側(小さい側)がその半分程度とし、メッシュ開口率としては30〜60%程度が好ましい。具体的に述べると、例えばLw=1〜3mm、Sw=0.5〜2mm程度が好ましく、この場合のメッシュ開口率は30〜70%程度となる(図3(a)参照)。
【0015】
そして、本発明ではこの様にしてメッシュ開口率が30〜70%程度でロール掛けを施さずに作製したエクスパンドメッシュを基材とし、このメッシュ基材1に、焼成により揮発するバインダーと所望の粒径を有する銀粉末2からなる銀ペーストを充填塗布した後、還元雰囲気中所定の温度と時間にて焼成することにより多孔質層3を形成した多孔質板材を製造するものである。尚、ここで多孔質層3は銀粉末2のルーズシンタリングにより形成される。
因みに、ルーズシンタリングとは、粉末粒子が潰れないように又は焼結による粒子間の結合を最小にするために銀粉末2の成形に際しては該粉末2に圧力を掛けず、又焼結も低い温度で短時間内に終了させる手法である。
【0016】
而して、本発明ではメッシュ基材1としてロール掛けを施さないエクスパンドメッシュを使用することにより、見掛け板厚を大きく、機械的強度を高める。同時に、エクスパンドメッシュによる閉塞を最小限とすることができるものである。
又、銀粉末のルーズシンタリングにより多孔質層3を形成するようにしたことから、元の粒径に応じた目開きが得られ、又、目開きの制御精度を向上させることができるものである。
【0017】
銀ペーストは、銀粉末2を水やアルコールと混練したものでよいが、実際には乾燥した時にそのままの形を保持する必要があるので、焼成時に揮発してしまうようなものをバインダーとして含める。例えば、グルコール等の澱粉や、キサンタンガム等の増粘剤を水と共にバインダーとして混練して作製するものである。
この時の溶剤は水及び/又は揮発性のアルコールである。
この様なバインダーを入れることにより、ペーストとしての取扱いが容易となり、又、メッシュ基材1に充填塗布し易くなる等の利点がある。更には炭化水素系の有機物はそれ自身が還元性であるので、焼成時に金属の酸化を防ぐ等の利点もある。
【0018】
銀粉末2の粒径は、銀粉末2をペースト状にて充填するメッシュ基材1の目開きやその他の使用目的に依存して設定するものであることから特に限定されるものではないが、粒径分布は均一な隙間(結合される粒子間の隙間(貫通孔))を可能とするためにも均一な方が良く、例えば1〜50μm以下が好ましい。目開きが例えば1μmの場合では3〜4μm、又、目開きが10μmの場合では40μm程度であり、粒径分布は±10%程度に揃えることが特に好ましい。
【0019】
又、銀粉末2間に確保される隙間(貫通孔)は使用した銀粉末2の粒径の約15%であるので、例えば粒径が7μmの銀粉末2を使用した時には約1μmの隙間(貫通孔)が銀粉末2の粒子間に確保される。ところが、実際には粒径分布には僅かに誤差があること、又充填率が必ずしも理論通りにはならないこと等を考慮すれば、実験的に予め決めておくことが必須条件になる。又、銀粉末2の粒子一つ一つの形が変化するわけではなく、焼結により点接触だけで結合されるので良好な再現性が得られる。
【0020】
又、本発明ではメッシュ基材1に銀ペーストを充填塗布した後に焼成する還元雰囲気中の温度を300〜700℃の範囲に設定することが本発明を成立させる重要である。
その理由は、300℃より低いと、焼成が起り難くなり、又、起っても長時間を要するので非能率的であり、生産歩留まりが悪くなるからであり、700℃を越えると、銀粉末2の粒子同士の接触部のみならず、他の部分においても焼結が始まる虞れがあり、この場合、構造は強靭になる反面、多孔質層3の細孔径の制御が困難になる虞れがあるからである。
従って、本発明においては還元雰囲気中300〜700℃の範囲にすることが好ましく、400〜600℃の範囲がより好ましい。
【0021】
尚、メッシュ基材1への銀ペーストの充填塗布については必ずしも一度で行なう必要はなく、数回に分けた焼成との繰り返しにより行なうのも良い。
又、必要に応じて粒径の異なる銀粉末を用いて部分的に銀粉末2の粒子間に確保される隙間(貫通孔)の異なる多孔質層3をメッシュ基材1に形成するようにすることも可能である。この様に、隙間が異なる多孔質層3をメッシュ基材1に形成した銀製多孔質板材を腐食性の気体(ガス類)や液体を濾過するフィルタとして使用した場合、例えば圧力損失を低く抑制する効果が得られるものである。
【0022】
而して、以上の種々条件により製造された本発明の多孔質板材を燃料電池用基材や電解用電極基材、特にガス拡散電極用基材として使用する場合はメッシュ基材1のいずれかの表面又は両方の表面に電極物質を担持すること、PTFE(ポリテトラフルオロエチレン、以後、テフロン(登録商標)という)等の撥水性を有する樹脂を塗布、焼き付けることによってメッシュ基材1の表面に撥水/親水の度合いを調整することができる等の効果が得られるものである。
又、メッシュ基材1の表面が反応面となる電極等の場合、反応面が極めて大きくなること、又メッシュ基材1の表面が濾過膜面となる金属フィルタとして使用された場合、又触媒担体として使用された場合にはメッシュ基材1が実質的なガイドとなり、面に対して液体やガス等の気体が斜めに通過するため、より厚い濾過膜又はフィルタと同等の効果が出てくるものである。
【0023】
次に、実施例1〜3を挙げて本発明を更に具体的に説明するが、本発明はこれらの実施例に限定されるものではないことを始めに述べておく。
【0024】
実施例1
板厚0.1mmの銀板を用いて、目開きがLw=1.5mm、Sw=0.7mmで、ストランドLを0.12mmとして作製したロール掛けを施さない銀製エクスパンドメッシュを基材とし、このメッシュ基材1を中性洗剤で洗浄、脱脂した後、10%硝酸に浸漬して表面のエッチング処理を行なった。
次に、メッシュ基材1に平均粒径が7μmの銀粉末2を、バインダーとして澱粉に水溶液を加えて混練作製した銀ペーストを充填塗布した。
ここで、銀ペーストは脱イオン水に溶解した銀粉末2に対して澱粉を予め10重量%となるように加えて混練して作製したものであり、この混練はメノウ製乳鉢による手作業で行なった。そして、テフロンシートの上に水平に置いたメッシュ基材1の表面に、その板厚よりも僅かに厚くなるように銀ペーストをドクターブレード法によって充填塗布し、室温で30分間乾燥させた後、温度を110℃まで上昇させて更に30分間乾燥させた。
次に、テフロンシートを外し、アルミナ板上にメッシュ基材1を載せ変えて450℃の炉内に入れて30分間焼成を行なった。ここで、体積で90%アルゴンと10%水素の含有ガスの気体雰囲気中で行なった。その後、300℃まで温度を下げた後、炉から取り出した。すると、板厚が0.25mmで灰色の銀製多孔質板材が得られた。得られた銀製多孔質板材の目開きを測定してみたところ、約1μmであった。
【0025】
実施例2
ここでは焼成温度のみを変え、それ以外は前述した実施例1と同様にして銀製多孔質板材を製造した。ここで得られた銀製多孔質板材の目開きを測定してみたところ、表1に示す目開きの銀製多孔質板材が得られた。表1は焼成温度と目開きとの関係を示す。
【0026】
【表1】

表1から明らかなように、焼成温度が700℃以上になると見掛け目開きが小さくなっていることが分かる。これは、700℃以上になると、本格的に焼結が起り始め、それにより見掛け目開きが小さくなる閉塞現象が起るものと理解される。
【0028】
実施例3
ここでは板厚0.2mmの銀板を用いて、目開きがLw=2.5mm、Sw=1.2mで、ストランドLを0.22mmとして実施例1と同様にロール掛けを施さずに作製したエクスパンドメッシュを基材とし、このメッシュ基材1を中性洗剤で脱脂した後、薄く銀のストライクメッキを行なった。このメッキの条件としては特に限定されるものではなく、本実施例においては市販のメッキ槽を使用し、電流密度を30A/dm2として10分間浸漬させて行なったところ、メッシュ基材1の表面が僅かに粗面化された。
次に、メッシュ基材1に、平均粒径が7μmの銀粉末2を、バインダーとしてキサンタンガムを加えて混練した銀ペーストを充填塗布した。ここでは、メッシュ基材1への銀ペーストの充填塗布は刷毛により行ない、この塗布と室温乾燥、そして110℃乾燥を数回繰り返すことによって何れのメッシュにも見掛け厚さ0.5mmの多孔質層が形成されるようにした。この時、メッシュ基材1が薄いものでは表裏両面を返しながら塗布を行なった。
次に、銀ペーストを充填塗布したメッシュ基材1を450℃の炉内に入れ、30分間焼成を行なった。ここで、体積で80%窒素と20%アンモニアの含有ガスの流通雰囲気中で行なった。その後、300℃まで温度を下げた後、炉から取り出した。すると、目開きが略1.5μmの銀製多孔質板材が得られた。
【0029】
この様にして得られた銀製多孔質板材について、粒径1μm以下の固形分を含む液を通してメッシュの目詰まり状況を確認する評価試験を行なった。その結果を表2に示す。
尚、比較例として完全にフラットにロール掛けを施したニッケル製編み金属網を基板として製造したニッケル製金属フィルタを用意した。
【0030】
2.又、本発明では銀粉末同士の結合と銀粉末の銀製メッシュ基材に対する結合との間にはバインダーが存在しないことで、電気導電性に優れた銀製多孔質板材となる。つまり、導電性が要求される燃料電池用基材や電解用電極基材、そしてガス拡散電極用基材として優れた特性を発揮し得る有効な銀製多孔質板材を製造することができる。
【0031】
表2から明らかなように、閉塞部分の多いフラットなニッケル製金属フィルタ(比較例)においては目詰まりが早いのに対し、本実施例で得られた銀製多孔質板材は比較例に比べて6倍それ以上の時間において目詰まりが起きないことが分かる。
【0032】
【発明の効果】
本発明の多孔質板材の製造方法は叙上の如く構成してなることから下記の作用効果を秦する。
▲1▼.本発明では銀板を用いてロール掛けを施さずに作製したエクスパンドメッシュをそのまま基材として使用し、そのメッシュ基材に焼成により揮発するバインダーと所定の粒径を有する銀粉末からなる銀ペーストを充填塗布し、その後、還元雰囲気中300〜700℃で焼成することにより多孔質板材を製造する。
即ち、ロール掛けを施さずに作製したエクスパンドメッシュは目が立っていることにより、そしてその見掛け厚さが銀板の数倍(3〜4倍程度)になっていることにより、その分、機械的強度が大きくなる。換言すれば、高価な銀材料の使用量を最小限としながらも腐食性のガス類や液体を濾過する金属フィルタ、或いは電極用の電極基材として要求される機械的強度を十分に備えた多孔質板材の製造が可能となる。
よって、本発明によれば、機械的強度に優れた銀製多孔質板材を低コストにて製造することができる。しかも、得られた多孔質板材が銀製であるが故に、使用される条件が酸性或いは酸素ガスを含有するアルカリ性等の雰囲気中であっても腐食することがない、耐食性に優れた多孔質板材を製造して提供することができる。特に酸化性ガスとアルカリの共存下でその耐食効能を発揮し得る銀製多孔質板材を提供することができる。
【0033】
▲2▼.又、本発明では銀粉末同士の結合と銀粉末の銀製メッシュ基材に対する結合との間にはバインダが存在しないことで、電気導電性に優れた銀製多孔質板材となる。つまり、導電性が要求される燃料電池用基材や電解用電極基材、そしてガス拡散電極用基材として優れた特性を発揮し得る有効な銀製多孔質板材を製造することができる。
【0034】
3.又、本発明で得られた多孔質板材を燃料電池用基材や電解用電極基材、そしてガス拡散電極用基材として使用する場合はメッシュ基材のいずれかの表面又は両方の表面に電極物質を担持すること、テフロン(登録商標)等の撥水性を有する樹脂を塗布、焼き付けるといった加工処理を施すことによって、メッシュ基材の表面に撥水/親水の度合いを調整することができる等の効果が得られる。
【0035】
4.又、本発明で得られた多孔質板材によれば、メッシュ基材の表面が反応面となる電極等の場合、反応面が極めて大きくなること、又メッシュ基材の表面が濾過膜面となる金属フィルタとして使用された場合、又触媒担体として使用された場合には面に対して立っているメッシュ基材が実質的なガイドとなり、面に対して液体やガス等の気体が斜めに通過するため、閉塞面積の少ないより厚い濾過膜又はフィルタと同等の効果が得られる。
【図面の簡単な説明】
【図1】 本発明製造方法で得られた銀製多孔質板材の一部を拡大して示した斜視図
【図2】 図1のII-II線拡大断面図で、一部を省略して示す
【図3】(a)はメッシュ基材の一部を拡大して示した平面図、(b)は銀板にメッシュ加工用切れ目を入れた状態の一部を拡大して示した平面図
【符号の説明】
1:メッシュ基材 2:銀粉末
3:多孔質層 4:切れ目
Claims (6)
- 銀板により作製したロール掛けを施さず、目の立ったエクスパンドメッシュを基材とし、前記エクスパンドメッシュ内に、焼成により揮発するバインダー、溶剤、及び銀粉末からなる銀ペーストを充填塗布した後、還元雰囲気中300〜700℃で焼成することにより、前記バインダーが揮発消滅される一方で、前記銀粉末同士の接触部分並びに前記銀粉末と前記基材との接触部分のみが焼結されるルーズシンタリングにより前記エクスパンドメッシュ内に前記銀粉末の粒径に応じた目開きを有する多孔質層を形成したことを特徴とする多孔質板材の製造方法。
- 前記銀板の板厚が、0.05〜0.3mmであることを特徴とする請求項1記載の多孔質板材の製造方法。
- 前記エクスパンドメッシュの目開きが、Lw=1〜3mm、Sw=0.5〜2mmであり、且つ、ストランドが板厚の2倍以下であることを特徴とする請求項1又は請求項2記載の多孔質板材の製造方法。
- 前記バインダーが、澱粉であることを特徴とする請求項1ないし請求項3のいずれか1つの請求項記載の多孔質板材の製造方法。
- 前記溶剤が、水及び/又は揮発性のアルコールであることを特徴とする請求項1ないし請求項4のいずれか1つの請求項記載の多孔質板材の製造方法。
- 前記還元雰囲気が、流通する水素含有ガス通雰囲気であることを特徴とする請求項1ないし請求項5のいずれか1つの請求項記載の多孔質板材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000148698A JP4705222B2 (ja) | 2000-05-19 | 2000-05-19 | 多孔質板材の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000148698A JP4705222B2 (ja) | 2000-05-19 | 2000-05-19 | 多孔質板材の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001329380A JP2001329380A (ja) | 2001-11-27 |
| JP2001329380A5 JP2001329380A5 (ja) | 2007-07-19 |
| JP4705222B2 true JP4705222B2 (ja) | 2011-06-22 |
Family
ID=18654679
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000148698A Expired - Fee Related JP4705222B2 (ja) | 2000-05-19 | 2000-05-19 | 多孔質板材の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4705222B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2903529B1 (fr) * | 2006-07-05 | 2008-10-17 | Conseil Et De Prospective Scie | Nouvelle electrode positive d'argent pour accumulateurs alcalins |
| JP5061715B2 (ja) * | 2007-05-15 | 2012-10-31 | トヨタ自動車株式会社 | 燃料電池のガス流路形成部材および燃料電池 |
| WO2010053153A1 (ja) * | 2008-11-10 | 2010-05-14 | 山陽特殊製鋼株式会社 | 燃料電池用セパレータおよびそれを用いた燃料電池 |
| JP5389417B2 (ja) * | 2008-11-10 | 2014-01-15 | 山陽特殊製鋼株式会社 | 金属球体を用いた燃料電池用金属セパレータおよびそれを用いた燃料電池 |
| JP2010255102A (ja) * | 2009-04-01 | 2010-11-11 | Central Glass Co Ltd | フッ素ガスの精製方法 |
| WO2020255882A1 (en) * | 2019-06-18 | 2020-12-24 | Thyssenkrupp Uhde Chlorine Engineers (Japan) Ltd. | Electrolysis electrode and electrolyzer |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3628756B2 (ja) * | 1995-04-28 | 2005-03-16 | ペルメレック電極株式会社 | ガス拡散電極 |
| JPH09256008A (ja) * | 1996-03-15 | 1997-09-30 | Noritake Co Ltd | 単分散性銀−パラジウム複合粉末の製造方法及びその粉末 |
-
2000
- 2000-05-19 JP JP2000148698A patent/JP4705222B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001329380A (ja) | 2001-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100824844B1 (ko) | 고체 산화물 연료 전지를 위한 니켈 폼과 니켈 펠트 기반의애노드 | |
| US3854994A (en) | Gas electrodes | |
| JPS6151384B2 (ja) | ||
| JP5573110B2 (ja) | 電気化学部材用焼結金属シート材及び電気化学部材用焼結金属シート材の製造方法 | |
| JPS5846829B2 (ja) | 燃料電池の電極を製造する方法 | |
| EP1759025A2 (en) | Open porous metallic foam body and method for manufacturing | |
| JPH01189866A (ja) | 溶融塩型燃料電池用アノードとその製造方法 | |
| JP2007182360A (ja) | ウィスカー形成体及びこれを用いた電気化学キャパシタ | |
| JP4705222B2 (ja) | 多孔質板材の製造方法 | |
| JP7205036B2 (ja) | 金属多孔体、燃料電池および金属多孔体の製造方法 | |
| KR100768805B1 (ko) | 다공질 액체 흡수 유지 부재, 그의 제조 방법, 및 알코올흡수 유지 부재 | |
| JP4066154B2 (ja) | すぐれた接面通電性を長期に亘って発揮する固体高分子形燃料電池の多孔質金属ガス拡散シート | |
| JP2001329380A5 (ja) | ||
| JP6160386B2 (ja) | 燃料電池 | |
| Keyvanfar et al. | Enhancing the stability of infiltrated Ni/YSZ anodes | |
| JPH01186561A (ja) | 燃料電池 | |
| KR20100049774A (ko) | 금속 다공질체, 수처리 및 전기도금용 다공질 불용성 전극,및 이들의 제조방법 | |
| JP4650721B2 (ja) | ウィスカー形成体及びこれを用いた電気化学キャパシタ | |
| JP2004047125A (ja) | すぐれた接面通電性を長期に亘って発揮する固体高分子形燃料電池の多孔質金属ガス拡散シート | |
| JP2010238517A (ja) | すぐれた接面通電性を長期に亘って発揮する多孔質金属ガス拡散シートを構造部材とする固体高分子型燃料電池 | |
| JP4868231B2 (ja) | 接触抵抗の小さい多孔質チタンおよびその製造方法 | |
| JPS6157397B2 (ja) | ||
| JP2004047126A (ja) | すぐれた接面通電性を長期に亘って発揮する固体高分子形燃料電池の多孔質金属ガス拡散シート | |
| Sylwan | Methanol fuel cell electrodes consisting of platinized nickel matrices | |
| JPS63105469A (ja) | アルカリ電池用ニツケル基板の製法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070514 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070514 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070514 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090709 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090721 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100316 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110125 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110215 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110311 |
|
| LAPS | Cancellation because of no payment of annual fees |