JP4579231B2 - フロアボード及びその製造方法 - Google Patents
フロアボード及びその製造方法 Download PDFInfo
- Publication number
- JP4579231B2 JP4579231B2 JP2006502812A JP2006502812A JP4579231B2 JP 4579231 B2 JP4579231 B2 JP 4579231B2 JP 2006502812 A JP2006502812 A JP 2006502812A JP 2006502812 A JP2006502812 A JP 2006502812A JP 4579231 B2 JP4579231 B2 JP 4579231B2
- Authority
- JP
- Japan
- Prior art keywords
- floorboard
- surface layer
- floor
- core
- floorboards
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B21/00—Layered products comprising a layer of wood, e.g. wood board, veneer, wood particle board
- B32B21/10—Next to a fibrous or filamentary layer
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47G—HOUSEHOLD OR TABLE EQUIPMENT
- A47G27/00—Floor fabrics; Fastenings therefor
- A47G27/02—Carpets; Stair runners; Bedside rugs; Foot mats
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47G—HOUSEHOLD OR TABLE EQUIPMENT
- A47G27/00—Floor fabrics; Fastenings therefor
- A47G27/02—Carpets; Stair runners; Bedside rugs; Foot mats
- A47G27/0293—Mat modules for interlocking engagement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/02—Making tongues or grooves, of indefinite length
- B27F1/04—Making tongues or grooves, of indefinite length along only one edge of a board
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27F—DOVETAILED WORK; TENONS; SLOTTING MACHINES FOR WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES
- B27F1/00—Dovetailed work; Tenons; Making tongues or grooves; Groove- and- tongue jointed work; Finger- joints
- B27F1/02—Making tongues or grooves, of indefinite length
- B27F1/06—Making tongues or grooves, of indefinite length simultaneously along opposite edges of a board
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/04—Manufacture or reconditioning of specific semi-finished or finished articles of flooring elements, e.g. parqueting blocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M3/00—Manufacture or reconditioning of specific semi-finished or finished articles
- B27M3/08—Manufacture or reconditioning of specific semi-finished or finished articles of specially shaped wood laths or strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/06—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions for securing layers together; for attaching the product to another member, e.g. to a support, or to another product, e.g. groove/tongue, interlocking
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02038—Flooring or floor layers composed of a number of similar elements characterised by tongue and groove connections between neighbouring flooring elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2471/00—Floor coverings
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/04—Flooring or floor layers composed of a number of similar elements only of wood or with a top layer of wood, e.g. with wooden or metal connecting members
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/01—Joining sheets, plates or panels with edges in abutting relationship
- E04F2201/0153—Joining sheets, plates or panels with edges in abutting relationship by rotating the sheets, plates or panels around an axis which is parallel to the abutting edges, possibly combined with a sliding movement
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/02—Non-undercut connections, e.g. tongue and groove connections
- E04F2201/023—Non-undercut connections, e.g. tongue and groove connections with a continuous tongue or groove
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/02—Non-undercut connections, e.g. tongue and groove connections
- E04F2201/026—Non-undercut connections, e.g. tongue and groove connections with rabbets, e.g. being stepped
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/03—Undercut connections, e.g. using undercut tongues or grooves
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/05—Separate connectors or inserts, e.g. pegs, pins, keys or strips
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F2201/00—Joining sheets or plates or panels
- E04F2201/05—Separate connectors or inserts, e.g. pegs, pins, keys or strips
- E04F2201/0517—U- or C-shaped brackets and clamps
Description
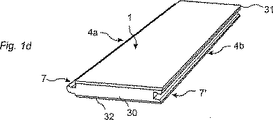
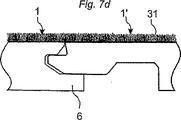
3 フロアエレメント
4a、4b 長側部
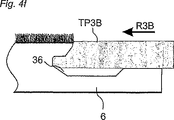
6 ストリップ
7、7’ 機械式接合システム
8 係止エレメント
14 係止溝
30 コア
31 ニードルフェルト層
32 バランシング層
36 溝
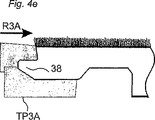
38 タング
41、42 上部接合縁
Claims (12)
- フローティングフローリングを形成するための、表面層(31)及びコア(30)を含む機械的に係止可能なフロアボード(1、1’)であって、これらのフロアボードは、その少なくとも一対の対向する縁部に沿って設けられ、隣接したフロアボードと垂直方向及び/又は水平方向(夫々、D1、D2)で互いに係止するための対をなした対向する連結手段を有し、機械的に係止可能なフローティングフローリングを提供するためのフロアボードを製造する方法において、
可撓性弾性繊維からなる表面層(31)を木材繊維を含むコア(30)に接合しフロアエレメント(3)を形成する工程と、
フロアエレメント(3)の表面層(31)をフロアエレメントの縁部でナイフ(TP1A,TP1B)により切断する工程と、
ナイフ(TP1A,TP1B)と異なる一組の回転研削工具(TP2A,TP2B,TP3A,TP3B)を準備し、これら一組の回転研削工具に対してフロアエレメントを相対的に直線方向に移動させてフロアエレメントに、連結手段を有する縁部の上方縁部を形成する工程と、
を備え、
ナイフは回転式のナイフ(TP1A,TP1B)からなることを特徴とする方法。 - 請求項1に記載の方法において、各フロアボードの前記コアは、木材繊維を含むことを特徴とする方法。
- 請求項1に記載の方法において、各フロアボードの前記コアは、パーティクルボードからなることを特徴とする方法。
- 請求項1に記載の方法において、各フロアボードの前記コアはMDFまたはHDFからなることを特徴とする方法。
- 請求項1に記載の方法において、前記表面層はニードルフェルト製であることを特徴とする方法。
- 請求項1に記載の方法において、前記表面層は合成繊維または天然繊維を含むことを特徴とする方法。
- 請求項1に記載の方法において、前記表面層の繊維は可撓性材料と混合されることを特徴とする方法。
- 請求項7に記載の方法において、前記可撓性材料はラテックスであることを特徴とする方法。
- 請求項1記載の方法において、前記表面層の密度は400kg/m3以下であることを特徴とする方法。
- 請求項1乃至9のうちのいずれか一項に記載の方法において、前記フロアボードは矩形又は正方形の形状を有し、内方に傾けることによって二つの向き合った側部を接合でき、上方縁部が互いに接触していることを特徴とする方法。
- 請求項1に記載の方法において、前記フロアボードの前記上方縁部は圧縮可能であり、接合しながら形状を変化させることができることを特徴とする方法。
- 請求項1乃至11のうちいずれか一項に記載の方法によって得られたフロアボードにおいて、フローティングフローリングを提供するための、表面層(31)及びコア(30)を含むフロアボード(1、1’)であって、前記フロアボードを同様の構造の隣接したフロアボードに垂直方向及び/又は水平方向(夫々、D1、D2)で互いに係止するための対をなした連結手段を両縁部に沿って有するフロアボードにおいて、前記表面層(31)は、実質的に、可撓性で弾性の繊維でできている、ことを特徴とするフロアボード。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0300479A SE522217C2 (sv) | 2003-02-24 | 2003-02-24 | Golvskiva samt förfarande för tillverkning därav |
| SE0302865A SE526157C2 (sv) | 2003-10-29 | 2003-10-29 | Golvbeläggningar samt förfarande för läggning |
| PCT/SE2004/000243 WO2004074597A1 (en) | 2003-02-24 | 2004-02-24 | Floorboard and method of manufacturing thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006518820A JP2006518820A (ja) | 2006-08-17 |
| JP4579231B2 true JP4579231B2 (ja) | 2010-11-10 |
Family
ID=32911553
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006502812A Expired - Fee Related JP4579231B2 (ja) | 2003-02-24 | 2004-02-24 | フロアボード及びその製造方法 |
Country Status (14)
| Country | Link |
|---|---|
| EP (1) | EP1601844B9 (ja) |
| JP (1) | JP4579231B2 (ja) |
| KR (1) | KR101206395B1 (ja) |
| AT (1) | ATE493551T1 (ja) |
| AU (1) | AU2004213740B2 (ja) |
| BR (1) | BRPI0407674B1 (ja) |
| CA (1) | CA2515402C (ja) |
| DE (1) | DE602004030766D1 (ja) |
| IL (1) | IL169803A (ja) |
| NO (1) | NO338584B1 (ja) |
| NZ (1) | NZ542034A (ja) |
| PL (1) | PL211011B1 (ja) |
| RU (1) | RU2329363C2 (ja) |
| WO (1) | WO2004074597A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE526333C2 (sv) * | 2003-12-11 | 2005-08-23 | Pergo Europ Ab | Golvsystem med en pluralitet av olika övre dekorativa ytor |
| BE1016216A5 (nl) | 2004-09-24 | 2006-05-02 | Flooring Ind Ltd | Vloerpaneel en vloerbekleding samengesteld uit dergeljke vloerpanelen. |
| DE102005038975B3 (de) | 2005-08-16 | 2006-12-14 | Johannes Schulte | Verfahren zur Herstellung von Paneelen |
| WO2007019957A1 (de) * | 2005-08-16 | 2007-02-22 | Johannes Schulte | Verfahren zur herstellung von paneelen |
| AU2008328030C1 (en) * | 2007-11-19 | 2015-02-26 | Valinge Innovation Ab | Fibre based panels with a wear resistance surface |
| KR20100138800A (ko) | 2009-06-24 | 2010-12-31 | 동우 화인켐 주식회사 | 태양전지용 세정액 조성물 |
| DE102009060103A1 (de) * | 2009-12-21 | 2011-06-22 | Fritz Egger Gmbh & Co. Og | Verfahren zur Herstellung einer Gruppe von Paneelen zur Nachahmung einer Langdiele |
| CN101881076B (zh) * | 2010-06-09 | 2014-07-09 | 黄焕文 | 一种方便铺的组合式地板 |
| DE202012011048U1 (de) * | 2011-11-22 | 2013-03-28 | hülsta-werke Hüls GmbH & Co KG | Platte mit außenseitiger Nutzschicht |
| JP5947531B2 (ja) * | 2011-12-09 | 2016-07-06 | トヨタホーム株式会社 | 建物の床構造及び床材の設置方法 |
| RU2553797C1 (ru) * | 2014-04-29 | 2015-06-20 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Казанский национальный исследовательский технологический университет" (ФГБОУ ВПО "КНИТУ") | Половая доска |
| DE102015005864A1 (de) * | 2015-05-11 | 2016-11-17 | Fritz Egger Gmbh & Co. Og | Verfahren zur Herstellung von Vertiefungen aufweisenden Paneelen |
| JP2019007266A (ja) * | 2017-06-27 | 2019-01-17 | パナソニックIpマネジメント株式会社 | 床材 |
| BE1027634B1 (nl) | 2019-10-08 | 2021-05-06 | Flooring Ind Ltd Sarl | Vloerpaneel voor het vormen van een vloerbekleding |
| LU101424B1 (en) * | 2019-10-08 | 2021-04-09 | Tarkett Gdl Sa | Set of tiles to cover a support surface, and associated cover element and method |
| DE102020127485A1 (de) | 2020-10-19 | 2022-04-21 | Guido Schulte | Verfahren zur Herstellung von plattenförmigen Bauelementen |
| DE102020127487A1 (de) | 2020-10-19 | 2022-04-21 | Guido Schulte | Plattenförmige Bauelemente |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE414067B (sv) * | 1977-03-30 | 1980-07-07 | Wicanders Korkfabriker Ab | Skivformigt golvelement med not- och spontpassning |
| JPS56104936U (ja) * | 1980-01-16 | 1981-08-15 | ||
| JPS56131752A (en) * | 1980-03-15 | 1981-10-15 | Matsushita Electric Works Ltd | Panel carpet |
| JPS57157636U (ja) * | 1981-03-30 | 1982-10-04 | ||
| US4489115A (en) * | 1983-02-16 | 1984-12-18 | Superturf, Inc. | Synthetic turf seam system |
| JPH07102532B2 (ja) * | 1989-01-17 | 1995-11-08 | 朝日ウッドテック株式会社 | 溝付き化粧板の製造方法 |
| DE4020682A1 (de) * | 1989-01-20 | 1992-01-02 | Darma Joseph | Verfahren zur effektiven nutzung von bambus im bauwesen und als werkstoff |
| ES2027118A6 (es) * | 1990-10-17 | 1992-05-16 | Pedros Batlle Agustin | Dispositivo protector de geometria variable para maquinas de conformar madera. |
| JP2676297B2 (ja) * | 1992-05-15 | 1997-11-12 | 住江織物株式会社 | 形状安定性の良好なタイルカーペット及びその製法 |
| SE501014C2 (sv) | 1993-05-10 | 1994-10-17 | Tony Pervan | Fog för tunna flytande hårda golv |
| BE1010487A6 (nl) | 1996-06-11 | 1998-10-06 | Unilin Beheer Bv | Vloerbekleding bestaande uit harde vloerpanelen en werkwijze voor het vervaardigen van dergelijke vloerpanelen. |
| JPH102096A (ja) * | 1996-06-19 | 1998-01-06 | Matsushita Electric Works Ltd | 床材及び床材製造法 |
| JPH11268010A (ja) * | 1998-03-20 | 1999-10-05 | Fuji Seisakusho:Kk | 原木切削装置 |
| SE512290C2 (sv) | 1998-06-03 | 2000-02-28 | Valinge Aluminium Ab | Låssystem för mekanisk hopfogning av golvskivor samt golvskiva försedd med låssystemet |
| SE512313E (sv) * | 1998-06-03 | 2000-02-28 | Valinge Aluminium Ab | Låssystem samt golvskiva |
| SE517478C2 (sv) * | 1999-04-30 | 2002-06-11 | Valinge Aluminium Ab | Låssystem för mekanisk hofogning av golvskivor, golvskiva försedd med låssystemet samt metod för framställning av mekaniskt hopfogningsbara golvskivor |
| FR2810060A1 (fr) | 2000-06-08 | 2001-12-14 | Ykk France | Dispositif d'assemblage de panneaux pour revetement de sol |
| JP2002011708A (ja) * | 2000-06-28 | 2002-01-15 | Juken Sangyo Co Ltd | 表面強化建材 |
| IL156530A0 (en) | 2001-01-12 | 2004-01-04 | Valinge Aluminium Ab | Floorboards and methods for production and installation thereof |
| BE1014345A3 (nl) * | 2001-08-14 | 2003-09-02 | Unilin Beheer Bv | Vloerpaneel en werkwijze voor het vervaardigen ervan. |
| CA2481329C (en) | 2002-04-03 | 2012-01-10 | Darko Pervan | Mechanical locking system for floorboards |
| SI1497510T2 (sl) * | 2002-04-22 | 2009-06-30 | Vaelinge Innovation Ab | Talne deske, sistem prekrivanja tal in postopki izdelave in namestitve le teh |
-
2004
- 2004-02-24 NZ NZ542034A patent/NZ542034A/en not_active IP Right Cessation
- 2004-02-24 CA CA2515402A patent/CA2515402C/en not_active Expired - Fee Related
- 2004-02-24 JP JP2006502812A patent/JP4579231B2/ja not_active Expired - Fee Related
- 2004-02-24 RU RU2005129735/03A patent/RU2329363C2/ru not_active IP Right Cessation
- 2004-02-24 AU AU2004213740A patent/AU2004213740B2/en not_active Ceased
- 2004-02-24 KR KR1020057015580A patent/KR101206395B1/ko active IP Right Grant
- 2004-02-24 WO PCT/SE2004/000243 patent/WO2004074597A1/en active Application Filing
- 2004-02-24 EP EP04714059A patent/EP1601844B9/en not_active Expired - Lifetime
- 2004-02-24 DE DE602004030766T patent/DE602004030766D1/de not_active Expired - Lifetime
- 2004-02-24 PL PL376863A patent/PL211011B1/pl unknown
- 2004-02-24 AT AT04714059T patent/ATE493551T1/de not_active IP Right Cessation
- 2004-02-24 BR BRPI0407674-5A patent/BRPI0407674B1/pt not_active IP Right Cessation
-
2005
- 2005-07-21 IL IL169803A patent/IL169803A/en active IP Right Grant
- 2005-07-28 NO NO20053665A patent/NO338584B1/no not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| CA2515402C (en) | 2012-09-25 |
| KR20050103953A (ko) | 2005-11-01 |
| PL211011B1 (pl) | 2012-03-30 |
| BRPI0407674B1 (pt) | 2015-01-06 |
| IL169803A (en) | 2008-11-03 |
| BRPI0407674A (pt) | 2006-03-01 |
| PL376863A1 (pl) | 2006-01-09 |
| ATE493551T1 (de) | 2011-01-15 |
| DE602004030766D1 (de) | 2011-02-10 |
| EP1601844B9 (en) | 2012-01-25 |
| CA2515402A1 (en) | 2004-09-02 |
| EP1601844A1 (en) | 2005-12-07 |
| RU2329363C2 (ru) | 2008-07-20 |
| JP2006518820A (ja) | 2006-08-17 |
| AU2004213740A1 (en) | 2004-09-02 |
| WO2004074597A1 (en) | 2004-09-02 |
| RU2005129735A (ru) | 2006-04-10 |
| AU2004213740B2 (en) | 2010-01-21 |
| NZ542034A (en) | 2007-04-27 |
| KR101206395B1 (ko) | 2012-11-29 |
| NO338584B1 (no) | 2016-09-12 |
| EP1601844B1 (en) | 2010-12-29 |
| NO20053665D0 (no) | 2005-07-28 |
| NO20053665L (no) | 2005-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10137659B2 (en) | Floorboard and method for manufacturing thereof | |
| US11066836B2 (en) | Floorboards comprising a decorative edge part in a resilient surface layer | |
| JP4579231B2 (ja) | フロアボード及びその製造方法 | |
| JP4652339B2 (ja) | フロアボード、フローリング形成システム及び方法、及びこれによって形成されたフローリング | |
| ZA200505871B (en) | Floorboard and method of manufacturing thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091113 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100409 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100730 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100825 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130903 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4579231 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |