JP4568761B2 - 封止のための方法及び装置 - Google Patents
封止のための方法及び装置 Download PDFInfo
- Publication number
- JP4568761B2 JP4568761B2 JP2007546606A JP2007546606A JP4568761B2 JP 4568761 B2 JP4568761 B2 JP 4568761B2 JP 2007546606 A JP2007546606 A JP 2007546606A JP 2007546606 A JP2007546606 A JP 2007546606A JP 4568761 B2 JP4568761 B2 JP 4568761B2
- Authority
- JP
- Japan
- Prior art keywords
- sealing
- magnetic field
- laminate
- anvil
- packaging material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3604—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint
- B29C65/3608—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint comprising single particles, e.g. fillers or discontinuous fibre-reinforcements
- B29C65/3612—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the type of elements heated by induction which remain in the joint comprising single particles, e.g. fillers or discontinuous fibre-reinforcements comprising fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/432—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms
- B29C66/4322—Joining a relatively small portion of the surface of said articles for making tubular articles or closed loops, e.g. by joining several sheets ; for making hollow articles or hollow preforms by joining a single sheet to itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/49—Internally supporting the, e.g. tubular, article during joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C53/00—Shaping by bending, folding, twisting, straightening or flattening; Apparatus therefor
- B29C53/36—Bending and joining, e.g. for making hollow articles
- B29C53/38—Bending and joining, e.g. for making hollow articles by bending sheets or strips at right angles to the longitudinal axis of the article being formed and joining the edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/34—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement"
- B29C65/36—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction
- B29C65/3668—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated elements which remain in the joint, e.g. "verlorenes Schweisselement" heated by induction characterised by the means for supplying heat to said heated elements which remain in the join, e.g. special induction coils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7232—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer
- B29C66/72321—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a non-plastics layer consisting of metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/812—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/8122—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps characterised by the composition of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/812—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/8126—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps characterised by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/81262—Electrical and dielectric properties, e.g. electrical conductivity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8187—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical insulating constructional aspects
- B29C66/81871—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical insulating constructional aspects of the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0003—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular electrical or magnetic properties, e.g. piezoelectric
- B29K2995/0008—Magnetic or paramagnetic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Package Closures (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
Description
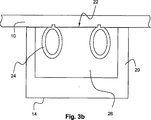
図2は、本発明の現在の好ましい実施形態を示す。第1及び第2の包装材料積層品10、12が、シールジョー14及びアンビル16によって、ジョイントで共に封止される。図のジョイントでは、2つの積層品が、それらの内側表面が互いに面した状態で互いに当接している。この現在の好ましい実施形態では、シールジョー14は、(積層品が、熱を生成するアルミ箔を備える)誘導封止に使用されるものと同様のインダクタである。ここでは、インダクタ14は、交流電源18に結合される。交流は、好ましくは75〜300Aの範囲内にあり、電源から必要とされる電力は、数kWである。好ましい間隔は、2〜10kWである。周波数は、好ましくはMHz範囲にあり、好ましい周波数間隔は、0.5〜5MHzである。最も好ましい間隔は、1〜4MHzである。当局の規制により一般使用について禁止される周波数は、当然ながら、実際には前記間隔から除外される。
Claims (13)
- 第1の包装材料積層品(10)を第2の包装積層品(12)に対して封止する方法であって、少なくとも前記第1の積層品(10)が少なくとも1層の磁化可能な粒子及び封止可能な層(34)を備えており、
封止ゾーン内で前記積層品(10、12)に交流磁界を与え、それによって、磁気ヒステリシス損失を、前記磁化可能な粒子を含む前記積層品(10)内で生成し、前記損失が、前記封止ゾーン内で前記封止可能な層(34)を実質的に溶融する熱を生み出すこと、及び、
封止圧力を前記第1及び第2の積層品(10、12)に加え、前記圧力により、前記第1と第2の積層品(10、12)が前記封止ゾーン内で互いに押圧され、それによって前記積層品(10、12)を互いに封止することを特徴とし、
さらに、前記交流磁界を、少なくともシールジョー(14)によって与える工程と、
前記磁界を、導電性アンビル(16)を使用することによって強める工程と、
前記アンビル(16)を前記シールジョー(14)に対して反対側で設ける工程とを含み、
前記シールジョー(14)が、交流電源(18)に接続された導体(24)を備えるインダクタであり、
前記アンビル(16)が受動的であり、前記シールジョー(14)内の電流に応答して電流を誘導することが可能であり、それによって、前記シールジョー(14)によって生成される前記磁界を強める磁界を生成する、上記方法。 - 磁力線の主方向が、前記第1の包装材料積層品(10)を構成する平面(36)と実質的に平行となるように、前記交流磁界を与える工程を含む、請求項1に記載の方法。
- 前記磁化可能な粒子を実質的に磁気飽和レベルに到達させるのに十分な、実質的に大きな強度の交流磁界を生成する工程を含む、請求項1又は2に記載の方法。
- 間隔が0.5〜5MHzの周波数で前記磁界を交番させる工程を含む、請求項1から3までのいずれか一項に記載の方法。
- Fe3O4粒子の形態にある磁化可能な粒子を使用する工程を含む、請求項1から4までのいずれか一項に記載の方法。
- 前記封止圧力を、前記シールジョー(14)及び前記アンビル(16)によって加える工程を含む、請求項1に記載の方法。
- 第1の包装材料積層品(10)を第2の包装積層品(12)に対して封止する装置であって、少なくとも前記第1の積層品(10)が少なくとも1層の磁化可能な粒子及び封止可能な層(34)を備えており、
封止ゾーン内で前記積層品(10、12)に交流磁界を与え、それによって、磁気ヒステリシス損失を、前記磁化可能な粒子を含む前記積層品(10)内で生成する手段(14)であって、前記損失が、前記封止ゾーン内で前記封止可能な層(34)を実質的に溶融する熱を生み出す、当該手段(14)と、
封止圧力を前記第1及び第2の積層品(10、12)に加える手段(14、16)であって、前記圧力により、前記第1と第2の積層品(10、12)が前記封止ゾーン内で互いに押圧され、それによって前記積層品(10、12)を互いに封止する、当該手段(14、16)とを備え、
前記交流磁界を与えるように適合された前記手段(14)が、交流電源(18)に接続された導体(24)を備えるインダクタの形態にあるシールジョー(14)であり、
導電性アンビル(16)が、前記磁界を強めるように設けられ、
前記アンビル(16)が、前記シールジョー(14)内の電流に応答して電流を誘導するように適合された導体(32)を備え、それによって、前記シールジョー(14)によって生成される前記磁界を強める磁界を生成することを特徴とする、装置。 - 前記アンビル(16)が、前記シールジョー(14)に対して反対側で位置決めされるように適合され、前記シールジョー(14)と協働することを特徴とする、請求項7に記載の装置。
- 前記封止圧力を加える前記手段(14、16)が、前記シールジョー(14)及び前記アンビル(16)であることを特徴とする、請求項7又は8に記載の装置。
- 前記シールジョー(14)が、封止中に前記封止ゾーン内で前記第1及び第2の包装材料積層品(10、12)の一方を圧迫するように適合された作用面(22)を有すること、及び、前記アンビル(16)が、封止中に前記第1及び第2の包装材料積層品(10、12)の他方を圧迫するように適合された、実質的に対応する作用面(28)を有することを特徴とする、請求項7から9までのいずれか一項に記載の装置。
- 前記シールジョー(14)の前記導体(24)が、前記包装材料積層品(10)と接触するように適合されるように、作用面(22)内で実質的に埋め込まれることを特徴とする、請求項10に記載の装置。
- 前記アンビル(16)の前記導体(32)が、前記包装材料積層品(12)と接触するように適合されるように、作用面(28)内で実質的に埋め込まれることを特徴とする、請求項11に記載の装置。
- 保護層が前記作用面(28)上で設けられ、その結果、前記アンビル(16)の導体(32)と前記包装材料積層品との前記接触が間接的になることを特徴とする、請求項12に記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0403038A SE0403038D0 (sv) | 2004-12-14 | 2004-12-14 | Anordning och metod för försegling |
| PCT/SE2005/001911 WO2006065211A1 (en) | 2004-12-14 | 2005-12-13 | Method and device for sealing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008522922A JP2008522922A (ja) | 2008-07-03 |
| JP4568761B2 true JP4568761B2 (ja) | 2010-10-27 |
Family
ID=33563203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007546606A Expired - Fee Related JP4568761B2 (ja) | 2004-12-14 | 2005-12-13 | 封止のための方法及び装置 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US20080110560A1 (ja) |
| EP (1) | EP1833673A4 (ja) |
| JP (1) | JP4568761B2 (ja) |
| CN (1) | CN101080323B (ja) |
| BR (1) | BRPI0518545A2 (ja) |
| MX (1) | MX2007005930A (ja) |
| RU (1) | RU2389607C2 (ja) |
| SE (1) | SE0403038D0 (ja) |
| WO (1) | WO2006065211A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| UA105930C2 (uk) * | 2009-05-29 | 2014-07-10 | Тетра Лаваль Холдінгз Енд Файненс С.А. | Пакувальний матеріал, що містить намагнічувані ділянки |
| DE102010060941A1 (de) * | 2010-12-01 | 2012-06-06 | Nilos Gmbh & Co. Kg | Verfahren zum Verbinden von Fördergurten mit Stahlseileinlagen durch Vulkanisation |
| US9370895B1 (en) * | 2012-03-22 | 2016-06-21 | Amazon Technologies, Inc. | Magnetic field induction bonding technique |
| US9427938B2 (en) * | 2012-12-17 | 2016-08-30 | Dow Global Technologies Llc | Multi-layered structure and a method of sealing or shaping using a multi-layered structure |
| WO2015158502A1 (en) * | 2014-04-16 | 2015-10-22 | Tetra Laval Holdings & Finance S.A. | Induction sealing device and method of sealing a packaging material using said induction sealing device |
| CN107000328B (zh) * | 2014-11-24 | 2020-03-20 | 利乐拉瓦尔集团及财务有限公司 | 简化的横向感应密封设备 |
| WO2017089187A1 (en) | 2015-11-27 | 2017-06-01 | Tetra Laval Holdings & Finance S.A. | A sealing device with increased robustness |
| EP3241667B1 (en) | 2016-05-02 | 2020-07-08 | Tetra Laval Holdings & Finance S.A. | Improved induction sealing system |
| JP7169997B2 (ja) | 2017-05-30 | 2022-11-11 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | 食品製品用パッケージの上部を密封するための装置及び食品パッケージを形成し充填するためのシステム |
| BR112019025761B1 (pt) | 2017-07-17 | 2023-12-26 | Tetra Laval Holdings & Finance S.A. | Bobina indutora para soldagem, dispositivo e máquina de vedação, e, método para fabricação de bobina indutora |
| WO2019015981A1 (en) | 2017-07-18 | 2019-01-24 | Tetra Laval Holdings & Finance S.A. | INDUCTION SEALING DEVICE |
| RU184919U1 (ru) * | 2018-06-13 | 2018-11-14 | Федеральное государственное бюджетное учреждение науки Институт проблем нефти и газа Сибирского отделения Российской академии наук | Устройство для сварки сверхвысокомолекулярного полиэтилена |
| JP2022500316A (ja) | 2018-09-10 | 2022-01-04 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | チューブを形成するための方法並びにパッケージを形成するための方法及び包装機 |
| JP7447123B2 (ja) | 2018-09-11 | 2024-03-11 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | 密封されたパッケージを形成するためのパッケージ装置 |
| US10766672B2 (en) | 2018-12-12 | 2020-09-08 | Yeti Coolers, Llc | Insulating container |
| US11970313B2 (en) | 2018-12-12 | 2024-04-30 | Yeti Coolers, Llc | Insulating container |
| WO2022135837A1 (en) * | 2020-12-22 | 2022-06-30 | Tetra Laval Holdings & Finance S.A. | An induction heating sealing device |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3461014A (en) * | 1964-06-11 | 1969-08-12 | Albert L James | Magnetic induction method for heat-sealing and bonding predetermined sealing areas |
| US3730804A (en) | 1971-07-20 | 1973-05-01 | Fifth Third Bank | Method of heat sealing a pair of closures with a magnetic susceptible material and high frequency alternating and steady magnetic fields |
| US3879247A (en) * | 1971-07-20 | 1975-04-22 | Harrington Research Corp | Method of heat sealing and holding package closure elements |
| US3802985A (en) * | 1972-01-06 | 1974-04-09 | Heller W | Heatable stratified material and manufacturing method therefor |
| AU3951678A (en) | 1977-09-13 | 1980-03-13 | Heller, William C. Jr. | Fusion bonding non-elastomeric thermoplastic elements |
| JPS60125643A (ja) * | 1983-12-07 | 1985-07-04 | Kishimoto Akira | 熱接着法 |
| US4602139A (en) * | 1984-09-28 | 1986-07-22 | Hutton Roger L | Induction bonding method and apparatus |
| JPS61242827A (ja) * | 1985-04-19 | 1986-10-29 | Seidensha Denshi Kogyo Kk | ラミネ−ト筒体溶着装置 |
| SE451974B (sv) * | 1985-08-22 | 1987-11-09 | Tetra Pak Ab | Sett och anordning for induktionsforsegling av termoplastbelagt forpackningsmaterial innefattande atminstone ett skikt av metallfolie |
| US4969968A (en) * | 1988-07-22 | 1990-11-13 | William C. Heller, Jr. | Method of inductive heating with an integrated multiple particle agent |
| SE500572C2 (sv) * | 1990-10-11 | 1994-07-18 | Tetra Laval Holdings & Finance | Anordning för induktionssvetsning |
| US5248864A (en) * | 1991-07-30 | 1993-09-28 | E. I. Du Pont De Nemours And Company | Method for induction heating of composite materials |
| US5807549A (en) * | 1993-05-21 | 1998-09-15 | Research Corporation Technologies, Inc. | Lymphocyte chemoattractant factor and uses thereof |
| JPH079591A (ja) | 1993-06-23 | 1995-01-13 | Nippon Tetrapack Kk | 包 材 |
| SE506190C2 (sv) | 1996-03-20 | 1997-11-17 | Tetra Laval Holdings & Finance | Anordning och metod för induktionsförsegling av termoplastbelagt förpackningsmaterial |
| US6939477B2 (en) * | 1997-06-06 | 2005-09-06 | Ashland, Inc. | Temperature-controlled induction heating of polymeric materials |
| US6056844A (en) * | 1997-06-06 | 2000-05-02 | Triton Systems, Inc. | Temperature-controlled induction heating of polymeric materials |
| JP2000168737A (ja) * | 1998-12-11 | 2000-06-20 | Toppan Printing Co Ltd | 紙容器の密封シール方法と該方法を用いた成形装置 |
| SE524370C2 (sv) | 2002-05-10 | 2004-08-03 | Tetra Laval Holdings & Finance | Förpackningslaminat, bigvals, samt ett skikt för användning till ett förpackningslaminat |
-
2004
- 2004-12-14 SE SE0403038A patent/SE0403038D0/sv unknown
-
2005
- 2005-12-13 WO PCT/SE2005/001911 patent/WO2006065211A1/en active Application Filing
- 2005-12-13 US US11/792,070 patent/US20080110560A1/en not_active Abandoned
- 2005-12-13 MX MX2007005930A patent/MX2007005930A/es unknown
- 2005-12-13 JP JP2007546606A patent/JP4568761B2/ja not_active Expired - Fee Related
- 2005-12-13 BR BRPI0518545-9A patent/BRPI0518545A2/pt not_active IP Right Cessation
- 2005-12-13 RU RU2007126840A patent/RU2389607C2/ru not_active IP Right Cessation
- 2005-12-13 EP EP05815742A patent/EP1833673A4/en not_active Withdrawn
- 2005-12-13 CN CN2005800428121A patent/CN101080323B/zh not_active Expired - Fee Related
-
2010
- 2010-12-30 US US12/982,345 patent/US8366859B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0518545A2 (pt) | 2008-11-25 |
| WO2006065211A1 (en) | 2006-06-22 |
| RU2007126840A (ru) | 2009-01-27 |
| JP2008522922A (ja) | 2008-07-03 |
| SE0403038D0 (sv) | 2004-12-14 |
| US20080110560A1 (en) | 2008-05-15 |
| CN101080323A (zh) | 2007-11-28 |
| RU2389607C2 (ru) | 2010-05-20 |
| US20110094672A1 (en) | 2011-04-28 |
| MX2007005930A (es) | 2007-09-27 |
| EP1833673A4 (en) | 2011-09-28 |
| US8366859B2 (en) | 2013-02-05 |
| CN101080323B (zh) | 2010-06-16 |
| EP1833673A1 (en) | 2007-09-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4568761B2 (ja) | 封止のための方法及び装置 | |
| US3864186A (en) | Method for induction sealing packaging material | |
| JP3631268B2 (ja) | 熱可塑性物質を被覆されたパッケージ材料を密封する装置 | |
| US4704509A (en) | Induction apparatus and method for sealing of thermoplastic coated packing material | |
| JP6687725B2 (ja) | ラミネートの複数の集積体を誘導シールするための装置及び方法 | |
| EP3131739B1 (en) | Induction sealing device and method of sealing a packaging material using said induction sealing device | |
| RU2702839C2 (ru) | Устройство и способ индукционного нагрева корпусов упаковок | |
| HK1075862A1 (en) | Heat-sealing device for packaging material | |
| US4371768A (en) | Arrangement for the sealing of thermoplastic-coated packing material | |
| EP2520416B1 (en) | Induction sealing device for heat sealing packaging material for producing sealed packages of pourable food products | |
| JP3768477B2 (ja) | パッケージまたは包装材料の製造装置 | |
| CN109263055B (zh) | 感应密封装置 | |
| US4571472A (en) | Device for induction welding | |
| EP0480405A1 (en) | An apparatus for induction welding | |
| US6875965B2 (en) | Multiple head induction sealer apparatus and method | |
| US3510619A (en) | Apparatus for induction heating | |
| WO2013093505A2 (en) | Apparatus and method | |
| WO2015078907A1 (en) | An induction heating device | |
| JP7402741B2 (ja) | 融着方法及び接合体 | |
| SE502829C2 (sv) | Sätt och anordning att åstadkomma svets genom induktionssvetsning | |
| JPS6074417A (ja) | 積層鉄心の誘導加熱方法および装置 | |
| JP2024500201A (ja) | 誘導加熱シール装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20080716 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100316 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100526 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100730 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100809 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130813 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |