JP4514059B2 - シート状成形体の検査結果記録方法及び検査結果記録システム - Google Patents
シート状成形体の検査結果記録方法及び検査結果記録システム Download PDFInfo
- Publication number
- JP4514059B2 JP4514059B2 JP2006333421A JP2006333421A JP4514059B2 JP 4514059 B2 JP4514059 B2 JP 4514059B2 JP 2006333421 A JP2006333421 A JP 2006333421A JP 2006333421 A JP2006333421 A JP 2006333421A JP 4514059 B2 JP4514059 B2 JP 4514059B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- molded body
- inspection result
- inspection
- code
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Description
連続的に移送されるシート状成形体に光を照射するステップと、
光を照射するステップにおいて、シート状成形体の画像データを取得するステップと、
前記画像データを画像処理し、移送方向に沿って設定した複数のエリアごとにシート状成形体の検査結果をコンピュータに記録するステップと、
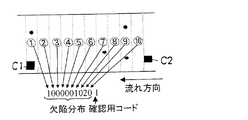
移送方向に沿った前記複数のエリアごとに、シート状成形体に位置補正コードを印字するステップとを有し、
前記複数のエリアの検査結果と前記位置補正コードとが対応付けられて前記コンピュータに記録されることを特徴とするものである。
読み取られた位置補正コード及び記録されている検査結果に基づいて、欠陥位置を避けてシート状成形体から枚葉物を取り出すステップとを有するものがあげられる。
連続的に移送されるシート状成形体に光を照射する光源部と、
光を照射されたシート状成形体から画像データを取得する画像取得手段と、
前記画像データを画像処理する画像処理部と、
移送方向に沿って設定した複数のエリアごとにシート状成形体の検査結果を記録するコンピュータ内の検査結果記録部と、
移送方向に沿った前記複数のエリアごとに、シート状成形体に位置補正コードを印字する印字部とを有し、
前記複数のエリアの検査結果と前記位置補正コードとが対応付けられて前記検査結果記録部に記録されることを特徴とするものである。
本発明に係るシート状成形体の検査結果記録方法(システム)の好適な実施形態を図面を用いて説明する。図1において、図1(a)は、検査結果の記録を行うためのシステム構成(第1実施形態)を示し、図1(b)は、検査結果の判定を行うためのシステム構成(第1実施形態)を示す図である。図2は、図1(a)の検査部の詳細を示す図であり、図3は、図1(b)の判定部の詳細を示す図である。なお、ここに示される構成は1つの実施形態を提示するものであり、本発明がこの構成に限定されるものではない。
次に、第2実施形態に係るシート状成形体の検査結果記録方法(システム)について説明する。第2実施形態では、検査結果をコードとして印字するのではなく、コンピュータ内部の記録装置に検査結果を記録する。
光源としては蛍光灯ではなく、その他の白色光源を用いても良い。また、シート状成形体の特質に合わせて、特定波長域の光を照射する光源を用いても良い。また、画像を取得する場合のカメラ(画像取得手段)も特定の構造のものに限定されず、ラインセンサーやエリアセンサー、フォトマル(光電子増倍管)等を用いても良い。さらに、取得する画像も透過光像に限定されるものではなく、反射光像を取得するような構成にしても良い。これは、シート状成形体の特質に合わせて適宜変更可能である。
2 検査部
3 印字部
4 保護テープ
5 巻き取りロール
6 読み取り・判定部
7 マーキング部
8 打ち抜き装置
9 巻き取りロール
10 カメラ
11 蛍光灯
12 画像処理装置
13 検査用パソコン
14 制御パソコン
15 コード、位置補正コード
C 印字箇所
Claims (3)
- 連続的に移送されるシート状成形体に光を照射するステップと、
光を照射するステップにおいて、シート状成形体の画像データを取得するステップと、
前記画像データを画像処理し、移送方向に沿って設定した複数のエリアごとにシート状成形体の検査結果をコンピュータに記録するステップと、
移送方向に沿った前記複数のエリアごとに、シート状成形体に位置補正コードを印字するステップとを有し、
前記複数のエリアの検査結果と前記位置補正コードとが対応付けられて前記コンピュータに記録されることを特徴とするシート状成形体の検査結果記録方法。 - シート状成形体に形成された前記位置補正コードを読み取るステップと、
読み取られた位置補正コード及び記録されている前記検査結果に基づいて、欠陥位置を避けてシート状成形体から枚葉物を取り出すステップとを有することを特徴とする請求項1に記載のシート状成形体の検査結果記録方法。 - 連続的に移送されるシート状成形体に光を照射する光源部と、
光を照射されたシート状成形体から画像データを取得する画像取得手段と、
前記画像データを画像処理する画像処理部と、
移送方向に沿って設定した複数のエリアごとにシート状成形体の検査結果を記録するコンピュータ内の検査結果記録部と、
移送方向に沿った前記複数のエリアごとに、シート状成形体に位置補正コードを印字する印字部とを有し、
前記複数のエリアの検査結果と前記位置補正コードとが対応付けられて前記検査結果記録部に記録されることを特徴とするシート状成形体の検査結果記録システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006333421A JP4514059B2 (ja) | 2006-12-11 | 2006-12-11 | シート状成形体の検査結果記録方法及び検査結果記録システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006333421A JP4514059B2 (ja) | 2006-12-11 | 2006-12-11 | シート状成形体の検査結果記録方法及び検査結果記録システム |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002000640A Division JP3974400B2 (ja) | 2002-01-07 | 2002-01-07 | シート状成形体の検査結果記録方法及び検査結果記録システム及びロール状成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007064989A JP2007064989A (ja) | 2007-03-15 |
| JP4514059B2 true JP4514059B2 (ja) | 2010-07-28 |
Family
ID=37927317
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006333421A Expired - Fee Related JP4514059B2 (ja) | 2006-12-11 | 2006-12-11 | シート状成形体の検査結果記録方法及び検査結果記録システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4514059B2 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009128115A1 (ja) * | 2008-04-15 | 2009-10-22 | 日東電工株式会社 | 光学フィルム積層体ロールならびにその製造方法および装置 |
| JP4503692B1 (ja) | 2009-10-13 | 2010-07-14 | 日東電工株式会社 | 液晶表示素子を連続製造する装置において用いられる情報格納読出演算システム及び情報格納読出演算システムの製造方法 |
| JP4503690B1 (ja) | 2009-10-13 | 2010-07-14 | 日東電工株式会社 | 液晶表示素子を連続製造する装置に用いられる情報格納読出システム、及び、前記情報格納読出システムを製造する方法及び装置 |
| JP4503691B1 (ja) | 2009-10-13 | 2010-07-14 | 日東電工株式会社 | 液層表示素子の連続製造方法及び装置 |
| JP4503693B1 (ja) | 2009-10-13 | 2010-07-14 | 日東電工株式会社 | 連続ウェブ形態の切込線入り光学フィルム積層体の連続ロール並びにその製造方法及び製造装置 |
| JP4503689B1 (ja) | 2009-10-13 | 2010-07-14 | 日東電工株式会社 | 液晶表示素子の連続製造方法及び装置 |
| JP5377769B2 (ja) * | 2010-07-07 | 2013-12-25 | 三菱電機株式会社 | エレベータ用ロープ |
| JP5857937B2 (ja) * | 2012-10-19 | 2016-02-10 | トヨタ自動車株式会社 | 燃料電池用の膜電極接合体の製造方法と製造装置 |
| JP6177017B2 (ja) * | 2013-06-12 | 2017-08-09 | 住友化学株式会社 | 欠陥検査システム |
| JP2020122756A (ja) * | 2019-01-31 | 2020-08-13 | 住友ベークライト株式会社 | 検出装置、検出方法および光学シート母材 |
| CN111860705A (zh) * | 2019-04-29 | 2020-10-30 | 北京铂阳顶荣光伏科技有限公司 | 一种太阳能电池片的检测方法及系统 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000051941A (ja) * | 1998-08-06 | 2000-02-22 | Nkk Corp | 薄鋼板への欠陥マーキング方法 |
| JP2000349127A (ja) * | 1999-06-03 | 2000-12-15 | Mitsui Mining & Smelting Co Ltd | フィルムキャリア用ベースフィルムテープ検査装置 |
| JP2001066262A (ja) * | 1999-06-25 | 2001-03-16 | Nkk Corp | 表面疵マーキング装置およびマーキング付き金属帯ならびにその製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6063168A (ja) * | 1983-09-19 | 1985-04-11 | Toppan Printing Co Ltd | 走行印刷物の検査における同期不良補正方法 |
| JPS6293637A (ja) * | 1985-10-21 | 1987-04-30 | Hitachi Ltd | 自動検反システム |
| JPH0444369Y2 (ja) * | 1986-04-08 | 1992-10-20 | ||
| JPH0830683B2 (ja) * | 1987-01-22 | 1996-03-27 | 大和製罐株式会社 | 製缶用金属コイル薄板の欠陥部の表示方法 |
| JP2997327B2 (ja) * | 1991-03-29 | 2000-01-11 | 大日本印刷株式会社 | 異物検査装置 |
| JPH11242007A (ja) * | 1998-02-26 | 1999-09-07 | Fujikura Rubber Ltd | Oリングの検査装置 |
-
2006
- 2006-12-11 JP JP2006333421A patent/JP4514059B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000051941A (ja) * | 1998-08-06 | 2000-02-22 | Nkk Corp | 薄鋼板への欠陥マーキング方法 |
| JP2000349127A (ja) * | 1999-06-03 | 2000-12-15 | Mitsui Mining & Smelting Co Ltd | フィルムキャリア用ベースフィルムテープ検査装置 |
| JP2001066262A (ja) * | 1999-06-25 | 2001-03-16 | Nkk Corp | 表面疵マーキング装置およびマーキング付き金属帯ならびにその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2007064989A (ja) | 2007-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3974400B2 (ja) | シート状成形体の検査結果記録方法及び検査結果記録システム及びロール状成形体 | |
| JP4514059B2 (ja) | シート状成形体の検査結果記録方法及び検査結果記録システム | |
| KR20070011520A (ko) | 물질 웹에 결함을 자동 마킹하기 위한 장치 및 방법 | |
| WO2009123002A1 (ja) | 偏光フィルムの検査方法 | |
| JP2009244064A5 (ja) | ||
| JP2009133741A (ja) | 検査群データ管理システム | |
| JP2009243911A (ja) | 欠陥検査システム | |
| JP4705402B2 (ja) | 欠陥マーキング装置、シート材料の製造方法およびシート材料 | |
| JP4233813B2 (ja) | シート状成形体の加工方法 | |
| JP5966354B2 (ja) | ラベル貼付システム | |
| JP4260001B2 (ja) | 印刷物の検査方法 | |
| JP6637251B2 (ja) | ラベル加工装置及びラベル加工方法 | |
| JP2005041122A (ja) | 印刷物検査装置、及び印刷物検査プログラム | |
| JP4805770B2 (ja) | 印刷装置および印刷方法 | |
| JP2008246606A (ja) | ウェブ加工ライン | |
| JP2002216070A (ja) | バーコード検査装置 | |
| JP4777734B2 (ja) | X線検査装置 | |
| JP4268000B2 (ja) | 欠陥除去方法、欠陥除去装置及びシート体の生産システム | |
| JP2006293589A (ja) | Rf−idメディアの検査装置 | |
| JP2020051795A (ja) | 印刷面の不良検査方法及び装置 | |
| JP2020024111A (ja) | 検査装置および検査方法 | |
| JPH11254795A (ja) | 印刷物検査装置、印刷用データが記録された機械読取可能な記録媒体および印刷物 | |
| JPH0832339B2 (ja) | 丸鋼材の自動識別方法および識別装置 | |
| JPS5881164A (ja) | 印刷物の検査方法及びその装置 | |
| JP2006231537A (ja) | 印刷物検知機構およびこれを用いた印刷システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061227 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20091221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100209 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100303 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100430 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100506 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4514059 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130521 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160521 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |