JP4491908B2 - 導電性ポリカーボネート成形体 - Google Patents
導電性ポリカーボネート成形体 Download PDFInfo
- Publication number
- JP4491908B2 JP4491908B2 JP2000126110A JP2000126110A JP4491908B2 JP 4491908 B2 JP4491908 B2 JP 4491908B2 JP 2000126110 A JP2000126110 A JP 2000126110A JP 2000126110 A JP2000126110 A JP 2000126110A JP 4491908 B2 JP4491908 B2 JP 4491908B2
- Authority
- JP
- Japan
- Prior art keywords
- polycarbonate resin
- raw material
- polycarbonate
- molding
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Landscapes
- Packaging Frangible Articles (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
【発明の属する技術分野】
本発明は、導電性ポリカーボネート成形体に関するものであり、詳しくは、電気電子分野や自動車分野における帯電防止部品として、例えば半導体デバイスの製造、搬送工程におけるトレイやケース、パッケージなどの包装部材、とりわけハードディスクドライブ用のディスクや、磁気ヘッド用の静電防止部材として好適な導電性ポリカーボネート成形体に関する。
【0002】
【従来の技術】
近年、半導体デバイスの情報記録の高密度化、処理速度の高速化に伴い、半導体デバイスは静電気に対して極めて弱くなってきていることから、これを収納するケースや取り扱い治工具などの静電気防止対策が重要となってきている。
【0003】
従来、この静電気防止対策としては、例えばABS、ポリカーボネート、変性ポリフェニレンエーテル(PPE)などの熱可塑性樹脂に、帯電防止剤、カーボンブラック、カーボンファイバー等の導電性付与成分を配合分散させる方法が施されている。
【0004】
しかしながら、これらの方法では、それぞれ以下の問題点がある。即ち、帯電防止剤の場合には、導電機構がイオン伝導であることに起因して、環境湿度の影響を受け易く、また、洗浄や長時間の使用により帯電防止剤が流出し、帯電防止性が低下する;大量に添加すると耐熱性を損なう;などの問題点がある。また、カーボンブラックやカーボンファイバーは湿度、洗浄等の影響は受けないものの、成形体からカーボン粒子やカーボンファイバーが脱落しやすく、デバイスを損傷するなどの問題が生じている。
【0005】
これに対して、導電性付与成分として平均繊維径200nm以下の炭素フィブリルを配合した場合には、成形体からの脱落が少ないため、脱落による問題は軽減されることから、導電性付与成分としてこのような炭素フィブリルを用いることが、静電気防止対策として有効であると考えられている。
【0006】
【発明が解決しようとする課題】
しかしながら、炭素フィブリルでは、炭素フィブリルを添加することにより、機械的強度、特に衝撃強度が著しく損なわれ、成形体の落下時等にクラックを生じやすい;導電性付与のためには、比較的多くの配合量を必要とするが、炭素フィブリルは極めて高価であるため、この場合には、製品のコストアップにつながる;炭素フィブリルの添加量を少なくすると、得られる成形体の導電性が著しく損なわれる;といった欠点がある。
【0007】
本発明は上記従来の問題点を解決し、少ない炭素フィブリル配合量で高い導電性を発現することができ、従って、安価で衝撃強度等の機械的強度に優れた導電性ポリカーボネート成形体を提供することを目的とする。
【0008】
【課題を解決するための手段】
本発明の導電性ポリカーボネート成形体は、ポリカーボネート樹脂に、平均繊維径200nm以下の炭素フィブリルを0.1〜40重量%配合した組成物を成形してなる導電性ポリカーボネート成形体であって、成形体を構成するポリカーボネート樹脂の重量平均分子量が30,000〜45,000であることを特徴とする。
【0009】
一般的なポリカーボネート樹脂の重量平均分子量(Mw)は、例えば射出成形用途としては50,000〜60,000程度であり、このようなMwのポリカーボネート樹脂を用いた組成物を成形して得られる成形体を構成するポリカーボネート樹脂のMwは45,000〜55,000程度である。即ち、成形による樹脂の劣化で、成形前に比べて成形後の成形体中に含まれるポリカーボネート樹脂のMwは低下する。
【0010】
本発明者らは炭素フィブリルによる導電性の発現効果について鋭意検討した結果、ポリカーボネート樹脂に、直径200nm以下の炭素フィブリルを0.1〜40重量%を配合した組成物を成形してなる成形体で、成形体を構成するポリカーボネート樹脂のMwが30,000〜45,000と、通常のポリカーボネート樹脂成形体中のポリカーボネート樹脂のMwよりも小さい成形体は、導電性の発現が著しく良好となり、少ない炭素フィブリル配合量で、従って、コストの向上や機械的強度の低下を引き起こすことなく、優れた導電性を得ることができることを見出し、本発明を完成させた。
【0011】
本発明の範囲内のポリカーボネート樹脂を採用することによる導電性の向上効果の作用機構の詳細は明らかではないが、次のように推定される。
【0012】
即ち、成形時の樹脂の流動に伴い、特に成形体表面付近では強い剪断応力を受けて、炭素フィブリルの分散形態が流動方向に変形したり、炭素フィブリル自体が破断したりすると考えられるが、ベース樹脂であるポリカーボネート樹脂の分子量が本発明の範囲内であると、炭素フィブリルの分散形態の破壊が少なく、結果として、成形体中の炭素フィブリルが、導電性ネットワークとして効率良く機能するものと思われる。
【0013】
特に、この成形原料として、下記原料Aと原料Bとの混合物を用いることにより、導電性が更に改良され、しかも衝撃強度とのバランスも良好な導電性ポリカーボネート成形体を得ることができる。
【0014】
原料A:得られる成形体の炭素フィブリル含有量に対して0.9〜1.1倍の割合で平均繊維径200nmの炭素フィブリルを含むポリカーボネート樹脂組成物の粒状体
原料B:原料Aのポリカーボネート樹脂よりもMwが5%以上大きいポリカーボネート樹脂及び平均繊維径200nm以下の炭素フィブリル
このようにポリカーボネート樹脂のMwが5%以上異なる組成物を混合して成形することで、導電性が向上する理由は明らかではないが、高分子量成分である原料Bにおいて高粘度下で混練されたことにより、炭素フィブリルの分散が良好となり、一方で、低分子量成分である原料Aの存在によって、前述の炭素フィブリルの分散形態の破壊が防止されることによる相乗効果であるとも考えられる。
【0015】
本発明の導電性ポリカーボネート成形体は、特に、射出成形により成形されることが好ましい。
【0016】
【発明の実施の形態】
以下に本発明の導電性ポリカーボネート成形体の実施の形態を詳細に説明する。
【0017】
本発明において、ポリカーボネート樹脂としては、例えば界面重合法、ピリジン法、クロロホーメート法などの溶液法により、二価フェノール系化合物をホスゲンと反応させることによって製造される一般的なものを使用でき、このようなポリカーボネート樹脂は市販品を使用することができる。
【0018】
本発明で使用される炭素フィブリルは、平均繊維径(直径)200nm以下の炭素フィブリルであり、例えば特表平8−508534号公報に記載されているものが使用できる。
【0019】
炭素フィブリルは、当該フィブリルの円柱状軸に実質的に同心的に沿って沈着されているグラファイト外層を有し、その繊維中心軸は直線状でなく、うねうねと曲がりくねった管状の形態を有する。この炭素フィブリルの平均繊維径は製法に依存し、ほぼ均一なものである。
【0020】
炭素フィブリルの平均繊維径が200nmより大きいと、樹脂中でのフィブリル同士の接触が不十分となり、安定した抵抗値が得られ難い。従って、炭素フィブリルとしては平均繊維径200nm以下のものを用いる。特に炭素フィブリルの平均繊維径が20nm以下であると、得られる成形体の抵抗値が均一になるので望ましい。ただし、炭素フィブリルの平均繊維径が過度に小さいと、製造が著しく困難となるため、炭素フィブリルの平均繊維径は0.1nm以上、特に0.5nm以上であることが望ましい。
【0021】
また、炭素フィブリルは、長さと平均繊維径との比(長さ/径)が5以上のものが好ましく、特に100以上、とりわけ1000以上の長さ/径比を有するものが望ましい。
【0022】
また、微細な管状の形態を有するフィブリルの壁(管状体の壁厚)厚みは、通常3.5〜75nm程度である。これは、通常フィブリルの外径の約0.1〜0.4倍に該当する。
【0023】
なお、この炭素フィブリルの平均繊維径、平均繊維長(及びアスペクト比)は、透過型電子顕微鏡での観察において、5点の実測値の平均値によって得られる。
【0024】
このような炭素フィブリルは、市販のものを使用することができ、例えば、ハイペリオンカタリシスインターナショナル社の「BN」が使用できる。
【0025】
炭素フィブリルの配合量は樹脂組成物中に0.1〜40重量%好ましくは0.5〜10重量%、より好ましくは1〜5重量%である。炭素フィブリルの配合量がこの範囲よりも少ないと導電性が十分に発現せず、この範囲より多いと成形性が著しく低下したり、成形体強度が低下したりする。
【0026】
なお、炭素フィブリルはその少なくとも一部分が凝集体の形態である場合、原料となる樹脂組成物中に、面積ベースで測定して約50μm、特に10μmよりも大きい径を有するフィブリル凝集体を含有していないことが望ましい。
【0027】
本発明に係るポリカーボネート樹脂組成物には必要に応じて、その性能を損なわない範囲で付加成分を配合することができる。このような付加成分としては、例えば、ガラス繊維、シリカ繊維、シリカ・アルミナ繊維、チタン酸カリウム繊維、硼酸アルミニウム繊維等の無機繊維状強化材、アラミド繊維、ポリイミド繊維、フッ素樹脂繊維等の有機繊維状強化材、タルク、炭酸カルシウム、マイカ、ガラスビーズ、ガラスパウダー、ガラスバルーン等の無機充填剤、フッ素樹脂パウダー、二硫化モリブデン等の固体潤滑剤、パラフィンオイル等の可塑剤、酸化防止剤、熱安定剤、光安定剤、紫外線吸収剤、中和剤、滑剤、相溶化剤、防曇剤、アンチブロッキング剤、スリップ剤、分散剤、着色剤、防菌剤、蛍光増白剤等といった各種添加剤を挙げることができる。
【0028】
本発明の導電性ポリカーボネート成形体は、通常の熱可塑性樹脂の加工方法で製造することができ、例えば、ポリカーボネート樹脂に炭素フィブリル、必要に応じて添加されるその他の付加成分を予め混合した後、バンバリーミキサー、ロール、ブラベンダー、単軸混練押し出し機、二軸混練押し出し機、ニーダーなどで溶融混練することによってポリカーボネート樹脂組成物を製造し、その後、この樹脂組成物を各種の溶融成形法で成形することにより製造することができる。成形法としては、具体的にはプレス成形、押し出し成形、真空成形、ブロー成形、射出成形などを挙げることができるが、これらの成形方法の中でも特に射出成形が望ましい。
【0029】
射出成形方法としては、一般的な射出成形法の他に、インサート射出成形法による金属部品、その他の部品との一体成形や、二色射出成形法、コアバック射出成形法、サンドイッチ射出成形法、インジェクションプレス成形法等の各種成形法を用いることができる。射出成形においては、樹脂温度、金型温度、成形圧力によって製品の表面抵抗値が変化するので、適切な条件を設定する必要がある。
【0030】
特に、本発明においては、射出成形によるポリカーボネート樹脂のMwの低下が2%以上、望ましくは2〜5%になるように成形条件を設定すると、得られる成形体の導電性が良好となる点で望ましい。
【0031】
また、射出成形法における金型のキャビティより樹脂組成物を注入する際のゲート(注入口)としては、サイドゲート、フィルムゲート、サブマリンゲート、ピンゲート等を使用することができる。これらのゲートの断面積としては、0.2mm2以上が望ましい。
【0032】
中でも成形後にゲート処理が不要なピンゲートが生産性の点で望ましいが、その場合には、ピンゲートの直径が0.5〜3mm、特に1.0〜2.5mmであることが望ましい。ピンゲートのゲート直径は、樹脂が金型内に十分に充填できる範囲内であれば、小さい方が望ましく、一般的に0.2〜0.5mmである。しかしながら、本発明では、ゲート径(断面積)が小さいと、ゲート部分を樹脂組成物が流れる際に、過度の剪断を受けるため、炭素フィブリルによる導電性ネットワークの破壊が起こりやすい。一方、ゲート径が大き過ぎると、成形体のゲート部の切れが悪化して仕上がりが悪くなる。このため、ゲート直径は上記範囲とするのが好ましい。
【0033】
また、本発明の成形体の成形に際しては、樹脂組成物の流動性が良好であるために、金型の転写性が良好である。上述のようにゲートが比較的大きいと更に転写しやすくなる。かかる成形体の金型においては、パーティング面に対して80〜100度(垂直に近い)の角度を有する平面部位の表面が滑らかであることが望ましい。
【0034】
即ち、パーティング面に垂直に近い面の表面粗さが粗いと、樹脂がこれを転写し、金型から製品を取出す際に必要な力が大きくなり、成形体の破損などの不具合が生じる。従って、例えば、このパーティング面に対して垂直に近い面の表面粗さが、カットオフ波長2.5mmの測定における10点平均粗さ(Rz)において、10μm以下、望ましくは5μm以下、とりわけ望ましくは3μm以下であることが好ましい。
【0035】
また、上記流動性を得るために、本発明の成形体を構成するポリカーボネート樹脂組成物のメルトフローレート(MFR)は、280℃、2.16kg荷重の測定において、2〜30g/10分、特に4〜15g/10分であることが望ましい。
【0036】
なお、本発明の導電性ポリカーボネート成形体を半導体デバイスの周辺部品として使用する場合、特にポリカーボネート成形体からのガスの発生量が少ないことが望ましく、具体的にはヘッドスペースガスクロマトグラムによる測定における、加熱温度85℃、平衡時間16時間の条件で測定した表面積12.8cm2からの塩素化炭化水素発生量が0.1μg/g以下、総アウトガス量が1μg/g以下であることが望ましい。従って、このような成形体を得るために、樹脂組成物の製造時に揮発成分を脱気するか、重合溶媒を使用しない製造方法で重合されたポリカーボネート樹脂を使用することが望ましい。
【0037】
本発明の導電性ポリカーボネート成形体は、成形体中のポリカーボネート樹脂のMwが30,000〜45,000、好ましくは、35,000〜43,000であることに特徴を有する。このMwが上記範囲より大きいと、成形体の導電性が損なわれ、表面抵抗値が高くなり、上記範囲より小さいと、衝撃強度が極端に低下したり、成形体にクラックを生じるなどの問題が生じる。
【0038】
このようなMw範囲内のポリカーボネート樹脂成形体を得る方法としては、例えば、予め本発明の範囲内、又はこれより大きめの分子量を有するポリカーボネート樹脂を用いて成形体を製造し、製造時の加工温度条件等を調整したり、成形を繰り返し行うなどによってポリカーボネート樹脂の分子量を適度に低下させる方法が挙げられるが、特に、下記原料Aと原料Bとの混合物を溶融成形する方法が、容易に望ましい分子量に調整できるだけでなく、得られる成形体の導電性と衝撃強度のバランスがさらに良好となることから好ましい。
【0039】
原料A:得られる成形体の炭素フィブリル含有量に対して0.9〜1.1倍の割合で平均繊維径200nmの炭素フィブリルを含むポリカーボネート樹脂組成物の粒状体
原料B:原料Aのポリカーボネート樹脂よりもMwが5%以上大きいポリカーボネート樹脂及び平均繊維径200nm以下の炭素フィブリル
この場合、原料BのMwが原料Aのポリカーボネート樹脂のMwの分子量よりも5%以上大きくない場合には、衝撃強度及び導電性改良効果が少ない。この分子量が過度に大きいと、Mwの調整が困難となることから、原料Bのポリカーボネート樹脂のMwは、原料Aのポリカーボネート樹脂のMwより5〜300%(3倍)大きい程度とするのが望ましい。
【0040】
原料Aと原料Bの混合物中の原料Aの比率は5〜95重量%、特に10〜70重量%であると、特に導電性改良効果が大きいので望ましい。また、原料Aのポリカーボネート樹脂のMwは20,000〜45,000、特に30,000〜43,000であることが望ましい。
【0041】
原料Aと原料Bとの混合方法は、原料Bを溶融混練する際に、原料Aを混練押出機に投入して混合しても良いし、予め原料Bを溶融混練して得られたペレットを、原料Aと混合した後に成形しても良い。
【0042】
なお、原料Aとしては、半導体製造工程等で用いられている導電性ポリカーボネート成形体製トレイやケース等の廃品を粉砕して用いることもでき、この場合には、廃棄物の有効再利用で廃棄物の減量化と原料のコストダウンを図ることができる。
【0043】
【実施例】
以下に実施例及び比較例を挙げて本発明をより具体的に説明する。
【0044】
なお、以下において、ポリカーボネート樹脂は、三菱エンジニアリングプラスチック社製「ユーピロン」を使用した。
【0045】
また、炭素フィブリルは、ハイペリオンカタリシスインターナショナル社製「BN」タイプを使用した。なお炭素フィブリルはポリカーボネート樹脂に予め15重量%の添加量で分散させたマスターバッチを使用した。また、樹脂組成物中に分散した炭素フィブリルは、平均繊維径10nm、平均繊維長1μm以上である。なお、実施例及び比較例で用いたポリカーボネート樹脂1〜6の混練配合、成形及び各種物性ないし特性の測定方法は下記の通りである。
【0046】
(1)ポリカーボネート樹脂組成物の混練配合
[ポリカーボネート樹脂組成物1,2,3,5,7]
ポリカーボネートペレットと炭素フィブリルマスターバッチを、表1に示す配合で混合し、2軸押出機(池貝鉄鋼社製「PCM45」、L/D=32(L;スクリュー長、D;スクリュー径))を用いて、バレル温度300℃、スクリュー回転数160rpmにて溶融混練して、ポリカーボネート樹脂組成物1,2,3,5,7のペレットを得た。
【0047】
[ポリカーボネート樹脂組成物4]
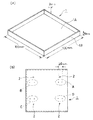
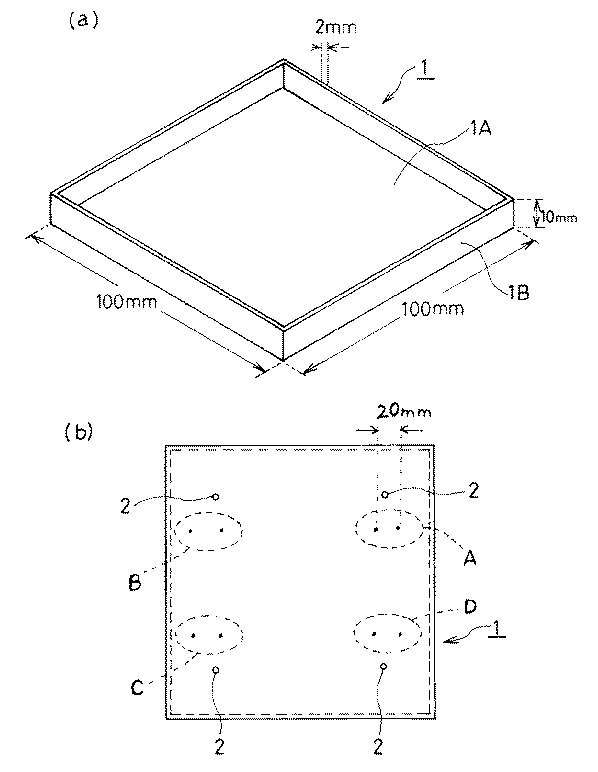
ポリカーボネート樹脂組成物3を用いて、75ton射出成型機にて、シリンダ温度330℃、金型温度90℃にて図1(a)(斜視図)、(b)(平面図)に示すシート1を成形した(なお、図1中、2はピンゲート(直径2mm)のゲート跡である。)。このシート1を粉砕して粒状とした後、再度同条件にて成形及び粉砕を行って組成物3の粒状物を得た。
【0048】
[ポリカーボネート樹脂組成物6]
ポリカーボネート樹脂組成物5をバレル温度320℃、スクリュー回転数300rpmにて2回溶融混練してポリカーボネート樹脂組成物6のペレットを得た。
【0049】
(2)ペレット又は粒状物中のポリカーボネート樹脂の分子量の測定
上述の各組成物中のポリカーボネート樹脂の分子量を以下の要領で測定した。まず、各組成物のクロロホルム溶液(2mg/mL)を調製し、これを0.2μmフィルターにて濾過し、炭素フィブリルを分離してポリカーボネート樹脂溶液を得た。このポリカーボネート樹脂溶液を用いて、ゲルパーミエーションクロマトグラフィーにて下記条件にて重量平均分子量(Mw)を測定した。
【0050】
検出器 :Waters UV490(254nm)
カラム :Shodex GPC AD−806MS
カラム温度:30℃
流量 :1mL/min
内標 :トルエン
注入量 :0.05mL
この測定結果を表1に示す。
【0051】
(3)抵抗値等測定用サンプルの成形
各組成物1〜7を用いて75ton射出成型機により、図1(a),(b)に示す抵抗値測定用サンプルを成形した。成形は、シリンダ温度300℃、金型温度90℃、金型注入速度35〜40cc/secにて行った。
【0052】
なお、用いた金型の、サンプル1のパーティング面1Aに対して90度の面1Bに対応する金型表面粗さは、カットオフ波長2.5mmの測定における10点平均粗さ(Rz)で0.8μmであった。また、成形品の1B面の粗さ(Rz)は0.6μmであった。
【0053】
(4)成形体中のポリカーボネート樹脂の分子量の測定
(3)で得られたサンプルより分子量測定用サンプルをサンプリングし、(2)と同様にしてポリカーボネート樹脂の重量平均分子量(Mw)を測定した。
【0054】
(5)成形体のポリカーボネート樹脂組成物のMFRの測定
(3)で得られたサンプルを粉砕して粒状にした後、280℃、2.16kgの荷重にてメルトフローレート(MFR)を測定した(JIS−7210)。
【0055】
(6)成形体の表面抵抗値の測定
(3)で得られたサンプルについて、ダイヤインスツルメント社製「ハイレスタUP」を使用して、UAプローブ(2探針プローブ、探針間隔20mm)にて印加電圧10Vで図1(b)のA〜D部の表面抵抗値を測定して、平均値を求めた。
【0056】
(7)成形体のアイゾット衝撃強度
ASTM D256(ノッチ付き)に準拠して測定した。
【0057】
実施例1,2、比較例1〜4
表2に示すポリカーボネート樹脂組成物を上述のように成形して各種評価を行い、結果を表2に示した。
【0058】
実施例3
ポリカーボネート樹脂組成物5をA成分とし、ポリカーボネート樹脂組成物3をB成分として、A成分50重量部に対してB成分50重量部を混合したペレットを用いて、実施例1と同様に成形及び評価を行い、結果を表2に示した。
【0059】
実施例4
ポリカーボネート樹脂組成物4をA成分とし、ポリカーボネート樹脂組成物3をB成分として、A成分30重量部に対してB成分70重量部を混合したペレットを用いて、実施例1と同様に成形及び評価を行い、結果を表2に示した。
【0060】
実施例5
ポリカーボネート樹脂組成物6をA成分とし、ポリカーボネート樹脂組成物2をB成分として、A成分40重量部に対してB成分60重量部を混合したペレットを用いて、実施例1と同様に成形及び評価を行い、結果を表2に示した。
【0061】
実施例6
ポリカーボネート樹脂組成物5をA成分とし、ポリカーボネート樹脂組成物2と同様の配合組成のポリカーボネート及び炭素フィブリルマスターバッチ混合物を、B成分として、A成分50重量部に対してB成分50重量部を、2軸混練押出機にて溶融混練した。混練条件は、ポリカーボネート組成物2の混練条件と同様とした。得られた組成物のペレットを用いて、実施例1と同様に成形及び評価を行い結果を表2に示した。
【0062】
【表1】
【表2】
上記結果からも明らかなように、本発明の範囲内であるポリカーボネート成形体は、比較例のものに比べて、同一の炭素フィブリル配合量であるにも関わらず、導電性と衝撃強度に優れている。一方、本発明の範囲外である比較例4では、炭素フィブリルの添加量を増量しているにも関わらず、実施例のものに比較して導電性が大幅に劣っているだけでなく、衝撃強度も低い。
【0065】
特に、ポリカーボネート樹脂のMwが5%以上異なる組成物を混合して得た実施例3〜6の成形体では、導電性はより一層改良されている。
【0066】
【発明の効果】
以上詳述した通り、本発明によれば、少ない炭素フィブリル配合量で高い導電性を発現することができ、従って、安価で衝撃強度等の機械的強度に優れた導電性ポリカーボネート成形体が提供される。
【図面の簡単な説明】
【図1】図1(a)は実施例及び比較例において成形したサンプルを示す斜視図であり、図1(b)は同平面図である。
【符号の説明】
1 サンプル
2 ゲート跡
Claims (3)
- ポリカーボネート樹脂に、平均繊維径200nm以下の炭素フィブリルを0.1〜40重量%配合した組成物を成形してなる導電性ポリカーボネート成形体であって、成形体を構成するポリカーボネート樹脂の重量平均分子量が30,000〜45,000であることを特徴とする導電性ポリカーボネート成形体。
- 請求項1において、下記原料Aと原料Bとの混合物を溶融成形してなることを特徴とする導電性ポリカーボネート成形体。
原料A:得られる成形体の炭素フィブリル含有量に対して0.5〜1.5倍の割合で平均繊維径200nm以下の炭素フィブリルを含むポリカーボネート樹脂組成物の粒状体
原料B:原料Aのポリカーボネート樹脂よりも重量平均分子量が5%以上大きいポリカーボネート樹脂及び平均繊維径200nm以下の炭素フィブリル - 請求項1又は2において、射出成形により成形されたことを特徴とする導電性ポリカーボネート成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000126110A JP4491908B2 (ja) | 2000-04-26 | 2000-04-26 | 導電性ポリカーボネート成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000126110A JP4491908B2 (ja) | 2000-04-26 | 2000-04-26 | 導電性ポリカーボネート成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001310994A JP2001310994A (ja) | 2001-11-06 |
| JP4491908B2 true JP4491908B2 (ja) | 2010-06-30 |
Family
ID=18635950
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000126110A Expired - Lifetime JP4491908B2 (ja) | 2000-04-26 | 2000-04-26 | 導電性ポリカーボネート成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4491908B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4765163B2 (ja) * | 2000-12-05 | 2011-09-07 | 油化電子株式会社 | 導電性樹脂組成物及び導電性射出成形品 |
| JP2005036200A (ja) * | 2003-06-26 | 2005-02-10 | Mitsubishi Gas Chem Co Inc | 熱可塑性樹脂組成物およびその成形品 |
| JP5074011B2 (ja) * | 2006-11-24 | 2012-11-14 | 三菱エンジニアリングプラスチックス株式会社 | ポリカーボネート樹脂組成物及びこれを成形してなる樹脂成形体 |
| JP4936026B2 (ja) | 2009-04-02 | 2012-05-23 | 宇部興産株式会社 | 導電性バインダーの製造方法 |
| CN102575101B (zh) | 2009-08-07 | 2013-10-09 | 宇部兴产株式会社 | 导电聚酰胺树脂组合物 |
| BR112012005041A2 (pt) | 2009-09-07 | 2016-05-03 | Ube Industries | tubo de camada múltipla para transporte. |
| JP7806477B2 (ja) * | 2021-12-16 | 2026-01-27 | 三菱ケミカル株式会社 | 破砕物、材料、成形体および成形体の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001256621A (ja) * | 2000-03-10 | 2001-09-21 | Alps Electric Co Ltd | 磁気ディスク用磁気抵抗効果ヘッド搬送トレー |
| JP4161428B2 (ja) * | 1998-10-08 | 2008-10-08 | アルプス電気株式会社 | 磁気ディスク用磁気抵抗効果ヘッド搬送トレー |
| JP4239348B2 (ja) * | 1999-08-06 | 2009-03-18 | アルプス電気株式会社 | 磁気ディスク用磁気ヘッドの搬送用トレイ |
-
2000
- 2000-04-26 JP JP2000126110A patent/JP4491908B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001310994A (ja) | 2001-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1392892A (zh) | 用于集成电路托盘的聚苯氧类复合树脂组合物 | |
| Jang | Low-density polycarbonate composites with robust hollow glass microspheres by tailorable processing variables | |
| JP4491908B2 (ja) | 導電性ポリカーボネート成形体 | |
| JP4937523B2 (ja) | 複合材組成物およびその製造方法 | |
| JP5715484B2 (ja) | 導電性ポリフェニレンエーテル系樹脂組成物の製造方法 | |
| JP5252713B2 (ja) | 芳香族ポリカーボネート樹脂組成物の成形体 | |
| JP4889460B2 (ja) | 半導体搬送容器用部品用導電性樹脂組成物及びこれを用いた半導体搬送容器用部品並びに半導体搬送容器 | |
| JPH05255520A (ja) | 摺動部材の製造方法 | |
| CN114127190A (zh) | 聚碳酸酯树脂组合物 | |
| KR20170112929A (ko) | 충격강도가 우수한 전기전도성 고분자 복합체, 전기전도성 수지 조성물 및 그 제조방법 | |
| JPH01259059A (ja) | 樹脂組成物 | |
| WO2019181828A1 (ja) | 導電性樹脂組成物及びその製造方法 | |
| JP2002079515A (ja) | 熱可塑性樹脂組成物及びゴム組成物の製造方法 | |
| JP4765163B2 (ja) | 導電性樹脂組成物及び導電性射出成形品 | |
| JP2005062835A (ja) | レンズ鏡筒 | |
| JP2002275276A (ja) | 導電性成形品 | |
| JP2979045B2 (ja) | ポリアリーレンスルフィド樹脂組成物 | |
| EP3626778B1 (en) | Electrically conductive resin composition and preparation method thereof | |
| JP3790742B2 (ja) | 導電性ポリカーボネート樹脂組成物及びそれからなる成形品 | |
| JP4265328B2 (ja) | ポリアリーレンスルフィド樹脂組成物及びそれを用いた成形品 | |
| KR102172554B1 (ko) | 폴리카보네이트 수지 조성물, 이의 제조방법 및 이를 포함하는 성형품 | |
| JP5220715B2 (ja) | 芳香族ポリカーボネート樹脂組成物及びその成形体 | |
| JP4039886B2 (ja) | 導電性成形品 | |
| CN114302916B (zh) | 滑动部件用聚酰胺树脂组合物及滑动部件 | |
| JP2001323150A (ja) | 導電性樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070228 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100310 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100316 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100329 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130416 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140416 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |