JP4445003B2 - Oリング装着装置 - Google Patents
Oリング装着装置 Download PDFInfo
- Publication number
- JP4445003B2 JP4445003B2 JP2007322331A JP2007322331A JP4445003B2 JP 4445003 B2 JP4445003 B2 JP 4445003B2 JP 2007322331 A JP2007322331 A JP 2007322331A JP 2007322331 A JP2007322331 A JP 2007322331A JP 4445003 B2 JP4445003 B2 JP 4445003B2
- Authority
- JP
- Japan
- Prior art keywords
- ring
- workpiece
- cylinder
- claw
- claws
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Automatic Assembly (AREA)
- Hand Tools For Fitting Together And Separating, Or Other Hand Tools (AREA)
Description
図6は従来の技術の基本原理を説明する図であり、(a)に示すように、Oリング101が先端(図では下端)のテーパ部102に予め嵌められている拡径部材103がシリンダ104で吊られている。シリンダ104を下降動作させることで、Oリング101は受け部材105に載っている状態が図に示されている。拡径部材103を更に下降させると、Oリング101は受け部材105に残り、拡径部材103だけが下降する。この際に、Oリング101はテーパ部102により拡径される。
次に、(d)に示すように、把持具109でワーク110を上げる。拡径部材103は受け部材105に残り、Oリング101が嵌った状態でワーク110を上昇させる。次に、拡径部材103を回収して、(a)に戻す。
これで、ワーク110にOリング101を嵌めることができたことになる。
そこで、拡径部材を用いないで、Oリングが装着できる簡易なOリング装着装置が求められる。
この結果、未熟練工であってもOリングの装着作業を容易に行うことができる。
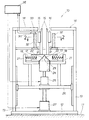
図1は本発明に係るOリング装着装置の構成図であり、Oリング装着装置10は、例えば、床11に設置された下部フレーム12と、この下部フレーム12の両端から立ち上げた支柱13、13と、これらの支柱13、13の上端に設けられた天板14と、Oリングの内周面に当接する複数の爪15と、これらの爪15にワークの軸方向へ移動自在に設けられ爪に嵌っているOリングに一端が臨んでいる摺動部材16と、前記爪15を各々ワークの軸直角方向へ移動自在に支えるスライダー17と、これらのスライダー17に設けられた弾性部材18と、これらのスライダーを載せるレール部21と、スライダー17にワークの軸に傾斜して設けられている傾斜面22に摺接するテーパ面23を備えているコーン部材24と、このコーン部材24をワークの軸方向へ移動させる第1シリンダ25と、この第1シリンダ25を載せる移動フレーム26と、下部フレーム12に設けられ移動フレーム26をワークの軸方向へ移動させる第2シリンダ27と、この第2シリンダ27により前記爪15が一定距離後退したときに、爪の後退は許容するが前記摺動部材16の移動を阻止するストッパ部材31と、このストッパ部材に設けられ爪15の拡がりを制限する円筒部材32と、前記複数の爪15の周囲に設けられOリングの有無を検出するOリング検知センサ33と、ワークの有無を検出するワーク検知センサ34と、第1シリンダ25及び第2シリンダ27の移動を制御する制御部35とからなる。
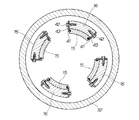
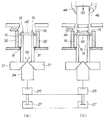
図3はOリング載置工程からOリング拡張工程までを説明する図であり、(a)に示すように、作業者は、指44で想像線で示すOリング45を、矢印(1)のように摺動部材16、16の一端に載置する。Oリング45の内周面は、複数の爪15、15に当接できる状態である。複数の爪15、15は閉じているため、作業者はOリング45の自然内径を拡げることなく、Oリング45を載置できる。
Oリング検知センサ33は、摺動部材16、16の一端に載置されたOリング45を検出し、以下に示す動作が開始される。
なお、説明のため図1(b)と図2(a)とに分けたが、実際には図1(b)と図2(a)の動作は同時に行われる。Oリング45は矢印(3)のように拡がりながら、矢印(4)の向きに移動する。
ワーク検知センサ34は、爪15、15の端部に載置されたワーク46を検出し、以下に示す動作が開始される。
そして、第2のシリンダ27は、Oリング45がワーク46の溝に嵌った位置で停止する。
ワーク検知センサ34は、ワーク46が無くなったことを検出し、原点復帰が開始される。
次に、第2シリンダ27を前進動作させることで、爪15、15、スライダー17、17、コーン部材24及び第1シリンダ27は、矢印(11)のように一括して上昇する。この結果、原点復帰が完了する。
Claims (2)
- Oリングの径を拡げて、棒状のワークの一端に嵌めるOリング装着装置において、
前記Oリングの内周面に当接する複数の爪と、
これらの爪に前記ワークの軸方向へ移動自在に設けられ爪に嵌っているOリングに一端が臨んでいる摺動部材と、
前記爪を各々前記ワークの軸直角方向へ移動自在に支えるスライダーと、
これらのスライダーに前記ワークの軸に傾斜して設けられている傾斜面に摺接するテーパ面を備えているコーン部材と、
このコーン部材を前記ワークの軸方向へ移動させる第1シリンダと、
この第1シリンダ、前記スライダー及び複数の爪を一括して前記ワークの軸方向へ移動させる第2シリンダと、
この第2シリンダにより前記爪が一定距離後退したときに、爪の後退は許容するが前記摺動部材の移動を阻止し、爪に嵌っているOリングを爪の前方へ押し出させるストッパ部材と、
前記複数の爪の周囲に設けられ、Oリングの有無を検出するOリング検知センサ及びワークの有無を検出するワーク検知センサと、
前記Oリング検知センサが発生するOリング検出情報に基づいて、前記第1シリンダを前進させ、前記爪を開いてOリングを把持させ、次に前記第2シリンダを一定距離後退させて待機状態にし、前記爪の先端に当てられたワークを前記ワーク検知センサで検出した情報に基づいて前記第2シリンダの更なる後退を開始し、前記摺動部材でOリングを爪からワークへ移動させるまで後退を継続する、一連の制御を実施する制御部とからなることを特徴とするOリング装着装置。 - 前記爪は上を向き、爪の下方に前記第1シリンダが配置され、この第1シリンダの下方に前記第2シリンダが配置されていることを特徴とする請求項1記載のOリング装着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007322331A JP4445003B2 (ja) | 2007-12-13 | 2007-12-13 | Oリング装着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007322331A JP4445003B2 (ja) | 2007-12-13 | 2007-12-13 | Oリング装着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009142934A JP2009142934A (ja) | 2009-07-02 |
| JP4445003B2 true JP4445003B2 (ja) | 2010-04-07 |
Family
ID=40914176
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007322331A Expired - Fee Related JP4445003B2 (ja) | 2007-12-13 | 2007-12-13 | Oリング装着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4445003B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101668560B1 (ko) | 2015-06-30 | 2016-10-24 | 주식회사 포스코 | 오일링 조립 장치 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5333101B2 (ja) * | 2009-09-14 | 2013-11-06 | 株式会社ジェイテクト | スナップリング装着装置 |
| CN102398148A (zh) * | 2010-09-08 | 2012-04-04 | 江苏江旭铸造集团有限公司 | 一种密封圈压装装置 |
| CN101947757B (zh) * | 2010-09-19 | 2012-07-04 | 大连理工大学 | 一种柔顺夹持机构 |
| JP5791168B2 (ja) * | 2010-12-27 | 2015-10-07 | ダイハツ工業株式会社 | シール部材の組付け装置 |
| JP5663385B2 (ja) * | 2011-04-19 | 2015-02-04 | 本田技研工業株式会社 | 小径バンド仮取付け装置 |
| JP6343537B2 (ja) * | 2014-09-26 | 2018-06-13 | 株式会社小糸製作所 | シールリング装着用治具およびそれを用いた光軸調整用スクリューの製造方法 |
| CN106078602B (zh) * | 2016-06-28 | 2018-01-30 | 国营芜湖机械厂 | 一种飞机氟塑料密封活门的压制装置及成型方法 |
| CN107932925B (zh) * | 2017-10-09 | 2024-03-08 | 福泰科塑料技术(无锡)有限公司 | O型圈半自动装配机 |
| JP6687660B2 (ja) * | 2018-03-27 | 2020-04-28 | ファナック株式会社 | シール装着装置およびシール装着方法 |
| CN109590718A (zh) * | 2018-12-29 | 2019-04-09 | 无锡威孚高科技集团股份有限公司 | 柱塞o型圈全自动套装机构 |
| CN111822968A (zh) * | 2020-08-14 | 2020-10-27 | 苏州新智机电科技有限公司 | 一种o型圈自动装配装置及装配方法 |
| CN112404929A (zh) * | 2020-11-03 | 2021-02-26 | 新昌浙江工业大学科学技术研究院 | 用于对具有正反面的密封圈进行上料的设备和方法 |
| CN112518661A (zh) * | 2020-12-03 | 2021-03-19 | 青岛新松机器人自动化有限公司 | 带防错异型密封圈安装装置 |
| CN115008768A (zh) * | 2021-07-31 | 2022-09-06 | 武汉市万谷智能科技有限公司 | 一种用于内密封圈组装的装置 |
| DE102022101803A1 (de) | 2022-01-26 | 2023-07-27 | Schaeffler Technologies AG & Co. KG | Montagewerkzeug zur Dichtungsringmontage |
| CN114799853B (zh) * | 2022-04-24 | 2023-08-22 | 珠海新秀丽家居用品有限公司 | 抽吸阀套圈装置及方法 |
| EP4327976A1 (en) * | 2022-08-23 | 2024-02-28 | Aptiv Technologies Limited | Apparatus and method for mounting a seal at or in a housing |
| CN118204734B (zh) * | 2024-04-09 | 2024-09-27 | 威海邦德散热系统股份有限公司 | 一种全自动多工位密封圈安装设备 |
-
2007
- 2007-12-13 JP JP2007322331A patent/JP4445003B2/ja not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101668560B1 (ko) | 2015-06-30 | 2016-10-24 | 주식회사 포스코 | 오일링 조립 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009142934A (ja) | 2009-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4445003B2 (ja) | Oリング装着装置 | |
| CN106736535B (zh) | 一种弹子锁芯自动装配机 | |
| JP2009012029A (ja) | 鉄筋曲げ装置 | |
| ATE338645T1 (de) | Wulstabdrückeinheit für eine reifenmontiermaschine | |
| JP2010137299A5 (ja) | ||
| CN109693109B (zh) | 一种雨刮电机壳体及减速器壳体装配半自动化设备 | |
| CN103758473A (zh) | 一种液压钻车的自动装卸钻杆装置 | |
| CN110293202A (zh) | 自动锤铆装置及方法 | |
| CN104439287A (zh) | 一种产品加工机床 | |
| CN207736437U (zh) | 数控侧孔机 | |
| EP1974883A3 (de) | Verfahren und Einrichtung zum Positionieren von Randabschal-Profilelementen auf einem Schalungstisch | |
| JP2009291859A (ja) | ロボットハンドシステム | |
| CN104197883A (zh) | 一种圆锥滚子轴承保持架检测装置 | |
| CN109571888B (zh) | 一种脱芯装置 | |
| JP4986968B2 (ja) | シリンダヘッドの把持装置及びその把持方法 | |
| CN105880318B (zh) | 钻杆的整形装置 | |
| CN111438505B (zh) | 一种气孔套镶嵌装置及设备 | |
| CN105938781B (zh) | 推动式电磁继电器自动调试机 | |
| CN203437458U (zh) | 一种汽车钣金修复装置 | |
| CN110132743B (zh) | 金属材料塑性屈服强度检测装置 | |
| JP5333101B2 (ja) | スナップリング装着装置 | |
| JP2007518576A (ja) | 工具抜取り装置を備えたビードトリマー | |
| CN105945320A (zh) | 金属件加工设备 | |
| JP6305774B2 (ja) | ワーク位置決め装置およびワーク位置決め装置を備えた工作機械 | |
| CN211437722U (zh) | 一种大跨度方管冲孔模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091222 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4445003 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130122 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130122 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140122 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |