JP4372544B2 - タイヤトレッド用モールド - Google Patents
タイヤトレッド用モールド Download PDFInfo
- Publication number
- JP4372544B2 JP4372544B2 JP2003518796A JP2003518796A JP4372544B2 JP 4372544 B2 JP4372544 B2 JP 4372544B2 JP 2003518796 A JP2003518796 A JP 2003518796A JP 2003518796 A JP2003518796 A JP 2003518796A JP 4372544 B2 JP4372544 B2 JP 4372544B2
- Authority
- JP
- Japan
- Prior art keywords
- tread
- mold
- molded part
- hook
- demolding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C2045/4084—Progressive ejection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2030/00—Pneumatic or solid tyres or parts thereof
- B29L2030/002—Treads
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Tires In General (AREA)
- Polyoxymethylene Polymers And Polymers With Carbon-To-Carbon Bonds (AREA)
Description
以下の文において、トレッドの「内」面とは、タイヤに敷設されるようになっており、従って、タイヤの中心に対して内側に向けて配向されるようになっているトレッドの面を意味するものと理解し、「外」面とは、トレッドをタイヤに敷設したときに地面と接触するようになっており、従って、タイヤの中心に対して外側に向けて配向されるようになっている面を意味するものと理解されよう。
より詳細には、本発明は、各々がトレッドの外面または内面をそれぞれ構成する第1下方成形部品および第2上方成形部品を備えている平らなモールドを使用する装置であって、これらの成形部品のうちの少なくとも一方がモールドの開閉に対応する2つの位置間で移動可能である装置に関する。
実際、モールドの開放時、トレッドは、一般に外面の成形を行う部品である下方成形部品に留まり、脱型を行うために、遭遇する1つの大きな難点は、トレッドを取外すのに、すなわち、トレッドの長さ方向の端部のうちの一方を脱型するのに、「始点」を生じることである。この操作について微妙であることは、例えば、トレッドの変形を回避するために、トレッドパターンの高さにおけるおよびトレッドに作用する最小の応力での剥離に起因した欠陥を生じることなしに端部の完全な脱型を行なわなければならないと言う点である。
更に、今日では、しばしば、同じ量の床空間用の幾つかのモールドを有するために下方および上方板を交互に重ねている平らなプレス機が使用されるが、その必要性が非常に限定されたモールド開放空間をもたらしている。従って、脱型操作を非常に小さい空間で行うことが可能であることが望まれている。
本発明の目的はこれらの欠点すべてを解消することである。
有利には、順次脱型手段は長さ方向に下方成形部品上で並進することができる板の端部により構成されている。
この装置によれば、脱型用の始点により生じられるトレッドへのアクセスを使用することによってモールドのフック留め帯域と協働する順次脱型手段では、空間および労力の点からトレッドが耐える応力を満足しながら、トレッドの残部を脱型するのを管理することが効果的に可能である。更に、この板によりトレッドを脱型し、且つ取出すことが可能である。
以下の説明では、同じ参照番号は、本発明の変形例を表す図の同じ要素を指し示している。
図1に示す成形空間の形状は横「翼」の無い横縁部を有するトレッドの成形に対応している。しかしながら、これらの成形は例として挙げるものであり、本発明の限定をなすものではなく、本発明は実際、形状がどうであれ、横「翼」のあるまたは無い長さ方向縁部を有するトレッドの成形に均等に適用し得る。
前記成形部品と板との良好な連結を行うために、各成形部品を対応するプレス板に連結することができるねじ/ナット装置のような在来の手段(図示せず)が成形部品に沿って規則正しく分布されている。
有利には、各成形部品は対応する板にそれぞれ連結される隣接セクタの形態で製造される。
説明の残部を読むと、本発明の構成または作動原理を変更することなしに上方成形部品に対する下方成形部品の相対移動を均等に行うことができることははっきり明らかになるであろう。
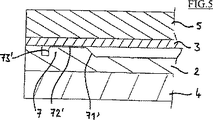
面30はその端部の一方301にフック形態の少なくとも1つの突出要素6を有しており、この突出要素6の自由端部63は長さ方向にモールドの外側に向けて配向されている。
フック6の中心に対してフック6の自由端部63と反対の端部は傾斜面61により形成されている。この面の傾斜の目的はフックからトレッドが「外れる」のを容易にし、且つ特に、すでに脱型されたトレッドの一部がこの操作中にフックと接触してトレッドに欠陥または変形を引起す恐れを防ぐことである。
モールドのこの変更実施例では、傾斜面61は後でわかるように異なってもよいトレッドの長さ方向端部の成形を行う。しかしながら、あらゆる場合、この傾斜面61と下方成形部品の横方向縁部21との間でモールドの長さにおいて形成されたトレッドの帯域がトリミングされるようになっているので、実際、この帯域はフック留めおよび脱型のための開始点を果たすのに役立つ。
モールドの閉鎖位置では、フック6は成形空間に位置決めされており、モールドの内側に向けて配向されたフック6の面62は下方成形部品2の横方向隆起縁部21の上面と接触していない。
また、必要なトリミングを行うためにゴム切断要素を付設することも考えられる。
更に、脱型操作の残りを行うために、装置はトレッド用の漸次脱型手段を備えている。
シュー81は成形部品と長さ方向に平行に移動することができる可動板8の端部により構成されている。詳細には、この板の横方向端部に配置された図示しないローラが下方成形部品の長さ方向縁部22、24の上方で転動することにより下方成形部品上で移動することができる。これらのローラはホイールの形態でもよく、或いは実施例を簡単化する目的で板8の全幅にわたって延びてもよい。
端部81は少なくとも1つのローラ9に支持されており、このローラ9は板の前進と関連されたその回転によりトレッドの漸次脱型にかかわる。端部81がシャベルの形態であることを想像することが可能であり、シャベルの薄い端部および傾斜により、モールドからのトレッドの漸次取出しを達成することが可能である。
図6Aないし図6Dは、上方成形部品支持フック6の端部に対応する成形および加硫装置の長さ方向端部のみを示す長さ方向における断面である。1つのフック6のみにかかわる点を以下に説明する。
先に述べた機械的、液圧的または空気圧的手段を使用して、上方成形部品3を垂直方向に移動させることによってモールド1を開放する。
フック6により端部B1に及ぼされる力は端部B1を同伴し、その変位は下方成形部品2の縁部21との摺動接触により案内される。縁部21とのこの接触により、モールドの開放中にトレッドに、より正確には端部B1に及ぼされる牽引力がフック6から脱係合するように前記端部の回転を引き起こすのを防ぐことが可能である。
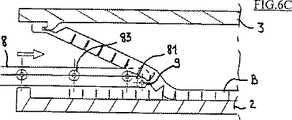
かくして、回転自由なローラ9がトレッドと接触するまで下方成形部品2の縁部22、24上で上方成形部品2と平行に併進される板8が使用される。
その場合、板8の前進と関連されたローラの自由回転は図6Cでわかるようにトレッドを局部的に、かくしてトレッド全体を徐々に脱型するのに十分である。
従って、板8がトレッドBの完全な脱型を許容したとき、トレッドはまたフック6と係合しているその端部B1を除いてローラ83に静止している。端部B1取出すために、特に、ここに記載の例におけるように、この操作を容易にするより剛性の帯域を間の空間に形成する幾つかのフック6が間隔を隔てて設けられている場合に、板の逆方向の移動で十分である。
また、本発明の範囲を逸脱することなしに、例えば、上方成形部品3により支持されたスピンドルのまわりにモールドの中心に向けて傾動するように設けられたフック6のようなフック6からの脱係合を容易にすることを可能にする機械的装置を予想することが可能である。
脱型操作から出てくるとき、トレッドBは板8に静止し、次いで板8はトレッドがモールドの上方および下方成形部品2、3間の空間を去るための搬送体としても役立つ。
Claims (4)
- トレッドの外面または内面をそれぞれ構成する下方成形部品(2)および上方成形部品(3)を備えているタイヤトレッド用モールドであって、前記部品の少なくとも一方はモールド(1)の開閉に対応する2つの位置間で移動可能であるタイヤトレッド用モールドにおいて、上方成形部品(3)はトレッドの長さ方向端部のうちの一方をフック留めするための要素(6)を支持しており、該フック留め要素は少なくとも1つのフック(6)により構成されており、該フック(6)はモールドの外側に向けて長さ方向に配向されている自由端部(63)を有しており、該自由端部(63)と反対側で、前記フック(6)は、フックからのタイヤトレッドの取り外しを容易にするようになっている傾斜面(61)を有していることを特徴とするタイヤトレッド用モールド。
- 前記フック留め要素(6)は上方成形部品(3)の成形面(30)に対して突出していることを特徴とする請求項1に記載のモールド。
- 下方成形部品(2)は、タイヤトレッドの長さ方向端部が上方成形部品(3)に保持されるように、上方成形部品(3)により支持されたフック留め要素(6)と協働する少なくとも1つの横方向隆起縁部(21)を支持していることを特徴とする請求項1に記載のモールド。
- 下方成形部品(2)は、フックからのタイヤトレッドの取り外しを容易にするために、上方成形部品(3)により支持されたフック留め要素(6)と協働するようになっている突出要素(7、7')を支持していることを特徴とする請求項1に記載のモールド。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0110569 | 2001-08-07 | ||
| PCT/EP2002/008759 WO2003013819A1 (fr) | 2001-08-07 | 2002-08-06 | Moule pour bande de roulement de pneumatique |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004537439A JP2004537439A (ja) | 2004-12-16 |
| JP2004537439A5 JP2004537439A5 (ja) | 2008-12-18 |
| JP4372544B2 true JP4372544B2 (ja) | 2009-11-25 |
Family
ID=8866363
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003518796A Expired - Fee Related JP4372544B2 (ja) | 2001-08-07 | 2002-08-06 | タイヤトレッド用モールド |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7186103B2 (ja) |
| EP (1) | EP1417082B1 (ja) |
| JP (1) | JP4372544B2 (ja) |
| CN (1) | CN100346953C (ja) |
| AT (1) | ATE365617T1 (ja) |
| DE (1) | DE60220924T2 (ja) |
| ES (1) | ES2287352T3 (ja) |
| WO (1) | WO2003013819A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BRPI0622017A2 (pt) | 2006-11-08 | 2011-12-20 | Michelin Rech Et Techinique S A | método para desmoldar automaticamente uma banda de rodagem curada, dispositivo automatizado para remover uma banda de rodagem curada de um molde e molde para uma banda de rodagem |
| CN101579907B (zh) * | 2008-05-16 | 2013-05-08 | 鸿富锦精密工业(深圳)有限公司 | 分模装置 |
| JP5414793B2 (ja) * | 2008-06-30 | 2014-02-12 | ミシュラン ルシェルシュ エ テクニーク ソシエテ アノニム | トレッドバンド脱型ツール |
| BRPI0823223A8 (pt) | 2008-11-05 | 2016-01-05 | Soc Tech Michelin | Banda de rodagem de pneumático moldada. |
| US8807984B2 (en) * | 2011-10-26 | 2014-08-19 | Bridgestone Bandag, Llc | Molded article extractor and method |
| ITTO20120232A1 (it) * | 2012-03-16 | 2013-09-17 | Bridgestone Corp | Stazione di vulcanizzazione di una striscia di battistrada |
| AU2013376988A1 (en) | 2013-01-31 | 2015-08-13 | Compagnie Generale Des Etablissements Michelin | Methods and apparatus for demolding tire treads |
| CN104955626B (zh) * | 2013-01-31 | 2017-03-15 | 米其林集团总公司 | 胎面开裂预防和去模力减小的台架 |
| US9566724B2 (en) | 2013-10-30 | 2017-02-14 | Nike, Inc. | Automated rubber molding and de-molding |
| IT201600126146A1 (it) | 2016-12-14 | 2018-06-14 | Bridgestone Corp | Stampo di vulcanizzazione di una fascia battistrada |
| IT201700025104A1 (it) * | 2017-03-07 | 2018-09-07 | Bridgestone Corp | Stazione e metodo di vulcanizzazione di una striscia di battistrada |
| CN110461561B (zh) * | 2017-03-29 | 2021-07-02 | 米其林集团总公司 | 双模具间隔件 |
| KR102323477B1 (ko) * | 2017-04-04 | 2021-11-10 | 삼성디스플레이 주식회사 | 윈도우 성형장치 및 이를 이용한 윈도우 성형방법 |
| US10661492B2 (en) * | 2017-11-17 | 2020-05-26 | Purple Innovation, Llc | Molding systems, mold extractor systems, and related methods |
| WO2020131479A1 (en) * | 2018-12-19 | 2020-06-25 | Compagnie Generale Des Etablissements Michelin | Mold with demolding feature for manufacturing a spoke for a non-pneumatic tire |
| WO2023159033A1 (en) * | 2022-02-15 | 2023-08-24 | Bridgestone Bandag, Llc | Rotary clamp arm |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1784780A (en) * | 1927-11-01 | 1930-12-09 | Ohio Rubber Co | Vulcanizing press |
| FR1524052A (fr) * | 1965-05-04 | 1968-05-10 | Funck Kg Dr Ing | Semelle en forme de plaque pour chaussure légère fantaisie de ville ou de luxe |
| US4076483A (en) * | 1977-01-24 | 1978-02-28 | Smirne Frank S | Apparatus for ejecting molded article |
| JPS6089313A (ja) * | 1983-10-21 | 1985-05-20 | Noritake Tekkosho:Kk | プラスチツク成形用金型 |
| US5316461A (en) * | 1990-06-21 | 1994-05-31 | Immobiliare Centro Nord S.P.A. | Apparatus for producing reinforced concrete components |
| JPH05111921A (ja) * | 1991-10-24 | 1993-05-07 | Bridgestone Corp | プレキユアトレツド用金型 |
| US5372773A (en) * | 1991-12-20 | 1994-12-13 | Sorensen; Soren C. | Rapid injection molding of elongated articles, such as cable ties |
| US5769975A (en) * | 1996-01-25 | 1998-06-23 | The Standard Products Company | Tire tread with cured portion and uncured end sections/wing portions |
| CN1224387A (zh) * | 1996-07-22 | 1999-07-28 | 固特异轮胎和橡胶公司 | 具有流通凹槽的轮胎胎面 |
| FR2772663A1 (fr) * | 1997-12-24 | 1999-06-25 | Michelin & Cie | Procede et element moulant pour mouler une decoupure dans une bande de roulement de pneumatique |
| US6187247B1 (en) * | 1998-05-13 | 2001-02-13 | Velcro Industries B.V. | Injection molding parts with fastener elements |
| US6616884B1 (en) * | 2001-03-26 | 2003-09-09 | Soren Christian Sorensen | Removal of cable tie from mold parts |
-
2002
- 2002-08-06 ES ES02794561T patent/ES2287352T3/es not_active Expired - Lifetime
- 2002-08-06 EP EP02794561A patent/EP1417082B1/fr not_active Expired - Lifetime
- 2002-08-06 JP JP2003518796A patent/JP4372544B2/ja not_active Expired - Fee Related
- 2002-08-06 AT AT02794561T patent/ATE365617T1/de not_active IP Right Cessation
- 2002-08-06 CN CNB028184467A patent/CN100346953C/zh not_active Expired - Fee Related
- 2002-08-06 DE DE60220924T patent/DE60220924T2/de not_active Expired - Lifetime
- 2002-08-06 WO PCT/EP2002/008759 patent/WO2003013819A1/fr active IP Right Grant
-
2004
- 2004-02-05 US US10/773,469 patent/US7186103B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| WO2003013819A1 (fr) | 2003-02-20 |
| DE60220924T2 (de) | 2008-02-28 |
| EP1417082B1 (fr) | 2007-06-27 |
| ATE365617T1 (de) | 2007-07-15 |
| CN1556743A (zh) | 2004-12-22 |
| ES2287352T3 (es) | 2007-12-16 |
| EP1417082A1 (fr) | 2004-05-12 |
| WO2003013819A8 (fr) | 2004-03-18 |
| US20040197432A1 (en) | 2004-10-07 |
| US7186103B2 (en) | 2007-03-06 |
| DE60220924D1 (de) | 2007-08-09 |
| JP2004537439A (ja) | 2004-12-16 |
| CN100346953C (zh) | 2007-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4372544B2 (ja) | タイヤトレッド用モールド | |
| CN102076461A (zh) | 胎面带脱模工具 | |
| JP4191294B2 (ja) | タイヤの加硫成形金型および加硫成形方法 | |
| CA2141003A1 (en) | Tire with injection molded white sidewall and method and apparatus for producing the same | |
| JPH0592431A (ja) | 傾動と組み合わせた半径方向後退式の扇形金型 | |
| JPS63264308A (ja) | タイヤ加硫成形用金型 | |
| EP1332855A2 (en) | Radially expandable bead molding ring for a tire mold | |
| JP4845638B2 (ja) | タイヤ加硫成形型 | |
| JP2000135715A (ja) | タイヤの加硫成形金型および加硫成形方法 | |
| JPH01271207A (ja) | 車両用空気タイヤの加硫方法と装置 | |
| GB2072086A (en) | Process and apparatus for producing vehicle tyres | |
| JP5268631B2 (ja) | 未加硫タイヤブランクを加硫するための金型 | |
| JP3810585B2 (ja) | タイヤ加硫装置 | |
| CN109689323B (zh) | 轮胎硫化模具、轮胎硫化装置以及轮胎的制造方法 | |
| EP1749636B1 (en) | Mould and method of manufacturing an emergency support to be positioned inside a pneumatic tire. | |
| JP3957821B2 (ja) | タイヤ加硫割金型装置及びその装置の操作方法 | |
| JPH1076527A (ja) | タイヤ加硫用金型および該タイヤ加硫用金型により製造されたタイヤ | |
| JP4064750B2 (ja) | タイヤ加硫装置 | |
| CN109689325B (zh) | 轮胎硫化模具、轮胎硫化装置以及轮胎的制造方法 | |
| EP1106322B1 (en) | Vulcanizing mold for pneumatic tires | |
| JPH02120007A (ja) | タイヤ加硫機 | |
| US11214028B2 (en) | Tire vulcanizing apparatus and tire vulcanizing method | |
| JP2001129831A (ja) | タイヤ加硫成形用金型 | |
| US4583928A (en) | Apparatus for rebuilding portions of molded elements, particularly vehicle tires | |
| JP6981925B2 (ja) | タイヤ加硫方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050803 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050803 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080428 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080725 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080801 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20081028 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081201 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20090302 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20090309 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090601 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090803 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090902 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120911 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |