JP4341832B2 - Ledプリントヘッドの製造方法 - Google Patents
Ledプリントヘッドの製造方法 Download PDFInfo
- Publication number
- JP4341832B2 JP4341832B2 JP2004039850A JP2004039850A JP4341832B2 JP 4341832 B2 JP4341832 B2 JP 4341832B2 JP 2004039850 A JP2004039850 A JP 2004039850A JP 2004039850 A JP2004039850 A JP 2004039850A JP 4341832 B2 JP4341832 B2 JP 4341832B2
- Authority
- JP
- Japan
- Prior art keywords
- base
- led substrate
- print head
- led
- light emitting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/4805—Shape
- H01L2224/4809—Loop shape
- H01L2224/48091—Arched
Description
該LEDプリントヘッドは、発光素子から射出した光を、レンズアレイを用いて感光体上に略直線状に結像させる必要があるため、LED基板をベースに接着剤、ネジ等を用いて配設するに当たり、高い平面度および位置決め精度が要求される。
まず、金型キャビティ内に発光素子3が実装されていないLED基板2(ベアボード)をセットし、該LED基板2と金型キャビティが接する面に設けた金型キャビティの複数箇所からバキューム装置にて吸引吸着する。こうすることにより、長尺のLED基板は、金型キャビティ内で高い真直度及び平面度を出すことができる。
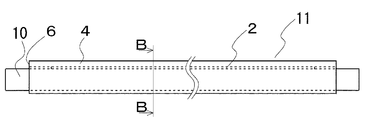
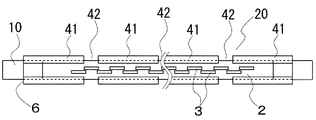
図4〜図6に示すように、実施例1との相違点は、ベース4に、さらに剛体10が一体成形されている点である。
尚、1回目の成形では、樹脂として旭有機材工業製のフェノール樹脂AVライト 811(商品名)を用い、2回目の成形では、熱可塑性樹脂を示すユニチカのUポリマー AX1500(商品名)を使用した。1回目と2回目の樹脂を同じ樹脂にして成形しても良い。
2 LED基板
3 発光素子
6 端面
7 LEDプリントヘッド
8 レンズアレイ
9 カバー
10 剛体
Claims (5)
- レンズアレイが配設された長尺のカバーと、
複数の発光素子が実装されたLED基板が配設された長尺のベースとを有し、
前記カバーが、前記レンズアレイと前記LED基板が対向するように前記ベースに固定されたLEDプリントヘッドの製造方法において、
発光素子が実装されていないLED基板を金型キャビティ内にセットし、該金型キャビティ内に溶融樹脂を射出し硬化させて前記ベースと前記発光素子が実装されていないLED基板を一体的に成形した後、
該発光素子が実装されていないLED基板に前記複数の発光素子を実装することを特徴とするLEDプリントヘッドの製造方法 - 前記金型キャビティ内に、前記発光素子が実装されていないLED基板と共に長尺の剛体をセットする請求項1に記載のLEDプリントヘッドの製造方法
- 前記剛体が金属である請求項2に記載のLEDプリントヘッドの製造方法
- 前記LED基板と前記剛体が接触している請求項2または請求項3に記載のLEDプリントヘッドの製造方法
- 前記ベースの端面を基準として、前記発光素子が実装されていないLED基板に前記複数の発光素子を実装し、
前記レンズアレイを配設した長尺のカバーを、前記ベースの前記端面を基準として、前記ベース上に固定した請求項1から請求項4のいずれか1項に記載のLEDプリントヘッドの製造方法
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004039850A JP4341832B2 (ja) | 2003-12-08 | 2004-02-17 | Ledプリントヘッドの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003409671 | 2003-12-08 | ||
| JP2004039850A JP4341832B2 (ja) | 2003-12-08 | 2004-02-17 | Ledプリントヘッドの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005193638A JP2005193638A (ja) | 2005-07-21 |
| JP2005193638A5 JP2005193638A5 (ja) | 2009-06-18 |
| JP4341832B2 true JP4341832B2 (ja) | 2009-10-14 |
Family
ID=34828903
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004039850A Expired - Fee Related JP4341832B2 (ja) | 2003-12-08 | 2004-02-17 | Ledプリントヘッドの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4341832B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4289503B2 (ja) * | 2005-04-13 | 2009-07-01 | 鈴鹿富士ゼロックス株式会社 | Ledプリントヘッド |
| JP5087827B2 (ja) * | 2005-08-25 | 2012-12-05 | 東芝ライテック株式会社 | 発光ダイオード装置 |
| JP2007081242A (ja) * | 2005-09-15 | 2007-03-29 | Toshiba Lighting & Technology Corp | 発光ダイオード装置および照明装置 |
| JP4835387B2 (ja) * | 2006-10-31 | 2011-12-14 | 富士ゼロックス株式会社 | 射出成形用金型および長尺成形品の製造方法 |
| JP5319109B2 (ja) * | 2007-12-25 | 2013-10-16 | 京セラ株式会社 | 光プリンタヘッドおよび画像形成装置 |
| EP2226683A1 (en) | 2009-03-06 | 2010-09-08 | Nederlandse Organisatie voor toegepast -natuurwetenschappelijk onderzoek TNO | Illumination system for use in a stereolithography apparatus |
| JP5347764B2 (ja) * | 2009-06-30 | 2013-11-20 | 富士ゼロックス株式会社 | 発光基板装置、プリントヘッドおよび画像形成装置 |
| DE102013206186A1 (de) * | 2013-04-09 | 2014-10-09 | Osram Opto Semiconductors Gmbh | Optoelektronisches Bauelement |
-
2004
- 2004-02-17 JP JP2004039850A patent/JP4341832B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005193638A (ja) | 2005-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4289503B2 (ja) | Ledプリントヘッド | |
| JP4341832B2 (ja) | Ledプリントヘッドの製造方法 | |
| US20160290621A1 (en) | Light source unit, method of manufacturing the same, and vehicle lamp | |
| US9802410B2 (en) | Ink jet print head | |
| CN1763946A (zh) | 光学器件、光学连接器、电子器件及电子仪器 | |
| TWI643366B (zh) | Light emitting device and method of manufacturing the same | |
| KR100567301B1 (ko) | 잉크젯 기록 헤드 | |
| US11872735B2 (en) | Molded article and method for manufacturing molded article | |
| JP2001277586A (ja) | 光プリンタヘッド | |
| JP4161899B2 (ja) | 光導波路モジュール | |
| JP4526671B2 (ja) | 光書込みヘッド | |
| WO2019097948A1 (ja) | 電子装置およびその製造方法 | |
| WO2019171952A1 (ja) | 電子装置およびその製造方法 | |
| WO2021054100A1 (ja) | 回路構造体の製造方法 | |
| JP6346057B2 (ja) | イメージセンサヘッドおよび読取装置 | |
| JP4511237B2 (ja) | 光プリンタヘッドの製造方法 | |
| JP2001180041A (ja) | 光プリンタヘッド | |
| WO2024018947A1 (ja) | センサモジュール | |
| JP3966445B2 (ja) | 近接センサ | |
| JP6352767B2 (ja) | イメージセンサヘッドおよび読取装置 | |
| KR20210042666A (ko) | 3d 프린팅을 이용한 배광제어용 led 조명장치 및 그 제조방법 | |
| JP2005186391A (ja) | 光プリンタヘッド | |
| JPH06253093A (ja) | 画像読取装置 | |
| CN117748188A (zh) | 模制电子装置和制造装置的方法 | |
| JP2000037901A (ja) | プリントヘッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070212 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20081111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090423 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090515 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090702 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090702 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4341832 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120717 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130717 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| LAPS | Cancellation because of no payment of annual fees | ||
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |