JP4334657B2 - バリア性フィルムおよびそれを使用した積層材 - Google Patents
バリア性フィルムおよびそれを使用した積層材 Download PDFInfo
- Publication number
- JP4334657B2 JP4334657B2 JP06937599A JP6937599A JP4334657B2 JP 4334657 B2 JP4334657 B2 JP 4334657B2 JP 06937599 A JP06937599 A JP 06937599A JP 6937599 A JP6937599 A JP 6937599A JP 4334657 B2 JP4334657 B2 JP 4334657B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- resin
- vapor deposition
- coating
- vapor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Description
【発明の属する技術分野】
本発明は、バリア性フィルムおよびそれを使用した積層材に関し、更に詳しくは、無機酸化物の蒸着薄膜との密接着性を改良し、酸素ガスおよび水蒸気等に対するバリア性に優れ、更に、透明性、耐熱性、柔軟性、ラミネ−ト強度等に優れ、食品包装分野、医薬品分野、洗剤、シャンプ−、オイル、歯磨き等の非食品分野等における種々の物品に対する充填包装適性を有し、更に、電子レンジ適性を備え、かつ、後加工適性に優れたバリア性フィルムおよびそれを使用した積層材に関するものである。
【0002】
【従来の技術】
従来、酸素ガス、水蒸気等に対するバリア性等に優れた包装用素材として、種々のものが開発され、提案されているが、それらの一つとして、近年、プラスチックフィルム等の基材フィルムの一方の面に、真空蒸着法等の物理気相成長法(PVD法)、あるいは、低温プラズマ化学蒸着法等の化学気相成長法(CVD法)等を用いて、例えば、酸化珪素、酸化アルミニウム等の無機酸化物の蒸着膜を設けた蒸着フィルムが提案されている。
このものは、従来のアルミニウム箔等を使用したバリア性フィルムと比較して、透明性を有し、更に、廃棄時に環境対応に適うものであり、かつ、酸素ガス、水蒸気等に対するバリア性、あるいは、保香性等に優れ、近年、他のプラスチックフィルム、あるいは、紙基材等の包装用材料と積層し、種々の形態からなる積層材を製造し、例えば、飲食品、医薬品、化粧品、洗剤、その他等の種々の物品の充填包装に適し、その需要の拡大が期待されているものである。
【0003】
【発明が解決しよとする課題】
しかしながら、上記の蒸着フィルムにおいては、確かに、酸素ガス、水蒸気等に対するバリア性は向上するが、このことは、プラスチックフィルム等の全ての種類の基材フィルムに適合するというものではないものである。
例えば、プラスチックフィルム等の基材フィルムとして、2軸延伸ポリプロピレンフィルムを使用し、その一方の面に、物理気相成長法を用いて、酸化珪素、酸化アルミニウム等の無機酸化物の蒸着膜を設ける場合、該基材フィルムとしての2軸延伸ポリプロピレンフィルムは、耐熱性に劣ることから、蒸着時の高温の熱および酸素等にさらされると、基材フィルムとしての2軸延伸ポリプロピレンフィルム自身が、劣化あるいは収縮し、その上に望ましい蒸着膜を形成することは極めて困難である。
更に、基材フィルムとして、2軸延伸ポリプロピレンフィルムを使用する場合には、上記の蒸着時の高温の熱および酸素等にさらされることにより、その表面の酸化分解が進み、その表面に弱強度の異なる層を形成し、他のプラスチックフィルム、あるいは、紙基材等を積層して包装用材料を製造しても、この弱強度の異なる層より層間剥離等を起こし、所望のラミネ−ト強度を有する包装材料を製造することが極めて困難である。
【0004】
このため、基材フィルムとして、2軸延伸ポリプロピレンフィルムを使用する場合には、比較的に低温で蒸着処理できるプラズマ化学蒸着法を利用することにより、酸化珪素等の無機酸化物の蒸着膜を設けた蒸着フィルムを製造することが提案され、これにより酸素ガス等に対するバリア性を向上させた蒸着フィルムを製造することが試みられている。
しかしながら、上記のプラズマ化学蒸着法で製造した蒸着フィルムと言えども、基材フィルムとしての2軸延伸ポリプロピレンフィルムが、活性種である酸素ガス、アルゴン、蒸着用モノマ−ガスおよび活性放射線等からなるプラズマ雰囲気中を通過する際に、種々の影響を受け、しばしば、黄変した蒸着フィルム等を製造し勝ちであり、その原因は、2軸延伸ポリプロピレンフィルム自身が、プラズマの作用により黄変化すること、あるいは、蒸着膜の着色により黄変化すること等によるものであると推定されるものである。
また、基材フィルムとしての2軸延伸ポリプロピレンフィルムの表面に酸化分解が起こり、上記と同様に、2軸延伸ポリプロピレンフィルムの表面に弱強度の異なる層を形成し、他のプラスチックフィルム、あるいは、紙基材等を積層して包装用材料を製造しても、この層より層間剥離等を起こし、所望のラミネ−ト強度を有する包装材料を製造することが困難である。
【0005】
更に、一般に、2軸延伸ポリプロピレンフィルム自身は、酸素ガス等に対するバリア性が、非常に悪く(約1000cc/m2 /day以上である)、そのために、2軸延伸ポリプロピレンフィルムの上に、酸化珪素等の無機酸化物の蒸着膜を設けた蒸着フィルムにおいては、その酸素ガス等に対するバリア性は、膜質状態の影響を敏感に受け、例えば、蒸着膜に少しの欠陥があると、酸素ガス等に対するバリア性は、著しく低下し、十分な酸素ガス等に対するバリア性を期待し得ないものである。
このため、プラズマ化学蒸着法を用いて、2軸延伸ポリプロピレンフィルムの表面に、酸化珪素等の無機酸化物の蒸着膜を形成する場合には、例えば、蒸着用混合ガス組成物中の蒸着用モノマ−ガスの含有量を高めたり、あるいは、冷却・電極ドラムに供給する電力のパワ−を高めたりして、蒸着膜を形成することも試みられている。
しかし、かかる場合には、蒸着膜の膜厚が、厚くなり勝ちであり、その結果、耐屈曲性に富む蒸着膜を形成することが極めて困難であり、蒸着膜にクラック等が発生するという問題点がある。
また、上記のように、冷却・電極ドラムに供給する電力のパワ−を高めたりして蒸着膜を形成すると、基材フィルムとしての2軸延伸ポリプロピレンフィルム自身が、蒸着時のプラズマ照射により、黄変ないし劣化等の現象を示し、更に、2軸延伸ポリプロピレンフィルム自身に相当の衝撃を与え、例えば、2軸延伸ポリプロピレンフィルム自身の層内において弱強度の異なる層を形成し、その層間で凝集破壊を生じ、その部分で層間剥離を起こし、上記の蒸着フィルムを使用して包装用容器等を製造したとしても、酸素ガス、水蒸気等に対するバリア性等に優れた極めて有用な包装用容器等を製造することは困難であるという問題点がある。
更に、2軸延伸ポリプロピレンフィルムは、その表面が極めて不活性であって、その表面濡れ性に劣り、比較的に低温で処理できるプラズマ化学蒸着法を利用して、酸化珪素等の無機酸化物の蒸着膜を形成しても、その蒸着膜との密着性が悪く、その結果、酸素ガス等に対する十分に満足し得るバリア性等を得られないという問題点もある。
また、上記において、酸素ガス等に対するバリア性を向上させるために、無機酸化物の蒸着膜の膜厚を1000Å以上に形成するような場合には、耐熱性に劣るポリオレフィン系樹脂フィルムのプラズマ反応による強度劣化の問題点を解決しなければならないという問題点がある。
更に、無機酸化物の蒸着膜の膜厚を厚くすると、蒸着フィルム自身が、黄色味を呈し、飲食品等を充填包装する包装用材料として使用する場合には、商品性に影響を与えるという問題点もある。
そこで本発明は、基材フィルムとして、ポリプロピレンフィルムを使用するも、無機酸化物の蒸着薄膜との密接着性を改良し、酸素ガスおよび水蒸気等に対するバリア性に優れ、更に、透明性、耐熱性、柔軟性、ラミネ−ト強度等に優れ、食品包装分野、医薬品分野、洗剤、シャンプ−、オイル、歯磨き等の非食品分野等における種々の物品に対する充填包装適性を有し、更に、電子レンジ適性を備え、かつ、後加工適性に優れたバリア性フィルムおよびそれを使用した積層材を提供することである。
【0006】
【課題を解決するための手段】
本発明者は、上記のような問題点を解決すべく種々研究の結果、特定の樹脂組成物による塗布膜に着目し、まず、基材フィルムとしてのポリプロピレンフィルムの一方の面に、特定の樹脂をビヒクルの主成分とする樹脂組成物による塗布膜を設け、更に、該塗布膜の上に、化学的気相成長法または物理的気相成長法あるいはその両者を用いて、無機酸化物の蒸着薄膜を設けてバリア性フィルムを製造し、而して、該バリア性フィルムに、他のプラスチックフィルム、あるいは、紙基材、その他等の素材を任意に積層して積層材を製造し、次に、該積層材を使用し、これを製袋ないし製函して包装用容器を製造し、該包装用容器内に、例えば、飲食品、医薬品、化学薬品、日用品、雑貨品、その他等の種々の物品を充填包装して包装製品を製造したところ、無機酸化物の蒸着薄膜との密接着性を改良し、その酸素ガスおよび水蒸気等に対するガスバリア性に優れ、内容物の変質、改質等を防止して安定的に長期間の流通、保存適性等を有し、また、透明性に優れているので、外から内容物を視認し得ることができ、更に、柔軟性、耐熱性、ラミネ−ト強度等に優れ破袋等もなく、極めて優れた良好な包装製品を安価に製造し得ることができる有用なバリア性フィルムおよびこれを使用した積層材を見出して本発明を完成したものである。
【0007】
すなわち、本発明は、ポリプロピレンフィルムの一方の面に、樹脂をビヒクルの主成分とする樹脂組成物による塗布膜を設け、更に、該塗布膜の上に、無機酸化物の蒸着薄膜を設けたことを特徴とするバリア性フィルムおよびそれを使用した積層材に関するものである。
【0008】
【発明の実施の形態】
上記の本発明について以下に図面等を用いて更に詳しく説明する。
本発明にかかるバリア性フィルムおよびそれを使用した積層材についてその層構成を図面を用いて更に具体的に説明すると、図1、図2、および、図3は、本発明にかかるバリア性フィルムの層構成についてその二三例を例示する概略的断面図であり、図4は、上記の図1に示すバリア性フィルムを使用して製造した本発明にかかる積層材の層構成についてその一例を例示する概略的断面図である。
【0009】
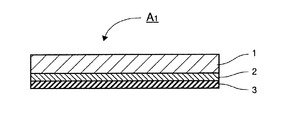
まず、本発明にかかるバリア性フィルムAは、図1に示すように、ポリプロピレンフィルム1の一方の面に、特定の樹脂をビヒクルの主成分とする樹脂組成物による塗布膜2を設け、更に、該塗布膜2の上に、無機酸化物の蒸着薄膜3を設けた構成からなることを基本構造とするものである。
本発明にかかるバリア性フィルムについて、具体例を例示すると、図2に示すように、ポリプロピレンフィルム1の一方の面に、特定の樹脂の1種ないし2種以上をビヒクルの主成分とする樹脂組成物による塗布膜2を設け、更に、該塗布膜2の上に、化学気相成長法、または、物理気相成長法による無機酸化物の蒸着薄膜3の1層、または、2層以上の多層膜(図示せず)を設けた構成からなるバリア性フィルムA1 を挙げることができる。
また、本発明にかかるバリア性フィルムについて、別の具体例を例示すると、図3に示すように、ポリプロピレンフィルム1の一方の面に、特定の樹脂の1種ないし2種以上をビヒクルの主成分とする樹脂組成物による塗布膜2を設け、更に、該塗布膜2の上に、まず、化学気相成長法による無機酸化物の蒸着薄膜3aを設け、次に、該無機酸化物の蒸着薄膜3aの上に、物理気相成長法による無機酸化物の蒸着薄膜3bを設けた2層以上の多層膜4から構成してなるバリア性フィルムA2 を挙げることができる。
次に、本発明にかかる積層材についてその一例を挙げると、図4に示すように、上記の図1に示すバリア性フィルムAを使用した例で例示すると、上記の図1に示すバリア性フィルムAの無機酸化物の蒸着薄膜3面に、必要ならば、印刷絵柄層5を設け、更に、該印刷絵柄層5を含む全面に、少なくとも、ヒ−トシ−ル性樹脂層6を設けた構成からなる積層材Sを挙げることができる。
なお、図4において、符号1、2、3等は、前述と同じ意味である。
上記の例示は、本発明にかかるバリア性フィルムおよびそれを使用して製造した積層材についてその一二例を例示するものであり、本発明はこれにより限定されるものではない。
例えば、図示しないが、上記の積層材においては、充填包装する内容物、その使用目的等に応じて、他のプラスチックフィルム、紙基材、その他等を、所望の位置に任意に積層して積層材を製造することができるものである。
【0010】
次に、本発明において、本発明にかかるバリア性フィルム、および、積層材を構成する素材、材料、製造法等について説明すると、まず、本発明にかかるバリア性フィルム、あるいは、積層材を構成するポリプロピレンフィルムとしては、例えば、プロピレンの単独重合体、または、該プロピレンとエチレン、ブテン−1等のα−オレフィン等の他のモノマ−との共重合体等からなるポリプロピレン系樹脂を使用し、これを製膜化してなるフィルムないしシ−トであって、更に、テンタ−方式あるいはチュ−ブ方式等を使用して1軸延伸ないし2軸延伸してなるポリプピレン系樹脂のフィルムないしシ−トを使用することができる。
具体的には、上記のポリプロピレン系樹脂を使用し、例えば、その樹脂の1種ないしそれ以上を使用し、インフレ−ション法、Tダイ法、その他等の製膜化法を用いて、上記の樹脂を単独で製膜化する方法、あるいは、2種以上の異なる樹脂を使用して多層共押し出し製膜化する方法、更には、2種以上の樹脂を使用し、製膜化する前に混合して製膜化する方法等により、ポリプロピレン系樹脂のフィルムないしシ−トを製造し、更に、例えば、テンタ−方式、あるいは、チュ−ブラ−方式等を利用して1軸ないし2軸方向に延伸してなるポリプロピレン系樹脂のフィルムないしシ−トを使用することができる。
また、上記の2軸延伸してなるポリプロピレン系樹脂のフィルムないしシ−トの厚さとしては、フィルムないしシ−トの製造時の安定性等から適宜に設定することが可能であるが、約10〜100μm位、好ましくは、15〜50μm位が望ましい。
なお、上記において、ポリプロピレン系樹脂の製膜化に際して、例えば、フィルムの加工性、耐熱性、耐候性、機械的性質、寸法安定性、抗酸化性、滑り性、離形性、難燃性、抗カビ性、電気的特性、その他等を改良、改質する目的で、種々のプラスチック配合剤や添加剤等を添加することができ、その添加量としては、極く微量から数十%まで、その目的に応じて、任意に添加することができる。
また、上記において、一般的な添加剤としては、例えば、滑剤、架橋剤、酸化防止剤、紫外線吸収剤、充填剤、強化剤、補強剤、帯電防止剤、難燃剤、耐炎剤、発泡剤、防カビ剤、顔料、その他等を使用することができ、更には、改質用樹脂等も使用することがてきる。
【0011】
また、本発明において、ポリプロピレン系樹脂のフィルムないしシ−トは、必要に応じて、例えば、コロナ放電処理、オゾン処理、酸素ガス若しくは窒素ガス等を用いて低温プラズマ処理、グロ−放電処理、化学薬品等を用いて処理する酸化処理、その他等の前処理を任意に施すことができる。
上記の表面前処理は、特定の樹脂をビヒクルの主成分とする樹脂組成物による塗布膜を形成する前に別工程で実施してもよく、また、上記の塗布膜を形成する前処理としてインライン処理により前処理で行うことができ、このような場合は、その製造コストを低減することができるという利点がある。
上記の表面前処理は、ポリプロピレンフィルムと塗布膜との密着性を改善するための方法として実施するものであるが、上記の密着性を改善する方法として、その他、例えば、ポリプロピレンフィルムの表面に、予め、プライマ−コ−ト剤層、アンダ−コ−ト剤層、あるいは、蒸着アンカ−コ−ト剤層等を任意に形成することもできる。
上記の前処理のコ−ト剤層としては、例えば、ポリエステル系樹脂、ポリウレタン系樹脂、その他等をビヒクルの主成分とする樹脂組成物を使用することができる。
また、上記において、コ−ト剤層の形成法としては、例えば、溶剤型、水性型、あるいは、エマルジョン型等のコ−ト剤を使用し、ロ−ルコ−ト法、グラビアロ−ルコ−ト法、キスコ−ト法、その他等のコ−ト法を用いてコ−トすることができ、そのコ−ト時期としては、ポリプロピレンフィルムの2軸延伸処理後の後工程として、あるいは、2軸延伸処理のインライン処理等で実施することができる。
【0012】
次に、本発明において、本発明にかかるバリア性フィルム、および、積層材を構成する特定の樹脂の1種ないし2種以上をビヒクルの主成分とする樹脂組成物による塗布膜について説明すると、かかる塗布膜としては、例えば、特定の樹脂の1種ないし2種以上をビヒクルの主成分とし、これに、更に、必要ならば、例えば、充填剤、安定剤、可塑剤、酸化防止剤、紫外線吸収剤等の光安定剤、分散剤、増粘剤、乾燥剤、滑剤、帯電防止剤、架橋剤、その他等の添加剤の1種ないし2種以上を任意に添加し、溶剤、希釈剤等で充分に混練してなる溶剤型、水性型、あるいは、エマルジョン型等からなる樹脂組成物を調整し、而して、該樹脂組成物を使用し、例えば、ロ−ルコ−ト法、グラビアロ−ルコ−ト法、ナイフコ−ト法、スプレイコ−ト法、キスロ−ルコ−ト法、スクイ−ズロ−ルコ−ト法、リバ−スロ−ルコ−ト法、カ−テンフロ−コ−ト法、その他等のコ−ティング法、あるいは、オフセット印刷、グラビア印刷、シルクスクリ−ン印刷、転写印刷、その他等の印刷法等を用いて塗布ないし印刷し、次いで、加熱乾燥、更には、エ−ジング処理等を施して、膜厚が、例えば、0.1g/m2 〜10g/m2 (乾燥状態)位、好ましくは、0.5g/m2 〜5g/m2 (乾燥状態)位からなる塗布ないし印刷膜を形成して、本発明にかかる塗布膜をを形成することができる。
【0013】
上記において、特定の樹脂としては、ポリウレタン系樹脂、ポリエステル系樹脂、ポリアクリル系樹脂、または、フェノキシ系樹脂の1種ないし2種以上を使用することができる。
更に、上記の特定の樹脂について詳述すると、まず、上記のポリウレタン系樹脂としては、例えば、多官能イソシアネ−トとヒドロキシル基含有化合物との反応により得られるポリマ−、具体的には、例えば、トリレンジイソシアナ−ト、ジフェニルメタンジイソシアナ−ト、ポリメチレンポリフェニレンポリイソシアナ−ト等の芳香族ポリイソシアナ−ト、あるいは、ヘキサメチレンジイソシアナ−ト、キシリレンジイソシアナ−ト等の脂肪族ポリイソシアナ−ト等の多官能イソシアネ−トと、ポリエ−テル系ポリオ−ル、ポリエステル系ポリオ−ル、ポリアクリレ−トポリオ−ル等のヒドロキシル基含有化合物との反応により得られる一液ないし二液型ポリウレタン系樹脂を使用することができる。
また、上記のポリエステル系樹脂としては、例えば、エチレングリコ−ル、プロピレングリコ−ル、トリメチレングリコ−ル、テトラメチレングリコ−ル、ジエチレングリコ−ル、ポリエチレングリコ−ル、ポリプロピレングリコ−ル、ポリテトラメチレングリコ−ル、ヘキサメチレングリコ−ル、ドデカメチレングリコ−ル、ネオペンチルグリコ−ル、シクロヘキサンジメタノ−ル2.2−ビス(4′−β−ヒドロキシエトキシフェニル)プロパン、ナフタレンジオ−ル、その他等の多価アルコ−ルの1種ないしそれ以上と、例えば、テレフタル酸、イソフタル酸、フタル酸、ジフェニルエ−テル−4、4−ジカルボン酸、ナフタレンジカルボン酸、マレイン酸、フマ−ル酸、アジピン酸、その他等の多塩基酸の1種ないしそれ以上との重縮合により得られるポリエステル系樹脂を使用することができる。
具体的には、例えば、ポリエチレンテレフタレ−ト樹脂、ポリエチレンイソフタレ−ト樹脂、ポリテトラメチレンイソフタレ−ト樹脂、マレイン酸樹脂、脂肪族ポリエステル樹脂、不飽和ポリエステル樹脂、その他等の各種のポリエステル系樹脂を使用することができる。
また、上記のポリアクリル系樹脂としては、例えば、アクリル酸、メタクリル酸、イタコン酸、フマ−ル酸、マレイン酸、その他等の不飽和カルボン酸類、それらの不飽和カルボン酸類のアルキルエステル類、同酸アミド類、同ニトリル類、その他等のモノマ−の1種ないし2種以上を重合させてなるポリマ−、更には、それらに他のモノマ−を添加して重合させてなるポリマ−等を使用することができる。
具体的には、例えば、ポリアクリル酸エチル、ポリメタクリル酸エチル、ポリメタクリル酸メチル、ポリアクリルニトリル、熱硬化型のアクリル系樹脂、その他等の各種のアクリル系樹脂を使用することができる。
更に、上記のフェノキシ系樹脂としては、例えば、フェノキシ酢酸ホルムアルデヒド樹脂、ポリフェノキシアセトン、ポリフェノキシアセチレン、ビスフェノ−ルとエピクロロヒドリンとの縮合樹脂、その他等を使用することができる。
【0014】
而して、本発明において、上記のような特定の樹脂は、種々ある合成樹脂中から、特に、ポリプロピレンフィルムとの密接着性、親和性等を有し、それを含む樹脂組成物による塗布膜をポリプロピレンフィルムの上に設けた場合、その両者が強固に密接着すると共に、更に、化学気相成長法、あるいは、物理気相成長法等を用いて、酸化珪素、酸化アルミニウム等の無機酸化物の蒸着薄膜を形成する際に、そのときの蒸着条件、例えば、高温、酸素ガス、その他等に影響を受けない、強靱な塗布膜を形成することが可能な化学的、物理的、その他等において耐久性を有する性質を有する樹脂を選定して使用するものである。
【0015】
次に、本発明において、本発明にかかるバリア性フィルム、あるいは、積層材を構成する無機酸化物の蒸着薄膜について説明すると、かかる無機酸化物の蒸着薄膜としては、まず、例えば、プラズマ化学気相成長法、熱化学気相成長法、光化学気相成長法等の化学気相成長法(Chemical Vapor Deposition法、CVD法)等を用いて無機酸化物の蒸着薄膜を形成することができる。
本発明においては、具体的には、ポリプロピレンフィルムの一方の面に設けた塗布膜の上に、有機珪素化合物等の蒸着用モノマ−ガスを原料とし、キャリヤ−ガスとして、アルゴンガス、ヘリウムガス等の不活性ガスを使用し、更に、酸素供給ガスとして、酸素ガス等を使用し、低温プラズマ発生装置等を利用するプラズマ化学気相成長法(CVD法)を用いて酸化珪素等の無機酸化物の蒸着薄膜を形成することができる。
上記において、低温プラズマ発生装置としては、例えば、高周波プラズマ、パルス波プラズマ、マイクロ波プラズマ等の発生装置を使用することがてき、而して、本発明においては、高活性の安定したプラズマを得るためには、高周波プラズマ方式による発生装置を使用することが望ましい。
【0016】
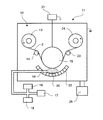
具体的に、上記のプラズマ化学気相成長法による無機酸化物の蒸着薄膜の形成法についてその一例を例示して説明すると、図5は、上記のプラズマ化学気相成長法による無機酸化物の蒸着薄膜の形成法についてその概要を示すプラズマ化学気相成長装置の概略的構成図である。
上記の図5に示すように、本発明においては、プラズマ化学気相成長装置11の真空チャンバ−12内に配置された巻き出しロ−ル13から特定の樹脂をビヒクルの主成分とする樹脂組成物による塗布膜を有するポリプロピレンフィルム2を繰り出し、更に、該ポリプロピレンフィルム2を、補助ロ−ル14を介して所定の速度で冷却・電極ドラム15周面上に搬送する。
而して、本発明においては、ガス供給装置16、17および、原料揮発供給装置18等から酸素ガス、不活性ガス、有機珪素化合物等の蒸着用モノマ−ガス、その他等を供給し、それらからなる蒸着用混合ガス組成物を調整しなから原料供給ノズル19を通して真空チャンバ−12内に該蒸着用混合ガス組成物を導入し、そして、上記の冷却・電極ドラム15周面上に搬送されたポリプロピレンフィルム2の塗布膜の上に、グロ−放電プラズマ20によってプラズマを発生させ、これを照射して、酸化珪素等の無機酸化物の蒸着薄膜を形成し、製膜化する。
本発明においては、その際に、冷却・電極ドラム15は、チャンバ−外に配置されている電源21から所定の電力が印加されており、また、冷却・電極ドラム15の近傍には、マグネット22を配置してプラズマの発生が促進されており、次いで、上記で酸化珪素等の無機酸化物の蒸着薄膜をその塗布膜の上に形成したポリプロピレンフィルム2は、補助ロ−ル23を介して巻き取りロ−ル24に巻き取って、本発明にかかるプラズマ化学気相成長法による無機酸化物の蒸着薄膜を製造することができるものである。
なお、図中、25は、真空ポンプを表す。
上記の例示は、その一例を例示するものであり、これによって本発明は限定されるものではないことは言うまでもないことである。
【0017】
上記において、酸化珪素等の無機酸化物の蒸着薄膜を形成する有機珪素化合物等の蒸着用モノマ−ガスとしては、例えば、1.1.3.3−テトラメチルジシロキサン、ヘキサメチルジシロキサン、ビニルトリメチルシラン、メチルトリメチルシラン、ヘキサメチルジシラン、メチルシラン、ジメチルシラン、トリメチルシラン、ジエチルシラン、プロピルシラン、フェニルシラン、ビニルトリエトキシシラン、ビニルトリメトキシシラン、テトラメトキシシラン、テトラエトキシシラン、フェニルトリメトキシシラン、メチルトリエトキシシラン、オクタメチルシクロテトラシロキサン、その他等を使用することができる。
本発明において、上記のような有機珪素化合物の中でも、1.1.3.3−テトラメチルジシロキサン、または、ヘキサメチルジシロキサンを原料として使用することが、その取り扱い性、形成された蒸着膜の特性等から、特に、好ましい原料である。
また、上記において、不活性ガスとしては、例えば、アルゴンガス、ヘリウムガス等を使用することができる。
【0018】
本発明において、上記で形成される酸化珪素の蒸着薄膜は、有機珪素化合物等のモノマ−ガスと酸素ガス等とが化学反応し、その反応生成物がポリプロピレンフィルム上の塗布膜に強固に密接着し、緻密な、柔軟性等に富む薄膜を形成することができ、通常、一般式SiOX (ただし、Xは、0〜2の数を表す)で表される酸化珪素を主体とする連続状の蒸着薄膜である。
而して、上記の酸化珪素の蒸着薄膜としては、透明性、バリア性等の点から、一般式SiOX (ただし、Xは、1.3〜1.9の数を表す。)で表される酸化珪素の蒸着膜を主体とする薄膜であることが好ましいものである。
上記において、Xの値は、モノマ−ガスと酸素ガスのモル比、プラズマのエネルギ−等により変化するが、一般的に、Xの値が小さくなればガス透過度は小さくなるが、膜自身が黄色性を帯び、透明性が悪くなる。
また、上記の酸化珪素の蒸着薄膜は、珪素(Si)と酸素(O)を必須構成元素として有し、更に、炭素(C)と水素(H)のいずれが一方、または、その両者の元素を微量構成元素として含有する酸化珪素の蒸着膜からなり、かつ、その膜厚が、50Å〜500Åの範囲であり、更に、上記の必須構成元素と微量構成元素の構成比率が、膜厚方向において連続的に変化しているものである。
更に、上記の酸化珪素の蒸着薄膜は、炭素からなる化合物を含有する場合には、その膜厚の深さ方向において炭素の含有量が減少していることを特徴とするものである。
而して、本発明において、上記の酸化珪素の蒸着薄膜について、例えば、X線光電子分光装置(Xray Photoelectron Spectroscopy、XPS)、二次イオン質量分析装置(Secondary Ion Mass Spectroscopy、SIMS)等の表面分析装置を用い、深さ方向にイオンエッチングする等して分析する方法を利用して、酸化珪素の蒸着薄膜の元素分析を行うことより、上記のような物性を確認することができるものである。
また、本発明において、上記の酸化珪素の蒸着薄膜の膜厚としては、膜厚1000Å位以下、更には、500Å以下であることが望ましく、具体的には、その膜厚としては、50〜500Å位、より好ましくは、100〜300Å位が望ましく、而して、上記において、300Å、更に、500Å、更には、1000Åより厚くなると、その膜にクラック等が発生し易くなるので好ましくなく、また、100Å、更には、50Å未満であると、バリア性の効果を奏することが困難になることから好ましくないものである。
上記のおいて、その膜厚は、例えば、株式会社理学製の蛍光X線分析装置(機種名、RIX2000型)を用いて、ファンダメンタルパラメ−タ−法で測定することができる。
また、上記において、上記の酸化珪素の蒸着薄膜の膜厚を変更する手段としては、蒸着膜の体積速度を大きくすること、すなわち、モノマ−ガスと酸素ガス量を多くする方法や蒸着する速度を遅くする方法等によって行うことができる。
なお、蒸着速度としては、一般的には、50〜200n/minの蒸着速度で蒸着膜を形成することが好ましい。
【0019】
更に、本発明において、本発明にかかるバリア性フィルム、あるいは、積層材を構成する無機酸化物の蒸着薄膜について説明すると、かかる無機酸化物の蒸着薄膜としては、例えば、真空蒸着法、スパッタリング法、イオンプレ−ティング法等の物理気相成長法(Physical Vapor Deposition法、PVD法)を用いて無機酸化物の蒸着薄膜を形成することができる。
本発明において、具体的には、金属の酸化物を原料とし、これを加熱してポリプロピレンフィルム上の塗布膜の上に蒸着する真空蒸着法、または、原料として金属または金属の酸化物を使用し、酸素を導入して酸化させてポリプロピレンフィルム上の塗布膜の上に蒸着する酸化反応蒸着法、更に酸化反応をプラズマで助成するプラズマ助成式の酸化反応蒸着法等を用いて蒸着膜を形成することができる。
本発明において、物理気相成長法による無機酸化物の薄膜薄膜を形成する方法について、その具体例を挙げると、図6は、巻き取り式真空蒸着装置の一例を示す概略的構成図である。
図6に示すように、巻き取り式真空蒸着装置51の真空チャンバ−52の中で、巻き出しロ−ル53から繰り出す特定の樹脂をビヒクルの主成分とする樹脂組成物による塗布膜を有するポリプロピレンフィルム2は、ガイドロ−ル54、55を介して、冷却したコ−ティングドラム56に案内される。
而して、上記の冷却したコ−ティングドラム56上に案内されたポリプロピレンフィルム2の塗布膜の上に、るつぼ57で熱せられた蒸着源58、例えば、金属アルミニウム、あるいは、酸化アルミニウム等を蒸発させ、更に、必要ならば、酸素ガス吹出口59より酸素ガス等を噴出し、これを供給しながら、マスク60、60を介して、例えば、酸化アルミニウム等の無機酸化物の蒸着薄膜を成膜化し、次いで、上記において、例えば、酸化アルミニウム等の無機酸化物の蒸着薄膜を塗布膜の上に形成したポリプロピレンフィルム2を、ガイドロ−ル55′、54′を介して送り出し、次いで、巻き取りロ−ル61に巻き取ることによって、本発明にかかる物理気相成長法による無機酸化物の蒸着薄膜を形成することができる。
【0020】
上記において、無機酸化物の蒸着薄膜としては、基本的に金属の酸化物を蒸着した薄膜であれば使用可能であり、例えば、ケイ素(Si)、アルミニウム(Al)、マグネシウム(Mg)、カルシウム(Ca)、カリウム(K)、スズ(Sn)、ナトリウム(Na)、ホウ素(B)、チタン(Ti)、鉛(Pb)、ジルコニウム(Zr)、イットリウム(Y)等の金属の酸化物の蒸着薄膜を使用することができる。
而して、包装用材料等に適するものとしては、ケイ素(Si)、アルミニウム(Al)等の金属の酸化物の蒸着薄膜を挙げることができる。
而して、上記の金属の酸化物の蒸着薄膜は、ケイ素酸化物、アルミニウム酸化物、マグネシウム酸化物等のように金属酸化物として呼ぶことができ、その表記は、例えば、SiOX 、AlOX 、MgOX 等のようにMOX (ただし、式中、Mは、金属元素を表し、Xの値は、金属元素によってそれぞれ範囲がことなる。)で表される。
また、上記のXの値の範囲としては、ケイ素(Si)は、0〜2、アルミニウム(Al)は、0〜1.5、マグネシウム(Mg)は、0〜1、カルシウム(Ca)は、0〜1、カリウム(K)は、0〜0.5、スズ(Sn)は、0〜2、ナトリウム(Na)は、0〜0.5、ホウ素(B)は、0〜1、5、チタン(Ti)は、0〜2、鉛(Pb)は、0〜1、ジルコニウム(Zr)は0〜2、イットリウム(Y)は、0〜1.5の範囲の値をとることができる。
上記において、X=0の場合、完全な金属であり、透明ではなく全く使用することができない、また、Xの範囲の上限は、完全に酸化した値である。
本発明において、包装用材料としては、一般的に、ケイ素(Si)、アルミニウム(Al)以外は、使用される例に乏しく、ケイ素(Si)は、1.0〜2.0、アルミニウム(Al)は、0.5〜1.5の範囲の値のものを使用することができる。
本発明において、上記のような無機酸化物の薄膜の膜厚としては、使用する金属、または金属の酸化物の種類等によって異なるが、例えば、50〜2000Å位、好ましくは、100〜1000Å位の範囲内で任意に選択して形成することが望ましい。
また、本発明においては、無機酸化物の蒸着薄膜としては、無機酸化物の蒸着薄膜の1層だけではなく、2層あるいはそれ以上を積層した積層体の状態でもよく、また、使用する金属、または金属の酸化物としては、1種または2種以上の混合物で使用し、異種の材質で混合した無機酸化物の薄膜を構成することもできる。
【0021】
更にまた、本発明において、本発明にかかるバリア性フィルム、あるいは、積層材を構成する無機酸化物の蒸着薄膜としては、前述の化学気相成長法と、物理気相成長法とを併用して、その両者による無機酸化物の蒸着薄膜の2層以上の多層膜からなる無機酸化物の蒸着薄膜を形成することができる。
而して、本発明においては、上記の無機酸化物の蒸着薄膜としては、まず、化学気相成長法により、緻密で、柔軟性に富む無機酸化物の蒸着薄膜を設け、次に、該無機酸化物の蒸着薄膜の上に、物理気相成長法により、無機酸化物の蒸着薄膜を設けて、クラック等の発生を防止した2層以上の多層膜を構成することが望ましいものである。
なお、本発明においては、上記の無機酸化物の蒸着薄膜の面には、該無機酸化物の蒸着薄膜の上に、更に、他の基材を積層する際に、その密接着性、親和性等を向上させるために、例えば、無機酸化物の蒸着薄膜面に、酸素ガス等を含む不活性プラズマガス等を使用し、プラズマ放電処理してプラズマ処理面を形成したり、または、コロナ放電処理を行ってコロナ処理面等を形成することもできる。
【0022】
次にまた、本発明において、本発明にかかる積層材を構成する印刷絵柄層としては、例えば、上記のコ−ティング膜の上に、通常のグラビアインキ組成物、オフセットインキ組成物、凸版インキ組成物、スクリ−ンインキ組成物、その他等のインキ組成物を使用し、例えば、グラビア印刷方式、オフセット印刷方式、凸版印刷方式、シルクスクリ−ン印刷方式、その他等の印刷方式を使用し、例えば、文字、図形、絵柄、記号、その他等からなる所望の印刷絵柄を形成することにより構成することができる。
而して、本発明において、上記のようなビヒクルの1種ないし2種以上を主成分とし、これに、染料・顔料等の着色剤の1種ないし2種以上を加え、更に、必要ならば、例えば、充填剤、安定剤、可塑剤、酸化防止剤、紫外線吸収剤等の光安定剤、分散剤、増粘剤、乾燥剤、滑剤、帯電防止剤、架橋剤、その他等の添加剤を任意に添加し、溶剤、希釈剤等で充分に混練してなる各種の形態からなるインキ組成物を使用することがてきる。
【0023】
次にまた、本発明において、本発明にかかる積層材を構成するヒ−トシ−ル性樹脂層を形成するヒ−トシ−ル性樹脂としては、例えば、熱によって溶融し相互に融着し得るものであればよく、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状(線状)低密度ポリエチレン、ポリプロピレ、エチレン−酢酸ビニル共重合体、アイオノマ−樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマ−、ポリエチレン若しくはポリプロピレン等のポリオレフィン系樹脂をアクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、フマ−ル酸、イタコン酸、その他等の不飽和カルボン酸で変性した酸変性ポリオレフィン系樹脂、ポリ酢酸ビニル系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂、その他等の樹脂の1種ないしそれ以上からなる樹脂を使用することができる。
而して、本発明において、ヒ−トシ−ル性樹脂層としては、上記のような樹脂の1種ないしそれ以上を使用し、例えば、インフレ−ション法、Tダイ法、その他等の方法で製膜化してなる樹脂のフィルムないしシ−ト、あるいは、上記のような樹脂の1種ないしそれ以上をビヒクルの主成分として含む樹脂組成物によるコ−ティンイグ膜等の状態で使用することができる。
その膜厚としては、5〜100μm位、好ましくは、10〜50μm位が望ましい。
【0024】
ところで、本発明にかかる積層材においては、通常、包装用容器は、物理的にも化学的にも過酷な条件におかれることから、包装用容器を構成する積層材には、厳しい包装適性が要求され、変形防止強度、落下衝撃強度、耐ピンホ−ル性、耐熱性、密封性、品質保全性、作業性、衛生性、その他等の種々の条件が要求され、このために、本発明においては、上記のような諸条件を充足する材料を任意に選択して使用し、これらを前述の本発明にかかる積層材を構成する材料の他に、更に、任意に加えて積層して所望の積層材を構成することができる。
而して、上記において、具体的には、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体、アイオノマ−樹脂、エチレン−アクリル酸エチル共重合体、エチレン−アクリル酸またはメタクリル酸共重合体、メチルペンテンポリマ−、ポリブテン系樹脂、ポリ塩化ビニル系樹脂、ポリ酢酸ビニル系樹脂、ポリ塩化ビニリデン系樹脂、塩化ビニル−塩化ビニリデン共重合体、ポリ(メタ)アクリル系樹脂、ポリアクリルニトリル系樹脂、ポリスチレン系樹脂、アクリロニトリル−スチレン共重合体(AS系樹脂)、アクリロニトリル−ブタジェン−スチレン共重合体(ABS系樹脂)、ポリエステル系樹脂、ポリアミド系樹脂、ポリカ−ボネ−ト系樹脂、ポリビニルアルコ−ル系樹脂、エチレン−酢酸ビニル共重合体のケン化物、フッ素系樹脂、ジエン系樹脂、ポリアセタ−ル系樹脂、ポリウレタン系樹脂、ニトロセルロ−ス、その他等の公知の樹脂のフィルムないしシ−トから任意に選択して使用することができる。
その他、例えば、セロハン等のフィルム、合成紙等も使用することができる。
本発明において、上記のフィルムないしシ−トは、未延伸、一軸ないし二軸方向に延伸されたもの等のいずれのものでも使用することができる。
また、その厚さは、任意であるが、数μmから300μm位の範囲から選択して使用することができる。
更に、本発明においては、フィルムないしシ−トとしては、押し出し成膜、インフレ−ション成膜、コ−ティング膜等のいずれの性状の膜でもよい。
【0025】
次に、本発明において、本発明にかかるバリア性フィルム、印刷絵柄層、ヒ−トシ−ル性樹脂層、更に、その他の材料等を使用して、本発明にかかる積層材を製造する方法としては、例えば、ラミネ−ト用接着剤によるラミネ−ト用接着剤層を介して積層するドライラミネ−ション法、あるいは、溶融押し出し接着性樹脂による溶融押し出し樹脂層を介して積層する押し出しラミネ−ション法等で行うことができる。
上記において、ラミネ−ト用接着剤としては、例えば、1液、あるいは、2液型の硬化ないし非硬化タイプのビニル系、(メタ)アクリル系、ポリアミド系、ポリエステル系、ポリエ−テル系、ポリウレタン系、エポキシ系、ゴム系、その他等の溶剤型、水性型、あるいは、エマルジョン型等のラミネ−ト用接着剤を使用することができる。
而して、上記のラミネ−ト用接着剤のコ−ティング法としては、例えば、ダイレクトグラビアロ−ルコ−ト法、グラビアロ−ルコ−ト法、キスコ−ト法、リバ−スロ−ルコ−ト法、フォンテン法、トランスファ−ロ−ルコ−ト法、その他等の方法で塗布することができ、そのコ−ティング量としては、0.1〜10g/m2 (乾燥状態)位、より好ましくは、1〜5g/m2 (乾燥状態)位が望ましい。
なお、本発明においては、上記のラミネ−ト用接着剤には、例えば、シランカップリング剤等の接着促進剤を任意に添加することができる。
次にまた、上記において、溶融押し出し接着性樹脂としては、前述のヒ−トシ−ル性樹脂層を形成するヒ−トシ−ル性樹脂を同様に使用することができる。
而して、本発明において、溶融押し出し接着性樹脂としては、特に、低密度ポリエチレン、特に、線状低密度ポリエチレン、酸変性ポリエチレンを使用することが好ましいものである。
上記の溶融押し出し接着性樹脂による溶融押し出し樹脂層の膜厚としては、5〜100μm位、より好ましくは、10〜50μm位が望ましい。
なお、本発明において、上記の積層を行う際に、より強固な接着強度を得る必要がある場合には、必要ならば、例えば、アンカ−コ−ト剤等の接着改良剤等をコ−トすることもできる。
上記のアンカ−コ−ト剤としては、具体的には、例えば、アルキルチタネ−ト等の有機チタン系アンカ−コ−ト剤、イソシアネ−ト系アンカ−コ−ト剤、ポリエチレンイミン系アンカ−コ−ト剤、ポリブタジエン系アンカ−コ−ト剤、その他等の水性あるいは油性等の各種のアンカ−コ−ト剤を使用することができる。
而して、本発明においては、上記のアンカ−コ−ト剤を、例えば、ロ−ルコ−ト、グラビアコ−ト、ナイフコ−ト、デップコ−ト、スプレイコ−ト、その他のコ−ティング法でコ−ティングし、溶剤、希釈剤等を乾燥して、アンカ−コ−ト剤層を形成することができる。
上記のおいて、アンカ−コ−ト剤の塗布量としては、0.1〜5g/m2 (乾燥状態)位が望ましい。
【0026】
上記のようにして製造した本発明にかかる積層材の酸素透過度は、温度23℃、相対湿度90%RHにおいて、5.0cc/m2 ・day・atm以下であるという極めて優れた効果を有するものである。
上記の酸素透過度の測定は、前述の、例えば、米国、モコン(MOCON)社製の酸素透過度測定機〔機種名、オクストラン(OX−TRAN)2/20〕を用いて23℃、90%RHの条件で測定することができる。
【0027】
上記のようにして製造した本発明にかかる積層材は、これを使用して製袋あるいは製函して、種々の物品を充填包装するに適した有用な種々の形態からなる包装用容器を製造可能とするものである。
すなわち、本発明においては、本発明にかかる積層材を使用して製袋ないし製函して種々の形態からなる包装用容器を製造し、而して、上記で製造した包装用容器は、酸素、水蒸気等に対するガスバリア性、透明性、耐熱性、耐衝撃性等に優れ、更に、ラミネ−ト加工、印刷加工、製袋ないし製函加工等の後加工適性を有し、例えば、飲食品、医薬品、洗剤、シャンプ−、オイル、歯磨き、接着剤、粘着剤等の化学品ないし化粧品、その他等の種々の物品の充填包装適性、保存適性等に優れているものである。
上記において、製袋ないし製函する方法について説明すると、例えば、軟包装袋の場合、上記で製造した積層材を使用し、その内層のヒ−トシ−ル性樹脂層の面を対向させて、それを折り重ねるか、或いはその二枚を重ね合わせ、更にその周辺端部をヒ−トシ−ルしてシ−ル部を設けて袋体を構成することができる。
すなわち、その製袋方法としては、上記の積層材を、その内層の面を対向させて折り曲げるか、あるいはその二枚を重ね合わせ、更にその外周の周辺端部を、例えば、側面シ−ル型、二方シ−ル型、三方シ−ル型、四方シ−ル型、封筒貼りシ−ル型、合掌貼りシ−ル型(ピロ−シ−ル型)、ひだ付シ−ル型、平底シ−ル型、角底シ−ル型、その他等のヒ−トシ−ル形態によりヒ−トシ−ルして、本発明にかかる種々の形態の包装用容器を製造することができる。
その他、例えば、自立性包装袋(スタンディングパウチ)等も製造することが可能であり、更に、本発明においては、上記の積層材を使用してチュ−ブ容器等も製造することができる。
上記において、ヒ−トシ−ルの方法としては、例えば、バ−シ−ル、回転ロ−ルシ−ル、ベルトシ−ル、インパルスシ−ル、高周波シ−ル、超音波シ−ル等の公知の方法で行うことができる。
なお、本発明においては、上記のような包装用容器には、例えば、ワンピ−スタイプ、ツウ−ピ−スタイプ、その他等の注出口、あるいは開閉用ジッパ−等を任意に取り付けることができる。
【0028】
次にまた、本発明において、包装用容器として、紙基材を含む場合には、例えば、積層材として、紙基材を積層した積層材を製造し、これから所望の紙容器を製造するブランク板を製造し、しかる後該ブランク板を使用して胴部、底部、頭部等を製函して、例えば、ブリックタイプ、フラットタイプあるいはゲ−ベルトップタイプの液体用紙容器等を製造することができる。
また、その形状は、角形容器、丸形等の円筒状の紙缶等のいずれのものでも製造することができる。
本発明において、上記のようにして製造した包装用容器は、例えば、各種の飲食品、接着剤、粘着剤等の化学品、化粧品、医薬品、雑貨品、その他等の種々の物品の充填包装に使用されるものである。
【0029】
【実施例】
上記の本発明について以下に実施例を挙げて更に具体的に説明する。
実施例1
(1).基材として、厚さ20μmの2軸延伸ポリプロピレンフィルムを使用し、まず、該2軸延伸ポリプロピレンフィルムの上に、酢酸エチル溶媒中で固形分15%のフェノキシ樹脂(ビスフェノ−ルとエピクロロヒドリンとの縮合樹脂)を含む樹脂組成物を使用し、これを、グラビアロ−ルコ−ト法により塗布、乾燥して、膜厚1.0g/m2 の塗布膜を形成した。
(2).次に、上記で塗布膜を形成した2軸延伸ポリプロピレンフィルムをプラズマ化学気相成長装置の送り出しロ−ルに装着し、40KHZの高周波により反応ガス混合物をプラズマ化して、下記の条件で厚さ150Åの酸化珪素の蒸着薄膜を上記の2軸延伸ポリプロピレンフィルムの塗布膜の上に形成して、本発明にかかるバリア性フィルムを製造した。
(蒸着条件)
反応ガス混合比:ヘキサメチルジシロキサン:酸素ガス:ヘリウム=1:5:5(単位:slm)
真空チャンバ−内の真空度:5.5×10-6mbar
蒸着チャンバ−内の真空度:6.5×10-2mbar
冷却・電極ドラム供給電力:18kW
フィルムの搬送速度:80m/分
(3).次に、上記のバリア性フィルムの酸化珪素の蒸着薄膜面に、グラビア印刷機を用いて、グラビアインキ組成物を使用し、所望の多色の印刷絵柄層を形成した。
次いで、上記で印刷絵柄層を形成した2軸延伸ポリプロピレンフィルムをドライラミネ−ト機の第1送り出しロ−ルに装着し、その印刷絵柄層面に、グラビアロ−ルコ−ト法を用いて2液硬化型のポリウレタン系ラミネ−ト用接着剤を4.5g/m2 (乾燥重量)の割合で塗工して、ラミネ−ト用接着剤層を形成した。
しかる後、上記のラミネ−ト用接着剤層面に、厚さ70μmの低密度ポリエチレンフィルムをドライラミネ−トして、本発明にかかる積層材を製造した。
【0030】
実施例2
(1).基材として、厚さ20μmの2軸延伸ポリプロピレンフィルムを使用し、まず、該2軸延伸ポリプロピレンフィルムの上に、トルエン/メチルエチルケトン=1/1の溶媒中で固形分12%のポリエステルウレタン樹脂を含む樹脂組成物を使用し、これを、グラビアロ−ルコ−ト法により塗布、乾燥して、膜厚0.8g/m2 の塗布膜を形成した。
(2).次に、上記で塗布膜を形成した2軸延伸ポリプロピレンフィルムをプラズマ化学気相成長装置の送り出しロ−ルに装着し、40KHZの高周波により反応ガス混合物をプラズマ化して、下記の条件で厚さ150Åの酸化珪素の蒸着薄膜を上記の2軸延伸ポリプロピレンフィルムの塗布膜の上に形成して、本発明にかかるバリア性フィルムを製造した。
(蒸着条件)
反応ガス混合比:ヘキサメチルジシロキサン:酸素ガス:ヘリウム=1:5:5(単位:slm)
真空チャンバ−内の真空度:5.5×10-6mbar
蒸着チャンバ−内の真空度:6.5×10-2mbar
冷却・電極ドラム供給電力:18kW
フィルムの搬送速度:80m/分
(3).次に、上記のバリア性フィルムの酸化珪素の蒸着薄膜面に、グラビア印刷機を用いて、グラビアインキ組成物を使用し、所望の多色の印刷絵柄層を形成した。
次いで、上記で印刷絵柄層を形成した2軸延伸ポリプロピレンフィルムをドライラミネ−ト機の第1送り出しロ−ルに装着し、その印刷絵柄層面に、グラビアロ−ルコ−ト法を用いて2液硬化型のポリウレタン系ラミネ−ト用接着剤を4.5g/m2 (乾燥重量)の割合で塗工して、ラミネ−ト用接着剤層を形成した。
しかる後、上記のラミネ−ト用接着剤層面に、厚さ70μmの低密度ポリエチレンフィルムをドライラミネ−トして、本発明にかかる積層材を製造した。
【0031】
実施例3
(1).基材として、厚さ20μmの2軸延伸ポリプロピレンフィルムを使用し、まず、該2軸延伸ポリプロピレンフィルムの上に、酢酸エチル溶媒中で固形分15%のフェノキシ樹脂(ビスフェノ−ルとエピクロロヒドリンとの縮合樹脂)を含む樹脂組成物を使用し、これを、グラビアロ−ルコ−ト法により塗布、乾燥して、膜厚1.0g/m2 の塗布膜を形成した。
(2).次に、上記で塗布膜を形成した2軸延伸ポリプロピレンフィルムを巻き取り式真空蒸着装置の送り出しロ−ルに装着し、これをコ−ティングドラムの上に繰り出し、下記の条件で、アルミニウムを蒸着源に用い、酸素ガスを供給しながら、エレクトロンビ−ム(EB)加熱方式による反応真空蒸着法により、上記の2軸延伸ポリプロピレンフィルムの塗布膜の上に、膜厚300Åの酸化アルミニウムの蒸着薄膜を形成して、本発明にかかるバリア性フィルムを製造した。
(蒸着条件)
蒸着源:アルミニウム
真空チャンバ−内の真空度:7.5×10-6mbar
蒸着チャンバ−内の真空度:2.1×10-6mbar
EB出力:40KW
フィルム搬送速度:600m/分
(3).次に、上記のバリア性フィルムの酸化アルミニウムの蒸着薄膜面に、グラビア印刷機を用いて、グラビアインキ組成物を使用し、所望の多色の印刷絵柄層を形成した。
次いで、上記で印刷絵柄層を形成した2軸延伸ポリプロピレンフィルムをドライラミネ−ト機の第1送り出しロ−ルに装着し、その印刷絵柄層面に、グラビアロ−ルコ−ト法を用いて2液硬化型のポリウレタン系ラミネ−ト用接着剤を4.5g/m2 (乾燥重量)の割合で塗工して、ラミネ−ト用接着剤層を形成した。
しかる後、上記のラミネ−ト用接着剤層面に、厚さ70μmの低密度ポリエチレンフィルムをドライラミネ−トして、本発明にかかる積層材を製造した。
【0032】
実施例4
(1).基材として、厚さ20μmの2軸延伸ポリプロピレンフィルムを使用し、まず、該2軸延伸ポリプロピレンフィルムの上に、トルエンとメチルエチルケトンの混合溶媒中で固形分15%の熱硬化型のアクリル系樹脂を含む樹脂組成物を使用し、これを、グラビアロ−ルコ−ト法により塗布し、乾燥して、膜厚1.0g/m2 の塗布膜を形成した。
(2).次に、上記で塗布膜を形成した2軸延伸ポリプロピレンフィルムをプラズマ化学気相成長装置の送り出しロ−ルに装着し、下記の条件で厚さ150Åの酸化珪素の蒸着薄膜を上記の2軸延伸ポリプロピレンフィルムの塗布膜の面に形成して、本発明にかかるバリア性フィルムを製造した。
(蒸着条件)
反応ガス混合比:ヘキサメチルジシロキサン:酸素ガス:ヘリウム=1:11:10(単位:slm)
真空チャンバ−内の真空度:5.2×10-6mbar
蒸着チャンバ−内の真空度:5.1×10-2mbar
冷却・電極ドラム供給電力:18kW
フィルムの搬送速度:70m/分
(3).次に、上記のバリア性フィルムの酸化珪素の蒸着薄膜の上に、グラビア印刷機を用いて、グラビアインキ組成物を使用し、所望の多色の印刷絵柄層を形成した。
次いで、上記で印刷絵柄層を形成した2軸延伸ポリプロピレンフィルムをドライラミネ−ト機の第1送り出しロ−ルに装着し、その印刷絵柄層面に、グラビアロ−ルコ−ト法を用いて2液硬化型のポリウレタン系ラミネ−ト用接着剤を4.5g/m2 (乾燥重量)の割合で塗工して、ラミネ−ト用接着剤層を形成した。
しかる後、上記のラミネ−ト用接着剤層面に、厚さ70μmの無延伸ポリプロピレンフィルムをドライラミネ−トして、本発明にかかる積層材を製造した。
【0033】
実施例5
(1).基材として、厚さ20μmの2軸延伸ポリプロピレンフィルムを使用し、まず、該2軸延伸ポリプロピレンフィルムの上に、○○○○○溶媒中で固形分15%のポリエチレンテレフタレ−ト樹脂を含む樹脂組成物を使用し、これを、グラビアロ−ルコ−ト法により塗布し、乾燥して、膜厚1.0g/m2 の塗布膜を形成した。
(2).次に、上記で塗布膜を形成した2軸延伸ポリプロピレンフィルムを使用し、上記の実施例1の(2)と同様にして、これをプラズマ化学気相成長装置の送り出しロ−ルに装着し、厚さ150Åの酸化珪素の蒸着薄膜を上記の2軸延伸ポリプロピレンフィルムの塗布膜面に形成した。
(3).次に、上記で酸化珪素の蒸着薄膜を形成した2軸延伸ポリプロピレンフィルムを使用し、上記の実施例3の(2)と同様にして、これを巻き取り式真空蒸着装置の送り出しロ−ルに装着し、これをコ−ティングドラムの上に繰り出して、アルミニウムを蒸着源に用い、酸素ガスを供給しながら、エレクトロンビ−ム(EB)加熱方式による反応真空蒸着法により、上記で酸化珪素の蒸着薄膜を形成した2軸延伸ポリプロピレンフィルムの酸化珪素の蒸着薄膜の上に、膜厚300Åの酸化アルミニウムの蒸着薄膜を形成した。
(4).次に、上記で酸化アニミニウムの蒸着薄膜を形成した2軸延伸ポリプロピレンフィルムの酸化アルミニウムの蒸着薄膜面に、グラビア印刷機を用いて、グラビアインキ組成物を使用し、所望の多色の印刷絵柄層を形成した。
次いで、上記で印刷絵柄層を形成した2軸延伸ポリプロピレンフィルムをドライラミネ−ト機の第1送り出しロ−ルに装着し、その印刷絵柄層面に、グラビアロ−ルコ−ト法を用いて2液硬化型のポリウレタン系ラミネ−ト用接着剤を4.5g/m2 (乾燥重量)の割合で塗工して、ラミネ−ト用接着剤層を形成した。
次いで、上記のラミネ−ト用接着剤層面に、厚さ70μmの無延伸ポリプロピレンフィルムをドライラミネ−トして、本発明にかかる積層材を製造した。
【0034】
実施例6
上記の実施例1の(3)において、印刷絵柄層を形成した2軸延伸ポリプロピレンフィルムの印刷絵柄層面に、ラミネ−ト用接着剤層を介して、厚さ70μmの低密度ポリエチレンフィルムをドライラミネ−トして積層材を製造する代わりに、印刷絵柄層を形成した2軸延伸ポリプロピレンフィルムを押し出しラミネ−ト機の第1送り出しロ−ルに装着し、その印刷絵柄層の面に、溶融押し出し用低密度ポリエチレンを使用し、厚さ20μmにこれを溶融押し出ししながら、厚さ70μmの低密度ポリエチレンフィルムを押し出しラミネ−トし、それ以外は、上記の実施例1と全く同様にして、本発明にかかる積層材を製造した。
【0035】
実施例7
上記の実施例3の(3)において、印刷絵柄層を形成した2軸延伸ポリプロピレンフィルムの印刷絵柄層面に、ラミネ−ト用接着剤層を介して、厚さ70μmの無延伸ポリプロピレンフィルムをドライラミネ−トして積層材を製造する代わりに、印刷絵柄層を形成した2軸延伸ポリプロピレンフィルムを押し出しラミネ−ト機の第1送り出しロ−ルに装着し、その印刷絵柄層の面に、溶融押し出し用低密度ポリエチレンを使用し、厚さ20μmにこれを溶融押し出ししながら、厚さ70μmの低密度ポリエチレンフィルムを押し出しラミネ−トし、それ以外は、上記の実施例3と全く同様にして、本発明にかかる積層材を製造した。
【0036】
比較例1
基材として、厚さ20μmの2軸延伸ポリプロピレンフィルムを使用し、上記の実施例1と同様にして、該2軸延伸ポリプロピレンフィルムの一方の面に、酸化珪素の蒸着薄膜を形成して、バリア性フィルムを製造した(塗布膜は形成しなかった。)。
次いで、上記の酸化珪素の蒸着薄膜面に、上記の実施例1と全く同様にして、グラビア印刷機を用いて、グラビアインキ組成物を使用し、所望の多色の印刷絵柄層を形成し、しかる後、印刷絵柄層面に、ラミネ−ト用接着剤層を形成した。
他方、厚さ70μmの低密度ポリエチレンフィルムを用意し、その一方の面にコロナ放電処理を施し、そのコロナ放電処理面に、上記の2軸延伸ポリプロピレンフィルムのラミネ−ト用接着剤層面を対向させ、その両者をドライラミネ−ション法により積層して、積層材を製造した。
【0037】
比較例2
基材として、厚さ20μmの2軸延伸ポリプロピレンフィルムを使用し、まず、該2軸延伸ポリプロピレンフィルムの上に、下記の(イ)から(ハ)に例示する樹脂を使用し、その樹脂をビヒクルとして含む固形分15%からなる樹脂組成物を使用し、これを、グラビアロ−ルコ−ト法により塗布し、乾燥して、膜厚1.0g/m2 の塗布膜を形成した。
次に、上記で塗布膜を形成した2軸延伸ポリプロピレンフィルムを使用し、上記の実施例1と全く同様にし、酸化珪素の蒸着薄膜を形成して、バリア性フィルムを製造し、更に、該バリア性フィルムを使用し、上記の実施例1と全く同様にして、積層材を製造した。
(イ).塩素化ポリプロピレン樹脂
(ロ).マレイン酸変性ポリプロピレン樹脂
(ハ).カルボキシ変性ポリプロピレン樹脂
【0038】
実験例1
上記の実施例1〜7、および、比較例1〜2で製造した各バリア性フィルム、および、積層材について、下記のデ−タを測定した。
(1).酸素透過度の測定
これは、温度23℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、オクストラン(OXTRAN)〕にて測定した。
(2).水蒸気透過度の測定
これは、温度40℃、湿度90%RHの条件で、米国、モコン(MOCON)社製の測定機〔機種名、パ−マトラン(PERMATRAN)〕にて測定した。
(3).色評価の測定
これは、目視による着色観察による測定で評価した。
目視による着色観察は、試料を10枚重ねて目視により、直接観察した。
(4).ラミネ−ト強度の測定
これは、実施例1〜7、および、比較例1〜2で製造した積層材を使用し、これから巾15mmの試験片を作り、引っ張り試験機(株式会社オリエンテック製)により測定した。
上記の測定結果について、下記の表1に示す。
表1は、バリア性フィルム、および、積層材についての酸素透過度および水蒸気透過度、更に、積層材についてのラミネ−ト強度の測定結果である。
なの、表1中、酸素透過度の単位は、cm3 /m2 ・day・atmであり、また、水蒸気透過度の単位は、g/m2 ・day・atm あり、更に、ラミネ−ト強度の単位は、g/15mm巾である。
【0039】

上記の表1に示す結果より明らかなように、実施例1〜7にかかる積層材は、酸素透過度が、5.0cc/m2 ・day・atm以下である。
これに対し、比較例1〜2にかかる積層材は、酸素透過度が、桁違いとなるものであった。
また、ラミネ−ト強度については、実施例1〜7にかかる積層材は、比較例1〜2にかかる積層材よりも優れていた。
上記の結果は、実施例1〜7にかかる積層材が、塗布膜を設けることにより酸素透過度、ラミネ−ト強度を改善できることを示しているものである。
なお、比較例1〜2のものは、層間剥離現象も示した。
次に、水蒸気透過度については、実施例1〜7にかかる積層材は、比較例1〜2にかかる積層材よりも優れているものであった。
【0041】
【発明の効果】
以上の説明で明らかなように、本発明は、特定の樹脂組成物による塗布膜に着目し、まず、基材フィルムとしてのポリプロピレンフィルムの一方の面に、特定の樹脂をビヒクルの主成分とする樹脂組成物による塗布膜を設け、更に、該塗布膜の上に、化学的気相成長法または物理的気相成長法あるいはその両者を用いて、無機酸化物の蒸着薄膜を設けてバリア性フィルムを製造し、而して、該バリア性フィルムに、他のプラスチックフィルム、あるいは、紙基材、その他等の素材を任意に積層して積層材を製造し、次に、該積層材を使用し、これを製袋ないし製函して包装用容器を製造し、該包装用容器内に、例えば、飲食品、医薬品、化学薬品、日用品、雑貨品、その他等の種々の物品を充填包装して包装製品を製造して、無機酸化物の蒸着薄膜との密接着性を改良し、その酸素ガスおよび水蒸気等に対するガスバリア性に優れ、内容物の変質、改質等を防止して安定的に長期間の流通、保存適性等を有し、また、透明性に優れているので、外から内容物を視認し得ることができ、更に、柔軟性、耐熱性、ラミネ−ト強度等に優れ破袋等もなく、極めて優れた良好な包装製品を安価に製造し得ることができる有用なバリア性フィルムおよびこれを使用した積層材を製造することができるというものである。
【図面の簡単な説明】
【図1】本発明にかかるバリア性フィルムについてその一例の層構成の概略を示す概略的断面図である。
【図2】本発明にかかるバリア性フィルムについてその一例の層構成の概略を示す概略的断面図である。
【図3】本発明にかかるバリア性フィルムについてその一例の層構成の概略を示す概略的断面図である。
【図4】本発明にかかる積層材についてその一例の層構成の概略を示す概略的断面図である。
【図5】化学気相成長法による無機酸化物の蒸着薄膜を形成する方法についてその概要を示すプラズマ化学気相成長装置の概略的構成図である。
【図6】物理気相成長法による無機酸化物の蒸着薄膜を形成する方法についてその概要を示す巻き取り式真空蒸着装置の概略的構成図である。
【符号の説明】
A バリア性フィルム
A1 バリア性フィルム
A2 バリア性フィルム
S 積層材
1 ポリプロピレンフィルム
2 塗布膜
3 無機酸化物の蒸着薄膜
3a 無機酸化物の蒸着薄膜
3b 無機酸化物の蒸着薄膜
4 多層膜
5 印刷絵柄層
6 ヒ−トシ−ル性樹脂層
Claims (1)
- 2軸延伸ポリプロピレンフィルムの一方の面に、フェノキシ系樹脂を主成分とする樹脂組成物による膜厚が、0.1g/m2 〜10g/m2 (乾燥状態)からなる塗布膜を設け、
更に、該塗布膜の上に、有機珪素化合物を蒸着用モノマ−ガスとして使用し、プラズマ化学気相成長法による透明性を有する酸化珪素の蒸着薄膜または真空蒸着法による透明性を有する酸化アルミニウムの蒸着薄膜を設けたことを特徴とする透明性に優れたバリア性フィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP06937599A JP4334657B2 (ja) | 1999-03-16 | 1999-03-16 | バリア性フィルムおよびそれを使用した積層材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP06937599A JP4334657B2 (ja) | 1999-03-16 | 1999-03-16 | バリア性フィルムおよびそれを使用した積層材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000263722A JP2000263722A (ja) | 2000-09-26 |
| JP4334657B2 true JP4334657B2 (ja) | 2009-09-30 |
Family
ID=13400763
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP06937599A Expired - Fee Related JP4334657B2 (ja) | 1999-03-16 | 1999-03-16 | バリア性フィルムおよびそれを使用した積層材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4334657B2 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4774587B2 (ja) * | 2000-10-13 | 2011-09-14 | 大日本印刷株式会社 | ケミカルカイロ用外袋構成包材およびそれを使用したケミカルカイロ用外袋 |
| JP4811544B2 (ja) * | 2000-11-13 | 2011-11-09 | 大日本印刷株式会社 | 液体紙容器 |
| JP4811546B2 (ja) * | 2000-11-15 | 2011-11-09 | 大日本印刷株式会社 | 液体紙容器 |
| JP4811545B2 (ja) * | 2000-11-15 | 2011-11-09 | 大日本印刷株式会社 | 液体紙容器 |
| JP4510316B2 (ja) * | 2001-04-13 | 2010-07-21 | 三菱樹脂株式会社 | ガスバリア性フィルムの製造法 |
| JP4549880B2 (ja) * | 2004-11-17 | 2010-09-22 | 大日本印刷株式会社 | 透明ガスバリア性積層体 |
| JP2006116704A (ja) * | 2004-10-19 | 2006-05-11 | Dainippon Printing Co Ltd | バリア性フィルムおよびそれを使用した積層材 |
| JP2006116703A (ja) * | 2004-10-19 | 2006-05-11 | Dainippon Printing Co Ltd | バリア性フィルムおよびそれを使用した積層材 |
| JP4549872B2 (ja) * | 2005-01-17 | 2010-09-22 | 大日本印刷株式会社 | 透明ガスバリア性積層体 |
| JP2008105286A (ja) * | 2006-10-26 | 2008-05-08 | Dainippon Printing Co Ltd | 積層材 |
| JP2011510689A (ja) | 2007-12-24 | 2011-04-07 | チョンウェ コーポレーション | 機能性輸液製品のための高遮断性多層フィルム |
| JP5426182B2 (ja) * | 2008-01-31 | 2014-02-26 | 三菱樹脂株式会社 | 耐候性に優れたガスバリア性フィルム |
| DE102018101747A1 (de) * | 2018-01-26 | 2019-08-01 | Brückner Maschinenbau GmbH & Co. KG | Inline beschichtete biaxial orientierte Polypropylenfolie und Verfahren zu ihrer Herstellung |
| JP2020040257A (ja) * | 2018-09-07 | 2020-03-19 | 大日本印刷株式会社 | 積層基材、包装材料用積層体および包装材料 |
| JP2020040253A (ja) * | 2018-09-07 | 2020-03-19 | 大日本印刷株式会社 | 包装材料用積層体および包装材料 |
| JP2020040259A (ja) * | 2018-09-07 | 2020-03-19 | 大日本印刷株式会社 | 包装材料用積層体および包装材料 |
| JP2020040256A (ja) * | 2018-09-07 | 2020-03-19 | 大日本印刷株式会社 | 積層基材、包装材料用積層体および包装材料 |
| JP2020040254A (ja) * | 2018-09-07 | 2020-03-19 | 大日本印刷株式会社 | 包装材料用積層体および包装材料 |
| IL291777A (en) * | 2019-09-30 | 2022-06-01 | Dainippon Printing Co Ltd | A barrier layered structure, a heat-sealing layered structure that includes a blocking layered structure and a packaging container with a heat-sealing layered structure |
| US20220402250A1 (en) * | 2019-09-30 | 2022-12-22 | Dai Nippon Printing Co., Ltd. | Barrier laminate and packaging container with barrier laminate |
| WO2021199636A1 (ja) * | 2020-03-31 | 2021-10-07 | 大日本印刷株式会社 | 積層体、パウチおよび蓋材 |
-
1999
- 1999-03-16 JP JP06937599A patent/JP4334657B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000263722A (ja) | 2000-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4334657B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP2002187231A (ja) | バリア性フィルムおよびその製造法 | |
| JP4321722B2 (ja) | バリア性フィルムおよびその製造法 | |
| JP4949542B2 (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 | |
| JP4743354B2 (ja) | 積層材およびそれを使用した包装用容器 | |
| JP2002370749A (ja) | 自立性袋 | |
| JP2000127286A (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP4076036B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP2000117879A (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP5084983B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP2000052475A (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP4286987B2 (ja) | 積層材およびそれを使用した包装用容器 | |
| JP2002337885A (ja) | 自立性袋 | |
| JP4522506B2 (ja) | 積層材およびそれを使用した包装用容器 | |
| JP4736145B2 (ja) | 積層材およびそれを使用した包装用容器 | |
| JP2000025148A (ja) | 積層材 | |
| JP4357913B2 (ja) | バリア性フィルム | |
| JP4774577B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP4743353B2 (ja) | 積層材およびそれを使用した包装用容器 | |
| JP4372966B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP4372965B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP4390876B2 (ja) | バリア性フィルムおよびそれを使用した積層材 | |
| JP2002144465A (ja) | バリア性フィルム | |
| JPH11105188A (ja) | 透明バリア性ポリプロピレンフィルム、それを使用した積層体および包装用容器 | |
| JPH11286068A (ja) | 透明バリアフィルム、それを使用した積層材および包装用容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060227 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080701 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080828 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081209 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090602 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090624 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120703 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120703 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130703 Year of fee payment: 4 |
|
| LAPS | Cancellation because of no payment of annual fees |