JP4290287B2 - 表面実装部品装着機 - Google Patents
表面実装部品装着機 Download PDFInfo
- Publication number
- JP4290287B2 JP4290287B2 JP23363099A JP23363099A JP4290287B2 JP 4290287 B2 JP4290287 B2 JP 4290287B2 JP 23363099 A JP23363099 A JP 23363099A JP 23363099 A JP23363099 A JP 23363099A JP 4290287 B2 JP4290287 B2 JP 4290287B2
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- electronic component
- holding member
- component
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Supply And Installment Of Electrical Components (AREA)
- Elimination Of Static Electricity (AREA)
Description
【産業上の利用分野】
本発明は、電子部品の組立や装着する業界等において用いる表面実装部品装着機および表面実装部品装着方法に関する。
【0002】
【従来の技術】
基板へチップ部品やIC部品等の電子部品の組立や装着する業界等において、その電子部品の装着にあっては、装着ヘッドが高速で移動するとき、空気との接触摩擦によって発生した静電気が電子部品や吸着ノズルに帯電して、吸着保持している電子部品をこの静電気により破壊することがあるもので、特に、この静電気が原因で、吸着ノズルにより吸着された電子部品の保持姿勢がずれてしまうという大きな欠点を有していた。
【0003】
従来、この欠点を解消するため、吸着ノズル部分が導電性粒子を含む材料により形成することで、帯電する静電気をサクションヘッドへ放電させてその帯電を防止したり、あるいは、回路基板への電子部品装着を、静電気除去雰囲気中で行ったりしている。
【0004】
しかしながら、前記したこれらの技術は、いずれも電子部品を吸着保持する吸着ノズルのみに対して帯電防止策がこうじられているもので、電子部品自体に帯電している静電気に対しては何ら帯電防止の対策がなされていないため、この静電気による悪影響を受けると共に、電子部品と吸着ノズルとを同時に、かつ、吸着ノズルにより保持された電子部品を基板へ搬送する途中に除電するものはなかった。
【0005】
特に近年、電子機器が精密化するにつれてクリーンルームでの組み立て・装着が行われる傾向にあり、作業する室内環境は空気調整装置等により高水準に維持されているので、工場,室内の空気は高い乾燥状態となっている。このような環境での組み立て・装着作業にあっては、装着ヘッドが高速で移動するときの、空気との接触摩擦によって発生した静電気が再び電子部品に帯電してしまう大きな問題点を有するものであった。
【0006】
【発明が解決しようとする課題】
本発明は前記した問題点を解決するためになされたもので、供給部の電子部品を装着ヘッドの保持部材によって保持し、供給部から装着部へ搬送して、この装着部における基板の所定位置に電子部品を装着する表面実装部品装着機にあって、装着ヘッドまたは該装着ヘッドを取り付けた可動体に除電手段を設けて、供給部から装着部へ前記電子部品を搬送する過程において、除電手段により保持部材および該保持部材に保持された電子部品を除電させることにより、電子部品や保持部材に帯電した静電気に起因する電子部品の破壊や基板への装着不良を防止することができる表面実装部品装着機を提供することを目的としている。
【0007】
【課題を解決するための手段】
前記した目的を達成するための本発明の手段は、供給部の電子部品を装着ヘッドの保持部材によって保持し、前記供給部から装着部へ搬送して、該装着部における基板の所定位置に前記電子部品を装着する表面実装部品装着機にあって、前記表面実装部品装着機の機体適所に除電手段を設けた表面実装部品装着機の構成にある。
【0008】
供給部の電子部品を装着ヘッドの保持部材によって保持し、前記供給部から装着部へ搬送して、該装着部における基板の所定位置に前記電子部品を装着する表面実装部品装着機にあって、前記装着ヘッドまたは該装着ヘッドを取り付けた可動体に除電手段を設けるの構成、または、供給部の電子部品を装着ヘッドの保持部材によって保持し、前記供給部から装着部へ搬送して、該装着部における基板の所定位置に前記電子部品を装着する表面実装部品装着機にあって、前記装着ヘッドまたは該装着ヘッドを取り付けた可動体に設けた除電手段と、前記保持部材に保持された電子部品の下側に前記除電手段を移動させる作動手段とを設ける表面実装部品装着機の構成にある。
【0009】
前記表面実装部品装着機は、さらに前記供給部から装着部への搬送中に前記保持部材によって保持された前記電子部品を検出する検出手段を備える表面実装部品装着機の構成にある。
【0010】
前記表面実装部品装着機は、さらに前記供給部から装着部への搬送中に前記保持部材によって保持された前記電子部品を検出する機体適所に設けた検出手段を備える表面実装部品装着機の構成にある。
【0011】
前記表面実装部品装着機は、さらに前記供給部から装着部への搬送中に前記保持部材によって保持された前記電子部品を検出する検出手段と、前記保持部材に保持された電子部品の下側に前記検出手段を移動させる作動手段とを備える表面実装部品装着機の構成にある。
【0012】
そして、供給部の電子部品を装着ヘッドの保持部材によって保持し、前記供給部から装着部へ搬送して、該装着部における基板の所定位置に前記電子部品を装着する表面実装部品装着方法にあって、前記表面実装部品装着機の機体適所に除電手段を設け、前記供給部から前記装着部へ前記電子部品を搬送する過程において、前記除電手段により前記保持部材および該保持部材に保持された前記電子部品を除電する表面実装部品装着方法にある。
【0013】
供給部の電子部品を装着ヘッドの保持部材によって保持し、前記供給部から装着部へ搬送して、該装着部における基板の所定位置に前記電子部品を装着する表面実装部品装着方法にあって、前記装着ヘッドまたは該装着ヘッドを取り付けた可動体に除電手段を設け、前記供給部から前記装着部へ前記電子部品を搬送する過程において、前記除電手段により前記保持部材および該保持部材に保持された前記電子部品を除電する表面実装部品装着方法にある。
【0014】
前記表面実装部品装着方法は、さらに検出手段を備え、前記供給部から装着部への搬送中に前記保持部材によって保持された前記電子部品を検出する表面実装部品装着方法にある。
【0015】
【実施例】
次に本発明に関する表面実装部品装着機の実施の一例を図面に基づいて説明する。図1〜図4および図6〜図11においてAは表面実装部品装着機で、供給部mのチップ部品やIC部品等の電子部品bを、装着ヘッド1の保持部材2によって保持し、供給部mから装着部nへ搬送して、この搬送中に保持部材2によって保持された電子部品bを検出手段3により検出した後、該装着部nにおけるプリント基板c上の所定位置に電子部品bを装着する。
【0016】
なお、前記した供給部mは、機体4におけるその一側または両側に設けられたトレイ,スティック,テープ等の各種フィーダ等による電子部品供給機が備えられている。また、前記した装着部nには、機体4内において搬送手段5によりプリント基板cが搬入出されて電子部品bの装着が行われる。
【0017】
そして、前記した表面実装部品装着機Aは、図1および図2等に示すように、機体4へ取り付けて進退手段6により前後方向(X軸方向)へ任意に移動する進退体7と、この進退体7に取り付けて移動手段8により左右方向(Y軸方向)へ任意に移動する可動体9と、この可動体9へ昇降手段10により装着ヘッド1を昇降自在に係合させてあると共に、この装着ヘッド1は、回転手段11により縦軸方向を中心として回転自在としてあるもので、それぞれの手段6および8,10,11は数値制御可能なサーボモータ等により制御手段12を介して高精度で作動される。
【0018】
なお、この装着ヘッド1には、電子部品bの上面を吸着する吸着ノズル式や、その外周を把持するチャック式等の保持部材2が着脱自在あるいは固定状態で設けられているもので、単ヘッドであってもかまわないが、図1あるいは図5に示すように、複数ヘッド(例えば5〜6ヘッド)に構成すれば、装着効率等が向上する。
【0019】
前記した検出手段3は、保持部材2に保持された電子部品bの種類やその保持状態等を検出するもので、例えば、CCDカメラ等のセンサーや、平行光線の照射部と受光部とからなる光学的手段(レーザ)等を用いるものであって、電子部品bの画像を認識して取り込み、この検出信号を慣用のコンピュータからなる制御手段12へ送信する。
【0020】
また、この検出手段3は、図2に示す例にあっては、装着ヘッド1または該装着ヘッド1を取り付けた可動体9に対して、往復手段13を介して取り付けた取付体14に設けてあって、該往復手段13は、数値制御可能なサーボモータ等により制御され、該装着ヘッド1の下方をこの装着ヘッド1の並列と平行して左右方向(X軸方向、図5において矢印で示すP方向)へ一連の連続動作あるいは間欠動作により進退運動するように取り付けられる。
【0021】
また、装着ヘッド1または該装着ヘッド1を取り付けた可動体9には、除電手段15が設けられているもので、保持部材2および該保持部材2に保持された電子部品bを除電させるものであって、その構成は、例えば、イオン化された空気を保持部材2および該保持部材2へ吹き付けることで、これらに帯電していた静電気を除去する。なお、保持部材2に近隣する箇所や部材なども除電されることはもちろんのことであり、更に、この除電手段15は、静電気等の電子部品bおよび該電子部品bの装着に対して悪影響を与える電気系を除去できる手段であれば任意のものが採用し得る。
【0022】
この除電手段15は、図2〜図5に示す例にあっては、装着ヘッド1または該装着ヘッド1を取り付けた可動体9に対して、作動手段16を介して取り付けた取付体17に設けてあって、該作動手段16は、数値制御可能なサーボモータ等により制御され、該装着ヘッド1の下方をこの装着ヘッド1の並列と平行して、同一軸線方向となる左右方向(X軸方向、図5において矢印で示すP方向)へ、一連の連続動作あるいは間欠動作により進退運動するように取り付けられる。
【0023】
なお、作動手段16は、図2および図3に示すように、前記した検出手段3の往復手段13による運動を利用(兼用)してもよく、この場合、検出手段3を取り付けた取付体14へ除電手段15を取り付ける。当然のことながら、この作動手段16は、図4に示すように、装着ヘッド1へ取り付けて、往復手段13とは個別に走行運動させる手段も採用し得るもので、この場合、往復手段13と同調させて作動させたり、作動手段16のみ、あるいは往復手段13のみを単独に作動させたりする。
【0024】
なお、前記した検出手段3は、電子部品bを検出する際に発光する照明手段20が付設されている。更に、該照明手段20の発光位置と発光時間とを規制する位置検出部材21が設けられているものであって、光電管や近接スイッチ等が用いられるもので、例えば、可動体9へ、各装着ヘッド1に対応させて、照明手段20の射光開始と射光停止とを規制する検出子22を取り付け、この検出子22に対応する検出体23を取付体14に設けてある。
【0025】
また、作動手段16には、走行範囲を規制する範囲位置検出部材25が設けられている。なお、該作動手段16が往復手段13と兼用使用されるときは、この範囲位置検出部材25は、前記した位置検出部材21を利用してもよい。
【0026】
したがって、本発明に係る表面実装部品装着機Aおよびその方法の一実施例の作用は以下の通りである。基板c上には、電子部品bがそれぞれ所定個数を適所に装着されるもので、この作業にあっては、これら設定値や動作順序等の様々なデータがあらかじめ、制御手段12へ記憶されている。
【0027】
そして、その電子部品bの装着は、進退手段6および移動手段8,昇降手段10,回転手段11を操作して、電子部品bを準備している供給部mへ装着ヘッド1を移動させて、該各装着ヘッド1の保持部材2によりそれぞれ電子部品bを受け取らせる。
【0028】
次に、図2および図3,図5に示すような、往復手段13および作動手段16が兼用使用される場合は、電子部品bを保持した装着ヘッド1が装着部nへ移動する過程において、往復手段13(作動手段16)が作動して、取付体14,17に取り付けられた該検出手段3および除電手段15が、その一直線状に配設された一側部最外側の装着ヘッド1から他側部最外側の装着ヘッド1に対して、これら装着ヘッド1,1,1…の並設方向と平行して連続的に移動する。
【0029】
そのため、まず、取付体14,17に取り付けられた除電手段15が作動するものであって、装着ヘッド1における保持部材2が保持している電子部品bの下面に対してイオン化された空気をシャワー状に吹き付ける。すると、該電子部品bおよび保持部材2あるいはこの保持部材2の近隣において帯電していた静電気は、前記イオン化された空気によってその電荷が中和されて除去される。
【0030】
なお、この除電工程にあっては、供給部mへ電子部品bを受け取りに行く前において、あらかじめ、除電手段15を作動させて、保持部材2およびこの保持部材2の近隣に対して除電しておくこともできるもので、保持部材3による電子部品bの保持時に、静電気による不良吸着を減少させることができるものであり、装着ヘッド1の適所に、別の除電手段15を配設しておき、供給部mへ達したとき、該供給部mにおいて待機する電子部品bへイオン化された空気をシャワー状に吹き付けてもよい。
【0031】
この除電手段15による除電工程を終えた装着ヘッド1は、該除電手段15と連動する検出手段3により、その保持部材2に保持されている電子部品bの検出が行われ、この検出信号は直ちに制御手段12に送られ、あらかじめ入力されているデータとの演算に基づいて、この電子部品bの画像情報処理等を行って補正数値を得て、電子部品bの装着に対するXY方向の座標値およびθ角度値を補正する。
【0032】
次々と他の装着ヘッド1に対して、前記した除電工程と検出工程とを行うもので、これらの工程は、供給部mにおいて電子部品bを受け取り、装着部nへ移動するその過程中にすべての動作が行われ終了する。
【0033】
そして、装着部nに達した装着ヘッド1は、基板cに対して制御手段12のプラグラムに沿って、その保持部材2に保持している電子部品bを直ちに装着して行くもので、タクトタイムのロスが全くない。また、除電手段15の移動を、往復手段13による検出手段3と連動するように設けることで、電子部品bの保持から除電,検出,補正,装着という動作が、装着部nへ移動する過程において、効率よく最短時間で一連により行える。
【0034】
前記した例にあって、往復手段13および作動手段16が兼用使用されて、該検出手段3および除電手段15が連動走行するものを示したが、図4に示すように、往復手段13と作動手段16とが別々に作動され、この検出手段3と除電手段15とが個別に走行する構成であっても、同様の作用効果を発揮するものである。
【0035】
図6および図7おいて、表面実装部品装着機Aにおける検出手段3および除電手段15の他の取付例を示すもので、これら検出手段3か除電手段15かのどちらか一方が、装着ヘッド1または該装着ヘッド1を取り付けた可動体9に設けてあり、また、検出手段3か除電手段15かのどちらか一方が機体4の適所に取り付けた構成である。
【0036】
すなわち、図6に示す表面実装部品装着機Aの場合は、装着ヘッド1を取り付けた可動体9へ作動手段16を介してその取付体17へ除電手段15を移動自在に取り付け、機体4の適所へ往復手段13を介して検出手段3を移動自在に取り付けてある。
【0037】
したがって、供給部mにおいて、複数の装着ヘッド1の各保持部材2により保持された電子部品bは、装着部nへ移動する過程において、この電子部品bの下側を作動手段16により走行する除電手段15によってイオン化された空気が吹き付けられ、該電子部品bおよび保持部材2あるいはこの保持部材2の近隣において帯電していた静電気が除去される。
【0038】
また、この電子部品bを保持した装着ヘッド1は、装着部nへ移動する途中に設けた検出手段3の位置に停止する、または検出手段3の走行方向と平行するように移動しつつ、該電子部品bの下側を往復手段13により走行する検出手段3によって各電子部品bを検出し、この検出信号に基づいて前記したように所定の補正処理を行う。
【0039】
このため、除電工程と検出工程との工程は、供給部mにおいて電子部品bを受け取り、装着部nへ移動するその過程中にすべての動作が行われ終了するから、電子部品bの装着タクトタイムが、従来の除電工程と検出工程とを別々に行う場合と比べて大幅に減縮される。
【0040】
また、図7に示す表面実装部品装着機Aの場合は、装着ヘッド1を取り付けた可動体9へ往復手段13を介してその取付体14へ検出手段3を移動自在に取り付け、機体4の適所へ作動手段16を介して除電手段15を移動自在に取り付けてある。
【0041】
したがって、供給部mにおいて、複数の装着ヘッド1の各保持部材2により保持された電子部品bは、装着部nへ移動する過程において、装着部nへ移動する途中に設けた除電手段15の位置に停止する、または除電手段15の走行方向と平行するように移動しつつ、この電子部品bの下側を作動手段16により走行する除電手段15によってイオン化された空気が吹き付けられ、該電子部品bおよび保持部材2あるいはこの保持部材2の近隣において帯電していた静電気が除去される。
【0042】
また、この電子部品bを保持した装着ヘッド1は、装着部nへ移動する過程において、可動体9へ取り付けた検出手段3が、該電子部品bの下側を往復手段13により走行して各電子部品bを検出し、この検出信号に基づいて前記したように所定の補正処理を行う。
【0043】
このため、除電工程と検出工程との工程は、供給部mにおいて電子部品bを受け取り、装着部nへ移動するその過程中にすべての動作が行われ終了するから、電子部品bの装着タクトタイムが、従来の除電工程と検出工程とを別々に行う場合と比べて大幅に減縮される。
【0044】
この図6および図7に示される除電工程と検出工程とにあって、機体4に取り付けられた検出手段3および除電手段15は、必ずしも、それぞれ往復手段13および作動手段16により左右方向へ移動する必要はなく、機体4へ固定状態でもよいもので、この場合、各複数個の装着ヘッド1は、進退手段6および移動手段8により機体4におけるこの検出手段3あるいは除電手段15の取付位置に位置決めされ、移動体8により可動体9を介して各複数個の装着ヘッド1を左右方向に移動させることで、前記した同様の除電工程と検出工程とが行われる。
【0045】
図8における表面実装部品装着機Aの場合は、機体4の適所へ、往復手段13と作動手段16(作動手段16は往復手段13と兼用使用しても可。)を介して検出手段3および除電手段15を移動自在に取り付けてある。
【0046】
したがって、供給部mにおいて、複数の装着ヘッド1の各保持部材2により保持された電子部品bは、装着部nへ移動する過程において、装着部nへ移動する途中に設けた除電手段15および検出手段3の位置に停止する、または除電手段15および検出手段3の走行方向と平行するように移動しつつ、この電子部品bの下側を往復手段13,作動手段16により走行する除電手段15,検出手段3によって、まず、イオン化された空気がシャワー状に吹き付けられ、該電子部品bおよび保持部材2あるいはこの保持部材2の近隣において帯電していた静電気の除去が行われる。
【0047】
第一の装着ヘッド1の除電工程が終了すれば、この電子部品bを保持した装着ヘッド1に対し、往復手段13により走行する検出手段3によって、一連の移動運動の中で電子部品bを検出し、この検出信号に基づいて前記したように所定の補正処理を行う。このように、他の装着ヘッド1に対しても同様に除電工程と検出工程を連続した流れの中で行う。
【0048】
このため、除電工程と検出工程との工程は、供給部mにおいて電子部品bを受け取り、装着部nへ移動するその過程中に、すべての動作が行われて終了するから、電子部品bの装着タクトタイムが、従来の除電工程と検出工程とを別々に行う場合と比べて大幅に減縮される。
【0049】
この図8に示される除電工程と検出工程とにあって、機体4に取り付けられた検出手段3および除電手段15は、必ずしも、それぞれ往復手段13および作動手段16により左右方向(X軸方向)へ移動させる必要はなく、機体4へ固定状態(図示せず)でもよいもので、この場合、各複数個の装着ヘッド1は、進退手段6および移動手段8により機体4におけるこの検出手段3あるいは除電手段15の取付位置に位置決めされ、移動手段8により可動体9を介して各複数個の装着ヘッド1を左右方向(X軸方向)に移動させることで、前記した同様の除電工程と検出工程とが行われる。
【0050】
図9における表面実装部品装着機Aの場合は、進退手段6により前後方向へ任意に移動する進退体7の適所へ取付体30を固定し、該取付体30に検出手段3および除電手段15を移動自在に取り付けてある。
【0051】
したがって、供給部mにおいて、複数の装着ヘッド1の各保持部材2により保持された電子部品bは、装着部nへ移動する過程において、進退体7に取り付けられた除電手段15および検出手段3に対して、可動体9に取り付けられた装着ヘッド1が移動手段8により左右方向へ移動する。
【0052】
このとき、この移動状態にある第一の装着ヘッド1に対して、除電手段15により、まず、イオン化された空気がシャワー状に吹き付けられ、該電子部品bおよび保持部材2あるいはこの保持部材2の近隣において帯電していた静電気の除去が行われる。
【0053】
同時に、移動する除電が終了した装着ヘッド1に対して、除電手段15と一体的に取り付けられた検出手段3により、装着ヘッド1の一連の移動運動の中で電子部品bを検出し、この検出信号に基づいて前記したように所定の補正処理を行う。このように、他の装着ヘッド1に対しても同様に除電工程と検出工程を連続した流れの中で行う。
【0054】
このため、除電工程と検出工程との工程は、供給部mにおいて電子部品bを受け取り、装着部nへ移動するその過程中にすべての動作が行われ終了するから、電子部品bの装着タクトタイムが、従来の除電工程と検出工程とを別々に行う場合と比べて大幅に減縮される。
【0055】
図10および図11おいて、図9に示す表面実装部品装着機Aにおける検出手段3および除電手段15の他の取付例を示すもので、これら検出手段3か除電手段15かのどちらか一方が、進退手段6により前後移動される進退体7に設けてあり、また、検出手段3か除電手段15かのどちらか一方が機体4の適所に取り付けた構成である。
【0056】
すなわち、図10に示す表面実装部品装着機Aの場合は、進退体7へ取付体30を介して除電手段15を固定し、機体4の適所へ往復手段13を介して検出手段3を移動自在に取り付けてある。
【0057】
したがって、供給部mにおいて、複数の装着ヘッド1の各保持部材2により保持された電子部品bは、装着部nへ移動する過程において、移動手段8により可動体9が左右方向へ移動することで、進退体7に固定された除電手段15上を電子部品bの下側が走行する。このとき、除電手段15によってイオン化された空気が吹き付けられ、該電子部品bおよび保持部材2あるいはこの保持部材2の近隣において帯電していた静電気が除去される。
【0058】
また、この除電を終えた電子部品bを保持した装着ヘッド1は、装着部nへ移動する途中に設けた検出手段3の位置に停止する、または検出手段3の走行方向と平行するように移動しつつ、該電子部品bの下側を往復手段13により走行する検出手段3によって各電子部品bを検出し、この検出信号に基づいて前記したように所定の補正処理を行う。
【0059】
このため、除電工程と検出工程との工程は、供給部mにおいて電子部品bを受け取り、装着部nへ移動するその過程中にすべての動作が行われ終了するから、電子部品bの装着タクトタイムが、従来の除電工程と検出工程とを別々に行う場合と比べて大幅に減縮される。
【0060】
また、図11に示す表面実装部品装着機Aの場合は、進退体7へ取付体30を介して検出手段3を固定し、機体4の適所へ作動手段16を介して除電手段15を移動自在に取り付けてある。
【0061】
したがって、供給部mにおいて、複数の装着ヘッド1の各保持部材2により保持された電子部品bは、装着部nへ移動する過程において、装着部nへ移動する途中に設けた除電手段15の位置に停止する、または除電手段15の走行方向と平行するように移動しつつ、この電子部品bの下側を作動手段16により走行する除電手段15によってイオン化された空気が吹き付けられ、該電子部品bおよび保持部材2あるいはこの保持部材2の近隣において帯電していた静電気が除去される。
【0062】
また、この電子部品bを保持した装着ヘッド1は、装着部nへ移動する過程において、進退体7へ取り付けた検出手段3に対して、該電子部品bの下側が移動手段8により走行して各電子部品bを検出し、この検出信号に基づいて前記したように所定の補正処理を行う。
【0063】
このため、除電工程と検出工程との工程は、供給部mにおいて電子部品bを受け取り、装着部nへ移動するその過程中にすべての動作が行われ終了するから、電子部品bの装着タクトタイムが、従来の除電工程と検出工程とを別々に行う場合と比べて大幅に減縮される。
【0064】
この図10および図11に示される除電工程と検出工程とにあっても、機体4に取り付けられた検出手段3と除電手段15とは、必ずしも、それぞれ往復手段13および作動手段16により左右方向(X軸方向)へ移動させる必要はなく、機体4の適所へ固定状態(図示せず)でもよいもので、この場合、各複数個の装着ヘッド1は、進退手段6および移動手段8により機体4におけるこの検出手段3あるいは除電手段15の取付位置に位置決めされ、移動手段8により可動体9を介して各複数個の装着ヘッド1を左右方向(X軸方向)に移動させることで、前記した同様の除電工程と検出工程とが行われる。
【0065】
【発明の効果】
前述したように本発明の表面実装部品装着機は、装着ヘッドに電子部品を保持させて装着部へ移動する過程において、前記電子部品および保持部材、あるいはこの保持部材の近隣において帯電していた静電気が除去されるので、電子部品の装着に際して、静電気が起因する装着不良および電子部品の破壊を防止することができる。また、装着ヘッドに電子部品を保持させて装着部へ移動する過程において、電子部品の情報処理が行えるので、基板への電子部品の装着の時間効率が大幅に向上して、その高速化が達成でき、短時間に大量の装着処理が行える。等の格別な効果を奏するものである。
【図面の簡単な説明】
【図1】 本発明に関する表面実装部品装着方法を採用した表面実装部品装着機の一実施例の概略を示す平面図である。
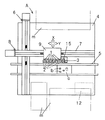
【図2】 図1における表面実装部品装着装着機を示す拡大側面図である。
【図3】 図2における表面実装部品装着装着機において除電手段のみを示す拡大側面図である。
【図4】 図2における表面実装部品装着装着機の更に他の例を示す拡大側面図である。
【図5】 図2における要部の斜視図である。
【図6】 図1における検出手段と除電手段とを進退体に取り付けた例を示す拡大側面図である。
【図7】 図6における表面実装部品装着装着機の他の例を示す拡大側面図である。
【図8】 図1における検出手段と除電手段とを機体に取り付けた例を示す拡大側面図である。
【図9】 図1における検出手段と除電手段とを進退体に取り付けた他の例を示す拡大側面図である。
【図10】 図9における表面実装部品装着装着機の他の例を示す拡大側面図である。
【図11】 図9における表面実装部品装着装着機の更に他の例を示す拡大側面図である。
【符号の説明】
A 表面実装部品装着装着機
b 電子部品
c 基板
m 供給部
n 装着部
1 装着ヘッド
2 保持部材
3 検出手段
4 機体
9 可動体
13 往復手段
15 除電手段
16 作動手段
Claims (4)
- 供給部の電子部品を装着ヘッドの保持部材によって保持し、前記供給部から装着部へ搬送して、該装着部における基板の所定位置に前記電子部品を装着する表面実装部品装着機にあって、
前記装着ヘッドまたは該装着ヘッドを取り付けた可動体に設けた除電手段と、前記保持部材に保持された電子部品の下側に前記除電手段を移動させる作動手段とを設け、
前記保持部材および前記保持部材に保持した前記電子部品を前記除電手段により除電することを特徴とする表面実装部品装着機。 - 前記表面実装部品装着機は、さらに前記供給部から装着部への搬送中に前記保持部材によって保持された前記電子部品を検出する検出手段を備えることを特徴とする請求項1に記載の表面実装部品装着機。
- 前記表面実装部品装着機は、さらに前記供給部から装着部への搬送中に前記保持部材によって保持された前記電子部品を検出する機体適所に設けた検出手段を備えることを特徴とする請求項1に記載の表面実装部品装着機。
- 前記表面実装部品装着機は、さらに前記供給部から装着部への搬送中に前記保持部材によって保持された前記電子部品を検出する検出手段と、前記保持部材に保持された電子部品の下側に前記検出手段を移動させる作動手段とを備えることを特徴とする請求項1に記載の表面実装部品装着機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23363099A JP4290287B2 (ja) | 1999-08-20 | 1999-08-20 | 表面実装部品装着機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP23363099A JP4290287B2 (ja) | 1999-08-20 | 1999-08-20 | 表面実装部品装着機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001060794A JP2001060794A (ja) | 2001-03-06 |
| JP2001060794A5 JP2001060794A5 (ja) | 2005-09-29 |
| JP4290287B2 true JP4290287B2 (ja) | 2009-07-01 |
Family
ID=16958065
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP23363099A Expired - Fee Related JP4290287B2 (ja) | 1999-08-20 | 1999-08-20 | 表面実装部品装着機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4290287B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004066112A (ja) | 2002-08-07 | 2004-03-04 | Canon Inc | 乾式ブラスト洗浄における被洗浄物の除電方法および装置 |
| JP6968569B2 (ja) * | 2017-04-26 | 2021-11-17 | ヤマハ発動機株式会社 | 部品実装装置 |
-
1999
- 1999-08-20 JP JP23363099A patent/JP4290287B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001060794A (ja) | 2001-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0767602B1 (en) | Method and apparatus for mounting a part | |
| US7363702B2 (en) | Working system for circuit substrate | |
| JP2009231723A (ja) | 電子部品装着装置 | |
| WO2011052162A1 (ja) | 部品実装機、部品実装システム及び部品実装方法 | |
| JP3981478B2 (ja) | 電子部品装着装置 | |
| JP6021374B2 (ja) | 部品実装装置及び部品実装方法 | |
| KR19980026672A (ko) | 전자부품 장착기용 보정장치 및 그 방법 | |
| JP3746127B2 (ja) | 部品搭載装置 | |
| JP4290287B2 (ja) | 表面実装部品装着機 | |
| JP4050396B2 (ja) | 電子部品装着装置および電子部品装着装置の装着ヘッド取付方法 | |
| JP5988839B2 (ja) | 部品実装機 | |
| JP3109963B2 (ja) | 表面実装機 | |
| JP4784995B2 (ja) | 電子部品実装機 | |
| JP2008117869A (ja) | 表面実装装置 | |
| JP5573748B2 (ja) | 基板位置検出センサの清掃治具及び清掃方法 | |
| JP2001060794A5 (ja) | ||
| JP3981689B2 (ja) | 電子部品装着装置 | |
| US6315185B2 (en) | Ball mount apparatus | |
| JP5977579B2 (ja) | 基板作業装置 | |
| JP2001015987A (ja) | 表面実装装置 | |
| JP3778729B2 (ja) | 電子部品装着装置 | |
| JP2006272292A (ja) | 粘性流体塗布装置 | |
| JP4077553B2 (ja) | 電子部品装着方法および電子部品装着装置 | |
| JPH0661693A (ja) | 部品装着装置 | |
| JP4582957B2 (ja) | 部品組立装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20040329 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050509 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090331 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4290287 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120410 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130410 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140410 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |