JP4077553B2 - 電子部品装着方法および電子部品装着装置 - Google Patents
電子部品装着方法および電子部品装着装置 Download PDFInfo
- Publication number
- JP4077553B2 JP4077553B2 JP10231898A JP10231898A JP4077553B2 JP 4077553 B2 JP4077553 B2 JP 4077553B2 JP 10231898 A JP10231898 A JP 10231898A JP 10231898 A JP10231898 A JP 10231898A JP 4077553 B2 JP4077553 B2 JP 4077553B2
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- mounting
- holding state
- suction
- suction member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Landscapes
- Automatic Assembly (AREA)
- Supply And Installment Of Electrical Components (AREA)
Description
【産業上の利用分野】
本発明は、電子部品の組立や装着する業界等において用いる電子部品装着方法および電子部品装着装置に関する。
【0002】
【従来の技術】
従来、基板へチップ部品やIC部品等の電子部品の組立や装着する業界等において、この電子部品は、実装機における装着ヘッドへ正しい姿勢や位置等において保持されないと、プリント基板へ搭載されたときに位置ずれを生じて製品となるプリント基板に不良品を生ずる。
【0003】
そのため、装着ヘッドに吸着された電子部品は、その都度、装着前に認識カメラ等によりその検査を受けて、あらかじめコンピュータへ入力したデータとに異差を有するときは、装着ヘッドを操作して希望する条件に補正をしていた。
【0004】
この操作は、例えば、図11に示すように、電子部品装着装置80において、電子部品供給部81からXYユニットにより任意に移動する装着ヘッド82A,82B,82Cが電子部品を受け取って、一旦、電子部品装着装置80の適所に設けた電子部品認識カメラ83へ移動して停止し、この部品認識カメラ83が横方向へ直線的に移動して前記した所定の検出を行なった後、この検出値に基づいて、あらかじめ制御手段に設定した情報と異なるとき、前記電子部品の保持状態を補正してプリント基板84へ装着していた。
【0005】
したがって、装着ヘッドは、部品認識カメラへ移動する動作と、部品認識カメラの位置で停止する動作と、カメラによる認識時間の停止動作と、その後、装着部へ移動する動作との各工程が、毎実装操作ごと繰り返されるので、実際に部品の装着が行なわれない空白時間がきわめて長く、大量処理と、実装作業の高速化が望まれる当業界にあっては、その要望に十分応えられない。
【0006】
また、前記した欠点を改善した手段で、図示してないが、装着ヘッド部に認識カメラを取り付けた構成が知られているが、このものは、電子部品の光像を得るため、ミラーを内蔵したミラーボックスを設け、これを横方向へ交互に移動しなければならず、しかも、その運動に合わせて装着ヘッドを上下させなければならない。
【0007】
そのため、構造とそれぞれの動きが複雑となって、俊敏で円滑な作動が得られないので、装置のタクトタイムの短縮が十分に図れず、生産性の向上につながらない。
【0008】
また、装置が大型化するため、狭い機体内をXY軸方向へ頻繁に移動するヘッド部には、複数個の装着ヘッドを設けることが困難であり、作業効率や電子部品の装着能力を向上させることができない。
【0009】
更に、装着ヘッドに認識カメラを取り付けた他の構成で、吸着から装着の間で検出手段による電子部品検出と、制御手段による電子部品位置補正を行ない、装着ヘッドが装着部へ到着すると、直ちに電子部品装着が行なわれる方法のものも提供されている。
【0010】
しかし、この方法にあっても、直交XY軸に装着ヘッドを取り付けた電子部品装着装置では、図12において示すタイムチャート図で明らかなように、該装着ヘッドが吸着部に到着して電子部品吸着を行ない、次に、該装着ヘッドが吸着部から装着部へ移動する間の時間Rにおいて、この装着ヘッドに吸着された電子部品が検出・補正され、該装着ヘッドが装着部へ到着した後、プリント基板上の所定位置に装着されていた。
【0011】
したがって、現在の技術的課題である電子部品装着装置のタクトタイムの短縮化を考えれば、まだ十分ではない。等の様々な問題点を有するものであった。
【0012】
【発明が解決しようとする課題】
本発明は前記した問題点を解決するためになされたもので、装着ヘッドに吸着された電子部品の保持状態を検出し、この検出値に基づいて、電子部品の保持状態を補正して、基板に電子部品を装着することにより、装着作動時間を可及的に短縮することができる電子部品装着方法および電子部品装着装置を提供することを目的としている。
【0014】
【課題を解決するための手段】
前記した目的を達成するための本発明の手段は、電子部品装着装置におけるX、Y軸方向の任意平面と、Z軸方向と、該Z軸を中心とする回転方向との移動を任意に行なう複数個の吸引部材と、前記吸引部材とともにX、Y軸方向の任意平面に移動可能で、且つ前記吸引部材の下方を移動可能な検出手段とを有する電子部品装着方法において、
前記吸引部材が供給部の電子部品を吸着する吸着工程と、前記吸引部材が吸着した電子部品を装着部へ移動する移動工程と、装着部に移動した電子部品を基板に装着する装着工程とを有し、
前記吸着工程で、前記検出手段により、一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記移動工程で、前記検出手段により、残りの吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、基板に前記電子部品を装着する電子部品装着方法にある。
【0015】
また、電子部品装着装置におけるX、Y軸方向の任意平面と、Z軸方向と、該Z軸を中心とする回転方向との移動を任意に行なう複数個の吸引部材と、前記吸引部材とともにX、Y軸方向の任意平面に移動可能で、且つ前記吸引部材の下方を移動可能な検出手段とを有する電子部品装着方法において、
前記吸引部材が供給部の電子部品を吸着する吸着工程と、前記吸引部材が吸着した電子部品を装着部へ移動する移動工程と、装着部に移動した電子部品を基板に装着する装着工程とを有し、
前記吸着工程で、前記検出手段により、一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記移動工程で、前記検出手段により、他の一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記装着工程で、前記検出手段により、残りの吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、基板に前記電子部品を装着する電子部品装着方法にある。
【0017】
また、前後方向に移動する進退体と、左右方向に移動する可動体と、電子部品の供給部と装着部とを移動する上下動可能な複数個の吸引部材と、前記複数個の吸引部材とともに前後左右方向に移動可能で、且つ前記吸引部材の下方を移動可能な検出手段と、この検出手段の検出信号を受ける制御手段とを備えた電子部品装着装置において、
前記吸引部材が供給部の電子部品を吸着する吸着時に、前記検出手段により、一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記吸引部材が吸着した電子部品を装着部へ移動する移動時に、前記検出手段により、残りの吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、基板に前記電子部品を装着する電子部品装着装置にある。
【0018】
また、前後方向に移動する進退体と、左右方向に移動する可動体と、電子部品の供給部と装着部とを移動する上下動可能な複数個の吸引部材と、前記複数個の吸引部材とともに前後左右方向に移動可能で、且つ前記吸引部材の下方を移動可能な検出手段と、この検出手段の検出信号を受ける制御手段とを備えた電子部品装着装置において、
前記吸引部材が供給部の電子部品を吸着する吸着時に、前記検出手段により、一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記吸引部材が吸着した電子部品を装着部へ移動する移動時に、前記検出手段により、他の一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記吸引部材が吸着した電子部品を装着部に装着する装着時に、前記検出手段により、残りの吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、基板に前記電子部品を装着する電子部品装着装置にある。
【0019】
【実施例】
次に、本発明に関する電子部品装着方法および電子部品装着装置の実施の一例を図面に基づいて説明する。
【0020】
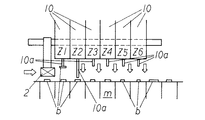
図1および図2においてAは、チップ部品やIC部品等の電子部品bを、その供給部mより受け取って装着部nへ移送し、プリント基板c上の所定の個数適所へ装着する電子部品装着装置で、本体1と、検出手段2と、制御手段3とにより基本的に構成される。
【0021】
なお、前記した電子部品装着装置Aは、本体1における機体4において、その一側または両側にパーツフィーダ等により順次搬送されて待機する電子部品bの供給部mが、また、機体4内において移送部材(図示せず)によりプリント基板cが搬入出される装着部nが設けられている。
【0022】
そして、その構成は、図1および図2に示すように、本体1における機体4へ取り付けて、進退手段5により前後方向へ任意に移動する進退体6と、この進退体6に取り付けて移動手段7により左右方向へ任意に移動する可動体8と、この可動体8へ昇降手段9により装着ヘッド10を昇降自在に係合させてあると共に、この装着ヘッド10は、回転手段11により縦軸方向を中心として回転自在としてあるもので、それぞれの手段5および7,9,11は数値制御可能なサーボモータ等により高精度で作動される。
【0023】
なお、この装着ヘッド10は、電子部品bの上面を吸着する吸着パット式等が用いられるもので、4ヘッドあるいは6ヘッド等の複数個からなるヘッドに構成されているものであって、該装着ヘッド10の下端部には吸着ノズル等の吸引部材10aが取り付けられる。
【0024】
前記した検出手段2は、装着ヘッド10の一側において可動体8へ略水平状に設けられた取付体30に設けられていて、数値制御可能なサーボモータ等により制御される往復手段12により該装着ヘッド10の下方を左右方向へ進退運動するように取り付けられる。
【0025】
そして、その構成は、装着ヘッド10に保持された機体4における供給部mからの電子部品bの保持状態を検出するもので、視覚センサ13と、光像入射手段14と、光源15とにより構成される。
【0026】
このうち、視覚センサ13は、略水平の取付体30の一側に取り付けられ、装着ヘッド10に保持された電子部品bに対して側方に配設されるもので、慣用のCCDカメラを用いるものであって、電子部品bの画像を取り込み、この検出信号を後記する制御手段3へ送信する。
【0027】
なお、前記した画像認識にあっては、吸着保持された電子部品bの全体のサイズや全体の前後左右方向の位置,リードピッチ,リード曲がり,リード本数等の各チェックを行なうもので、位置補正の結果、後記する制御手段3により電子部品bが定められた正しい位置に合致するようにする。
【0028】
前記光像入射手段14は、視覚センサ13に対応して取付体30の他側に設けられ、装着ヘッド10の電子部品bの真下において、該取付体30の移動軌跡上に取り付けられているもので、その光射面が45°をなすプリズムやミラーを用いるものであって、該光射面は、視覚センサ13と装着ヘッド10の電子部品b面へそれぞれ対応している。
【0029】
前記した光源15は、光像入射手段14を介して装着ヘッド10の電子部品bおよび視覚センサ13へ照明光を送り、視覚センサ13による計測の安定化を図るもので、該視覚センサ13と同一光軸を有する同軸落射式等を用いてこの視覚センサ13の前側に配設される。
【0030】
なお、この検出手段2において、該光源15の発光位置と発光時間とを規制する位置検出部材16が設けられているものであって、光電管や近接スイッチ等が用いられるもので、可動体8あるいは進退体6(検出手段2が移動式の場合は、可動体8、装着ヘッド10および検出手段2が相対移動式の場合は、進退体6)へ、各装着ヘッド10に対応させて、光源15の射光開始と射光停止との検出子17,18を取り付け、これら検出子17,18に対応する検出体19を取付体30に設けてある。
【0031】
前記した制御手段3は、検出手段2に連係させてこの検出信号を受けて、あらかじめ定められたデータに基づいて演算し、前記各手段5,7,9,11あるいは往復手段12,吸引部材10aの吸着手段(図示せず)を個別に任意に制御するもので、慣用のコンピュータが用いられる。
【0032】
したがって、本発明に係る電子部品装着方法の一実施例の作用は以下の通りである。
【0033】
プリント基板c上には、電子部品bがそれぞれ所定個数を適所に装着されるもので、この作業にあっては、これら設定値や動作順序等の各データがあらかじめプログラム化され、制御手段3へ入力してある。
【0034】
まず、検出手段2における電子部品認識およびその検出値に基づいた保持状態の補正について述べると、該電子部品bの装着は、進退手段5および移動手段7,昇降手段9,回転手段11を操作して、電子部品bの供給部mへ装着ヘッド10を移動させて該電子部品bを受け取る。
【0035】
すると、装着ヘッド10に取り付けられている検出手段2における往復手段12が作動して、取付体30すなわち該検出手段2が装着ヘッド10に対して左右方向へ移動する。
【0036】
そして、位置検出部材16における検出体19が光源15の射光開始検出子17に対応すると、光源15から照明光が光像入射手段14を介して、前記装着ヘッド10の電子部品b面へ一定時間照射されると共に、この反射光を視覚センサ13により画像として取り込み、制御手段3へ検出データを送信する。
【0037】
次に、取付体30の移動に伴って、その検出体19が射光停止検出子18に対応すると、光源15からの照射が停止されるもので、制御手段3においては前記計測による信号とあらかじめ入力したデータとに基づいて演算が行なわれ、この電子部品bの画像情報処理を行なって補正数値を得ることができるもので、プリント基板cへの装着にあって、電子部品bの装着が正しい状態で行なわれる。
【0038】
このような機能を有する電子部品装着装置Aにあって、本発明の第一実施例による電子部品装着方法によれば、まず、複数個(本実施例においては6ヘッド一体型)の装着ヘッド10は、本体1における供給部mへ移動する。
【0039】
すると、該複数個の装着ヘッド10の中で制御手段3から吸着指令が出た装着ヘッド10のうち(通常は6ヘッド全部に対してそれぞれ電子部品bの吸着指令が与えられるが、全てのヘッドではない場合もある。)、検出手段2に最も近い装着ヘッド10(図3においてZ1の装着ヘッド10)から、その吸引部材10aにより順次電子部品bを吸着していく。
【0040】
そして、このZ1の装着ヘッド10に吸着された電子部品bに対して、次の装着ヘッド10(図3においてZ2の装着ヘッド10)が次の電子部品bの吸着動作を開始および/または吸着している状態で、直ちに、既に吸着されている電子部品b(Z1)の保持状態を、検出手段2により電子部品bの真下を走行移動して検出する。
【0041】
この検出値に基づいて、例えば、吸引部材10aの中心位置に電子部品bの中心位置が一致していないとき、あるいは、Z軸において電子部品bがθ角度回転している等の不正保持状態のとき、この電子部品bの保持状態を、プリント基板cに装着する際に、その検出値の演算値分を制御手段3において補正する。
【0042】
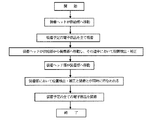
この検出手段2による電子部品bの検出と補正の動作は、図4のタイムチャート図に示すように、Z1の装着ヘッド10が電子部品bの吸着を終了し、その吸引部材10aが上昇すれば、直ちに開始することができるもので、同様に、Z2,Z3…とのように、その装着ヘッド10が電子部品bの吸着を終了し、該吸引部材10aが上昇すれば、それらの装着ヘッド10の電子部品bに対して、直ちに、これら電子部品bの真下を走行移動して、検出と補正を開始することができる。
【0043】
このように、制御手段3からの吸着指令が出た全ての装着ヘッド10が電子部品bを吸着完了後、直ちに、これら一体型6ヘッドからなる装着ヘッド10は、この供給部mから装着部nへ装着のために移動する。
【0044】
更に、この実施例方法にあって、(1)その装着ヘッド10の移動途中において、あるいは、(2)既に、検出とその補正が済んだ電子部品bのプリント基板cへの装着中において、まだ、電子部品bの保持状態の検出と補正を行なっていない装着ヘッド10の電子部品bに対して、その検出とその補正を行なう。
【0045】
すなわち、装着ヘッド10による電子部品bの保持状態を、前記した(1),(2)の工程の間に検出手段2により検出し、この検出値に基づいて、電子部品bの保持状態を補正する。
【0046】
なお、この実施例の工程における検出・補正は、三つの方法が挙げられるもので、図4および図10を参照して説明すると、まず、一の方法は、例えば、既にZ1の装着ヘッド10が電子部品bの吸着を終え、Z2,Z3,Z4…の装着ヘッド10が電子部品bを吸着し始めたとき、検出手段2が電子部品bを吸着保持しているZ1の装着ヘッド10の真下に走行移動して、該電子部品bの保持状態を検出し、この検出値に基づいて、電子部品bの保持状態を補正する。
【0047】
また、二の方法は、吸着指令が与えられた全ての装着ヘッド10が電子部品bの吸着保持を終了して、装着部nのプリント基板cへ移動している間に、まだ検出・補正処理が終了していない、例えば、Z2,Z3の装着ヘッド10の電子部品bの真下に走行移動して、該電子部品bの保持状態を検出し、この検出値に基づいて、電子部品bの保持状態を補正する。
【0048】
更に、三の方法は、例えば、既に検出・補正処理が完了しているZ1,Z2,Z3の装着ヘッド10が電子部品bをプリント基板cへ装着している間に、他の吸着保持されていて画像取り込み処理が完了していないZ4,Z5,Z6の装着ヘッド10の電子部品bに対して、その真下を走行移動して行なわれるものである。
【0049】
この、方法の検出・補正処理にあって、装着ヘッド10の電子部品bの吸着,移動,装着のいずれの動作においても行ない得るもので、この吸着,移動,装着の全ての工程において行なうか、吸着工程のみ,移動工程のみ,装着工程のみのいずれか、または、これら複数工程を選択的に設定するものである。
【0050】
更に、多数ヘッドにわたる装着ヘッド10にあって、その内のどの装着ヘッド10を前記した吸着,移動,装着のどの工程において行なうかも、任意に設定し得るものであり、これら検出・補正処理のタイミング等の選択は、装着ヘッド10数や、装着処理する電子部品bの種類等の変化、あるいは、装着条件等の様々な要因に臨機に対応し得るものである。
【0051】
こうして、順次、該検出・補正の終了した装着ヘッド10の電子部品bをプリント基板cに装着する(図4参照)。
【0052】
この電子部品装着方法によれば、装着ヘッド10の電子部品bの吸着保持のときから、および、電子部品bを吸着保持した装着ヘッド10のXY軸平面における吸着点から装着点までの移動の間、および装着時の時間を利用して、前述した検出・補正工程が行なわれ、かつ、完了するので、プリント基板cへの電子部品bの装着時間(タクトタイム)を可及的に短縮することができる。
【0053】
次に、本発明の電子部品装着方法の第二の実施例を説明するもので、前記した構成による電子部品装着装置Aが用いられるものであって、電子部品bの装着ヘッド10による吸着保持と装着動作は、前記第一実施例と同様の作用により行なわれる。
【0054】
この例の特徴は、図5のタイムチャート図に示すように、電子部品bを吸着保持した装着ヘッド10のXY軸平面における吸着点から装着点までの移動の間の時間を利用して、前述した検出・補正工程が行なわれ、かつ、完了する。
【0055】
したがって、検出・補正工程が装着時の時間を利用しない分、前記第一実施例よりは効果は減退するが、同様に、プリント基板cへの電子部品bの装着時間(タクトタイム)を可及的に短縮することができるもので、6ヘッドからなる装着ヘッド10による電子部品bの全部または一部の同時装着が可能となる。
【0056】
なお、第一実施例同様に、吸着工程および移動工程において、電子部品bの検出・補正処理のタイミング等の選定は、任意に行なわれる。
【0057】
更に、本発明の電子部品装着方法の第三の実施例を説明するもので、前記した構成による電子部品装着装置Aが用いられるものであって、電子部品bの装着ヘッド10による吸着保持と装着動作は、前記第一実施例と同様の作用により行なわれる。
【0058】
この例の特徴は、図6のタイムチャート図に示すように、全ての装着ヘッド10が電子部品bを吸着保持したとき、該装着ヘッド10のXY軸平面における吸着点から装着点までの移動の間、および装着時の時間を利用して、前述した検出・補正工程が行なわれ、かつ、完了する。
【0059】
したがって、検出・補正工程が吸着時の時間を利用しない分、前記第一実施例よりは効果は減退するが、同様に、プリント基板cへの電子部品bの装着時間(タクトタイム)を可及的に短縮することができるもので、6ヘッドからなる装着ヘッド10による電子部品bの全部または一部の同時吸着が可能となる。
【0060】
なお、第一,第二実施例同様に、移動工程および装着工程において、電子部品bの検出・補正処理のタイミング等の選定は、任意に行なわれる。
【0061】
【発明の効果】
前述したように本発明の電子部品装着方法および電子部品装着装置は、装着ヘッドが供給部において電子部品を吸着保持しているとき、装着ヘッドが電子部品を吸着保持して装着部へ移動するとき、装着ヘッドが装着部において電子部品を装着しているとき、などのそれぞれの過程を利用して、電子部品の情報検出および補正処理が行なえるので、プリント基板への電子部品の装着の時間効率が大幅に向上して、その高速化が達成でき、短時間に大量の装着処理が行なえる。
【0062】
特に、装着ヘッドを多数設けた多ヘッド式としたとき、一層、電子部品の情報検出および補正処理が効率的に行なえるので、更なる高速化した電子部品装着が可能となる。等の格別な効果を奏するものである。
【図面の簡単な説明】
【図1】 本発明に関する一実施例の電子部品装着補正方法を採用した電子部品装着装置の概略を示す平面図である。
【図2】 図1における装着ヘッドと検出手段とを示す拡大側面図である。
【図3】 図1における装置の電子部品吸着状態を示す説明図である。
【図4】 本発明に関する電子部品装着方法の第一実施例による装着状態を示すタイムチャート図である。
【図5】 本発明に関する電子部品装着方法の第二実施例による装着状態を示すタイムチャート図である。
【図6】 本発明に関する電子部品装着方法の第三実施例による装着状態を示すタイムチャート図である。
【図7】 図4におけるフローチャート図である。
【図8】 図5におけるフローチャート図である。
【図9】 図6におけるフローチャート図である。
【図10】 図1における装置の電子部品装着状態を示す説明図である。
【図11】 従来の電子部品の装着状態を示す説明図である。
【図12】 従来における他の電子部品装着方法による装着状態を示すタイムチャート図である。
【符号の説明】
A 電子部品装着機
b 電子部品
c プリント基板
2 検出手段
3 制御手段
4 機体
5 進退手段
6 進退体
7 移動手段
8 可動体
9 昇降手段
10 装着ヘッド
11 回転手段
Claims (4)
- 電子部品装着装置におけるX、Y軸方向の任意平面と、Z軸方向と、該Z軸を中心とする回転方向との移動を任意に行なう複数個の吸引部材と、前記吸引部材とともにX、Y軸方向の任意平面に移動可能で、且つ前記吸引部材の下方を移動可能な検出手段とを有する電子部品装着方法において、
前記吸引部材が供給部の電子部品を吸着する吸着工程と、前記吸引部材が吸着した電子部品を装着部へ移動する移動工程と、装着部に移動した電子部品を基板に装着する装着工程とを有し、
前記吸着工程で、前記検出手段により、一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記移動工程で、前記検出手段により、残りの吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、基板に前記電子部品を装着することを特徴とする電子部品装着方法。 - 電子部品装着装置におけるX、Y軸方向の任意平面と、Z軸方向と、該Z軸を中心とする回転方向との移動を任意に行なう複数個の吸引部材と、前記吸引部材とともにX、Y軸方向の任意平面に移動可能で、且つ前記吸引部材の下方を移動可能な検出手段とを有する電子部品装着方法において、
前記吸引部材が供給部の電子部品を吸着する吸着工程と、前記吸引部材が吸着した電子部品を装着部へ移動する移動工程と、装着部に移動した電子部品を基板に装着する装着工程とを有し、
前記吸着工程で、前記検出手段により、一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記移動工程で、前記検出手段により、他の一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記装着工程で、前記検出手段により、残りの吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、基板に前記電子部品を装着することを特徴とする電子部品装着方法。 - 前後方向に移動する進退体と、左右方向に移動する可動体と、電子部品の供給部と装着部とを移動する上下動可能な複数個の吸引部材と、前記複数個の吸引部材とともに前後左右方向に移動可能で、且つ前記吸引部材の下方を移動可能な検出手段と、この検出手段の検出信号を受ける制御手段とを備えた電子部品装着装置において、
前記吸引部材が供給部の電子部品を吸着する吸着時に、前記検出手段により、一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記吸引部材が吸着した電子部品を装着部へ移動する移動時に、前記検出手段により、残りの吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、基板に前記電子部品を装着することを特徴とする電子部品装着装置。 - 前後方向に移動する進退体と、左右方向に移動する可動体と、電子部品の供給部と装着部とを移動する上下動可能な複数個の吸引部材と、前記複数個の吸引部材とともに前後左右方向に移動可能で、且つ前記吸引部材の下方を移動可能な検出手段と、この検出手段の検出信号を受ける制御手段とを備えた電子部品装着装置において、
前記吸引部材が供給部の電子部品を吸着する吸着時に、前記検出手段により、一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記吸引部材が吸着した電子部品を装着部へ移動する移動時に、前記検出手段により、他の一部の吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、
前記吸引部材が吸着した電子部品を装着部に装着する装着時に、前記検出手段により、残りの吸引部材に吸着された電子部品の保持状態を検出し、この検出値に基づいて前記電子部品の保持状態を補正し、基板に前記電子部品を装着することを特徴とする電子部品装着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10231898A JP4077553B2 (ja) | 1998-04-14 | 1998-04-14 | 電子部品装着方法および電子部品装着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10231898A JP4077553B2 (ja) | 1998-04-14 | 1998-04-14 | 電子部品装着方法および電子部品装着装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005078928A Division JP4077826B2 (ja) | 2005-03-18 | 2005-03-18 | 電子部品装着方法および電子部品装着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11298198A JPH11298198A (ja) | 1999-10-29 |
| JP4077553B2 true JP4077553B2 (ja) | 2008-04-16 |
Family
ID=14324238
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP10231898A Expired - Fee Related JP4077553B2 (ja) | 1998-04-14 | 1998-04-14 | 電子部品装着方法および電子部品装着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4077553B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2003041478A1 (ja) * | 2001-11-05 | 2005-03-03 | 東レエンジニアリング株式会社 | 実装装置および実装方法 |
| WO2019171517A1 (ja) * | 2018-03-07 | 2019-09-12 | 株式会社Fuji | 保持部材制御装置 |
| DE102021105594B3 (de) * | 2021-03-09 | 2022-06-09 | Asm Assembly Systems Gmbh & Co. Kg | Verfahren zur Positionskorrektur von Bauteilen mit einer Aufnahmevorrichtung, Aufnahmevorrichtung, Computerprogrammprodukt und computerlesbares Medium |
-
1998
- 1998-04-14 JP JP10231898A patent/JP4077553B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11298198A (ja) | 1999-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7002831B2 (ja) | 部品実装機 | |
| JP4809799B2 (ja) | 実装機、その実装方法および実装機における基板撮像手段の移動方法 | |
| JP3981478B2 (ja) | 電子部品装着装置 | |
| JPH08213800A (ja) | 実装機の部品状態検出装置 | |
| JPH07193396A (ja) | 部品装着装置 | |
| JP2015135886A (ja) | 管理装置 | |
| JP4974864B2 (ja) | 部品吸着装置および実装機 | |
| JP2863731B2 (ja) | 電子部品装着装置およびその方法 | |
| JP2000114787A5 (ja) | ||
| JP2008060249A (ja) | 部品実装方法および表面実装機 | |
| JP4077553B2 (ja) | 電子部品装着方法および電子部品装着装置 | |
| JP4050396B2 (ja) | 電子部品装着装置および電子部品装着装置の装着ヘッド取付方法 | |
| JP3981689B2 (ja) | 電子部品装着装置 | |
| JP4437686B2 (ja) | 表面実装機 | |
| JP3265143B2 (ja) | 部品搭載方法および装置 | |
| JP4077826B2 (ja) | 電子部品装着方法および電子部品装着装置 | |
| US6315185B2 (en) | Ball mount apparatus | |
| JP4954698B2 (ja) | 表面実装機および表面実装機の制御方法 | |
| WO2021157077A1 (ja) | 吸着位置調整装置 | |
| JP6997069B2 (ja) | 部品実装機 | |
| JP2006024957A (ja) | 部品の実装位置補正方法および表面実装機 | |
| JP2006073959A (ja) | 部品認識装置及び表面実装機並びに部品試験装置 | |
| WO2016151797A1 (ja) | 実装装置及び実装方法 | |
| JP3981685B2 (ja) | 電子部品装着装置 | |
| JP2001156498A (ja) | 表面実装部品装着機における持ち帰り電子部品の検出方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20040329 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050318 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070911 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071022 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080201 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110208 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110208 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120208 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120208 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130208 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130208 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140208 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |