JP4288459B2 - プラスチックの射出成形装置 - Google Patents
プラスチックの射出成形装置 Download PDFInfo
- Publication number
- JP4288459B2 JP4288459B2 JP2002298579A JP2002298579A JP4288459B2 JP 4288459 B2 JP4288459 B2 JP 4288459B2 JP 2002298579 A JP2002298579 A JP 2002298579A JP 2002298579 A JP2002298579 A JP 2002298579A JP 4288459 B2 JP4288459 B2 JP 4288459B2
- Authority
- JP
- Japan
- Prior art keywords
- screw
- injection molding
- plastic injection
- gear
- servo motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/46—Means for plasticising or homogenising the moulding material or forcing it into the mould
- B29C45/47—Means for plasticising or homogenising the moulding material or forcing it into the mould using screws
- B29C45/50—Axially movable screw
- B29C45/5008—Drive means therefor
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、シリンダー内に配置された回転可能なスクリューにより、プラスチックを可塑化し、射出する成形装置に関する。このスクリューはスピンドルの回転により軸方向に移動され、このスピンドルを、スクリューとともに軸方向に随伴して動くサーボモーターが、歯付きベルトで結合された歯車を用いて回転させることができる。
【0002】
【従来の技術】
この種のプラスチック射出成形装置は、例えば特許文献1等において知られているが、この従来装置は、表向きの論理としては、プラスチック射出時に流動物体をできるだけ小さく抑え、構造全体をできるだけ単純化して維持することを目的に設計されている。これは、図1〜図3に示した構造のものの場合、次のようにして達成される。すなわち、サーボモーターの従動側歯車を歯付きベルトによりそれぞれ1つの歯車と直接結合し、この歯車はスピンドルのそれぞれに直接取り付けられるものとする。モーターを比較的小さくできるように、このモーターを比較的大きな回転数で回転させ、上記従動側歯車を小さくし、駆動歯車を大きくして回転数を落とす。
【0003】
【特許文献1】
(EP1151843AI参照)
【0004】
【発明が解決しようとする課題】
この知られた構造は十分満足に機能するけれども、本発明は、サーボモーターと歯車の間に、回転数を減少させる中間歯車装置を配置することを意図する。
【0005】
【課題を解決するための手段】
以上の課題を解決するために、まず、請求項1に係る発明の採った手段は、
「シリンダー(2)内に配置されて回転可能なスクリュー(3)により、プラスチックを可塑化して射出するプラスチックの射出成形装置において、
スクリュー(3)はスピンドル(5)の回転により軸方向に移動され、このスピンドル(5)を、スクリュー(3)とともに軸方向に随伴して動くサーボモーター(7)により、歯付きベルト(17)によって結合された歯車(27、27´)を用いて回転させることができるようにするとともに、
サーボモーター(7)と歯車(27、27´)の間に、回転数を減少させる中間歯車装置(15)を配置したことを特徴とするプラスチックの射出成形装置」であり、また請求項2に係る発明の採った手段は、上記請求項1に記載のプラスチックの射出成形装置について、
「中間歯車装置(15)が遊星歯車装置として形成されていること」
である。
【0006】
なぜ、この設計上余計な費用を必要以上にかけて、装置全体の機能を全体として改善しなければならないのかは次の通りである。
【0007】
本発明のプラスチック射出成形装置によれば、サーボモーターとスピンドルの回転数が等しい場合、まず歯付きベルトの速度を中間歯車装置の変速比に応じて減少させる。これにより設備の運転は非常に騒音が少なくなる。しかし、この利点だけでは、設計上の費用増はほとんど正当化されない。特に、中間歯車装置を設けることは、動かされる質量を大きくすることになり、それはスピンドルに取り付けられた歯車を小さくすることにより削減されるよりも大きい。
【0008】
しかし、この新しいプラスチック射出成形装置は、射出動作の制御を容易にするのに役立つ。この制御には、軸方向に動かされる質量だけでなく、回転する機械エレメントの慣性モーメントがかなりの規模で影響することがわかっている。
【0009】
つまり、本発明の場合、このようにして小さいけれども高速回転するサーボモーターの使用が可能となる。この小さいけれども高速回転するサーボモーターの使用が可能にもかかわらず、成形工程のコントロールはいちじるしく改善される。
【0010】
【発明の実施の形態】
次に、図面を用いて本発明の詳細を説明する。ここで、図1〜図3は従来の技術に関するものであり、図4および図5は、本発明により改善された装置の背面図および側面図、図6は図5における中間歯車装置を示す。
【0011】
まず、図1〜図3に示す射出装置は知られているものであり、したがって詳しく説明する必要はないが、この装置は、スクリュー3を備え、このスクリューは成形材料シリンダー2の中で回転できる状態で、そして長手方向に移動できる状態で軸受けされている。
【0012】
ホッパー1からスクリュー3に供給された樹脂は、金型スクリュー3の回転によって可塑化され、スクリュー前室に集められた後、スクリュー3の押し出しによって、ここには示さないダイキャビティに射出される。プラスチックが計量供給され、射出される間、成形シリンダー2と結合されているキャリヤプレート4は動かないままである。スクリュー3の末端はプレッシャープレート8に取り付けられ、そこでスクリュー3が支持されている。プレッシャープレート8の側では、スピンドル5を介してキャリヤプレート4に支持されている。スピンドル5の駆動はサーボモーター7により、歯付きベルト17および滑車27、27´を介して行われ、このサーボモーターはプレッシャープレート8の動きに随伴する。スクリュー3を回転させる計量供給駆動装置6も同様にプレッシャープレート8と結合され、この駆動装置は歯付きベルト16を介して滑車6´を駆動する。
【0013】
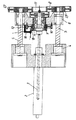
スクリュー3の末端は、ここには詳細を示さないピボット軸受けに取り付けられ、このピボット軸受けは固定されたスリーブ9に囲まれている。スリーブ9とプレッシャープレート8の結合は、リングディスク10によって媒介されている。リングディスクの内側周縁11はスリーブ9と、外側周縁12はプレッシャープレート8と、ねじ18によって結合されている。
【0014】
射出動作のときプレッシャープレート8は、モーター7によりスピンドル5を介して左側に動かされる。そのためにはモーター7が、多量の流動樹脂をまず加速し、その後ふたたび制動する。これにより制御挙動は大きな影響を受ける。
【0015】
以上は、図1〜図3を参照した従来射出成形装置の説明であるが、これを改善した射出成形装置が、図4〜図6に示した本発明の実施例である。なお、本発明の実施例の説明において、従来技術と共通する部材については、図1〜図3において使用したのと同じ符号を付して、その説明を省略する。
【0016】
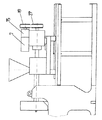
図5に記載するように、ここではサーボモーター7と小歯車19の間に中間歯車装置15を接続し、これにより小歯車19の回転数をモーター7の回転数よりも減少させる。従って小歯車19と歯車27の間では、回転数を大きく変化させる必要がない。小歯車19の直径は従来の技術より大きくすることができ、―重要なことであるが―それにより歯車27、27´の直径と、したがってその慣性モーメントを減少させることができる。歯車27、27´の直径が減少することにより、スピンドル5の回転数が等しい場合、歯付きベルト17の速度が低下し、したがって騒音が大きく減少することになる。
【0017】
中間歯車装置15を形成するにあたって、設計者は大きな自由度で設計できる。たとえば平歯車装置または遊星歯車装置を考慮することができ、これらは典型的な例を挙げれば回転数を5:1の比に下げられる。図6に示す遊星歯車装置は、その入力軸30がサーボモーター7と、その従動軸31が歯車19と結合されている。ギヤケース33は固定され、内側歯部37を設けられている。ギヤケース33内部では軸受け32上で円筒形のケージ34が回転し、このケージに遊星歯車36が設けられている。これらの遊星歯車はサーボモーター7により軸30を介して駆動され、そして小歯車35を駆動するので、ケージ34と軸31は軸30より遅い速度で回転する。
【0018】
【発明の効果】
以上詳述した通り、本発明においては、
「シリンダー(2)内に配置されて回転可能なスクリュー(3)により、プラスチックを可塑化して射出するプラスチックの射出成形装置において、
スクリュー(3)はスピンドル(5)の回転により軸方向に移動され、このスピンドル(5)を、スクリュー(3)とともに軸方向に随伴して動くサーボモーター(7)により、歯付きベルト(17)によって結合された歯車(27、27´)を用いて回転させることができるようにするとともに、
サーボモーター(7)と歯車(27、27´)の間に、回転数を減少させる中間歯車装置(15)を配置したこと」
にその主たる特徴があり、これにより、小さいけれども高速回転するサーボモーターの使用が可能となるだけでなく、この小さいけれども高速回転するサーボモーターの使用が可能にもかかわらず、成形工程のコントロールをいちじるしく改善することができるのである。
【図面の簡単な説明】
【図1】従来技術に係る装置の横断面図である。
【図2】従来技術に係る装置の縦断面図である。
【図3】従来技術に係る装置における歯車装置の関係を示す部分拡大正面図である。
【図4】本発明により改善されたプラスチック成形装置の背面図である。
【図5】本発明により改善されたプラスチック成形装置の側面図である。
【図6】図5における中間歯車装置を示す部分拡大断面図である。
【符号の説明】
2 シリンダー
3 スクリュー
5 スピンドル
7 サーボモータ
15 中間歯車装置
17 歯付きベルト
27、27‘ 歯車
Claims (2)
- シリンダー(2)内に配置されて回転可能なスクリュー(3)により、プラスチックを可塑化して射出するプラスチックの射出成形装置において、
スクリュー(3)はスピンドル(5)の回転により軸方向に移動され、このスピンドル(5)を、スクリュー(3)とともに軸方向に随伴して動くサーボモーター(7)により、歯付きベルト(17)によって結合された歯車(27、27´)を用いて回転させることができるようにするとともに、
サーボモーター(7)と歯車(27、27´)の間に、回転数を減少させる中間歯車装置(15)を配置したことを特徴とするプラスチックの射出成形装置。 - 中間歯車装置(15)が遊星歯車装置として形成されていることを特徴とする請求項1に記載のプラスチックの射出成形装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT788/2001 | 2001-10-15 | ||
| AT0078801U AT5681U1 (de) | 2001-10-15 | 2001-10-15 | Einrichtung zum plastifizieren und einspritzen von kunststoff |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2003127192A JP2003127192A (ja) | 2003-05-08 |
| JP4288459B2 true JP4288459B2 (ja) | 2009-07-01 |
Family
ID=3499753
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002298579A Expired - Fee Related JP4288459B2 (ja) | 2001-10-15 | 2002-10-11 | プラスチックの射出成形装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6793482B2 (ja) |
| JP (1) | JP4288459B2 (ja) |
| AT (1) | AT5681U1 (ja) |
| DE (1) | DE10244967B4 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7156652B2 (en) * | 2003-10-03 | 2007-01-02 | Daiwa Kasei Industry Co., Ltd. | Motor-driven injection molding apparatus |
| JP4355945B2 (ja) * | 2004-11-08 | 2009-11-04 | 住友金属鉱山株式会社 | 近赤外線吸収繊維およびこれを用いた繊維製品 |
| DE102005012337B3 (de) * | 2005-03-17 | 2006-03-16 | Mannesmann Plastics Machinery Gmbh | Antriebssystem für eine Plastifiziereinheit einer Spritzgießmaschine |
| JP2006321225A (ja) * | 2005-04-18 | 2006-11-30 | Sumitomo Heavy Ind Ltd | 射出装置 |
| DE202005021060U1 (de) * | 2005-09-14 | 2007-01-18 | Siemens Ag | Spritzgießmaschine |
| AT522057B1 (de) | 2019-01-18 | 2020-09-15 | Engel Austria Gmbh | Plastifiziereinheit für eine Spritzgießmaschine |
| CN114030143B (zh) * | 2021-11-17 | 2022-07-22 | 徐州云泰精密技术有限公司 | 一种冲裁集电环水口装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3718106A1 (de) * | 1987-05-27 | 1988-12-15 | Mannesmann Ag | Praezisionsschliesseinheit fuer eine spritzgiessmaschine |
| JPH089184B2 (ja) * | 1989-05-24 | 1996-01-31 | ファナック株式会社 | 射出成形機の射出装置 |
| DE19580020C1 (de) * | 1994-05-10 | 1996-08-01 | Procontrol Ag | Verfahren und Vorrichtung zur Steuerung der Düsenanlegung für elektrische Spritzgießmaschinen |
| JPH0839633A (ja) | 1994-08-01 | 1996-02-13 | Sumitomo Heavy Ind Ltd | 電動射出成形機の射出装置 |
| JP2754356B2 (ja) * | 1995-01-19 | 1998-05-20 | ファナック株式会社 | 射出成形機の射出機構 |
| JP2000108175A (ja) * | 1998-10-06 | 2000-04-18 | Mitsubishi Heavy Ind Ltd | 射出成形機の電動射出駆動装置 |
| DE50001273D1 (de) * | 2000-05-02 | 2003-03-27 | Engel Gmbh Maschbau | Einspritzeinrichtung für eine Spritzgiessmaschine |
-
2001
- 2001-10-15 AT AT0078801U patent/AT5681U1/de not_active IP Right Cessation
-
2002
- 2002-09-26 DE DE10244967A patent/DE10244967B4/de not_active Expired - Fee Related
- 2002-10-10 US US10/268,127 patent/US6793482B2/en not_active Expired - Fee Related
- 2002-10-11 JP JP2002298579A patent/JP4288459B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003127192A (ja) | 2003-05-08 |
| DE10244967B4 (de) | 2009-01-22 |
| US20030072840A1 (en) | 2003-04-17 |
| AT5681U1 (de) | 2002-10-25 |
| US6793482B2 (en) | 2004-09-21 |
| DE10244967A1 (de) | 2003-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4288459B2 (ja) | プラスチックの射出成形装置 | |
| CN100491105C (zh) | 电动注塑成型机及其成型方法 | |
| JP4792078B2 (ja) | 射出成形機の可塑化ユニットのための駆動システム | |
| US6837701B2 (en) | Device for removing injection moulded parts | |
| JPH08207091A (ja) | エジェクタ装置 | |
| CA2644925C (en) | Screw element | |
| JP4626870B2 (ja) | 射出成形機の駆動装置 | |
| JP3499982B2 (ja) | 2材複合成形装置 | |
| US6533447B2 (en) | Plasticizing apparatus for a pre-plasticization-type injection molding machine | |
| JP3245391B2 (ja) | ビルトインモータ型射出装置 | |
| JPH1158468A (ja) | 射出成形機 | |
| JP2866314B2 (ja) | 型締装置 | |
| JP2001248706A (ja) | 駆動装置 | |
| JP3207171B2 (ja) | エジェクタ装置 | |
| JP3144301B2 (ja) | 射出成形機の可塑化・射出装置 | |
| JP2000218662A (ja) | 射出成形機のエジェクタ装置 | |
| US20120093957A1 (en) | Electric motor drive unit for an injection molding machine for processing plastics | |
| JP2978639B2 (ja) | サーボモータ駆動の射出成形機 | |
| JP3137947B2 (ja) | 型締装置 | |
| JP3137948B2 (ja) | 型締装置 | |
| JP5089310B2 (ja) | 射出成形機の構築方法 | |
| JP3247678B2 (ja) | 射出成形機 | |
| JPH10225965A (ja) | エジェクタ装置 | |
| JPH04113821A (ja) | 射出成形装置における射出装置 | |
| JP2001221304A (ja) | 動力伝達装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050705 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071119 |
|
| RD12 | Notification of acceptance of power of sub attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7432 Effective date: 20080207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20080207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080324 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20080324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090217 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090317 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4288459 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120410 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130410 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140410 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |