JP4286945B2 - 接触型非接触型共用icカードとその製造方法 - Google Patents
接触型非接触型共用icカードとその製造方法 Download PDFInfo
- Publication number
- JP4286945B2 JP4286945B2 JP860199A JP860199A JP4286945B2 JP 4286945 B2 JP4286945 B2 JP 4286945B2 JP 860199 A JP860199 A JP 860199A JP 860199 A JP860199 A JP 860199A JP 4286945 B2 JP4286945 B2 JP 4286945B2
- Authority
- JP
- Japan
- Prior art keywords
- card
- antenna coil
- connection terminal
- contact
- module
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Description
【発明の属する技術分野】
本発明は、外部装置接続端子を介して通信を行う接触型ICカードと電磁誘導により非接触で通信を行う非接触型ICカードの機能を1つのICチップで実現する共用カードであって、カードの曲げ負荷に対してICモジュールの剥離を防止した高信頼性のICカードとその製造方法に関する。
【0002】
【従来技術】
ICカードは、外部装置とのデータ通信を接続端子を介して行う接触型ICカードと、コイルを通じて電磁誘導により通信を行う非接触型ICカードに分類され、主に、接触型ICカードは、決済用途、非接触型ICカードは、交通システム等のゲートアクセス管理に用いられている。
また、近年、接触型ICカードの機能と非接触型ICカードの機能を1つのICチップで併せ持つICチップが開発されている。従来、このICチップを使用した接触型ICカードの機能と非接触型ICカードの機能を併せ持つ高機能情報記録媒体の製造に当たっては、
▲1▼接触型IC部と非接触型IC部を1枚のカードに別々に搭載する手法1や、
▲2▼接触/非接触共用IC部をアンテナと一体にした後、塩化ビニール等の基材でラミネートしカード化する手法2や、
▲3▼接触/非接触共用IC部をアンテナ付きカードに埋設し一体化する手法3が用いられている。
【0003】
図6は、従来の接触型非接触型共用ICカードの実施形態(手法1)を示す図、図7は、他の接触型非接触型共用ICカードの実施形態(手法2)、図8は、さらに他の接触型非接触型共用ICカードの実施形態(手法3)を示す図である。しかし、上記手法1の場合、図6(A)のように外部装置接続端子411を有する接触型IC部41とアンテナコイル43を有する非接触型IC部44とが分離して無関係に存在しているので双方のメモリを共有できないという問題がある。なお、図6(B)は、図6(A)のA−A線に沿う断面を示している。
【0004】
また手法2の場合、図7(A)のように、まず、ICモジュール51、アンテナコイル53とアンテナコイル接続端子54が一体となったICモジュール実装済み基板521を準備し、当該基板を、IC装着用の開口58が形成されたコアシート522と、さらにコアシートを保護するオーバーシート523,524とを積層し、接着剤を介してまたは介さずに、プレス機により加圧加熱して一体のカード基体52に形成する(図7(B))。この場合、接続端子面の離脱がない利点があるが、ICを実装した後、熱圧プレスによりカード化を行うため、カード加工時にかかる熱、圧負荷によりICの動作不良が発生しやすいという問題がある。また、カードに必要な諸種の付加機能を設け難いことや量産性に劣る問題がある。なお、図7(C)は図7(B)のカードの平面図を示す。
【0005】
手法3の場合、図8(A)のように、まず、アンテナコイル63やアンテナコイル接続端子64が形成されたセンターコアシート621を準備し、これにオーバーシート623,624を積層し、接着剤を介してまたは介さずに一体のカード基体62に作製し(図8(B))、その後、ICモジュール61を装着する凹部68を切削してカード基体内のアンテナコイル接続端子64を露出させ(図8(C))、ICチップ実装基板に具備された接続端子614と基体側のアンテナコイル接続端子64を半田等の導電性接着剤で接続するとともに、接続端子部以外の接着エリアに絶縁性接着剤を塗布してから、ICモジュール61を装填し接続および接着を行って接触型非接触型共用ICカードを作製する(図8(D))。なお、図8(E)は図8(D)のカードの平面図を示す。
しかし、この場合は、アンテナコイル接続端子64がICモジュール接着面にあるため、接着面積が十分に得られず曲げ負荷に弱いという問題がある。
【0006】
【発明が解決しようとする課題】
そこで、本発明では、接触型/非接触型ICカードの双方の機能を備える接触型非接触型共用ICカードにおいて、曲げ負荷に対して物理的強度の優れたICカードを実現するとともに、製造工程において量産性に優れ、カードに必要な諸種の付加機能をも設けやすい製造方法を提供することにある。
【0007】
【課題を解決するための手段】
上記課題を解決するための本発明の要旨の第1は、外部装置接続端子とアンテナコイル接続端子を有する接触型非接触型共用ICモジュールがICモジュール装着用凹部に嵌合してカード表面に装着され、ICモジュール側アンテナコイル接続端子とカード基体側アンテナコイル接続端子とが当該凹部内に掘削した小径の凹部内に充填した導電性接着剤で接続し、かつICモジュール装着用凹部の第1凹部の外周にカードの曲げ耐性を持たせる応力吸収溝が形成されている接触型非接触型共用ICカードにおいて、応力吸収溝の最底面がアンテナコイル形成シート面に達しない深さであり、かつカード基体のアンテナコイル形成シート面がカード基体の中心を通ってカード表面に平行な平面に対して、少なくとも中心を通る面と同一面にあるかまたはそれよりも外部装置接続端子と反対側の領域にあるようにしたことを特徴とする接触型非接触型共用ICカード、にある。かかる接触型非接触型共用ICカードであるので、カードの曲げ負荷に対して耐性が高く、ICモジュールの剥離を防止したカードとすることができる。
【0008】
上記要旨の第1において、ICモジュール側アンテナコイル接続端子とカード基体側アンテナコイル接続端子が導電性接着剤により接続され、ICモジュールとカード基体の接触面が絶縁性接着剤で接着されていることが好ましい。これによりアンテナコイル接続端子間の導通をとり、かつICモジュールを凹部内に十分な強度を確保することができる。
【0009】
上記課題を解決するための本発明の要旨の第2は、外部装置接続端子とカード基体内部に埋設されたアンテナコイルとアンテナコイル接続端子とを有し、当該アンテナコイル接続端子とICモジュール側アンテナコイル接続端子とが、接触型と非接触型と両機能を有するICモジュールをICモジュール装着用凹部に嵌合して装着することにより接続される接触型非接触型共用ICカードの製造方法において、コアシートにアンテナコイルとアンテナコイル接続端子を形成する工程と、当該コアシートに厚み調整用の他のコアシートおよびオーバーシートを積層して一体のカード基体を作製する際に、コアシートのアンテナコイル形成面に対して、外部装置接続端子表面側となるシート厚みをその反対面側となるシート厚みよりも肉厚となるようにシート厚を選定して積層し一体にする工程と、一体にしたカード基体にICモジュールの外部装置接続端子が装着できる深さに第1凹部を切削する工程と、第1凹部内の双方のアンテナコイルの接続端子間をさらに切削してICモジュールのモールド樹脂部を埋設できる深さに第2凹部を切削する工程と、第2凹部の周辺であってカード基体のアンテナコイル接続端子上を当該接続端子面に達する深さに第3凹部を掘削する工程と、第1凹部の外周に応力吸収溝を最底面がアンテナコイル形成シート面に達しない深さに掘削する工程と、第3凹部内に導電性接着剤を充填する工程と、第3凹部以外の凹部部分に絶縁性接着剤を塗布または絶縁性接着剤シートを仮置きして接触型非接触型の両機能を有するICモジュールを装着する工程と、を有することを特徴とする接触型非接触型共用ICカードの製造方法、にある。かかる製造方法であるので、カードの曲げ負荷に対して耐性が高く、ICモジュールの剥離を防止したカードを製造することができる。
【0010】
【発明の実施の形態】
以下、本発明のICカードの実施形態について図面を参照して説明する。
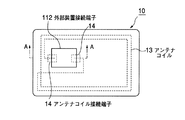
図1は、本発明の接触型非接触型共用ICカードの1実施形態を示す平面図である。図2は、図1のA−A線に沿った部分拡大断面図を示す。
図1の平面図では接触型非接触型共用ICカードであるため外部装置接続端子112をカード表面に有するが、端子パターン形状等は省略されている。また、カード周囲に鎖線で表示するのはカード内部にアンテナコイル13が存在することを示している。アンテナコイル接続端子14はアンテナコイルの両端とICモジュール基板の接続端子114を接続するためICモジュール装着部用凹部18に臨むように形成されている。
【0011】
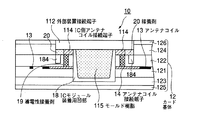
図2のように、本発明の接触型非接触型共用ICカードでは、ICモジュール接着部においてICモジュール接着部にかかる曲げ応力を緩和してICモジュールの剥離や脱落を防止するため、ICモジュール装着用凹部の外周に応力吸収溝184を設けたことを特徴とする。それに伴い、アンテナコイル13が形成されたコアシート121のアンテナコイル形成面が、カード基体の中心を通りカード表面に平行な平面に対して、少なくとも中心を通る面と同一面にあるかまたはそれよりは外部装置接続端子112と反対側の領域に属するように形成することが好ましい。これは応力吸収溝をアンテナコイルを切断しないで所期の効果が得られる深さに支障なく形成するためである。
【0012】
また、IC側アンテナコイル接続端子114とカード基体側アンテナコイル接続端子14とは、ICモジュール装着用凹部18内に掘削した小径の第3凹部183内に導電性接着剤19を充填し、これにより導通が図られている。また両接続端子以外の部分については、通常の絶縁性接着剤20で接着されている。
図2の接触型非接触型共用ICカード10では、アンテナコイル13がコアシート121に形成され、当該シートにコアシート122,123,124を積層し、さらにオーバーシート125,126を積層した6層の基材シートから構成されている。コアシート122は、カード厚み調整の役割をなし、コアシート123,124には印刷を施してオーバーシート125,126で保護することができる。
なお、図2はカード基体を6層の基材シートで構成した例を示しているが、カード基体は6層に限定されず、2層ないし5層の構成であって良い。
【0013】
図3は、ICモジュール装着用凹部を示す図である。図3(A)は平面図、図3(B)は、図3(A)のA−A線における断面を示している。
ICモジュール装着部用凹部18は2段の深さに形成されていて、第1凹部181は外部装置接続端子112が埋設できかつ接着剤を塗布または敷設できる深さに形成されている。第1凹部のほぼ中心部には、ICモジュールのモールド樹脂115部が納まる大きさと深さに第2凹部182が切削形成されている。また、第1凹部の外周域には、応力吸収溝184がアンテナコイル接続端子には達しない深さに掘削形成されている。さらに第1凹部内であって第2凹部の周囲の2ケ所に、アンテナコイル接続端子を接続するための第3凹部183が掘削形成されている。この深さはアンテナコイル接続端子14の表面が露出し貫通しない深さとする。前記のように、当該第3凹部に導電性接着剤を充填して、IC側接続端子とカード基体側接続端子の導通が図られる。
なお、図3では第3凹部183が円形に図示されているが、円形に限らず矩形状や正方形状であってもよく第2凹部に接続した形状であってもよい。
【0014】
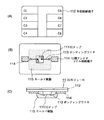
図4は、接触型非接触型共用ICチップによるICモジュールの例を示す図である。図4(A)は、外部装置接続端子の基板表面を示す図、図4(B)は、基板裏面を示す図、図4(C)は、ICモジュールのボンディングワイヤ113に沿う横断面図である。
図4(A)のように外部装置接続端子112表面にはISO規格に基づき8個の端子C1〜C8が形成されている。このうち、C4,C8の端子は将来用途のためであり、現在は実際には使用されていない。各端子間は分離溝により分離されている。アンテナと接続するモジュール側端子は、通常はC1〜C8とは別個に設けるC9,C10の端子に形成される。もっとも、基板付きであって非接触型専用のICモジュールである場合は、C1〜C8の端子パターンは持たないことになる。外部装置接続端子は通常、図4(A)のように長方形状に形成され、図1のようにカードの長辺と端子の長辺が平行するように配置される。
【0015】
図4(B)のように、アンテナ接続用のC9,C10端子は、ボンディングワイヤ113によりIC側アンテナコイル接続端子114に結線されている。C1〜C8端子がある場合は、それぞれ基板表面側端子板に同様にワイヤボンディング、スルーホール等により接続されるが図4ではその詳細は省略されている。
ボンディング後、ICチップ111、ボンディングワイヤ113部分はモールド樹脂115により被覆して保護される(図4(C))。
【0016】
このようなICモジュールの端子基板は、ガラスエポキシ、ポリイミド、ポリエステル、BTレジン等の絶縁性基板の両面に銅箔を貼り付け、銅箔にエッチング等の処理を用いて、表面に外部装置接触用端子を描き、裏面にコイル接続端子等の配線を描いた後、ニッケル、銅、金等のメッキを施す。この基板にICチップ111を実装し、金線等のボンディングワイヤ113でICチップと基板内に具備される接続配線との接続を行う。さらに、ICチップ周辺部をエポキシ系等のモールド樹脂115を用いて封止を行う。
【0017】
なお、ICモジュールのアンテナコイルと接続する端子114の金属材料と基体側アンテナコイル接続端子14の金属材料は同一材料であることが好ましい。同一材料であれば導電性接着剤の材料選択範囲が広くなり強力に接着できる材料を使用できるからである。一般的には、銅材料にニッケル下地めっきをして金めっきした材料が好ましく用いられる。
【0018】
次に、本発明の接触型非接触型共用ICカードの製造方法について説明する。
図5は、接触型非接触型共用ICカードの製造工程を説明する図である。図5では、4枚構成のカード基体の場合について説明する。本発明の製造方法は基本的には前記した従来手法3によるものであるが、ICモジュール装着用凹部の形成やICモジュールの装着方法において従来法にない特徴がある。
まず、図5(A)のように、アンテナコイル13のレイアウトやアンテナコイル接続端子14がフォトエッチングや導電性インキ等の印刷により描かれた塩化ビニール、ポリエチレンテレフタレート(PET)等のコアシート121を準備する。アンテナコイルの形成は上記の他に、アンテナパターンが形成された転写箔をコアシートに転写することによる形成、巻線コイルの埋め込み、被覆樹脂付き導線をウェルドボンダーで基材に融着させながら描画する方法等を採用することができる。
【0019】
表裏面のコアシート123,124には塩化ビニール材料を使用すれば、通常の印刷や後述する各種の特殊印刷が可能となる。また、コアシート121および他の全てのコアシート、オーバーシートに対して位置合わせ用の見当マークを印刷しておくことが好ましい。また、コアシート124にはICモジュール装着用凹部を切削する位置を表示するマークとカード打ち抜き位置を示す当たり罫を設けておくことも好ましい。
【0020】
次に、これにコアシート122、オーバーシート125,126を積層して一体のカード基体を作製する(図5(B))。この際、コアシート122の表面にはカードを装飾する模様や必要な表示等の印刷を予め施しておく、アンテナコイル形成前のコアシート121のカード裏面側に印刷を設けてもよい。
図2の6層構成のカード基体の場合はコアシート123や124の表面に印刷を設けることができる。また、磁気テープを転写する場合はオーバーシート126面に転写した後、塩化ビニール材料であればカード基材を熱圧プレスして一体にすることができる。塩化ビニール材料でない場合は、接着材料を用いて貼り合わせる。
【0021】
熱圧プレス後、当たり罫を基準として個々のカード形状に打ち抜きを行う。
その後、ICモジュール11を装着する装着用凹部18であって、前記の第1凹部181、第2凹部182、第3凹部183、応力吸収溝184を備える凹部を座繰り加工、NC加工等により切削および掘削して形成する。第3凹部の底面は、カード基体内のアンテナコイル接続端子14表面をちょうど露出させる程度に掘削し、これを貫通するものであってはならない(図5(C))。
また、応力吸収溝184の深さは第3凹部の深さに達しないようにすることが必要である。第3凹部よりも深くする場合には、アンテナコイル13や接続端子14を切断するおそれがあるからである。
【0022】
次に第3凹部183内には、導電性接着剤19を充填し、第1凹部内であってICモジュールがカード基体に接触するその他の部分には通常の絶縁性接着剤を塗布するかまたはICモジュール基板側に所定の形状に打ち抜いた接着剤シートを仮置きして、熱によるラミネートシールを行う(図5(D))。
導電性接着剤は導電性金属粒子等を樹脂に分散した熱硬化型またはホットメルト型接着剤であってもよく、半田ペースト、銀ペーストあるいは熱により溶融する金属半田であってもよい。これらの材料を充填した第3凹部にICモジュール11のアンテナコイル接続端子114が当接するようにICモジュールを装着用凹部内にはめ込む。次に、外部装置接続端子112上にヒーターブロック(不図示)を当てて、加熱加圧(例えば、200°C、30秒)すれば、ホットメルト型の接着剤あるいは半田等は溶融し、ブロックを除去して冷却すればアンテナコイル接続端子同志は導電性接着剤で接続し、ICモジュールは第1凹部の底部に絶縁性接着剤で接着して固定される。
上記において好ましくはは、カード内に具備するアンテナコイル接続端子およびICチップ実装基板に具備する接続端子の材質を同種のものとすることにより常に最適の接着剤を選択して変更することなく使用することができる。
【0023】
(その他の材質に関する実施例)
▲1▼<カード基材>
カード基材には、塩化ビニール樹脂やPETの他、各種の材料を採用でき、例えば、PET−G、ポリプロピレン樹脂、ポリカーボネート樹脂、アクリル樹脂、ポリスチレン樹脂、ABS樹脂、ポリアミド樹脂、ポリアセタール樹脂等が挙げられる。
▲2▼<導電性接着剤>
導電性接着剤には、上記のように半田ペースト、銀ペーストを使用することができる他、導電性接着シートや銅、カーボン等のペースト、金属半田、異方導電性フィルム等を使用することができる。
▲3▼<絶縁性接着剤>
絶縁性接着剤にはエポキシ系やポリエステル系等の各種のホットメルト型または熱硬化型の接着剤や接着剤シートを使用することかできる。また、粘着シートやコールドグルー等であってもよい。これらの接着剤の塗布または接着剤シートの仮置きはカード基体側であってもICチップ側であっても良い。
【0024】
【実施例】
以下、本発明の接触型非接触型共用ICカードの実施例を図2〜図5を参照して説明する。
(実施例)
図2のように、カード基材のコアシート121として、厚み180μmの白色硬質塩化ビニールシートに厚み35μm厚の銅箔が積層された基材を使用し、フォトエッチング技術を用いてアンテナコイル13、アンテナコイル接続端子14を形成した。このコアシートに対して、厚み調整用のコアシート122として180μmの白色硬質塩化ビニールシート、さらに印刷済の白色硬質塩化ビニールシート123,124として厚み180μmのものを2枚使用し、オーバーシート125,126として厚み50μmの透明塩化ビニールシート2枚をコアシートの上下に積層して熱圧融着(150°C、20kgf/cm2 、30分)によりアンテナコイル埋め込み済カード基体12を製造した。
なお、アンテナコイル13は線幅500μmとし、カード基体の外周にほぼ4回巻きとなるように形成した。
【0025】
次に、このコイルを埋め込み済カード基体のICモジュール装着部をNC切削加工により、ICモジュール基板と接着剤シートの合計厚さに相当する深さに第1凹部181を切削した。この段階で第1凹部の大きさは13mm×11.8mm(角部の曲率半径2.5mm)、深さは180μmであった。
続いて、さらに双方のアンテナコイル接続端子間を大きさほぼ8mm×8mm、深さ600μmとなるように切削して第2凹部182をICモジュールのモールド樹脂115部が埋設できる深さにした。また、第2凹部の周囲であってカード基体のアンテナコイル接続端子14上2ケ所にφ2mmの第3凹部をドリルで掘削し、アンテナコイル接続端子表面が現れるようにした。さらに、第1凹部の全周囲を第1凹部と同じ大きさと曲率で、さらに0.5mmの幅で掘削して、深さ350μmの応力吸収溝184となるようにした(図3(B))。
【0026】
一方、別に接触型非接触型共用の機能を有するICチップ111と厚み150μmのガラスエポキシ基板(サイズ13mm×12mm(角部の曲率半径2.5mm))に両面銅箔が付いたものを準備した。基板のICチップ側にアンテナコイル接続端子114を形成し、端子部分にニッケル、金めっきを施し、基板に接触型非接触型共用ICチップを実装した後、ワイヤボンディング、スルーホールを介して各外部装置接続端子との接続を行い、アンテナコイル接続端子との金ワイヤー113によるワイヤボンディングを行った。さらに、ICチップ周辺部をエポキシ樹脂115により封止した(図4(C))。
【0027】
ICモジュール装着用凹部の第3凹部183内に半田ペーストを各0.1cc充填し、第1凹部の底面部分であって、第3凹部部分以外に所定の形状に打ち抜いたポリエステル樹脂系のホットメルト型導電性接着剤シートを仮置きした。凹部18内に前記により準備したICモジュール11を嵌め込み、ヒーターブロックで加熱加圧(200°C、30秒)してICモジュールを装着した(図2)。これにより、カード厚820μmで表面性および物理強度に優れる接触型非接触型共用ICカードが得られた。
【0028】
【発明の効果】
本発明の接触型非接触型共用ICカードでは、ICモジュール装着用凹部の周囲に応力吸収溝が形成されているので、曲げ応力に対するICカードの物理的強度が向上する。
また、一般にカード基体内にアンテナコイルや接続端子を有する接触型非接触型共用ICカードでは応力吸収溝の形成が難しいが、本発明の製造方法では、カード基体内におけるアンテナコイル位置を規制でき、当該問題は解決できる。
さらに、接続部分をポリエステル系樹脂接着シート等で密閉するため、水分、油分等に対する耐環境性に優れる。カードに必要な諸種の付加機能を容易に設けることができる利点がある。
【図面の簡単な説明】
【図1】 本発明の接触型非接触型共用ICカードの1実施形態を示す平面図である。
【図2】 図1のA−A線に沿った部分拡大断面図を示す。
【図3】 ICモジュール装着用凹部を示す図である。
【図4】 接触型非接触型共用ICチップによるICモジュールの例を示す図である。
【図5】 接触型非接触型共用ICカードの製造工程を説明する図である。
【図6】 従来の接触型非接触型共用ICカードの実施形態(手法1)を示す図である。
【図7】 他の接触型非接触型共用ICカードの実施形態(手法2)を示す図である。
【図8】 さらに他の接触型非接触型共用ICカードの実施形態(手法3)を示す図である。
【符号の説明】
10 ICカード
11 ICモジュール
12 カード基体
13 アンテナコイル
14 アンテナコイル接続端子
18 ICモジュール装着用凹部
19 導電性接着剤
20 接着剤
41 ICモジュール
42 ICチップ
52,62 カード基体
43,53,63 アンテナコイル
44,54,64 アンテナコイル接続端子
Claims (3)
- 外部装置接続端子とアンテナコイル接続端子を有する接触型非接触型共用ICモジュールがICモジュール装着用凹部に嵌合してカード表面に装着され、ICモジュール側アンテナコイル接続端子とカード基体側アンテナコイル接続端子とが当該凹部内に掘削した小径の凹部内に充填した導電性接着剤で接続し、かつICモジュール装着用凹部の第1凹部の外周にカードの曲げ耐性を持たせる応力吸収溝が形成されている接触型非接触型共用ICカードにおいて、応力吸収溝の最底面がアンテナコイル形成シート面に達しない深さであり、かつカード基体のアンテナコイル形成シート面がカード基体の中心を通ってカード表面に平行な平面に対して、少なくとも中心を通る面と同一面にあるかまたはそれよりも外部装置接続端子と反対側の領域にあるようにしたことを特徴とする接触型非接触型共用ICカード。
- ICモジュール側アンテナコイル接続端子とカード基体側アンテナコイル接続端子が導電性接着剤により接続され、ICモジュールとカード基体の接触面が絶縁性接着剤で接着されていることを特徴とする請求項1記載の接触型非接触型共用ICカード。
- 外部装置接続端子とカード基体内部に埋設されたアンテナコイルとアンテナコイル接続端子とを有し、当該アンテナコイル接続端子とICモジュール側アンテナコイル接続端子とが、接触型と非接触型と両機能を有するICモジュールをICモジュール装着用凹部に嵌合して装着することにより接続される接触型非接触型共用ICカードの製造方法において、
コアシートにアンテナコイルとアンテナコイル接続端子を形成する工程と、
当該コアシートに厚み調整用の他のコアシートおよびオーバーシートを積層して一体のカード基体を作製する際に、コアシートのアンテナコイル形成面に対して、外部装置接続端子表面側となるシート厚みをその反対面側となるシート厚みよりも肉厚となるようにシート厚を選定して積層し一体にする工程と、
一体にしたカード基体にICモジュールの外部装置接続端子が装着できる深さに第1凹部を切削する工程と、
第1凹部内の双方のアンテナコイルの接続端子間をさらに切削してICモジュールのモールド樹脂部を埋設できる深さに第2凹部を切削する工程と、
第2凹部の周辺であってカード基体のアンテナコイル接続端子上を当該接続端子面に達する深さに第3凹部を掘削する工程と、
第1凹部の外周に応力吸収溝を最底面がアンテナコイル形成シート面に達しない深さに掘削する工程と、
第3凹部内に導電性接着剤を充填する工程と、
第3凹部以外の凹部部分に絶縁性接着剤を塗布または絶縁性接着剤シートを仮置きして接触型非接触型の両機能を有するICモジュールを装着する工程と、を有することを特徴とする接触型非接触型共用ICカードの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP860199A JP4286945B2 (ja) | 1999-01-18 | 1999-01-18 | 接触型非接触型共用icカードとその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP860199A JP4286945B2 (ja) | 1999-01-18 | 1999-01-18 | 接触型非接触型共用icカードとその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000207518A JP2000207518A (ja) | 2000-07-28 |
| JP4286945B2 true JP4286945B2 (ja) | 2009-07-01 |
Family
ID=11697499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP860199A Expired - Fee Related JP4286945B2 (ja) | 1999-01-18 | 1999-01-18 | 接触型非接触型共用icカードとその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4286945B2 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003044813A (ja) * | 2001-07-31 | 2003-02-14 | Toppan Forms Co Ltd | Icカード |
| JP2003044816A (ja) * | 2001-07-31 | 2003-02-14 | Toppan Forms Co Ltd | Icカード |
| JP2003044818A (ja) * | 2001-07-31 | 2003-02-14 | Toppan Forms Co Ltd | コンビネーション型icカードの製造方法 |
| JP2003044814A (ja) * | 2001-07-31 | 2003-02-14 | Toppan Forms Co Ltd | コンビネーション型icカード及びその製造方法 |
| JP5151404B2 (ja) * | 2007-11-07 | 2013-02-27 | 凸版印刷株式会社 | 複合型icカードおよびその製造方法 |
| JP5699376B2 (ja) * | 2011-07-28 | 2015-04-08 | 大日本印刷株式会社 | Icカードの作製方法 |
| JP7404973B2 (ja) | 2020-03-31 | 2023-12-26 | 大日本印刷株式会社 | 接触および非接触共用icカードおよびアンテナシート |
-
1999
- 1999-01-18 JP JP860199A patent/JP4286945B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000207518A (ja) | 2000-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9773201B2 (en) | Electronic interface apparatus and method and system for manufacturing same | |
| JP6292277B2 (ja) | 複合icカード | |
| US20110011939A1 (en) | Contact-less and dual interface inlays and methods for producing the same | |
| JP4043601B2 (ja) | 非接触型icカードとその製造方法、非接触型icカード用基体 | |
| JP2000182017A (ja) | 接触型非接触型共用icカードおよびその製造方法 | |
| CN108885709B (zh) | 制造芯片卡和芯片卡天线支撑件的方法 | |
| JP2004310619A (ja) | Icカードの製造方法 | |
| KR20170066486A (ko) | 칩 카드 제조 방법, 및 상기 방법에 의해 획득된 칩 카드 | |
| JP4286945B2 (ja) | 接触型非接触型共用icカードとその製造方法 | |
| JP4170491B2 (ja) | 接触型非接触型共用icカードの製造方法 | |
| JP2009157666A (ja) | 接触・非接触共用型icカードと非接触型icカード、およびそれらの製造方法 | |
| JP4306352B2 (ja) | 接触型非接触型ハイブリットicモジュールとそれを使用した接触型非接触型ハイブリットicカード | |
| CN105956652B (zh) | 一种智能卡及其制造方法 | |
| JP4770049B2 (ja) | 非接触型icカードおよびその製造方法 | |
| CN105956653B (zh) | 一种智能卡及其制造方法 | |
| JP4440380B2 (ja) | 接触型非接触型共用icモジュールとそれを使用した接触型非接触型共用icカード | |
| JP2008269648A (ja) | 接触型非接触型共用icカード | |
| WO2024029250A1 (ja) | スマートカード | |
| JP2001056850A (ja) | 非接触交信機能付きicモジュールと接触型非接触型共用icカード | |
| JP4400982B2 (ja) | 非接触icカード | |
| JP2010117833A (ja) | インレイ及びその製造方法並びに非接触型情報媒体 | |
| JP2002197433A (ja) | Icカード及びその製造方法 | |
| JPH11328355A (ja) | Icカード用icモジュール | |
| JP3986641B2 (ja) | 非接触型icモジュールの製造方法および非接触型icカードの製造方法 | |
| JP2019212018A (ja) | 電磁結合タイプのデュアルインターフェースic媒体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060113 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080529 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080711 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090317 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090326 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120403 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130403 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140403 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |