JP4241862B2 - 圧縮機構及びスクロール圧縮機 - Google Patents
圧縮機構及びスクロール圧縮機 Download PDFInfo
- Publication number
- JP4241862B2 JP4241862B2 JP2007204780A JP2007204780A JP4241862B2 JP 4241862 B2 JP4241862 B2 JP 4241862B2 JP 2007204780 A JP2007204780 A JP 2007204780A JP 2007204780 A JP2007204780 A JP 2007204780A JP 4241862 B2 JP4241862 B2 JP 4241862B2
- Authority
- JP
- Japan
- Prior art keywords
- compression
- scroll
- compression mechanism
- movable scroll
- fixed scroll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/02—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents
- F04C18/0207—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents both members having co-operating elements in spiral form
- F04C18/0246—Details concerning the involute wraps or their base, e.g. geometry
- F04C18/0269—Details concerning the involute wraps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/007—Semi-solid pressure die casting
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/02—Making non-ferrous alloys by melting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C18/00—Rotary-piston pumps specially adapted for elastic fluids
- F04C18/02—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents
- F04C18/0207—Rotary-piston pumps specially adapted for elastic fluids of arcuate-engagement type, i.e. with circular translatory movement of co-operating members, each member having the same number of teeth or tooth-equivalents both members having co-operating elements in spiral form
- F04C18/0246—Details concerning the involute wraps or their base, e.g. geometry
- F04C18/0253—Details concerning the base
- F04C18/0261—Details of the ports, e.g. location, number, geometry
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C23/00—Combinations of two or more pumps, each being of rotary-piston or oscillating-piston type, specially adapted for elastic fluids; Pumping installations specially adapted for elastic fluids; Multi-stage pumps specially adapted for elastic fluids
- F04C23/008—Hermetic pumps
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2210/00—Fluid
- F04C2210/10—Fluid working
- F04C2210/1027—CO2
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2210/00—Fluid
- F04C2210/10—Fluid working
- F04C2210/1072—Oxygen (O2)
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04C—ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; ROTARY-PISTON, OR OSCILLATING-PISTON, POSITIVE-DISPLACEMENT PUMPS
- F04C2230/00—Manufacture
- F04C2230/20—Manufacture essentially without removing material
- F04C2230/21—Manufacture essentially without removing material by casting
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05C—INDEXING SCHEME RELATING TO MATERIALS, MATERIAL PROPERTIES OR MATERIAL CHARACTERISTICS FOR MACHINES, ENGINES OR PUMPS OTHER THAN NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES
- F05C2201/00—Metals
- F05C2201/04—Heavy metals
- F05C2201/0433—Iron group; Ferrous alloys, e.g. steel
- F05C2201/0436—Iron
- F05C2201/0439—Cast iron
Description
本実施の形態にかかる圧縮機構15では、固定スクロール24と可動スクロール26とで用いられる材質が互いに異なる。
1.ねずみ鋳鉄品(FC250)のピンとディスクを用いた場合(図3では「FC250同士」と表している。)と、
2.半溶融ダイキャスト法で成形したピンとディスクを用いた場合(図3では「半溶融ダイキャスト成形品同士」と表している)と
が例示されている。
本実施の形態では、第1の実施の形態で説明した圧縮機構15の形状について説明する。
第1の実施の形態で説明したとおり、固定スクロール24及び可動スクロール26のいずれか一方に半溶融ダイキャスト成形品を用いることで、半溶融ダイキャスト成形品の方のスクロール部材の強度と剛性が増す。これにより、半溶融ダイキャスト成形品の方のスクロール部材は、破断しにくく、かつ撓みにくくなる。
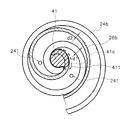
図5は、図2で示される形状とは異なる形状を呈する圧縮機構15を示す図である。図5では、図1に示される位置II−IIでの断面が示されている。
本実施の形態では、固定スクロール24にねずみ鋳鉄品(FC250)、可動スクロール26に半溶融ダイキャスト成形品をそれぞれ採用した圧縮機構15に関し、固定スクロールに設けられるリリーフ孔について説明する。
スクロール圧縮機1の構造を、図1を用いてより詳細に説明する。圧縮機1は、ケース11及び圧縮機構15の他に、オルダムリング2、固定部材12、モータ16、クランク軸17、吸入管19、吐出管20、及び軸受60を備える。
スクロール圧縮機1内での冷媒の流れを、図1を用いて説明する。なお図1では、冷媒の流れを矢印で示す。吸入管19から冷媒が吸入され、圧縮機構15の圧縮室(空間40)へと導かれる。圧縮室(空間40)で圧縮された冷媒は、固定スクロール24の中心近傍に設けられた吐出用の孔41から、空間45へと排出される。よって、空間45の圧力は高い。他方、蓋44で空間45とは仕切られた空間29の圧力は小さいままである。
15 圧縮機構
24 固定スクロール
26 可動スクロール
24a,26a 鏡板(固定部材)
24b,26b 圧縮部材
26b2 端
26b4 延長部材
40,45 空間
241 リリーフ孔
d1,d2 厚み
d1/d2,d2/d1 比
Claims (14)
- スクロール圧縮機(1)に用いられる圧縮機構(15)であって、
固定スクロール(24)と、
可動スクロール(26)と
を備え、
前記固定スクロール及び前記可動スクロールのいずれか一方は、半溶融ダイキャスト法によって鋳鉄を成形した成形品であり、他方はねずみ鋳鉄品である、圧縮機構。 - 前記成形品の表面における黒鉛の面積率と、前記ねずみ鋳鉄品の表面における黒鉛の面積率との和が、10%以上20%以下である、請求項1記載の圧縮機構。
- 前記成形品の前記黒鉛の前記面積率は、2%以上6%以下である、請求項2記載の圧縮機構。
- 前記ねずみ鋳鉄品の引張強さは、250N/mm2以上300N/mm2未満である、請求項1乃至請求項3のいずれか一つに記載の圧縮機構。
- 前記固定スクロール(24)が前記ねずみ鋳鉄品で、前記可動スクロール(26)が前記成形品である、請求項1乃至請求項4のいずれか一つに記載の圧縮機構。
- 前記可動スクロール(26)は、前記固定スクロール(24)側に押し付けて配設される、請求項5記載の圧縮機構。
- 前記固定スクロール(24)及び前記可動スクロール(26)は、互いにかみ合う渦巻き状に延びた圧縮部材(24b,26b)と、前記圧縮部材をそれぞれ固定する固定部材(24a,26a)とを有し、
前記固定スクロールの前記固定部材には、前記固定スクロールの前記圧縮部材で形成される渦巻き状に延びた第1の空間(40)と、前記可動スクロールとは反対側の第2の空間(45)とを連通する孔(241)が設けられ、
前記可動スクロールの前記圧縮部材(26b)は、前記孔の前記第1の空間側の入り口を塞ぐことができる、請求項5または請求項6記載の圧縮機構。 - 前記可動スクロール側から見たときの前記孔は、その一部が前記固定スクロール(24)の前記圧縮部材(24b)に重なっている、請求項7記載の圧縮機構。
- 前記固定スクロール(24)及び前記可動スクロール(26)は、互いにかみ合う渦巻き状に延びた圧縮部材(24b,26b)を有し、
前記可動スクロールは、
自身に属する前記圧縮部材(26b)の外周側の端(26b2)から延びた部材であって、前記固定スクロールの前記圧縮部材とはかみ合わない延長部材(26b4)を更に有する、請求項5乃至請求項8のいずれか一つに記載の圧縮機構。 - 前記固定スクロール(24)及び前記可動スクロール(26)は、互いにかみ合う渦巻き状に延びた圧縮部材(24b,26b)をそれぞれ有し、
前記固定スクロール及び前記可動スクロールのうち前記成形品に属する前記圧縮部材(24b;26b)の厚み(d1;d2)の、前記ねずみ鋳鉄品に属する前記圧縮部材(26b;24b)の厚み(d2;d1)に対する比(d1/d2;d2/d1)が、前記成形品のヤング率の、前記ねずみ鋳鉄品のヤング率に対する比(α)に基づいて算出された値に等しい、請求項1乃至請求項9のいずれか一つに記載の圧縮機構。 - 前記厚みの前記比(d1/d2;d2/d1)が、前記ヤング率の前記比(α)の逆数以下である、請求項10記載の圧縮機構。
- 前記成形品の前記ヤング率は、175GPa以上190GPa以下である、請求項10または請求項11記載の圧縮機構。
- 請求項1乃至請求項12のいずれか一つに記載の圧縮機構(15)を備える、スクロール圧縮機。
- 二酸化炭素を主成分として含む冷媒を圧縮する、請求項13記載のスクロール圧縮機。
Priority Applications (9)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007204780A JP4241862B2 (ja) | 2007-08-06 | 2007-08-06 | 圧縮機構及びスクロール圧縮機 |
| KR1020107004645A KR101155511B1 (ko) | 2007-08-06 | 2008-08-05 | 압축 기구 및 스크롤 압축기 |
| AU2008284809A AU2008284809B2 (en) | 2007-08-06 | 2008-08-05 | Compression mechanism and scroll compressor including the same |
| CN2008801021544A CN101772647B (zh) | 2007-08-06 | 2008-08-05 | 压缩机构和涡旋压缩机 |
| EP08792185.4A EP2192302A4 (en) | 2007-08-06 | 2008-08-05 | COMPACTION MECHANISM AND COMPRESSOR OF THE SPIRAL CONSTRUCTION |
| BRPI0815113-0A BRPI0815113B1 (pt) | 2007-08-06 | 2008-08-05 | mecanismo de compressão e compressor de voluta |
| PCT/JP2008/063988 WO2009020106A1 (ja) | 2007-08-06 | 2008-08-05 | 圧縮機構及びスクロール圧縮機 |
| US12/671,282 US8512017B2 (en) | 2007-08-06 | 2008-08-05 | Compression mechanism and scroll compressor including the same |
| RU2010108271/06A RU2434161C1 (ru) | 2007-08-06 | 2008-08-05 | Компрессионный механизм и спиральный компрессор |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007204780A JP4241862B2 (ja) | 2007-08-06 | 2007-08-06 | 圧縮機構及びスクロール圧縮機 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008283438A Division JP4760895B2 (ja) | 2008-11-04 | 2008-11-04 | 圧縮機構及びスクロール圧縮機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009041378A JP2009041378A (ja) | 2009-02-26 |
| JP4241862B2 true JP4241862B2 (ja) | 2009-03-18 |
Family
ID=40341338
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007204780A Active JP4241862B2 (ja) | 2007-08-06 | 2007-08-06 | 圧縮機構及びスクロール圧縮機 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8512017B2 (ja) |
| EP (1) | EP2192302A4 (ja) |
| JP (1) | JP4241862B2 (ja) |
| KR (1) | KR101155511B1 (ja) |
| CN (1) | CN101772647B (ja) |
| AU (1) | AU2008284809B2 (ja) |
| BR (1) | BRPI0815113B1 (ja) |
| RU (1) | RU2434161C1 (ja) |
| WO (1) | WO2009020106A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8425211B2 (en) * | 2007-08-22 | 2013-04-23 | Spinnler Engineering | Positive displacement machine according to the spiral principle |
| WO2011090071A1 (ja) * | 2010-01-22 | 2011-07-28 | ダイキン工業株式会社 | スクロール圧縮機 |
| US8944790B2 (en) * | 2010-10-20 | 2015-02-03 | Thermo King Corporation | Compressor with cyclone and internal oil reservoir |
| JP2016003645A (ja) * | 2014-06-19 | 2016-01-12 | 日立アプライアンス株式会社 | スクロール圧縮機および空気調和機 |
| KR102245438B1 (ko) | 2014-08-19 | 2021-04-29 | 엘지전자 주식회사 | 스크롤 압축기 |
| JP6366833B2 (ja) * | 2015-06-10 | 2018-08-01 | 三菱電機株式会社 | スクロール圧縮機 |
| US9890784B2 (en) * | 2015-06-30 | 2018-02-13 | Bitzer Kuehlmaschinenbau Gmbh | Cast-in offset fixed scroll intake opening |
| US10634143B2 (en) * | 2015-12-23 | 2020-04-28 | Emerson Climate Technologies, Inc. | Thermal and sound optimized lattice-cored additive manufactured compressor components |
| US10557464B2 (en) * | 2015-12-23 | 2020-02-11 | Emerson Climate Technologies, Inc. | Lattice-cored additive manufactured compressor components with fluid delivery features |
| US10982672B2 (en) | 2015-12-23 | 2021-04-20 | Emerson Climate Technologies, Inc. | High-strength light-weight lattice-cored additive manufactured compressor components |
| EP3235581A1 (de) | 2016-04-21 | 2017-10-25 | HILTI Aktiengesellschaft | Bohrer |
| KR102002125B1 (ko) | 2018-03-02 | 2019-07-19 | 엘지전자 주식회사 | 스크롤 압축기 |
| CN109209867A (zh) * | 2018-09-18 | 2019-01-15 | 珠海凌达压缩机有限公司 | 压缩机 |
| RU2763334C1 (ru) * | 2021-05-18 | 2021-12-28 | Леонид Михайлович Курин | Спираль механизма сжатия спирального компрессора |
| CN114962261A (zh) * | 2022-06-20 | 2022-08-30 | 珠海格力电器股份有限公司 | 泵体组件、压缩机以及具有其的空调器 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6079189A (ja) * | 1983-10-05 | 1985-05-04 | Hitachi Ltd | スクロ−ル流体機械 |
| US4726100A (en) * | 1986-12-17 | 1988-02-23 | Carrier Corporation | Method of manufacturing a rotary scroll machine with radial clearance control |
| DE3800931A1 (de) * | 1987-01-24 | 1988-08-04 | Volkswagen Ag | Verdraengermaschine fuer kompressible medien |
| US5395222A (en) * | 1989-11-02 | 1995-03-07 | Matsushita Electric Industrial Co., Ltd. | Scroll compressor having recesses on the scroll wraps |
| JPH06317269A (ja) * | 1993-05-10 | 1994-11-15 | Hitachi Ltd | 密閉形スクロール圧縮機 |
| MY119499A (en) * | 1995-12-05 | 2005-06-30 | Matsushita Electric Ind Co Ltd | Scroll compressor having bypass valves |
| JPH09206908A (ja) * | 1996-01-29 | 1997-08-12 | Kobe Steel Ltd | ダイカスト用鋳鉄素材の加熱方法 |
| DE69736997T2 (de) * | 1996-09-02 | 2007-03-08 | Honda Giken Kogyo K.K. | Verfahren zur Herstellung eines eisenbasierten Thixogiessmaterials |
| US5984653A (en) * | 1997-07-07 | 1999-11-16 | Tecumseh Products Company | Mechanism and method for aligning a fixed scroll in a scroll compressor |
| JPH11210649A (ja) * | 1998-01-22 | 1999-08-03 | Zexel:Kk | スクロール型圧縮機 |
| JP2000257569A (ja) * | 1999-03-04 | 2000-09-19 | Sanden Corp | スクロール圧縮機 |
| JP4440565B2 (ja) * | 2003-06-24 | 2010-03-24 | パナソニック株式会社 | スクロール圧縮機 |
| US20040261970A1 (en) * | 2003-06-27 | 2004-12-30 | Cyco Systems Corporation Pty Ltd. | Method and apparatus for producing components from metal and/or metal matrix composite materials |
| JP2005036693A (ja) | 2003-07-18 | 2005-02-10 | Hitachi Home & Life Solutions Inc | 冷媒圧縮機の製造方法 |
| CN100371598C (zh) * | 2003-08-11 | 2008-02-27 | 三菱重工业株式会社 | 涡旋式压缩机 |
| CN100501165C (zh) * | 2004-12-21 | 2009-06-17 | 大金工业株式会社 | 涡旋式流体机械 |
| JP3900185B2 (ja) * | 2005-01-31 | 2007-04-04 | ダイキン工業株式会社 | 固定スクロールの位置決め装置および位置決め方法 |
| JP2007127093A (ja) * | 2005-11-07 | 2007-05-24 | Matsushita Electric Ind Co Ltd | 圧縮機 |
| JP4864426B2 (ja) | 2005-11-15 | 2012-02-01 | 新日本製鐵株式会社 | 鉄系合金の半溶融・半凝固鋳造用の金型 |
| RU63001U1 (ru) | 2006-12-27 | 2007-05-10 | Закрытое акционерное общество "Научно-исследовательский и конструкторский институт центробежных и роторных компрессоров им. В.Б. Шнеппа" | Спиральная машина |
| US7963753B2 (en) * | 2008-01-17 | 2011-06-21 | Bitzer Kuhlmaschinenbau Gmbh | Scroll compressor bodies with scroll tip seals and extended thrust region |
-
2007
- 2007-08-06 JP JP2007204780A patent/JP4241862B2/ja active Active
-
2008
- 2008-08-05 BR BRPI0815113-0A patent/BRPI0815113B1/pt not_active IP Right Cessation
- 2008-08-05 CN CN2008801021544A patent/CN101772647B/zh active Active
- 2008-08-05 EP EP08792185.4A patent/EP2192302A4/en not_active Withdrawn
- 2008-08-05 AU AU2008284809A patent/AU2008284809B2/en not_active Ceased
- 2008-08-05 RU RU2010108271/06A patent/RU2434161C1/ru active
- 2008-08-05 KR KR1020107004645A patent/KR101155511B1/ko active IP Right Grant
- 2008-08-05 US US12/671,282 patent/US8512017B2/en active Active
- 2008-08-05 WO PCT/JP2008/063988 patent/WO2009020106A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| RU2010108271A (ru) | 2011-09-20 |
| JP2009041378A (ja) | 2009-02-26 |
| CN101772647B (zh) | 2012-06-13 |
| RU2434161C1 (ru) | 2011-11-20 |
| KR20100049097A (ko) | 2010-05-11 |
| BRPI0815113B1 (pt) | 2021-02-02 |
| WO2009020106A1 (ja) | 2009-02-12 |
| US8512017B2 (en) | 2013-08-20 |
| BRPI0815113A2 (pt) | 2020-08-04 |
| US20100202910A1 (en) | 2010-08-12 |
| EP2192302A1 (en) | 2010-06-02 |
| KR101155511B1 (ko) | 2012-06-18 |
| AU2008284809B2 (en) | 2011-02-17 |
| CN101772647A (zh) | 2010-07-07 |
| EP2192302A4 (en) | 2015-04-08 |
| AU2008284809A1 (en) | 2009-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4241862B2 (ja) | 圧縮機構及びスクロール圧縮機 | |
| EP2759708B1 (en) | Scroll compressor | |
| JP4859730B2 (ja) | スクロール圧縮機 | |
| EP2581605B1 (en) | Scroll compressor with bypass hole | |
| EP2628955A1 (en) | Scroll fluid machine | |
| JP2003269346A (ja) | スクロール型流体機械 | |
| WO2014191282A1 (en) | Scroll compressor | |
| EP2143950B1 (en) | Scroll member, method of producing the scroll member, compression mechanism, and scroll compressor | |
| EP2479435B1 (en) | Scroll compressor | |
| JP4760895B2 (ja) | 圧縮機構及びスクロール圧縮機 | |
| EP3567213B1 (en) | Scroll compressor | |
| JP6763225B2 (ja) | スクロール圧縮機 | |
| JP2005069084A (ja) | 流体機械のリード弁 | |
| JP4301316B2 (ja) | スクロール部材及びその製造方法、並びに圧縮機構及びスクロール圧縮機 | |
| JP5109351B2 (ja) | スクロール部材およびそれを備えたスクロール圧縮機 | |
| US8939741B2 (en) | Scroll compressor | |
| EP3992461B1 (en) | Scroll compressor | |
| EP3951180A1 (en) | Scroll compressor | |
| JP2011137523A (ja) | 回転シャフト及び圧縮機 | |
| JP2005188436A (ja) | スクロール型流体機械 | |
| JP2015038328A (ja) | 圧縮機 | |
| JP2008240709A (ja) | 圧縮機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20081209 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20081222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120109 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4241862 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120109 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130109 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130109 Year of fee payment: 4 |