JP4174533B2 - 射出成形機のエジェクタ制御装置 - Google Patents
射出成形機のエジェクタ制御装置 Download PDFInfo
- Publication number
- JP4174533B2 JP4174533B2 JP2006182328A JP2006182328A JP4174533B2 JP 4174533 B2 JP4174533 B2 JP 4174533B2 JP 2006182328 A JP2006182328 A JP 2006182328A JP 2006182328 A JP2006182328 A JP 2006182328A JP 4174533 B2 JP4174533 B2 JP 4174533B2
- Authority
- JP
- Japan
- Prior art keywords
- ejector
- order
- setting means
- injection molding
- setting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/4005—Ejector constructions; Ejector operating mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7626—Measuring, controlling or regulating the ejection or removal of moulded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C2045/1784—Component parts, details or accessories not otherwise provided for; Auxiliary operations not otherwise provided for
- B29C2045/1792—Machine parts driven by an electric motor, e.g. electric servomotor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/40—Removing or ejecting moulded articles
- B29C45/4005—Ejector constructions; Ejector operating mechanisms
- B29C2045/4036—Ejector constructions; Ejector operating mechanisms driven by a screw and nut mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C2045/7606—Controlling or regulating the display unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76648—Sequence, e.g. the order in which operations are conducted
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76896—Ejection
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Description
なお、エジェクタの動作パターンとは直接関係しないが、射出成形サイクルの型閉じ、射出、保圧、冷却、計量、型開き、エジェクタ等のコンフィギュレーション(構成)を設定できるようにした発明も知られている(特許文献7参照)。
そこで、本発明の目的は、簡単にエジェクタ動作パターンを設定できるエジェクタ制御装置を提供することにある。
前記工程順序設定手段は、前記工程設定手段で設定した順番を工程の動作順序とするか、前記工程設定手段で設定した複数の工程の順序を表示手段に表示し、この順序に従って動作順序とする。又は、前記工程設定手段で設定した数値で複数の工程に対してその動作順序を設定するようにする。
さらに、前記工程の経過時間とエジェクタの位置の関係を示すグラフを表示する手段を設けて、設定状態をグラフで確認できるようにする。
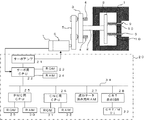
図1は、本発明の各実施形態におけるエジェクタとエジェクタ制御装置を構成する射出成形機の制御装置20のブロック図である。
エジェクタは可動側金型1が取り付けられる可動盤に取り付けられており、エジェクタロッド2を有するプッシャプレート3と、該プッシャプレート3に設けられたボールナットに螺合するボールネジ4、該ボールネジ4とエジェクタ用サーボモータ6の出力軸間に設けられたプーリ・ベルト機構5等によって構成されている。エジェクタロッド2は可動盤を貫通し金型1内に設けられた、エジェクタプレート8に当接し、該エジェクタプレート8に設けられたエジェクタピン9をリターンスプリング10の弾性力に抗して金型1のキャビティ内に突出させ、金型1に吸着している成形品を突き出し離型させて取り出すように構成されている。
不揮発性メモリで構成されるデータ保存用RAM27は射出成形作業に関する成形条件と各種設定値,パラメータ等を記憶する成形データ保存用のメモリである。
ディスプレイ付手動データ入力装置33を操作して、エジェクタ動作パターン設定画面を呼び出すと、図2に示すような、エジェクタのエジェクタピンの突き出し工程数N、各段の工程の起動条件S(i)、遅延タイマT(i)、目標到達位置P(i)、移動速度V(i)を入力設定するエジェクタ動作パターン設定画面がCRT表示画面に表示される。なお、iは、設定画面に表示された工程の行を示す指標であり、この第1の実施形態では、この指標iの値で工程の動作順序段数を示すものである。そして、エジェクタのエジェクタピンの突き出し工程数N(図2では「5」)を入力すると、その工程数に合わせた、各工程iの起動条件S(i)、遅延タイマT(i)、目標到達位置P(i)、移動速度V(i)の設定箇所が表示される。
第3(=i)段の工程には、起動条件S(3)が「なし」、遅延タイマT(3)として「0.00秒」が設定され、目標到達位置P(3)=「0.00mm」、移動速度V(3)=「30mm/s」と設定されている。起動条件の「なし」は、前段の動作が終了すると、遅延タイマで設定された時間経過した後、移動動作を開始させることを意味している。よって、図2に示す例の第3段の工程は、第2段の工程の動作が完了すると、速度30mm/sで0.00mm位置(原点)まで移動(復帰)するように設定されたものである。
以上のように、工程単位でエジェクタ動作を設定できることから、エジェクタ動作パターンの設定及び修正が極めて容易にできるものである。
まず、エジェクタ動作パターンの工程段数(設定行、又は、入力順)を指定する指標iに「1」をセットし(ステップa1)、i(=1)段目の工程の起動条件S(i)を満足しているか判断する。すなわち、エジェクタ動作パターンの第1段目の工程としてエジェクタ動作パターン設定画面の第1行に設定された工程(又は1番目に入力された工程)に設定された起動条件S(i)(=S(1))を満足しているか判断し、満足するまで待つ(ステップa2)。起動条件が満たされると、タイマT(i)に、遅延タイマとして設定された時間をセットしてスタートさせ、該タイマT(i)がタイムアップするのを待つ(ステップa3,a4)。
指標iが「1」にセットされ、型閉じが完了したことがステップa2で判別されると、第1段の工程の動作が開始され、タイマに1秒がセットされて計時を開始し(ステップa3)、1秒経過してタイマがタイムアップすると(ステップa4)、速度20mm/sで位置10.00mmまで、エジェクタ(エジェクタピン)は駆動する(ステップa5)。そして、指標iが1インクリメントされ(ステップa6)、設定工程数5を越えていないから、ステップa2に戻るが、第i(=2)段の工程は、起動条件として型開き完了が設定されていることから、図4に示すように、第1段の工程のエジェクタ動作が完了しても、直ちには第2段の工程の動作を開始せず、型開きが完了するまで待つことになる。型開き完了が判別されると、タイマには「0」が設定されることから、直ちにタイムアップとなり、速度30mm/sで位置20.00mmまでエジェクタは駆動されることになる。そして指標iが「3」とされ、第2段の工程の動作が完了すると、第3段の工程の動作を開始することになる。この場合は、起動条件が「なし」と設定されているので、第2段の工程の動作が完了すると直ちに第3段の工程の動作が開始され、速度30mm/sで位置0.00mmまでエジェクタは駆動されることになる。次に指標iが「4」とされて第3段の工程の動作が終了すると第4段の工程の動作を開始し、速度30mm/sで目標到達位置20.00mmまでエジェクタは駆動されることになる。この第4段の工程の動作が終了すると第5段の動作を開始し、速度30mm/sで目標到達位置0.00mmまでエジェクタは駆動され、設定されたエジェクタ動作パターンの動作を終了する。この動作は図4に示す態様となる。
図2に示した第1の実施形態のエジェクタ動作パターン設定画面と相違する点は、工程に対して動作順序(段)をも設定する欄O(i)が設けられている点である。他は第1の実施形態と同一である。図5に示すように、各工程の動作設定欄(行)に対して動作順序を設定する欄が設けられており、この図5で示す例では、行を示す指標iが「1」で第1欄(行)で指定する工程に対しては動作順序が1(実行する工程の順序j=1)と設定され、エジェクタ動作パターンの第1段の工程とすることが設定されている。同様に、第2欄(行)の工程は動作順序2の第2段、第3欄(行)の工程は動作順序3の第3段、第4欄(行)の工程は動作順序5の第5段、第5欄(行)の工程は動作順序4の第4段が設定されている。この図5に示す例では、図2で示した第1の実施形態と同じエジェクタ動作パターンが設定されているもので、エジェクタは図4に示した動作を行うものである。
まず、エジェクタ動作パターンの動作順を指定する指標jを1にセットし(ステップb1)、設定された工程の欄(行)指定する(各行の「動作順序の欄」を指定する)指標iを1にセットし(ステップb2)、該指標iで指定された行の動作順序の欄に設定された順序O(i)を読み取り、該順序O(i)と指標jの値が一致するか判断する(ステップb3)。一致しなければ、指標iを1インクリメントし(ステップb10)、ステップb3に戻る。
そして、ステップb8で指標jが1インクリメントされ「6」となり設定工程数Nを越えたことがステップb9で判別されることにより、このエジェクタ動作処理は終了する。 この第2の実施形態において、図5に示す設定例では、第1の実施形態と同様に図4に示した動作態様となる。
2 エジェクタロッド
3 プッシャプレート
4 ボールネジ
5 プーリ・ベルト機構
6 エジェクタ用サーボモータ
7 位置・速度検出器
8 エジェクタプレート
9 エジェクタピン
10 リターンスプリング
20 制御装置
Claims (7)
- エジェクタの移動動作の目標到達位置と該目標到達位置までの移動速度を1工程毎に設定する工程設定手段と、
該工程設定手段で設定した複数の工程の動作順序を設定する工程順序設定手段と、
前記工程設定手段および工程順序設定手段で設定された内容を表示する表示手段と、
該工程順序設定手段で設定した動作順序に従って前記エジェクタの移動動作を実行する工程実行手段とを具備することを特徴とする射出成形機のエジェクタ制御装置。 - 前記表示手段は、前記工程設定手段で設定した順番に工程を表示し、前記工程順序設定手段は、前記工程設定手段で設定した順番に工程の順序を設定することを特徴とする請求項1に記載の射出成形機のエジェクタ制御装置。
- 前記工程順序設定手段は、前記工程設定手段で設定した複数の工程に対してその動作順序を示す数値を設定し、前記表示手段は、前記工程設定手段で設定した工程および前記動作順序を表示することを特徴とする請求項1に記載の射出成形機のエジェクタ制御装置。
- 前記工程の経過時間とエジェクタの位置の関係を示すグラフを表示する手段を有する請求項1乃至請求項3の内の何れか1項に記載の射出成形機のエジェクタ制御装置。
- 前記工程設定手段は、各工程の動作をそれぞれ開始させるための動作開始条件をも設定し、前記工程実行手段は各工程に設定された動作開始条件がそれぞれ満足された際に当該工程の移動動作の実行を開始することを特徴とする請求項1乃至請求項4の内の何れか1項に記載の射出成形機のエジェクタ制御装置。
- 前記工程設定手段は、工程の動作開始を遅延させる時間をも設定し、前記工程実行手段は、前工程の完了後当該工程に設定された遅延時間が経過した後、当該工程の移動動作の実行を開始することを特徴とする請求項1乃至請求項4の内の何れか1項に記載の射出成形機のエジェクタ制御装置。
- 前記工程設定手段は、工程の動作開始を遅延させる時間をも設定し、前記工程実行手段は、前記設定された動作開始条件を満足した後、設定された時間だけ遅延させて当該工程の移動動作の実行を開始することを特徴とする請求項5に記載の射出成形機のエジェクタ制御装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006182328A JP4174533B2 (ja) | 2006-06-30 | 2006-06-30 | 射出成形機のエジェクタ制御装置 |
| EP07108549A EP1872926A2 (en) | 2006-06-30 | 2007-05-21 | Ejector control device for injection molding machine |
| US11/802,222 US20080003320A1 (en) | 2006-06-30 | 2007-05-21 | Ejector control device for injection molding machine |
| CN200710126868A CN100584577C (zh) | 2006-06-30 | 2007-06-29 | 射出成型机的顶出器控制装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006182328A JP4174533B2 (ja) | 2006-06-30 | 2006-06-30 | 射出成形機のエジェクタ制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008006785A JP2008006785A (ja) | 2008-01-17 |
| JP4174533B2 true JP4174533B2 (ja) | 2008-11-05 |
Family
ID=38562839
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006182328A Expired - Fee Related JP4174533B2 (ja) | 2006-06-30 | 2006-06-30 | 射出成形機のエジェクタ制御装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20080003320A1 (ja) |
| EP (1) | EP1872926A2 (ja) |
| JP (1) | JP4174533B2 (ja) |
| CN (1) | CN100584577C (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5381885B2 (ja) * | 2010-04-20 | 2014-01-08 | トヨタ自動車株式会社 | 射出成形装置 |
| JP5805569B2 (ja) * | 2012-03-27 | 2015-11-04 | 住友重機械工業株式会社 | 射出成形機 |
| JP5731577B2 (ja) * | 2013-06-07 | 2015-06-10 | ファナック株式会社 | キャビティ圧縮機能を有する射出成形機の制御装置 |
| JP6169634B2 (ja) | 2015-03-06 | 2017-07-26 | ファナック株式会社 | エジェクタを具備する射出成形機及び射出成形機のエジェクタ動作方法 |
| JP6802690B2 (ja) * | 2016-11-15 | 2020-12-16 | 芝浦機械株式会社 | 成形機 |
| JP6876086B2 (ja) | 2019-04-01 | 2021-05-26 | 日精樹脂工業株式会社 | 動作設定装置を備えた射出成形機 |
| JP7509930B2 (ja) * | 2021-01-26 | 2024-07-02 | ファナック株式会社 | 制御装置 |
| JP7610460B2 (ja) * | 2021-04-02 | 2025-01-08 | 住友重機械工業株式会社 | 射出成形機の制御装置、射出成形機、射出成形システム及び、射出成形機の制御方法 |
| CN113524598B (zh) * | 2021-09-16 | 2022-01-11 | 广东伊之密高速包装系统有限公司 | 一种模内贴标方法及模内贴标注塑系统 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4486830A (en) * | 1982-03-30 | 1984-12-04 | Cincinnati Milacron Inc. | Programmable control apparatus and method |
| US4745541A (en) * | 1986-06-16 | 1988-05-17 | Cincinnati Milacron Inc. | Method and apparatus for process control |
| US5229952A (en) * | 1991-01-18 | 1993-07-20 | Cincinnati Milacron Inc. | Control for injection molding machine |
| JP2652275B2 (ja) * | 1991-02-06 | 1997-09-10 | ファナック株式会社 | 電動射出成形機における射出,保圧,背圧制御方法 |
| JPH0825216B2 (ja) * | 1991-12-11 | 1996-03-13 | 日精樹脂工業株式会社 | 成形条件設定方法 |
| US5599486A (en) * | 1992-10-09 | 1997-02-04 | Sumitomo Heavy Industries, Ltd. | Method for controlling an ejector and injection molding machine |
| WO1994023926A1 (fr) * | 1993-04-20 | 1994-10-27 | Sankyokasei Kabushiki Kaisha | Appareil pour commander les operations de coupe de la coulee et d'ejection dans une machine de moulage par injection et procede pour commander cet appareil |
| JP2838647B2 (ja) * | 1994-05-16 | 1998-12-16 | 住友重機械工業株式会社 | 射出成形機におけるエジェクタ機構のエジェクタ戻限完了位置設定方法及び装置 |
| JP3586483B2 (ja) * | 1994-10-26 | 2004-11-10 | ファナック株式会社 | 射出成形機のエジェクト装置 |
| JP3441680B2 (ja) * | 1999-07-28 | 2003-09-02 | ファナック株式会社 | 射出成形機のエジェクタ制御装置 |
| JP3425543B2 (ja) * | 1999-09-13 | 2003-07-14 | 株式会社名機製作所 | 射出成形方法および射出成形装置 |
| JP4108906B2 (ja) * | 2000-07-11 | 2008-06-25 | 東芝機械株式会社 | 射出成形機における異常検知方法 |
| JP3459631B2 (ja) * | 2000-11-10 | 2003-10-20 | ファナック株式会社 | 成形品離型力測定方法及び装置 |
| JP3692065B2 (ja) * | 2001-10-17 | 2005-09-07 | 日精樹脂工業株式会社 | 取出機付成形機のデータ登録方法 |
| JP2004050474A (ja) * | 2002-07-17 | 2004-02-19 | Fanuc Ltd | 射出成形機のエジェクタ装置及びエジェクタピン突出開始位置検出方法 |
| US7072735B2 (en) * | 2004-04-23 | 2006-07-04 | Husky Injection Molding Systems Ltd. | Control system for utilizing active material elements in a molding system |
-
2006
- 2006-06-30 JP JP2006182328A patent/JP4174533B2/ja not_active Expired - Fee Related
-
2007
- 2007-05-21 US US11/802,222 patent/US20080003320A1/en not_active Abandoned
- 2007-05-21 EP EP07108549A patent/EP1872926A2/en not_active Withdrawn
- 2007-06-29 CN CN200710126868A patent/CN100584577C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CN100584577C (zh) | 2010-01-27 |
| CN101096122A (zh) | 2008-01-02 |
| JP2008006785A (ja) | 2008-01-17 |
| US20080003320A1 (en) | 2008-01-03 |
| EP1872926A2 (en) | 2008-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1872926A2 (en) | Ejector control device for injection molding machine | |
| CN103153578B (zh) | 成型机 | |
| JP4261596B2 (ja) | 射出成形機の工程時間表示装置 | |
| JP3586483B2 (ja) | 射出成形機のエジェクト装置 | |
| JP4199283B2 (ja) | 射出成形機 | |
| US20080031992A1 (en) | Core operation setting device for injection molding machine | |
| US10513071B2 (en) | Pressure controller for injection molding machine | |
| CN101541505B (zh) | 对注模机的注模周期进行流程编程的方法 | |
| EP0396770A1 (en) | Back pressure control method and apparatus for electric injection molding machine | |
| WO1992011994A1 (fr) | Procede de determination de la forme d'onde de pression pour le reglage de la pression d'injection dans une machine de moulage par injection | |
| JP5661820B2 (ja) | 型締力制御機能を有する射出成形機の制御装置 | |
| JP5923388B2 (ja) | 射出成形機の成形条件設定装置 | |
| US7287971B2 (en) | Load determining device for an electrically-operated injection molding machine | |
| JP5529629B2 (ja) | 射出成形機 | |
| JP3820232B2 (ja) | 射出成形機の型締制御方法 | |
| US20230092818A1 (en) | Apparatus for taking out molded product | |
| JP3581164B2 (ja) | 射出成形機の製品良否判別方法及び製品良否判別装置 | |
| JP5820701B2 (ja) | 成形機の制御装置と制御方法 | |
| CN113646153A (zh) | 动作设定装置和注射成型机 | |
| JP2604272B2 (ja) | スプルー突出し装置 | |
| JP2006015527A (ja) | 射出成形機 | |
| JPH07205225A (ja) | 射出成形機のクッション量調整方法 | |
| JP2016196144A (ja) | 射出成形システム | |
| JP2007015342A (ja) | 成形機 | |
| JPS63182121A (ja) | エジエクタの制御方式 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20080129 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080410 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20080408 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080415 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080805 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080818 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110822 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |