JP4162811B2 - 防水シートの敷設方法及びこれに用いる接合位置決め治具 - Google Patents
防水シートの敷設方法及びこれに用いる接合位置決め治具 Download PDFInfo
- Publication number
- JP4162811B2 JP4162811B2 JP30443399A JP30443399A JP4162811B2 JP 4162811 B2 JP4162811 B2 JP 4162811B2 JP 30443399 A JP30443399 A JP 30443399A JP 30443399 A JP30443399 A JP 30443399A JP 4162811 B2 JP4162811 B2 JP 4162811B2
- Authority
- JP
- Japan
- Prior art keywords
- waterproof sheet
- fixing member
- bonding
- guide hole
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
【発明の属する技術分野】
本発明は、防水シートを構造物の躯体表面に敷設するための防水シートの敷設方法およびこれに用いる防水シートの接合位置決め治具に関する。
【0002】
【従来の技術】
従来より、例えばビルや家屋等の構造物における屋外側の躯体表面には、雨水等の浸入を防ぐために、合成樹脂からなる防水シートを機械固定方法により敷設することが一般的に行われている。この機械固定方法は、絶縁工法とも称されているものであり、構造物の躯体表面に、例えば塩化ビニル樹脂等の熱可塑性樹脂被覆鋼板からなるディスク状の固定部材を、開脚釘、カールプラグ、ネジ釘等の固定具により点在状態に多数固着設置し、この固定部材を覆うようにして躯体表面に前記熱可塑性樹脂と相溶性を有する樹脂からなる防水シートを展張して、前記固定部材の上面の熱可塑性樹脂層に熱により接合するか、または溶剤や接着剤により接合するか、もしくは高周波誘導加熱により接合することにより防水シートを敷設するものである。
【0003】
上記の各接合手段の中でも、高周波誘導加熱による接合手段は、作業者が熱源に触れて火傷を負う心配がなく、また溶剤や接着剤を用いる方法のように接合部に溶剤や接着剤を塗布する煩雑な作業を要せず短時間で接合作業が完了し作業効率が高いこと、さらに塗布作業による化学薬剤の蒸気を作業者が吸い込むのを回避することができ環境衛生上好ましいものである。
【0004】
このように、防水シートの敷設作業において高周波誘導加熱を利用した高周波溶着装置を用いるときは、防水シートを接合する板状の固定部材として、例えば前記の熱可塑性樹脂被覆鋼板からなる固定部材の鋼板のように、高周波の照射による誘導加熱が可能な導電体と熱可塑性樹脂とが積層一体化された板状体が適用される。前記板状体は、多くの場合、円板状または方形板状のものであるが、中には縦断面が台形形状のものも用いられている。
【0005】
【発明が解決しようとする課題】
ところで、高周波誘導加熱を利用して防水シートを板状の固定部材に接合させる防水シートの敷設方法は、上述のように、安全性、作業効率、及び環境衛生の上から優れた方法ではあるが、なおつぎのような問題がある。
【0006】
即ち、図4に示すように防水シート(7)を介して接合する固定部材(5)が高周波加熱装置の高周波発振ヘッド(10)より小さい場合には、前記固定部材(5)が防水シート(7)に隠されていることとも相俟って、前記発振ヘッド(10)の中心を前記固定部材(5)の中央部に正確に対応させる(実線)ことは難しく、しばしば高周波発振ヘッド(10)の中心が固定部材(5)の中央部からずれたり(1点鎖線)、固定部材(5)面に対して傾斜して(2点鎖線)、固定部材(5)と防水シート(7)との接合強度が弱められ、また固定部材(5)の端縁部(5c)が過剰に加熱されることにより近傍の防水シート(7)が異常な熱変形(7a)を起こし、さらに断熱工法が採用されている場合には前記端縁部(5a)の下面近傍に接触する断熱層(9)が溶融破壊(9a)を起こす等の問題がある。
【0007】
ところで、高周波加熱装置の高周波発振ヘッドから固定部材に向けて発振される高周波の発振パターンや強度は、前記高周波発振ヘッドの形状とその内部の加熱用ワークコイルの巻回パターン、巻回数、それに印加する高周波出力、周波数、発振時間等により決められている。例えば、円盤状の固定部材を用いて防水シートを敷設する場合の高周波加熱装置としては、図5に示すように、通常、発振面が円形の高周波発振ヘッド(10)からなるものが使用され、その発振面から発振される高周波は、一定の幅をもつ概ねリング状の発振領域(P)をもって発振されるように設計されており、前記発振領域(P)が前記固定部材(5)の周縁部より内側に投影される状態にあるとき、最も有効な高周波誘導加熱が発揮されるので、高周波加熱装置による防水シートと固定部材との接合は、高周波発振ヘッドの中心を固定部材の中央部に正確に対応させることが必要となる。
【0008】
上記のような問題の解決手段として、従来、例えば高周波ヘッドに内蔵設置されている加熱用のワークコイルのインピーダンス変化により高周波ヘッドと固定部材の位置関係や固定部材と防水シートとの熱融着状態を検知するために、インピーダンス変化の検出回路を備えたセンサーを利用することが提案され、特開平05−315064号公報に開示されている。
【0009】
しかし、加熱用ワークコイルのインピーダンス変化は、固定部材を構成する導電体の量、前記ワークコイルとの距離等によって一定には変化せず、とくに導電体の少ない部分ではインピーダンス変化が少ないので検出し難くなる。また漏水検知等の目的で防水シートの裏面にアルミ箔等の導電材料が付設されている場合には、インピーダンス変化は大きくなり、センサーは過剰に反応して誤った検知をするという問題がある。
【0010】
また、上記のようなセンサーを備えた高周波加熱装置では、固定部材の中央部を正確にとらえるために、センサーの反応を追いながらの接合作業となるので、作業効率が悪い上に、センサー部分が精密な構造からなっているので扱いを慎重にする必要があり、故障が起きた場合には修理の手間と時間がかかる等、その取り扱いが煩わしい。
【0011】
本発明は、このような技術的背景に鑑み、高周波誘導加熱を利用する防水シート敷設手段における問題点を解決するには、固定治具の設置位置を防水シートの上から予め明示するための補助的な治具を用いれば、従来のような精密な装置を用いることなくして、簡単かつ正確に防水シートと固定部材とを加熱溶融して接合することができることに着目し完成したものである。
【0012】
本発明は、高周波誘導加熱により防水シートを固定部材に接合する際に、高周波加熱装置の高周波発振ヘッドの中心を、防水シートを介して固定部材の中央部に容易にかつ正確に当接することができる防水シート敷設方法及びこれに用いる接合位置決め治具を提供することを目的とする。
【0013】
【課題を解決するための手段】
即ち、本発明の第1の発明は、熱可塑性樹脂と導電体とが一体化された板状の固定部材を、防水を要する躯体面に多数個点在配置に固着設置したのち、前記躯体面上に熱可塑性樹脂からなる防水シートを展張し、該防水シートを前記固定部材の上面に高周波誘導加熱により接合する防水シートの敷設方法において、前記固定部材にほぼ対応する厚さを有する非導電性板体からなり、かつ前記固定部材の外周より大きく高周波発振ヘッドの外周よりも小さいガイド孔が設けられた接合位置決め治具を用い、該接合位置決め治具を、躯体面上に固着設置された前記固定部材の対応位置に前記ガイド孔を合致させて防水シート上に載置したのち、前記高周波発振ヘッドを前記ガイド孔に合わせて防水シート上に配置して高周波誘導加熱により前記固定部材と前記防水シートとを接合することを特徴とする防水シートの敷設方法を要旨とする。
【0014】
上記第1の発明によれば、ガイド孔が設けられた非導電性板体からなる接合位置決め治具を、躯体面上に固着設置された固定部材の対応位置に前記ガイド孔を合致させて防水シートの上に載置したのち、前記高周波発振ヘッドを前記ガイド孔を目安としこれに合わせて防水シート上に配置して高周波を照射し、前記固定部材の導電体を誘導加熱することにより、前記固定部材と前記防水シートとを加熱溶融して接合するものであるから、両者の接合は、固定部材の外周縁内に、板状固定部材の中央部を中心とした一定の幅をもつリング状に正確になされ、強固な接合強度が確保される。
【0015】
また、上記の防水シートの敷設方法によれば、前記高周波発振ヘッドは、接合位置決め治具の前記ガイド孔を前記固定部材の対応位置に、防水シートの上から予め合致させて載置するだけで、前記高周波発振ヘッドを正確に固定部材の中央部に正確に対応させて配置することができ、しかも前記高周波発振ヘッドは、その周縁部が接合位置決め治具の前記ガイド孔の周囲で支えられて、前記固定部材面に対し傾斜することなく平行に当接され、接合作業が極めて簡単かつ正確となる。
【0016】
つぎに、本発明の第2の発明は、熱可塑性樹脂と導電体とが一体化された板状の固定部材を、防水を要する躯体面に多数個点在配置に固着設置したのち、前記躯体面上に熱可塑性樹脂からなる防水シートを展張し、該防水シートを前記固定部材の上面に高周波誘導加熱により接合する防水シートの敷設方法に用いられる接合位置決め治具であって、前記固定部材にほぼ対応する厚さを有する非導電性板体からなり、前記固定部材の外周より大きく前記高周波発振ヘッドの外周よりも小さいガイド孔が設けられると共に、上面に、高周波発振ヘッドの位置決めのためのヘッド位置決め指標が描画されてなることを特徴とする防水シートの接合位置決め治具を要旨とする。
【0017】
上記第2の発明によれば、接合位置決め治具は、前記固定部材にほぼ対応する厚さを有する非導電性板体からなり、前記固定部材の外周より大きく前記高周波発振ヘッドの外周よりも小さいガイド孔が設けられていると共に、上面に、高周波発振ヘッドの位置決めのためのヘッド位置決め指標が描画されているから、高周波発振ヘッドの中心を前記固定部材の中央部に容易にしかも正確に合致させることができ、前記固定部材と前記防水シートとの接合作業をより確実に行うことができる。また、当該接合位置決め治具は簡単に製作可能であるから、これを多数個用意して複数個所の固定部材に予め対応させ防水シートの上に載置しておき、高周波加熱装置により順次接合するものとすれば、接合作業をより効率的に行うことができる。
【0018】
上記第2の発明の好ましい実施態様は、前記ヘッド位置決め指標が、ガイド孔と相似形の環状指標線からなる接合位置決め治具であるから、高周波発振ヘッドを前記環状指標線に一致させるだけで、高周波発振ヘッドの中心を前記板状固定部材の中央部に瞬時に対応させることができる。
【0019】
また、上記第2の発明の別の好ましい実施態様は、上面に、さらにガイド孔の中心を指し示す複数の治具配設位置決め用の放射状指標線が描画されている接合位置決め治具であるから、前記放射状指標線に従って前記固定部材の中央部に前記ガイド孔の中心を、防水シートの上からより容易にかつより正確に合致させることができる。
【0020】
さらに、上記第2の発明のまた別の好ましい実施態様は、前記接合位置決め治具の厚さが、前記固定部材の厚さに対し+0.5〜−0.2mmの範囲に設定されている接合位置決め治具であるから、前記高周波発振ヘッドは、その周縁部が接合位置決め治具の前記ガイド孔の周囲で支えられて、前記固定部材面に対し傾斜することなくこれと平行に当接され、前記防水シートを前記固定部材上面に均一かつ適度に押圧させることができるので、接合作業をより正確かつ確実に行うことができる。
【0021】
【発明の実施の形態】
以下、本発明の実施の形態を実施例を示す図面に従って説明する。なお、防水シート接合用の固定部材としては、熱可塑性樹脂被覆鋼板からなる円板状のものを対象に述べるが、その材料は、防水シートと相溶性がある熱可塑性樹脂層と高周波誘導加熱により発熱する導電体層とが積層一体化された板状体であればいかなるものであってもよく、形状も方形板状等、他の形状のものであっても差し支えない。
【0022】
図1(イ)(ロ)は、本発明の防水シートの敷設方法に用いられる接合位置決め治具を示し、図1(イ)は斜視図、図1(ロ)は図1(イ)のA−A線断面図である。接合位置決め治具(1)は、例えば硬質ないしは軟質の合成樹脂板状体からなり、中程にガイド孔(2)が設けられている。
【0023】
前記ガイド孔(2)は、防水施工の対象となる躯体面に多数個点在配置に固着設置される固定部材(5)の存在位置を明示するために、図1(イ)のように前記固定部材(5)に合致させて防水シート上に載置され、前記ガイド孔(2)に合わせて防水シート上に高周波加熱装置の高周波発振ヘッドを配置して、前記高周波発振ヘッドを前記固定部材(5)に対し適正な位置関係で当接させる役目を果たすものであり、前記固定部材(5)の外周より、周囲各部分で例えば約5mm程度大きく形成され、かつ前記高周波発振ヘッドの外周よりも小さく形成されている。
【0024】
本発明においては、当該接合位置決め治具(1)の前記ガイド孔(2)を目安とすることによって、前記高周波発振ヘッドを前記固定部材(5)の対応位置に合致させることができるのであるが、さらにこれをより確実にするために、接合位置決め治具(1)の上面には、高周波発振ヘッドの位置決めのためのヘッド位置決め指標(3)が描画されている。前記ヘッド位置決め指標(3)は、例えば前記ガイド孔(2)と相似形の環状指標線(3a)からなり、前記ガイド孔(2)と同心状に描画される。この場合、前記環状指標線(3a)は、前記高周波発振ヘッドにより覆い隠されない範囲で、前記高周波発振ヘッドの外周よりも大きく描画されていることが望ましい。なお、ヘッド位置決め指標(3)は線状に限らず、前記高周波発振ヘッドの輪郭を示すものであれば、点列描画、帯状描画、色抜き描画等いずれの態様の描画であっても良く、また前記高周波発振ヘッドがはまり込むように立体的に描画されたものであっても良い。
【0025】
また、本発明においては、当該接合位置決め治具(1)の上面に、前記ガイド孔(2)の中心を指し示す複数の治具配設位置決め用の放射状指標線(4)が描画されている。前記各放射状指標線(4)は、全て当該ガイド孔(2)の中心を指し示す直線で描画されており、前記固定部材(5)の中央部に対して前記各放射状指標線(4)の方向を合わせれば、接合位置決め治具(1)を前記固定部材(5)が当該ガイド孔(2)の真中に位置する状態に配置できる。
【0026】
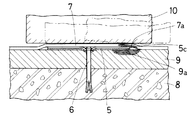
図2は、本発明に従って、防水シートを固定部材に接合する状態を示す部分断面図である。図において、まずコンクリートよりなる躯体(8)面に、固定部材(5)を開脚釘等の固定具(6)によって、ポリウレタン発泡等の断熱層(9)を介して多数個点在配置に固着設置したのち、防水シート(7)を躯体(8)面全面を覆うように展張し、さらに前記接合位置決め治具(1)を、そのガイド孔(2)が前記固定部材(5)の対応位置に合致するように防水シート(7)の上から載置する。
【0027】
つぎに、高周波加熱装置の高周波発振ヘッド(10)を、前記ガイド孔(2)に合わせて防水シート(7)上に配置し、その中心(m)が前記固定部材(5)の中央部(n)に対応するように、前記防水シート(7)を介して当接させる。このとき、前記高周波発振ヘッド(10)の外周を前記環状指標線(3a)の輪郭に合わせて防水シート(7)に当接させるから、前記高周波発振ヘッド(10)の中心(m)は、前記板状固定部材(5)の中央部(n)に正確に対応することになる。
【0028】
ついで、高周波発振ヘッド(10)から高周波が発振されると、リング状に発振される発振領域(P)内で固定部材(5)の導電体(5a)の層が誘電加熱され、熱可塑性樹脂(5b)の層が加熱溶融されるとともに、前記熱可塑性樹脂(5b)の層に接触する防水シート(7)が加熱軟化されて前記熱可塑性樹脂(5b)と熱融着し、前記固定部材(5)と前記防水シート(7)との接合が達成される。
【0029】
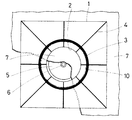
図3は、接合位置決め治具(1)の使用状態を示す部分切欠平面図である。図において、接合位置決め治具(1)の形状及び寸法は、ガイド孔(2)が固定部材(5)の対応位置に合致し、また高周波発振ヘッド(10)が前記ガイド孔(2)を覆い隠すように前記固定部材(5)に防水シート(7)を介して当接することができる態様のものであれば特に制限はなく、形状は方形状の他、多角形状、円形状等でもよく、また寸法は前記ガイド孔(2)の2倍乃至3倍程度の大きさであれば十分である。
【0030】
また、本発明においては、図2で明らかなように、前記高周波発振ヘッド(10)の周縁部(10a)がガイド孔(2)の周囲で接合位置決め治具(1)に支えられる状態となるから、高周波発振ヘッド(10)が防水シート(7)に当接する際に、接合位置決め治具(1)が前記固定部材(5)に対し傾斜して当接するのを防止することができる。従って、接合位置決め治具(1)の厚さ(t)は、前記固定部材(5)の厚さに対応させる必要があるが、厳密ではなく、好ましくは前記厚さに対し+0.5〜−0.2mmの範囲の厚さに設定するのが望ましい。この範囲未満であると前記固定治具(5)の傾斜の防止作用が減殺され、またこの範囲を超えると高周波発振ヘッド(10)面が防水シート(7)に当接されず押圧力が加わらないので、接合強度が十分に得られない。従って、実際には前記固定部材(5)と同一とすることがより望ましい。
【0031】
上記のように、本発明の防水シートの敷設方法及びこれに用いる接合位置決め治具によれば、躯体に固着設置された固定部材の存在位置を、防水シートを介して接合位置決め治具により予め容易に明示することができ、しかも前記接合位置決め治具をそのガイド孔が固定部材の対応位置に合致するように防水シートの上から配置したのちに、高周波発振ヘッドを前記ガイド孔に合わせて防水シートを介し固定部材に均一に当接することができるから、この状態を維持して高周波を照射し固定部材の導電体を誘導加熱により発熱させれば、前記固定部材と前記防水シートとを正確な相対位置関係において接合することができる。従って、固定部材の外周縁内に、固定部材の中央部を中心とした一定の幅をもつリング状の溶融接合部分が確実に形成され強固な接合強度を確保できる。
【0032】
【実施例】
防水シートの敷設施工の対象として、コンクリートの躯体からなる陸屋根に、発泡ポリウレタンからなる厚さ25mmの断熱層を介して、ポリプロピレン系樹脂を被覆した鋼板からなる厚さ1mm、直径65mmの円板状の固定部材を多数個点在配置に固着設置し、前記躯体面に厚さ1.5mmのポリプロピレン系樹脂からなる防水シートを展張し、高周波誘導加熱により接合する防水シートの敷設施工を採用した。
【0033】
つぎに、接合位置決め治具として、厚さ1mm、1辺の長さ200mのポリプロピレン樹脂シートを用意し、図1と同様の形態で、中央に直径75mmの円形のガイド孔を設け、前記ガイド孔の周囲にその中心を通る各対角線及び各辺中央分割線からなる複数の放射状指標線と、内側輪郭が直径120mm、幅5mmのリング状のヘッド位置決め指標とを着色して描画したものを用意した。
【0034】
ついで、前記接合位置決め治具を、防水シートの上から前記固定部材が、ガイド孔の中央に位置するように、前記放射状指標線に合わせて載置したのち、直径120mmの高周波発振ヘッドを前記ヘッド位置決め指標に合わせ、防水シートを介して前記固定部材に当接し、押圧しながら高周波(500kHz)を発振して前記固定部材と前記防水シートとの所要部を加熱溶融して接合した。
【0035】
上記で接合された前記固定部材と前記防水シートとの接合部分は、固定部材の外周縁内にあって固定部材の中央部を中心とするリング状に均一に溶融接合されており、強固な接合強度を有するものとなった。
【0036】
また、上記の高周波発振ヘッドによる接合作業に要した時間は接合1箇所当たり3〜5秒であった。また、接合状態は極めて良好であり、断熱層の溶融崩壊は全くなかった。
<比較例>
上記実施例のような接合位置決め治具を用いることなく、実施例と同様の施工対象で通常の高周波加熱装置により接合作業を行ったところ、防水シートと固定部材が、固定部材の周縁端部の一部に偏って接合され、その接合強度が不十分なものとなった。なお、断熱層には溶融崩壊等の悪影響はなく、接合作業に要した時間も実施例とほぼ同じであった。
【0037】
因みに、従来の加熱用ワークコイルのインピーダンス変化を検知するセンサー付きの高周波加熱装置を用い、実施例と同様の施工対象で接合作業を行ったところ、接合状態は極めて良好であったが、断熱層の溶融崩壊が認められた。また、接合作業に要した時間は接合1箇所当たり約10秒であった。特に、高周波発振ヘッドの当接位置の設定には手間が掛かった。
【0038】
【発明の効果】
以上のように、本発明の第1の発明によれば、熱可塑性樹脂と導電体とが一体化された板状の固定部材を、防水を要する躯体面に多数個点在配置に固着設置したのち、前記躯体面上に熱可塑性樹脂からなる防水シートを展張し、該防水シートを前記固定部材の上面に高周波誘導加熱により接合する防水シートの敷設方法において、前記固定部材にほぼ対応する厚さを有する非導電性板体からなり、かつ前記固定部材の外周より大きく高周波発振ヘッドの外周よりも小さいガイド孔が設けられた接合位置決め治具を用い、該接合位置決め治具を、躯体面上に固着設置された前記固定部材の対応位置に前記ガイド孔を合致させて防水シート上に載置したのち、前記高周波発振ヘッドを前記ガイド孔に合わせて防水シート上に配置して高周波誘導加熱により前記固定部材と前記防水シートとを接合するものであるから、前記高周波発振ヘッドを前記防水シートを介して前記固定部材に均一にかつ確実に当接させることができ、前記固定部材と前記防水シートとの強固な接合強度を確保できると共に、近傍の防水シートの熱変形や断熱層の溶融破壊を起こすことがないという効果がある。
【0039】
従って、上記防水シートの敷設方法によれば、従来のように固定部材を検知するための精密な装置を必要としないから、装置の故障による不都合や取り扱い上の煩わしさがなく、敷設施工に熟練を要しないという利点がある。
【0040】
本発明の第2の発明によれば、熱可塑性樹脂と導電体とが一体化された固定部材を、防水を要する躯体面に多数個点在配置に固着設置したのち、前記躯体面上に熱可塑性樹脂からなる防水シートを展張し、該防水シートを前記固定部材の上面に高周波誘導加熱により接合する防水シートの敷設方法に用いられる接合位置決め治具であって、前記固定部材にほぼ対応する厚さを有する非導電性板体からなり、前記固定部材の外周より大きく前記高周波発振ヘッドの外周よりも小さいガイド孔が設けられると共に、上面に、高周波発振ヘッドの位置決めのためのヘッド位置決め指標が描画されてなるものであるから、前記固定部材の位置を容易に明示することができ、前記高周波発振ヘッドを前記ヘッド位置決め指標に従って難なく前記固定部材の中央部に合わせることができ、前記高周波発振ヘッドを防水シートを介して効率よく当接させることができるという効果がある。
【0041】
また、上記接合位置決め治具は、構造が極めて単純で製作コストが安価であるから簡単に製作することができ、これを多数個用意して複数個所の固定部材に予め対応させ防水シート上に載置し、高周波加熱装置により順次接合するようにすれば、接合作業を一層効率的に行うことができて作業コストを低減できるという利点がある。
【0042】
さらに、上記接合位置決め治具は、請求項3に記載のように、前記ヘッド位置決め指標が、ガイド孔と相似形の環状指標線からなる接合位置決め治具であるから、高周波発振ヘッドを前記環状指標線に一致させるだけで、高周波発振ヘッドの中心を前記板状固定部材の中央部に瞬時に対応させることができ、接合作業を一層効率的にできるという利点がある。
【0043】
さらにまた、上記接合位置決め治具は、請求項4に記載のように、上面に、さらにガイド孔の中心を指し示す複数の治具配設位置決め用の放射状指標線が描画されている接合位置決め治具であるから、前記放射状指標線に従って前記固定部材の中央部に前記ガイド孔の中心を容易にかつより正確に合致させることができ、前記固定部材の位置の明示をより容易にかつより正確に行うことができるので、接合作業を一層確実に行えるという利点がある。
【0044】
さらにまた、上記接合位置決め治具は、請求項5に記載のように、前記接合位置決め治具の厚さが、固定部材の厚さに対し+0.5〜−0.2mmの範囲に設定されている接合位置決め治具であるから、前記高周波発振ヘッドは、その周縁部が接合位置決め治具の前記ガイド孔の周囲で支えられて、前記固定部材面に対し傾斜することなく平行に当接され、前記防水シートを固定部材上面に均一かつ適度に押圧させることができるので、接合作業をより正確かつ確実に行うことができる。従って、固定部材と防水シートとの接合強度を確実に確保することができると共に、固定部材が局部的に異常加熱されることがないので、近傍の防水シートの熱変形や断熱層の溶融破壊を防止できるという利点がある。
【図面の簡単な説明】
【図1】本発明に用いられる接合位置決め治具を示し、図1(イ)は斜視図、図1(ロ)は図1(イ)のA−A線断面図である。
【図2】本発明における防水シートと固定部材との接合状態を示す部分断面図である。
【図3】本発明のにおける接合位置決め治具の使用状態を示す部分切欠平面図である。
【図4】従来の防水シートと固定部材との接合状態を示す断面図である。
【図5】高周波発振ヘッドの高周波の発振状態を固定部材との関係において説明するための概念図である。
【符号の説明】
1…接合位置決め治具
2…ガイド孔
3…ヘッド位置決め指標
3a…環状指標線
4…放射状指標線
5…固定部材
6…固定具
7…防水シート
8…躯体
9…断熱層
10…高周波発振ヘッド
Claims (5)
- 熱可塑性樹脂と導電体とが一体化された板状の固定部材を、防水を要する躯体面に多数個点在配置に固着設置したのち、前記躯体面上に熱可塑性樹脂からなる防水シートを展張し、該防水シートを前記固定部材の上面に高周波誘導加熱により接合する防水シートの敷設方法において、
前記固定部材にほぼ対応する厚さを有する非導電性板体からなり、かつ前記固定部材の外周より大きく高周波発振ヘッドの外周よりも小さいガイド孔が設けられた接合位置決め治具を用い、該接合位置決め治具を、躯体面上に固着設置された前記固定部材の対応位置に前記ガイド孔を合致させて防水シート上に載置したのち、前記高周波発振ヘッドを前記ガイド孔に合わせて防水シート上に配置して高周波誘導加熱により前記固定部材と前記防水シートとを接合することを特徴とする防水シートの敷設方法。 - 熱可塑性樹脂と導電体とが一体化された板状の固定部材を、防水を要する躯体面に多数個点在配置に固着設置したのち、前記躯体面上に熱可塑性樹脂からなる防水シートを展張し、該防水シートを前記固定部材の上面に高周波誘導加熱により接合する防水シートの敷設方法に用いられる接合位置決め治具であって、
前記固定部材にほぼ対応する厚さを有する非導電性板体からなり、前記固定部材の外周より大きく前記高周波発振ヘッドの外周よりも小さいガイド孔が設けられると共に、上面に、高周波発振ヘッドの位置決めのためのヘッド位置決め指標が描画されてなることを特徴とする防水シートの接合位置決め治具。 - 前記ヘッド位置決め指標が、ガイド孔と相似形の環状指標線からなる請求項2に記載の防水シートの接合位置決め治具。
- 上面に、さらにガイド孔の中心を指し示す複数の治具配設位置決め用の放射状指標線が描画されている請求項2または請求項3に記載の防水シートの接合位置決め治具。
- 前記接合位置決め治具の厚さが、前記固定部材の厚さに対し+0.5〜−0.2mmの範囲に設定されている請求項2乃至請求項4のいずれか1に記載の防水シートの接合位置決め治具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30443399A JP4162811B2 (ja) | 1999-10-26 | 1999-10-26 | 防水シートの敷設方法及びこれに用いる接合位置決め治具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP30443399A JP4162811B2 (ja) | 1999-10-26 | 1999-10-26 | 防水シートの敷設方法及びこれに用いる接合位置決め治具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001123593A JP2001123593A (ja) | 2001-05-08 |
| JP4162811B2 true JP4162811B2 (ja) | 2008-10-08 |
Family
ID=17932956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP30443399A Expired - Fee Related JP4162811B2 (ja) | 1999-10-26 | 1999-10-26 | 防水シートの敷設方法及びこれに用いる接合位置決め治具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4162811B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4822859B2 (ja) * | 2006-02-02 | 2011-11-24 | ロンシール工業株式会社 | 位置決め治具 |
| JP5249133B2 (ja) * | 2009-06-05 | 2013-07-31 | 早川ゴム株式会社 | 防水シート固定装置の位置決め用治具、防水シート固定ユニット、および防水シートの固定方法 |
| JP6227455B2 (ja) * | 2014-03-27 | 2017-11-08 | タキロンシーアイ株式会社 | 防水シートの固定方法及びシート取付プレート |
| CN112227616B (zh) * | 2020-09-21 | 2021-11-19 | 山东深博建筑工程有限公司 | 一种防水层铺设装置 |
| CN113584994B (zh) * | 2021-07-01 | 2023-04-28 | 日照德泰建筑防水科技有限公司 | 一种耐高温复合防水卷材的铺设装置 |
-
1999
- 1999-10-26 JP JP30443399A patent/JP4162811B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001123593A (ja) | 2001-05-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7935095B2 (en) | Ostomy mounting wafer and a method of preparing it | |
| US7347907B1 (en) | Adjustable roof fitment and method of making the same | |
| JP4162811B2 (ja) | 防水シートの敷設方法及びこれに用いる接合位置決め治具 | |
| JP5313832B2 (ja) | 防水層改修方法及び防水構造 | |
| JP2004316152A (ja) | 防水シートの熱融着方法及び防水シートの熱融着装置 | |
| JP2008138445A (ja) | 防水シート固定構造 | |
| JP3461603B2 (ja) | 防水構造 | |
| JP6227455B2 (ja) | 防水シートの固定方法及びシート取付プレート | |
| JP2000179103A (ja) | 防水シート敷設用固定治具及び防水シートの敷設方法 | |
| JP2006240293A (ja) | 溶着装置およびそれを用いた通気部材付支持体の製造方法 | |
| JP4822859B2 (ja) | 位置決め治具 | |
| JP4004043B2 (ja) | 防水シート敷設方法と固定部材と電磁誘導加熱器 | |
| JP2001115608A (ja) | 防水シート敷設用固定部材 | |
| JPH1077722A (ja) | 防水構造 | |
| WO2001085436A3 (en) | Ir welding of fluoropolymers | |
| JPH0874390A (ja) | 防水シート施工法 | |
| JP2005344485A (ja) | 防水シートの熱溶着温度検知方法 | |
| JP2005042394A (ja) | 防水シート用固定金具及び防水シートの施工方法 | |
| JP2005226356A (ja) | 防水シート敷設用固定治具および防水シートの敷設方法 | |
| JP7417317B2 (ja) | 誘導加熱溶着装置 | |
| JPH07102895A (ja) | トンネル用防水シートおよびトンネル用防水シート展張方法 | |
| JP2003293526A (ja) | 防水・遮水シートの接合方法 | |
| KR100548101B1 (ko) | 파이프 이음부용 보온커버 및 이의 제조방법 | |
| JPH047124A (ja) | 熱収縮性被覆材の接着装置 | |
| JP2003293527A (ja) | 防水・遮水シートの接合方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061011 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070822 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20070822 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20070809 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080619 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080701 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080723 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110801 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4162811 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110801 Year of fee payment: 3 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110801 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120801 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120801 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130801 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140801 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |