JP4106122B2 - 積層圧電素子の製造方法 - Google Patents
積層圧電素子の製造方法 Download PDFInfo
- Publication number
- JP4106122B2 JP4106122B2 JP03498098A JP3498098A JP4106122B2 JP 4106122 B2 JP4106122 B2 JP 4106122B2 JP 03498098 A JP03498098 A JP 03498098A JP 3498098 A JP3498098 A JP 3498098A JP 4106122 B2 JP4106122 B2 JP 4106122B2
- Authority
- JP
- Japan
- Prior art keywords
- piezoelectric element
- laminated
- manufacturing
- laminated piezoelectric
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Description
【発明の属する技術分野】
本発明は、積層圧電素子の製造方法に係り、特に複数層に重なった電極材料の層位置のずれを容易に検出することができるようにした積層圧電素子の製造方法に関するものである。
【0002】
【従来の技術】
従来、例えば電気−機械エネルギー変換機能を有する圧電セラミックス等の電気−機械エネルギー変換材料を用いて、電極材料の層と、該電気−機械エネルギー変換材料の層である圧電体の層を交互に積層した積層圧電素子が提案されている。
【0003】
この積層圧電素子は、例えば同じ厚さの単一の板状の圧電体と比較した場合、低い印加電圧で大きな変形歪や大きな発生力が得られるので、近年、特に圧電アクチュエータや振動波モータ等の振動駆動装置を構成する振動体に用いられることが提案されている。
【0004】
一方、積層圧電素子の製造方法は、主に焼成前の圧電セラミックス粉末を有機バインダーと混合したシート状の成形体(グリーンシート)の層に電極ペーストを印刷して形成した電極材料の層(以下電極層)を焼結前に各々複数枚重ね合せ熱圧着して一体化した後に焼成して作る焼結一体型の方法であり、圧電セラミックスの層の厚さを薄く形成でき、より小型で信頼性の高い積層圧電素子が可能となるものであり、この製造方法としては、特開平8−213667号公報等に記述されている。
【0005】
この積層圧電素子の製造方法を、図5〜図7を用いて以下に説明する。
【0006】
図5は焼成前の積層圧電素子10の一例であり、図5の(a)に示すように、複数枚のグリーンシート11(11−1〜11−n)の表面に電極ペーストをスクリーン印刷法にて印刷された電極層12が形成され、これらが必要とする積層数(n枚)重ね合せられ、熱プレスで圧着されている。
【0007】
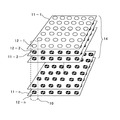
図6は図5の焼成前の積層圧電素子10の製造方法の一例であり、一度に多数個の素子を作るために、一定寸法の複数枚(n枚)のグリーンシート11−1〜11−nの上に電極層12−1〜12−nが積層圧電素子10の形状に合わせて縦横6×6ケづつ配置されるように形成されている。
【0008】
そして、この一定寸法のまま圧着され一枚の板状の積層体14が作られる。この後、図7のように、形成された積層体14は破線で示す切断線15に沿って一つ一つの積層圧電素子10とするために角状に切断分離され焼成を行い、その後内外径加工等を経て積層圧電素子となる。
【0009】
また、図5に示すように、積層圧電素子10の各層の電極層12を電気的に接続する導体電極として複数のスルーホール(スルーホール電極あるいはバイヤホールと称すこともある)13を用いている。具体的には、電極層12を印刷する前に予めグリーンシート11に0.1mmの穴をパンチングによって各素子の所定の位置に穿孔により形成し、その穴の中に電極ペーストを充填している。
【0010】
【発明が解決しようとする課題】
しかしながら、上述した従来の積層圧電素子の製造において、グリーンシート11に電極層12を印刷する際は、グリーンシート11の四隅に位置決め用の穴を設けたり、グリーンシート11をフレームの枠にはり付けたりし、その穴や枠基準でグリーンシートを位置決めして印刷を行い、最終的に、電極層12を印刷した複数枚のグリーンシート11も各々その穴や枠基準で重ね合せ、穴部や枠部分を切断または分離し熱圧着を行って積層化していた。
【0011】
特に、最近は小型の積層圧電素子が望まれ高精度化しつつあり、またグリーンシート11の厚さも薄くなり、伸び易かったりまたたわみやすかったりするため、電極層の印刷時のずれや積層化時のずれが発生し易くなり、各電極層12は2次元的な平面内で互いにずれを生じ易くなってきた。
【0012】
また、その他様々な原因でずれは発生し、ずれが大きくなると本来の積層圧電素子の機能が満足されないことが起こる。例えば電極層のずれは圧電素子としての対向電極の面積が減少して圧電特性の低下を招き、スルーホール電極のずれは極端な場合は導通ができなくなり電極層間をつなぐことができなかったり、つながっていたとしても不完全で導体電極の電気抵抗が増加し、電力損失が発生することも考えられる。
【0013】
また、効率を高めるために、素子の外径いっぱいに電極面積をとる場合、ずれた層の電極層が素子の側面に露出するといった問題が生じた。
【0014】
このような各グリーンシート間の平面内のずれとしては、今までに極端な場合には最大0.1〜0.2mmにも達し、このようなずれ量では積層圧電素子の機能上の問題が発生することもあった。
【0015】
一方、各グリーンシト間のずれを実際に測定する方法としては、例えば素子10を1個取り出し、素子を破壊しその断面を切り出して各層の電極層のずれを顕微鏡で観察するなどして確認する方法が従来より行われていた。
【0016】
しかしながら、このような検査方法では、手間がかかり、迅速に製造不良を確認することができなかった。
【0017】
本出願に係る発明の目的は、積層圧電素子の積層状態の良否を簡単に判別できる積層圧電素子の製造方法を提供しようとするものである。
【0018】
【課題を解決するための手段】
本出願に係る発明の目的を実現する積層圧電素子の製造方法の第1の構成は、電気−機械エネルギー変換機能を有する材料で構成される圧電体層と、電極材料の電極層とを交互に複数重ねて積層したものを一次積層体とし、この一次積層体を焼結して積層圧電素子を形成する積層圧電素子の製造方法において、各電極層における平面内2次元方向の位置ずれを検出するための印を、各圧電体層上における隅部及び中心部であって、一次積層体を切断した際の切断面で露出する位置に設けたものである。
【0019】
本出願に係る発明の目的を実現する積層圧電素子の製造方法の第2の構成は、電気−機械エネルギー変換機能を有する材料で構成される圧電体層と、複数の積層圧電素子の数に相当する電極材料の電極層とを交互に複数重ねて積層したものを一次積層体とし、この一次積層体を焼結前または焼結した後、複数の所定位置で切断することにより、複数の二次積層体を生成する積層圧電素子の製造方法において、各電極層における平面内2次元方向の位置ずれを検出するための印を、各圧電体層上における隅部及び中心部であって、二次積層体の外縁に露出する位置に設けたものである。
【0020】
本出願に係る発明の目的を実現する積層圧電素子の製造方法の第3の構成は、各圧電体層上の隅部に位置する印は、一次積層体の外縁に露出するように設けるようにしたものである。
【0022】
本出願に係る発明の目的を実現する積層圧電素子の製造方法の第4の構成は、電気−機械エネルギー変換機能を有する材料で構成される圧電体層と、複数の積層圧電素子の数に相当する電極材料の電極層とを交互に複数重ねて積層したものを一次積層体とし、この一次積層体を焼結前または焼結した後、複数の所定位置で切断することにより複数の二次積層体を生成し、各二次積層体を原形の積層圧電素子に加工する積層圧電素子の製造方法において、各電極層における平面内2次元方向の位置ずれを検出するための印を、各圧電体層上における隅部及び中心部であって、原形の積層圧電素子の外縁に露出する位置に設けたものである。
【0023】
本出願に係る発明の目的を実現する積層圧電素子の製造方法の第5の構成は、前記印は、電極層の形成と同時に印刷によって圧電体層上に形成されるようにしたものである。
【0024】
本出願に係る発明の目的を実現する積層圧電素子の製造方法の第6の構成は、前記印は、各層の電極層を互いに接続するためのスルーホールによって圧電体層内に形成されたものである。
【0025】
【発明の実施の形態】
本発明の実施の形態を以下図面に基づいて詳細に説明する。
【0026】
(第1の実施の形態)
図1および図2は本発明の第1の実施の形態を示す。
【0027】
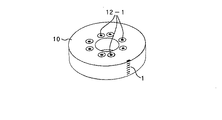
図1は、積層圧電素子(直径10mm)が縦横6個づつ並んだグリーンシートの積層体(一次積層体)を示し、(a)は平面図、(b)は側面図、(c)はマーク1、2、3、4の拡大図である。
【0028】
本実施の形態では、各グリーンシートの位置ずれは基本的にグリーンシート面内の平面内(2次元方向)であることから、X,Y方向の位置ずれがわかるように、長方形状(例えば長さ2mm、幅0.5mm)の位置ずれ検出マーク1,2および丸形状(例えば直径1mm)のスルーホール電極であるマーク3,4を用い、各々Y方向をみるためのマーク1,3、X方向をみるためのマーク2,4を設けている。
【0029】
積層される複数枚の全ての各グリーンシートの電極層またはスルーホール電極と相対的に同位置に、マーク1,2は電極層12を形成する際に、同じスクリーン印刷で同じ電極ペーストを用いて同時に設けるようにしており、またマーク3,4は各グリーンシートの他のスルーホールを形成するパンチングの際に同時に穴を設けている。
【0030】
位置ずれ検出マーク1とマーク2、又はマーク3とマーク4は、1枚のグリーンシートで最低各々1個所設けても良いが、グリーンシート内でも各場所によりずれの量が異なることも考えられるので、理想的には1つ1つの素子に設け、位置ずれを検査することが望ましいが、実際の作業や検査時間などを考慮して、例えばグリーンシートの四隅と中心部にも設けることにした。
【0031】
また、これらの位置ずれ検出マーク1,2,3,4は丁度切断線15の上になるようにすることで、積層体14を最終的に1個の素子10を角状に切断分離(二次積層体)した時点で、その切断面に位置ずれマーク1,2が現れるようにした。
【0032】
図2(a)は位置ずれ検出マーク1が切断面上に見えた状態の図、(b)はマーク3が切断面上に見えた状態の図である。最大のずれ量はaである。このようなマークを設けることで、製造過程において作業者が積層体14について位置ずれ検出マークの表われる図1の四隅と中央の素子を取り出し拡大鏡または顕微鏡で観察することで位置ずれの検査が容易にできるようになった。例えば位置ずれ検出マークのずれ量の最大(図2のa)が0.1mm以上であれば不良と判断することができる。
【0033】
前述のマーク1,2とマーク3,4は、図1のように一緒に設けても良いが、印刷とパンチングの互いの位置精度は製造装置によるが、多くても20〜30μmであり、どちらか一方のマークで充分である。
【0034】
(第2の実施の形態)
上記した第1の実施の形態において、位置ずれマーク1、2の形状を長方形としたが、他の形状であっても良く、切断線の誤差等を考慮した場合、切断線位置のずれが大きくても判別に支障のない形状が望ましい。
【0035】
(第3の実施の形態)
上記した第1の実施の形態において、位置ずれ検出マーク3,4は、スルーホール電極としたが、これは印刷時に電極ペーストで充填したものである。また切断線の誤差等を考慮した場合、切断線に対して少しづつずらして複数個形成する等、切断線の位置ずれが多少大きくても判別に支障のない配置が望ましい。
【0036】
(第4の実施の形態)
上記した第1の実施の形態において、位置ずれマーク1,2を設ける位置を切断線上としたが、最終的にマークの断面が現れれば良く、図3に示すように、熱圧着後の積層体14の最外周の側面のように、切断することなく積層後直接観察できる所に設けても良い。
【0037】
(第5の実施の形態)
図4は第5の実施の形態を示す。
【0038】
本実施の形態は、各素子(本例は丸形状)10の外周部の側面に丁度表われるような位置にマーク1を設け、素子の最終加工の丸形状加工後に検査できるようにしても良い。また、本実施の形態ではX,Y方向を同時に見るために、45度の角度を隔ててマーク1を設けるようにしている。
【0039】
【発明の効果】
以上説明したように、本発明によれば、積層圧電素子の製造過程において、積層化後各層の電極層間の位置ずれを容易に検査することができ、また、不良品を後工程に流すことがなくなったため、製造上、大きなメリットをもたらす結果となった。さらに本検査を続けて行うことで電極層の位置ずれが起こる製造上の様々な原因を見つけることが可能となり品質の向上と安定にも役立つ。
【図面の簡単な説明】
【図1】本発明の第1の実施の形態を示し、(a)は平面図、(b)は側面図、(c)はマークの拡大図。
【図2】(a)、(b)は図1の素子のマーク位置での切断面を示す図。
【図3】第2の実施の形態を示す斜視図。
【図4】第5の実施の形態を示す斜視図。
【図5】従来の焼結前の圧電素子を示し、(a)は分解斜視図、(b)は最上位置のグリーンシートの斜視図。
【図6】従来の積層圧電素子の製造方法を説明する斜視図。
【図7】図6の積層圧電素子製造例を示し、(a)は平面図、(b)は側面図。
【符号の説明】
1,2,3,4 位置ずれ検出用マーク
10 積層圧電素子
11 グリーンシート
12 電極層
14 積層体
Claims (6)
- 電気−機械エネルギー変換機能を有する材料で構成される圧電体層と、電極材料の電極層とを交互に複数重ねて積層したものを一次積層体とし、この一次積層体を焼結して積層圧電素子を形成する積層圧電素子の製造方法において、
前記各電極層における平面内2次元方向の位置ずれを検出するための印を、前記各圧電体層上における隅部及び中心部であって、前記一次積層体を切断した際の切断面で露出する位置に設けたことを特徴とする積層圧電素子の製造方法。 - 電気−機械エネルギー変換機能を有する材料で構成される圧電体層と、複数の積層圧電素子の数に相当する電極材料の電極層とを交互に複数重ねて積層したものを一次積層体とし、前記一次積層体を複数の所定位置で切断することにより、複数の二次積層体を生成する積層圧電素子の製造方法において、
前記各電極層における平面内2次元方向の位置ずれを検出するための印を、前記各圧電体層上における隅部及び中心部であって、前記二次積層体の外縁に露出する位置に設けたことを特徴とする積層圧電素子の製造方法。 - 前記各圧電体層上の隅部に位置する前記印は、前記一次積層体の外縁に露出するように設けられていることを特徴とする請求項1または2に記載の積層圧電素子の製造方法。
- 電気−機械エネルギー変換機能を有する材料で構成される圧電体層と、複数の積層圧電素子の数に相当する電極材料の電極層とを交互に複数重ねて積層したものを一次積層体とし、前記一次積層体を複数の所定位置で切断することにより複数の二次積層体を生成し、前記各二次積層体を原形の積層圧電素子に加工する積層圧電素子の製造方法において、
前記各電極層における平面内2次元方向の位置ずれを検出するための印を、前記各圧電体層上における隅部及び中心部であって、前記原形の積層圧電素子の外縁に露出する位置に設けたことを特徴とする積層圧電素子の製造方法。 - 前記印は、前記電極層の形成と同時に印刷によって前記圧電体層上に形成されることを特徴とする請求項1から4のいずれか1つに記載の積層圧電素子の製造方法。
- 前記印は、各層の前記電極層を互いに接続するためのスルーホールによって前記圧電体層内に形成されることを特徴とする請求項1から4のいずれか1つに記載の積層圧電素子の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03498098A JP4106122B2 (ja) | 1998-02-17 | 1998-02-17 | 積層圧電素子の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03498098A JP4106122B2 (ja) | 1998-02-17 | 1998-02-17 | 積層圧電素子の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH11233846A JPH11233846A (ja) | 1999-08-27 |
| JP4106122B2 true JP4106122B2 (ja) | 2008-06-25 |
Family
ID=12429305
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP03498098A Expired - Lifetime JP4106122B2 (ja) | 1998-02-17 | 1998-02-17 | 積層圧電素子の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4106122B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011071525A (ja) * | 2003-05-22 | 2011-04-07 | Seiko Instruments Inc | 積層圧電素子を用いた超音波モータ並びにそれを用いた電子機器、ステージ、及び積層圧電素子の製造方法 |
| JP2009117559A (ja) * | 2007-11-05 | 2009-05-28 | Olympus Corp | 積層圧電素子及び超音波モータ |
| JP2011124588A (ja) * | 2011-01-14 | 2011-06-23 | Ngk Insulators Ltd | 圧電/電歪デバイスの製造方法 |
-
1998
- 1998-02-17 JP JP03498098A patent/JP4106122B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH11233846A (ja) | 1999-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0725450B1 (en) | Laminated piezoelectric element and vibration wave actuator | |
| JP4501437B2 (ja) | 積層セラミックコンデンサおよびその製造方法 | |
| JP2003092437A (ja) | 積層型圧電体素子及びその製造方法、並びに、圧電アクチュエータ | |
| JP4209879B2 (ja) | 積層コンデンサの製造方法 | |
| JP2002184648A (ja) | 積層セラミック電子部品及びその製造方法 | |
| JP4106122B2 (ja) | 積層圧電素子の製造方法 | |
| JP4502130B2 (ja) | 積層電子部品の製造方法 | |
| JP2009135322A (ja) | 積層型電子部品の不良検出方法および積層型電子部品の製造方法 | |
| JP4539489B2 (ja) | 積層コンデンサの製造方法 | |
| JP2002299149A (ja) | 積層セラミックコンデンサ | |
| KR100846079B1 (ko) | 적층 콘덴서의 제조 방법 및 적층 콘덴서 | |
| JP3642462B2 (ja) | 積層部品の製造方法 | |
| JPS6384175A (ja) | 積層型セラミツクス素子の製造方法 | |
| JPH06314630A (ja) | セラミック積層電子部品 | |
| JP2006245027A (ja) | 積層型圧電素子 | |
| JP2977698B2 (ja) | 積層基板 | |
| JP4617078B2 (ja) | 積層圧電体及び圧電型振動素子 | |
| JP4576900B2 (ja) | 積層セラミック電子部品の製造方法 | |
| JP2860849B2 (ja) | 積層電子部品の積層ずれ検出用チェックマーク、および積層ずれ検出用チェックマークが形成されている積層電子部品、並びに積層電子部品の積層ずれ検査方法 | |
| JP2007142107A (ja) | 積層型電子部品 | |
| JP4818853B2 (ja) | 超音波モータ素子 | |
| JPH0338812A (ja) | 積層コンデンサ | |
| JPH08306579A (ja) | 積層セラミックコンデンサの製造方法 | |
| JPH0738168A (ja) | 積層型圧電体素子 | |
| JPH0620843A (ja) | 積層チップインダクタの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041015 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041015 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060818 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080331 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110404 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110404 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110404 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120404 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130404 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130404 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140404 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |