JP4034124B2 - 押出機用スクリュー及びその製造方法 - Google Patents
押出機用スクリュー及びその製造方法 Download PDFInfo
- Publication number
- JP4034124B2 JP4034124B2 JP2002164095A JP2002164095A JP4034124B2 JP 4034124 B2 JP4034124 B2 JP 4034124B2 JP 2002164095 A JP2002164095 A JP 2002164095A JP 2002164095 A JP2002164095 A JP 2002164095A JP 4034124 B2 JP4034124 B2 JP 4034124B2
- Authority
- JP
- Japan
- Prior art keywords
- screw
- extruder
- diameter
- cylinder
- hopper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/397—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using a single screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/507—Screws characterised by the material or their manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/59—Screws characterised by details of the thread, i.e. the shape of a single thread of the material-feeding screw
- B29C48/595—Screws characterised by details of the thread, i.e. the shape of a single thread of the material-feeding screw the thread having non-uniform width
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/535—Screws with thread pitch varying along the longitudinal axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/64—Screws with two or more threads
- B29C48/65—Screws with two or more threads neighbouring threads or channels having different configurations, e.g. one thread being lower than its neighbouring thread
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2030/00—Pneumatic or solid tyres or parts thereof
- B29L2030/002—Treads
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T152/00—Resilient tires and wheels
- Y10T152/10—Tires, resilient
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
Description
【発明の属する技術分野】
本発明は、押出機に用いられるスクリューに関するもので、特に、押出物の脈動を低減するためのスクリューの構造に関する。
【0002】
【従来の技術】
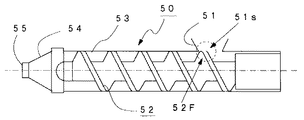
従来、タイヤトレッド、サイドウォールなどの、ある決められた断面形状が要求されるゴム部材を作製する場合には、通常、スクリューを用いた押出機が使用さている。例えば、タイヤトレッドの押出工程においては、練り上げられたトレッド用配合ゴム材を熱入れロールで加熱して軟らかくし、これを、図3に示すような、押出機50のホッパー51に供給し、スクリュー52により上記ゴム材をシリンダ53の先端側に搬送し、シリンダ53の先端側に取付けられたヘッド54の口金55から押出すことにより、上記ゴム材を予め設定された断面形状に成形して押出し、その後冷却して必要長さに切断するようにしている。
【0003】
【発明が解決しようとする課題】
しかしながら、上記押出機50は一般に押出機長さ(L/D)が短いことから、成形されるゴム材の形状がスクリュー52の回転の影響を受け易い。そのため、スクリューの構造を変更するなどして押出量(吐出量)を増加させた場合には、吐出の脈動が大きくなってしまうといった問題点があった。
例えば、図4に示すように、全体が2条ネジ構造で、ホッパー口51s側のみを1条ネジ構造とした高吐出タイプのスクリュー62を用いた場合には、吐出量は従来に比べて増加するが、上記1条ネジ構造部で供給されたゴム材全てをシリンダ53内に押し込めようとするため、ホッパー口51s近傍ではスクリュー62のフライト部62Fに作用するゴム材からの圧力変動が大きくなる。したがって、図5に示すように、吐出される押出物Aの脈動も大きくなり、ゲージ変動が増加してしまうといった問題点があった。
特に、押出物がトレッドなどの場合には、上記ゲージ変動がタイヤのユニフォミティやバランスに悪影響を及ぼすので、押出量を増加させた場合でも脈動を低減することのできるスクリューの開発が望まれている。
【0004】
本発明は、従来の問題点に鑑みてなされたもので、高い吐出量を維持しながら、押出物の脈動を低減することのできる押出機用スクリューを提供することを目的とする。
【0005】
【課題を解決するための手段】
本発明の請求項1に記載の発明は、押出機のシリンダの後部に設けられたホッパー口から供給される、ロールで熱入れされたゴム材を、上記シリンダに回転可能に支持されたスクリューで搬送し、このゴム材を、上記シリンダの先端部に取付けられた口金から予め設定された断面形状に成形して押出す押出機に用いられるスクリューであって、フライト高さが当該スクリューの直径よりも低く、かつ、このフライト高さが当該スクリューの直径よりも低くなる範囲が、最大で前,後90度の範囲であることを特徴とするものである。これにより、スクリュー押出圧,吐出圧を均一化することができるので、押出量を増加させた場合でも、押出物のゲージ変動を低減することが可能となる。
請求項2に記載の発明は、請求項1に記載の押出機用スクリューにおいて、上記ホッパー口を横切る部位のフライト高さを、スクリュー直径の2〜6%だけ低くしたもので、これにより、吐出能力の向上と脈動の低減とを確実に実現することが可能となる。
【0006】
また、請求項3に記載の発明は、押出機用スクリューの製造方法であって、既存の押出機用スクリューのホッパー口を横切る部位のフライト高さが、当該スクリュー直径の2〜6%だけ低くなるように、上記部位のスクリュー外周部を、最大で前,後90度の範囲にわたって切削して、上記スクリューを作製するようにしたことを特徴とする。
【0007】
【発明の実施の形態】
以下、本発明の実施の形態について、図面に基づき説明する。
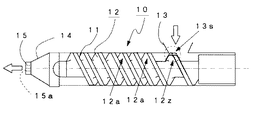
図1は、本実施の形態に係る押出機用スクリューを備えた押出機10の概要を示す模式図で、11は容器であるシリンダ、12は上記シリンダ11内に回転可能に装着されたスクリュー、13は図示しない熱入れロールで加熱されたゴム材をシリンダ11内に投入するためのホッパー、14は上記シリンダ11の先端側に設けられたヘッド、15はこのヘッド14の先端側に取付けられた口金で、この口金15は、必要とされる所定の断面形状に成形するための開口部15aを有する部材で、押出物の種類により交換可能なように、上記ヘッド14に対して着脱可能に取付けられる。
【0008】
本例では、スクリュー12として、図2にも示すように、全体が2条ネジ構造で、ホッパー13の、シリンダ11の入り口にかかる箇所である、ホッパー口13s側のみが1条ネジ構造を有するとともに、ホッパー口13sを横切る位置にあるスクリューフライト部12zの高さが、スクリュー12の直径Dよりも所定量dだけ低くなるように、上記フライト部12zの外周部を角度θの範囲わたってスムーズに切削したものを用いた。具体的には、上記dをスクリュー12の直径Dの4%前後とした。なお、上記θとしては最大で前,後90度の範囲とした。なお、下流側のフライト部12aの高さは、スクリュー12の直径Dと同じである。
これにより、ホッパー口13s近傍では、材料戻りが発生するので、ホッパー口13sから投入されたゴム部材は全てシリンダ11内に押し込められることがない。したがって、ホッパー口13s近傍での上記フライト部12zへの圧力変動が低減され、押出圧が均一化される。したがって、口金15の開口部15aから押出される押出物の吐出量も均一化されるので、押出物のゲージ脈動を軽減することができる。
上記構成のスクリュー12を搭載した押出機を用いて、実際にトレッドを押出成形したところ、吐出量は、上記図4に示した、高吐出タイプの押出機用スクリュー62を用いたときの吐出量と同等で、従来に比べて増加(約20%)しているにもかかわらず、トレッドのゲージ変動は、上記スクリュー62を用いた場合のゲージ変動(0.3mm)の半分(0.15mm)に低減した。
【0009】
なお、上記実施の形態では、従来例の高吐出タイプのスクリュー62を改良し、吐出量を維持しながら押出物のゲージ変動を低減したが、本発明の対象は上記スクリュー62に限るものではなく、例えば、全体が1条ネジ構造のスクリューなど他の構造のスクリューに対しても適用可能である。
また、上記例では、既存の押出機用スクリュー12のホッパー口13sを横切る部位のフライト部12zの外周部を切削したが、新たに押出機用スクリューを作製する場合には、予め、スクリューのホッパー口を横切る部位のフライト部の高さがスクリュー12の直径の4%前後低くなるよう作製すればよい。
また、ホッパー口13sを横切る部位のスクリューフライト部12zの高さとしては、スクリュー直径の2〜6%だけ低くすればよい。上記低くする量dが2%に満たないと、材料戻りが少なく、押出物の脈動を十分に低減することができなくなる。また、6%を超えると、ゴム部材をスムーズにシリンダ11内に押し込めないので、吐出量の均一化が損なわれる。
【0010】
【発明の効果】
以上説明したように、本発明によれば、押出機用スクリューのホッパー口を横切る部位のフライト高さが当該スクリューの直径よりも低く、かつ、このフライト高さが当該スクリューの直径よりも低くなる範囲が、最大で前,後90度の範囲になるようにしたので、スクリュー押出圧,吐出圧を均一化することができ、高い吐出量を維持しながら押出物のゲージ変動を低減することができる。
【図面の簡単な説明】
【図1】 本実施の形態に係る押出機の構成を示す図である。
【図2】 本実施の形態に係る押出機用スクリューの部分拡大図である。
【図3】 従来の押出機の構成を示す図である。
【図4】 高吐出タイプの押出機用スクリューの構成を示す図である。
【図5】 押出物のゲージ変動を説明するための図である。
【符号の説明】
10 押出機、11 シリンダ、12 スクリュー、
12a,12z スクリューフライト部、13 ホッパー、13s ホッパー口、14 ヘッド、15 口金、15a 開口部。
Claims (3)
- 押出機のシリンダの後部に設けられたホッパー口から供給される、ロールで熱入れされたゴム材を、上記シリンダに回転可能に支持されたスクリューで搬送し、このゴム材を、上記シリンダの先端部に取付けられた口金から予め設定された断面形状に成形して押出す押出機に用いられるスクリューであって、上記スクリューのホッパー口を横切る部位のフライト高さが当該スクリューの直径よりも低く、かつ、このフライト高さが当該スクリューの直径よりも低くなる範囲が、最大で前,後90度の範囲であることを特徴とする押出機用スクリュー。
- 上記ホッパー口を横切る部位のフライト高さを、スクリュー直径の2〜6%だけ低くしたことを特徴とする請求項1に記載の押出機用スクリュー。
- 既存の押出機用スクリューのホッパー口を横切る部位のフライト高さが、当該スクリュー直径の2〜6%だけ低くなるように、上記部位のスクリュー外周部を、最大で前,後90度の範囲にわたって切削することを特徴とする押出機用スクリューの製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002164095A JP4034124B2 (ja) | 2002-06-05 | 2002-06-05 | 押出機用スクリュー及びその製造方法 |
| US10/516,516 US7811075B2 (en) | 2002-06-05 | 2003-06-05 | Screw for extruder and method of manufacturing the extruder, and rubber member for tire and method of manufacturing the rubber member |
| ES03733292T ES2396332T3 (es) | 2002-06-05 | 2003-06-05 | Tornillo sinfín para extrusores y su proceso de producción, y elemento de caucho para neumáticos y su proceso de producción |
| PCT/JP2003/007112 WO2003103927A1 (ja) | 2002-06-05 | 2003-06-05 | 押出機用スクリューとその製造方法、及び、タイヤ用ゴム部材とその製造方法 |
| EP03733292A EP1512514B1 (en) | 2002-06-05 | 2003-06-05 | Extruder screw |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002164095A JP4034124B2 (ja) | 2002-06-05 | 2002-06-05 | 押出機用スクリュー及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004009402A JP2004009402A (ja) | 2004-01-15 |
| JP4034124B2 true JP4034124B2 (ja) | 2008-01-16 |
Family
ID=29727563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002164095A Expired - Fee Related JP4034124B2 (ja) | 2002-06-05 | 2002-06-05 | 押出機用スクリュー及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7811075B2 (ja) |
| EP (1) | EP1512514B1 (ja) |
| JP (1) | JP4034124B2 (ja) |
| ES (1) | ES2396332T3 (ja) |
| WO (1) | WO2003103927A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3868757B2 (ja) * | 2001-04-25 | 2007-01-17 | 株式会社神戸製鋼所 | ゴム系組成物の混練装置および混練方法 |
| DE102005015537A1 (de) * | 2005-04-04 | 2006-10-05 | Harburg-Freudenberger Maschinenbau Gmbh | Schnecken-Extruder zur Verarbeitung von Polymeren |
| DE102006042856B3 (de) * | 2006-09-13 | 2008-05-08 | STRICKER IRD-Patent GbR (vertretungsberechtigter Gesellschafter Urban Stricker, 57271 Hilchenbach-Vormwald) | Verfahren und Zuschnitt zum Herstellen eines Schneckenrohrförderers |
| CN103889698B (zh) * | 2011-09-16 | 2016-12-14 | 米其林集团总公司 | 使用再编索引部分均一性波形经由工艺谐波的识别改进轮胎均一性 |
| IT201800007725A1 (it) * | 2018-08-01 | 2020-02-01 | Mbf Spa | Apparato di trasporto a coclea per bottiglie ed impianto di imbottigliamento dotato di tale apparato |
| JP7338171B2 (ja) * | 2019-03-01 | 2023-09-05 | 住友ゴム工業株式会社 | ゴム押出機及びゴム押出方法 |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2626856A (en) * | 1948-06-22 | 1953-01-27 | American Viscose Corp | Gas-solid extrusion reactor |
| US2686335A (en) * | 1951-03-20 | 1954-08-17 | Frank R Gross | Plastic extrusion |
| US2896253A (en) | 1957-01-17 | 1959-07-28 | Du Pont | Screw for handling thermoplastic resins |
| FR1414025A (fr) * | 1964-09-03 | 1965-10-15 | Loire Atel Forges | Perfectionnements aux machines à extruder |
| GB1095237A (en) | 1965-03-03 | 1967-12-13 | Pressenwerk Freital Veb | Feed device for injection moulding machines |
| US3787160A (en) * | 1969-02-01 | 1974-01-22 | Bayer Ag | Apparatus having extrusion and mixing zones |
| DE2017580A1 (de) * | 1970-04-13 | 1971-10-28 | Barmag Barmer Maschf | Schneckenstrangpresse mit einer eingängigen, eine erhöhte Scherung bewirkenden Schnecke |
| US3826477A (en) * | 1971-04-13 | 1974-07-30 | Meiki Seisakusho Kk | Injection molding machine with a venting device |
| DE2214715C3 (de) | 1972-03-25 | 1983-03-17 | Gerhard 7166 Sulzbach-Laufen Hansen | Schneckenstrangpresse für Kunststoffe |
| DE2257007C3 (de) * | 1972-11-21 | 1984-11-08 | Krauss-Maffei AG, 8000 München | Eingängige Schnecke für Ein- und Mehrfachschnecken-Pumpen und -Pressen |
| JPS4985151A (ja) * | 1972-12-07 | 1974-08-15 | ||
| US3868093A (en) * | 1973-07-31 | 1975-02-25 | Beloit Corp | Mixing screw and use thereof |
| US4346652A (en) * | 1977-04-26 | 1982-08-31 | Ruyter Peter W A De | Apparatus for making a meat analog |
| US4118164A (en) * | 1977-07-15 | 1978-10-03 | Wenger Manufacturing | High-output apparatus for producing dense, uniformly layered meat analogue product |
| DE7724432U1 (de) | 1977-08-05 | 1977-11-10 | Bucher-Guyer Ag Maschinenfabrik, Niederweningen, Zuerich (Schweiz) | Plastifiziermaschine zur verarbeitung bandfoermigen rohmaterials |
| US4124306A (en) * | 1977-11-30 | 1978-11-07 | The French Oil Mill Machinery Company | Vent for devolatilizing screw press |
| JPS55166234A (en) * | 1979-06-12 | 1980-12-25 | Kobe Steel Ltd | Noncontact type extruding machine with roller die |
| US4344710A (en) * | 1980-06-10 | 1982-08-17 | Mobil Oil Corporation | Polymer foam extrusion system |
| JPH018350Y2 (ja) * | 1984-09-25 | 1989-03-06 | ||
| US4728367A (en) * | 1985-01-31 | 1988-03-01 | Wenger Manufacturing, Inc. | Extrusion method and apparatus for acid treatment of cellulosic materials |
| US4838700A (en) * | 1987-04-30 | 1989-06-13 | Williamson Kirk E | Assemblies for a worm press |
| JPS63291632A (ja) | 1987-05-25 | 1988-11-29 | Mitsubishi Heavy Ind Ltd | 可塑化スクリュ |
| US4981364A (en) * | 1988-05-12 | 1991-01-01 | Paul Geyer | Extrusion apparatus |
| US4944906A (en) * | 1988-10-11 | 1990-07-31 | Spirex Corporation | Methods of injection molding and extruding wet hygroscopic ionomers |
| DE3843576A1 (de) * | 1988-12-23 | 1990-07-12 | Jv Kunststoffwerk | Verfahren und vorrichtung zur herstellung von kunststoffformteilen |
| JPH081070Y2 (ja) * | 1990-06-19 | 1996-01-17 | 株式会社フジクラ | 樹脂押出装置 |
| JPH0611515B2 (ja) * | 1990-11-09 | 1994-02-16 | 虎之助 村上 | ゴム熱入用非噛合型二軸押出機 |
| DE4039942C1 (ja) * | 1990-12-14 | 1992-01-30 | Berstorff Gmbh Masch Hermann | |
| US5332314A (en) * | 1992-07-06 | 1994-07-26 | Paul Geyer | Extrusion apparatus with a backfeed extruder for mixing and extruding of thermo-plastic and thermo-setting materials |
| JPH06182853A (ja) * | 1992-12-16 | 1994-07-05 | Bridgestone Corp | 押出装置 |
| JPH06254943A (ja) * | 1993-03-10 | 1994-09-13 | Toyoda Gosei Co Ltd | 押出機及び押出機への材料供給方法 |
| US5855929A (en) * | 1996-02-08 | 1999-01-05 | Geyer; Paul | Shredding straining apparatus |
| US5836680A (en) | 1996-03-26 | 1998-11-17 | The Goodyear Tire & Rubber Company | Extruder with feedback loop control |
| US6227692B1 (en) * | 1997-08-12 | 2001-05-08 | Husky Injection Molding Systems Ltd. | Double wave screw |
| JPH11116693A (ja) * | 1997-10-17 | 1999-04-27 | Dow Corning Toray Silicone Co Ltd | シリコーンゴムベースの連続的製造方法 |
| US6331069B1 (en) * | 1998-01-14 | 2001-12-18 | George Putti | Concrete extrusion machine and spiral conveyor therefor |
| US7172333B2 (en) * | 1999-04-02 | 2007-02-06 | Southco, Inc. | Injection molding screw |
| JP3205735B2 (ja) * | 1999-07-26 | 2001-09-04 | 衛治 菅野 | 製麺機 |
| CA2386531C (en) * | 1999-09-30 | 2010-11-30 | Gregory J. Peterson | Artificial firelog and firestarter chip producing apparatus and method and products produced therefrom |
| DE50103466D1 (de) * | 2000-02-24 | 2004-10-07 | Berstorff Gmbh | Extruder mit blister-mechanismus |
| JP4670173B2 (ja) * | 2000-05-12 | 2011-04-13 | 株式会社デンソー | 押出成形装置 |
| JP2002144313A (ja) * | 2000-08-30 | 2002-05-21 | Denso Corp | セラミック成形体の押出成形装置 |
| AT410298B (de) * | 2001-06-11 | 2003-03-25 | Bacher Helmut | Vorrichtung zur befüllung einer in einem gehäuse gelagerten schnecke und verfahren zum betrieb einer solchen vorrichtung |
| US6752528B1 (en) * | 2002-02-06 | 2004-06-22 | Michael F. Durina | Plasticating screw for efficient melting and mixing of polymeric material |
| JP4254187B2 (ja) * | 2002-09-27 | 2009-04-15 | 株式会社デンソー | セラミック成形体の押出成形装置 |
| US6958128B2 (en) * | 2003-11-21 | 2005-10-25 | Certainteed Corporation | Dynamic mixer screw tip |
-
2002
- 2002-06-05 JP JP2002164095A patent/JP4034124B2/ja not_active Expired - Fee Related
-
2003
- 2003-06-05 US US10/516,516 patent/US7811075B2/en not_active Expired - Fee Related
- 2003-06-05 WO PCT/JP2003/007112 patent/WO2003103927A1/ja active Application Filing
- 2003-06-05 EP EP03733292A patent/EP1512514B1/en not_active Expired - Fee Related
- 2003-06-05 ES ES03733292T patent/ES2396332T3/es not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US20060062076A1 (en) | 2006-03-23 |
| EP1512514A4 (en) | 2010-07-21 |
| WO2003103927A1 (ja) | 2003-12-18 |
| JP2004009402A (ja) | 2004-01-15 |
| US7811075B2 (en) | 2010-10-12 |
| EP1512514A1 (en) | 2005-03-09 |
| ES2396332T3 (es) | 2013-02-20 |
| EP1512514B1 (en) | 2012-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU601317B2 (en) | Directed flow die assembly | |
| JP4034124B2 (ja) | 押出機用スクリュー及びその製造方法 | |
| US7341640B2 (en) | Method of and apparatus for forming rubber strip materials for building tires and method of building tires | |
| US6761841B2 (en) | Method for extruding tire rubber material | |
| JP2003300239A (ja) | ゴムローラの製造方法 | |
| JP2002127234A (ja) | ゴムストリップの製造装置 | |
| JP4068400B2 (ja) | 押出機用スクリュー | |
| JPH1135701A (ja) | 繊維強化熱可塑性樹脂成形品 | |
| JP2005238799A (ja) | タイヤ製造用のゴムストリップ材の成形方法及び装置、並びにタイヤの製造方法 | |
| JP3834199B2 (ja) | ゴム成形方法およびゴム成形装置 | |
| CN108927971B (zh) | 胎边芯成型装置 | |
| JP3689348B2 (ja) | 木粉コンパウンドペレット造粒方法および装置 | |
| JP2001293770A (ja) | 押出成形体及びその製造方法並びに製造装置 | |
| CN203527849U (zh) | 三层共挤塑料薄膜的吹塑系统 | |
| CN209158930U (zh) | 一种自动吹膜机 | |
| JP2004249517A (ja) | 薄肉ゴムの押出装置及び押出方法 | |
| CN207757914U (zh) | 一种带有破碎机构的热成型机 | |
| CN208438695U (zh) | 一种改善pp-r管材共挤线凸出的挤出模具 | |
| JPH10109349A (ja) | スクリュー押出機 | |
| JP2002160283A (ja) | 押出成形機および押出成形方法 | |
| KR200478177Y1 (ko) | 고무시트 성형 압출기의 토출용 노즐 | |
| JP3015981U (ja) | 複合材料での混練度,圧力増加を目的とした機械構造 | |
| JPH0732446A (ja) | タイヤの製造方法 | |
| JPH10264227A (ja) | 押出成形方法及びダイ | |
| JP2001315187A (ja) | 可塑性高分子材料の形成方法および可塑性高分子材料の形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070828 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071024 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101102 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4034124 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111102 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121102 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121102 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131102 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |