JP3973899B2 - 被覆弾性糸の製造方法 - Google Patents
被覆弾性糸の製造方法 Download PDFInfo
- Publication number
- JP3973899B2 JP3973899B2 JP2001397561A JP2001397561A JP3973899B2 JP 3973899 B2 JP3973899 B2 JP 3973899B2 JP 2001397561 A JP2001397561 A JP 2001397561A JP 2001397561 A JP2001397561 A JP 2001397561A JP 3973899 B2 JP3973899 B2 JP 3973899B2
- Authority
- JP
- Japan
- Prior art keywords
- yarn
- elastic yarn
- twist
- twisting
- twisted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Description
【発明の属する技術分野】
この発明は、ポリウレタン弾性糸と仮撚加工糸を用いて伸長性や嵩高性を改良した被覆弾性糸の製造方法に関する。
【0002】
【従来の技術】
従来の被覆弾性糸は、伸長されたポリウレタン弾性糸を芯糸にして、ポリアミドマルチフィラメントの仮撚加工糸を旋回して被覆するシングルカバード撚糸(カバリング方法)で製造される場合が一般的である。
【0003】
また、伸長された糸条のポリウレタン弾性糸とポリアミドマルチフィラメントの原糸を引揃えて仮撚加工する無撚状芯/鞘の被覆弾性糸や、伸長されたポリウレタン弾性糸とポリアミドマルチフィラメント原糸とが下撚を施された状態で下撚の撚方向と同方向に加撚仮撚加工した被覆弾性糸が知られている。
【0004】
【発明が解決しようとする課題】
しかし、上記したようなカバリング撚糸法は、鞘となるポリアミドマルチフィラメント仮撚加工糸が、中空スピンドル旋回によるバルーン状緊張下でポリウレタン芯糸に巻き付く製法であり、マルチフィラメント仮撚加工糸の嵩高性を著しく損ね、肌着やタイツなどの風合を硬くするという欠点を有している。
【0005】
さらにカバリング撚方向が被覆性や高次通過性向上などから仮撚加工糸の加撚撚方向と同方向に旋回カバリングするため、仮撚加工糸の残留トルク力を著しく低下させる結果になり、嵩高性も損ねることになる。また、このカバリング撚糸法は、ポリウレタン弾性糸の走行状態を安定化するためにドラフトを2.9〜3.5倍にする必要があるから、この被覆弾性糸は、高伸長応力のものになり、特に編物品では伸縮パワーが強すぎるという欠点がある。
【0006】
前記のように伸長された糸条のポリウレタン弾性糸とポリアミドマルチフィラメント原糸の引揃え仮撚加工の無撚状芯/鞘被覆弾性糸、および伸長されたポリウレタン弾性糸とポリアミドマルチフィラメント原糸に下撚を施した後で、仮撚加工した被覆弾性糸は、高仮撚数条件で加撚・熱セットが同時に行われるため、ポリウレタン弾性糸の脆化や鞘糸の締め付けによるポリウレタン弾性糸の側面・断面の変型、傷発生などのダメージがあってコアー切れの問題が起こり易かった。
【0007】
また高ドラフト状態のポリウレタン弾性糸が、加撚と同時に解撚されるため、加工時の加撚と解撚張力変動が大きくなり、錘間および糸長方向の未解撚と被覆斑などといった品質のバラツキが拡大する要因になる。
【0008】
因みに、被覆弾性糸を使った衣服類に対する消費者の要望としては、特殊なスポーツ衣料分野を除き、フラットな外観美でソフトパワーで柔らかな風合で絞め付けの弱い製品が好まれる傾向がある。一方、絞め付けの強い商品は、着心地や健康面でも好ましくないので、避けられる傾向である。
【0009】
このように従来のカバリング撚糸の製法は、鞘糸の締め付けと残留トルク力の減少から仮撚加工糸の捲縮発現を押えて嵩高性を損ねる欠点となり、併せてストレッチパワーが強すぎるため風合が硬いなど着用感の悪い被覆弾性糸となっていた。
【0010】
また、従来の仮撚無撚状芯/鞘被覆弾性糸および下撚を施した仮撚被覆弾性糸は、芯糸のポリウレタン弾性糸を伸長しながら、鞘糸と同時に仮撚加工する製法であるため、ポリウレタン弾性糸の特性が不均一で加工張力(T1/T2)および撚数変動が大きくなり、被覆斑、コアー切れ、染着差、外観不良、寸法バラツキなどの問題が発生しやすかった。
【0011】
そこで、本願の各請求項に係る発明の課題は、上記した問題点を解決して、鞘部のポリアミドマルチフィラメント仮撚加工糸のクリンプ形態を柔らかな所定形状にして芯糸を被覆し、これにより嵩高で柔らかな風合があり、適度な締め付け力で身体にフィットする衣服の素材となる被覆弾性糸を安定した品質で効率良く製造することである。
【0012】
【課題を解決させるための手段】
上記の課題を解決するため、この発明においては、第1工程としてポリアミドマルチフィラメントの仮撚加工糸とポリウレタン弾性糸を伸長しながら引揃えた合糸状態で残留トルク力が増大するように仮撚加工糸の解撚撚方向に合撚した後、第2工程として合撚糸をオーバーフィードで弛緩走行させながら熱セットするポリアミドマルチフィラメントの被覆弾性糸の製造方法としたのである。
【0013】
第1工程の合撚要素は、ポリアミドマルチフィラメント仮撚加工糸の残留トルク撚方向(仮撚の加撚方向)に対しさらにトルク力を増大する仮撚の解撚方向に合撚することにより、仮撚加工糸のクリンプ波形を3次元的な形状から2次元的な傾向にクリンプ波形を変えコイル状にせしめた鞘部で芯糸となるポリウレタン弾性糸を2.6〜3.5倍に伸長しながら合撚する。
【0014】
この合撚数は、被覆弾性糸の総糸繊度に適正な撚数と仮撚加工糸の残留トルク力の強弱に適合した撚数を加算設定する前記の請求項2に記載した合撚数の範囲を満足する。
【0015】
すなわち、第1工程の合撚が、Z解撚加工糸またはS解撚加工糸であるポリアミドマルチフィラメント仮撚加工糸と、ポリウレタン弾性糸とのZ合撚またはS合撚であり、1m当りの撚数(T/m)が下記の数2の式の範囲を満足する撚数である被覆弾性糸の製造方法を採用することが好ましい。
【0016】
【数2】

この被覆弾性糸の製造方法に係る発明では、第2工程の熱セットが、合撚糸を2〜50%範囲のオーバーフィード率で走行供給しながら150〜220℃の範囲の温度で熱セットしてポリアミドマルチフィラメント仮撚加工糸の捲縮形態をコイル状に発現させる熱セットであることが好ましい。
【0018】
合撚糸を熱セット機で上記所定のオーバーフィード率で弛緩しながら供給し、所定温度のヒータ温度でセット時間を好ましくは0.2〜0.9秒にすることにより、仮撚加工糸の潜在化したクリンプ波形が円く膨らんで高密度化されたコイル状捲縮の鞘部で芯糸を被覆できるようになり、嵩高性に優れた被覆弾性糸が製造できる。
【0019】
また、第2工程で所定のオーバーフィード率による低加工張力で熱セットするので、合撚された仮撚加工糸のコイル状捲縮が顕著に現われ、併せて残留トルク力の低下が小さくなる。ここでいう被覆弾性糸の残留トルク撚数は、90〜330T/mの範囲であり、合撚数およびオーバーフィード率、セット温度の条件を適当に変更させることにより、強いトルク力の範囲まで設定することができ、緻密で軟らかい風合や用途に適したストレッチ性を選択できる。
【0020】
【発明の実施形態】
この発明の実施形態を図面を参照しながら以下に説明する。
【0021】
実施形態の製造工程はポリアミドマルチフィラメント仮撚加工糸とポリウレタン弾性糸を伸長装置付きリングツイスター合撚機で合撚を施す第1工程とこの合撚糸をオーバーフィード率で走行供給しながら熱セットを施す第2工程からなる。
【0022】
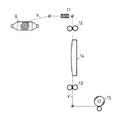
図1は、実施形態の第1工程の合撚の一例を模式的に示し、図2は第2工程の熱セットの一例を模式的に示している。
【0023】
図1に示すように、鞘部用ポリアミドマルチフィラメント仮撚加工糸Aは、予め巻かれたチーズ1から引取られローラー7により軸方向に解舒される。仮撚加工糸の解舒張力変動を均一にするリングテンサー2により、テンサー出の張力を0.05〜0.15cN/dtexの範囲になるように仮撚加工糸の繊度に合わせてリング個数を調整する。
【0024】
芯部用となるポリウレタン弾性糸のパッケージ3は、回転自在軸に装着し、供給駆動ローラー4に接圧した状態のサーフェス回転により周方向にポリウレタン弾性糸Bが解舒される。チーズ1から解舒された仮撚加工糸Aとポリウレタン弾性糸Bとが合糸ガイド5で引揃えられて糸条6となり、ネルソン式引取りローラ7を経て、ポリウレタン弾性糸の供給駆動ローラー4とリングツイスターのトラベラー9およびスピンドル10との間でポリウレタン弾性糸が2.6〜3.5倍にドラフトされる。ここでポリウレタン弾性糸Bは、第2工程の熱セット後、4.0〜13.5dtexの範囲に入る原糸が使用される。
【0025】
上記ドラフトされたポリウレタン弾性糸Bと仮撚加工糸Aとの引揃え糸条6をスピンドル10の回転とリングトラベラ−9の旋回によりYの合撚糸がパーン形状パッケージ8に巻かれる。ここでリングツイスターのスピンドル10の回転方向は、仮撚加工糸の残留トルク力を増大せしめる仮撚加工糸の解撚方向に設定される。合撚撚数は、ポリウレタン弾性糸の伸長後繊度とポリアミドマルチフィラメント加工糸繊度の和および残留トルク力を考慮してその撚数が設定される。
【0026】
図2に示す熱セット工程では、仮撚加工糸とポリウレタン弾性糸とが第1工程で合撚されたパーン形状パッケージ8が、クリールペグに支持されている。軸方向に解舒された合撚糸Yは、リングテンサー11で張力変動を均一化し、供給ローラ12と引取りローラー13との間でオーバーフィード率2.0〜50%の走行状態にてヒーター14でセット温度150〜220℃、セット時間0.2〜0.9秒の弛緩熱セットを施し、被覆弾性糸Y’がチーズ巻きパッケージ15に巻き取られる。
【0027】
このようにオーバーフィード率およびセット温度、セット時間の加工条件領域が広くとれるため、製造する被覆弾性糸の伸縮性、風合、嵩高性、寸法などは需要者の要求に合うように設定できる。
【0028】
そして、被覆弾性糸を用いた生地に嵩高でソフトな風合を望む場合は、合撚数を少な目にすると共にポリウレタン弾性糸のドラフトを低めに設定し、併せて第2工程のオーバーフイード率を30〜50%の範囲にして高めのセット温度にすると良い。熱セット温度は、ナイロン6で150〜190℃、ナイロン66で160〜220℃の範囲が適用されるが、被覆弾性糸の高伸縮応力を得る場合は低めの設定がよい。また熱セット後における被覆弾性糸の残留トルク撚数の保持率は、合撚前のポリアミドマルチフィラメント仮撚加工糸の55〜85%という強いトルク力にできる。
【0029】
また、図3に示されるように、得られた被覆弾性糸Y’は、前記した第1工程および第2工程の組み合わせから鞘部の仮撚加工糸Aの個々のフィラメントが強い残留トルクカによってコイル状へ変化した集合体となって被覆密度が向上し、芯糸であるポリウレタン弾性糸Bへの締め付け力が小さくなると共に芯糸の伸縮自由度が高くなる。これにより特に編物では、一般のカバリング糸や無撚および有撚仮撚被覆弾性糸に比べて製品着用時の機能性の面で一層快適性が向上する。
【0030】
この被覆弾性糸を使った編織物は、フィラメントの捲縮波形が変化した有撚集束状であるため、個々のフィラメントのスナール状捲縮が生地表面に突出する長さが短くなり、かつ数も少なくなる点でピリングおよびスナッギングが良好になる。編織物の用途は、婦人用インナー、タイツ、ソックス等の編物やソフトなストレッチ織物など、その他に要求される風合、伸び特性に合わせることができる。
【0031】
【実施例】
実施例および比較例の評価の測定データは、次の方法で測定した。
【0032】
[残留トルク撚数]
残留トルク撚数は、ポリアミドマルチフィラメント仮撚加工糸及び合撚/熱セット後の被覆弾性糸において、糸の両端を合わせた時に残留トルク力による旋回捻じりで糸の中央部に撚が形成された撚数をいう。
【0033】
残留トルク撚数の測定方法:試料の糸端に実測繊度の0.2cNの荷重下で糸長1mの両端を測定治具の上下クランプで固定し、測定治具を横方向に90゜回転し水平にする。両クランプの中央(50cm)に印を付け、測定繊度の2倍に対し0.0059cNの荷量を掛け、両端クリンプを素早く中央に合わせ、回転が停止するまで待ってその糸を検撚機で解撚し読みとった回転数を残留トルク撚数[T/m]として表わす。
【0034】
【数3】
[嵩高度]、[嵩高圧縮率]、[嵩高圧縮弾性率]
試料を約4×4cmの大きさに自然の状態で重ならない程度に接して平行に並べ両端を接着剤で固定する。この試験片3枚を糸方向が交互になるように重ねて1組にし、このように重ねた試験片から接着剤の部分を除いた表面積(A)と質量(W)を測定すると共に、荷重によって変化する試験片の厚さを計り、次の数4の式により算出する。
【0036】
【数4】
【数5】
[実施例1]
第1工程の合撚に用いられる仮撚加工方法として、ポリアミドマルチフィラメントPOY原糸69dtex40フィラメントのナイロン66を用い、加工速度700m/分、セット温度190℃、仮撚数3,800T/m、D/Y比2.1、加工ドラフト1.24倍、巻取りフィード率−3.6%の加工条件で一般的摩擦式フリクション仮撚機を使用し、単糸S撚、Z撚の加工糸を製造した。
【0039】
この仮撚加工糸は、繊度が55.5dtexでS、およびZ撚の残留トルク撚数はS撚165T/m(変動率7.8%) 、Z撚173T/m(変動率7.1%)であった。
【0040】
上記仮撚加工糸と芯糸となる22dtexのポリウレタン弾性糸を図1に示す第1工程のポリウレタン弾性糸のドラフト装置付きリングツイスター合撚機を用い、加工速度24m/分、撚数300T/mポリウレタン弾性糸のドラフト3.1倍でリングテンサー後の仮撚加工糸の張力は、5.2〜5.9cN、ポリウレタン弾性糸のドラフト下の合撚状態では14.7〜15.2cNであった。
【0041】
また合撚工程での設定撚方向は、仮撚加工糸のS撚(S加撚/Z解撚)に対して合撚時の撚方向はZ撚を施し、鞘部となる仮撚加工糸は、オーバー解撚された状態の合撚糸が得られた。この合撚糸での残留トルク撚数は、S撚218T/m、Z撚212T/mで変動率は各々S撚8.7%、Z撚9.6%であった。
【0042】
上記得られた合撚糸を第2工程である図2に示す熱セット機を用いて加工速度125m/分、セット温度165℃、セット時間0.48秒、オーバーフィード率28%、巻取りフィード率1.7%でリングテンサー後の張力は、2.5〜2.9cNセットゾーンの張力は、0.8〜1.2cNであった。
【0043】
このようにして得られた合撚/熱セット被覆弾性糸の残留トルク撚数は、S撚115T/m(変動率6.3%)Z撚117T/m(変動率6.1%)と高い値が得られ、変動率も合撚上りより小さくなり均一化した。 また被覆弾性糸の伸縮伸長率153.6%、伸縮弾性率82.5%の値が得られ、後述するカバリング糸より伸び特性はほぼ同等であるが、回復パワー面ではセット効果により小さい値を示した。嵩高性を示す嵩高度は、37.9[cm3/g]、嵩高圧縮率85.6%、嵩高圧縮弾性率93.7%で後述する一般的カバリング糸および無撚および有撚仮撚被覆弾性糸に比べて高い数値が得られた。
【0044】
この被覆弾性糸を婦人インナーとしてサントニー社製、フライス成型ガーメントレングス丸編機サントニーS M88(8口給糸、13インチ、28G、針数1,152本)で編成し、パドル染色機で通常の酸性染料による染色を行なった。得られたインナーは、編面がフラットで適度の伸縮性とソフトな風合を呈し、25回の着用試験評価でもピリングおよびスナッギングの発生もなく良好であった。ピリング試験はICI法による5時間テストで経・緯とも4〜5級を得た。
【0045】
[比較例1]
実施例1で用いた55.5dtex40フィラメントのナイロン66ポリアミドマルチフィラメント仮撚加工糸を鞘糸用としてカバリングの前工程であるHボビン巻きを中越MT−S120で糸速300m/分で行なった。この時の巻取り張力は、11.7cN/本で巻硬度は86゜であった。上記仮撚加工糸のHボビンと芯糸となる22dtexのポリウレタン弾性糸を用いて、カバリング機片岡BS−SDでスピンドル回転数7200rpm、ドラフト3.1、撚数300T/mで実施例1とほぼ同一条件に設定し、シングルカバード被覆弾性糸を製造した。この時のバルーン止めガイド上部の張力は、15.7cNであった。
【0046】
上記カバリング製法の旋回撚方向は、被覆性の点で従来から必然的に適用されている鞘糸の仮撚加工糸S撚(S加撚/Z解撚)に対し、カバリング撚方向は、S実撚を仮撚加工糸Z撚(Z加撚/S解撚)は、Z実撚を施した。
【0047】
上記で得られた鞘糸旋回の被覆弾性糸は、残留トルク撚数が、S撚1.0T/m、Z撚1.5T/mで変動率は、S撚7.4%、Z撚7.9%となり残留トルク撚数は、この発明の合撚/熱セット被覆弾性糸より著しく少なく、変動率も若干高い値を示した。さらに伸縮特性面では、伸縮伸長率159.1%で合撚/熱セット被覆弾性糸とほぼ同じであり、伸縮弾性率は、合撚/熱セット被覆弾性糸の82.5%に比べ98.6%と高い値を示しストレッチパワーが強すぎる被覆弾性糸となった。
【0048】
また、カバリング方式被覆弾性糸の嵩高性は、嵩高度26.6[cm3/g]、嵩高圧縮率67.2%嵩高圧縮弾性率81.6%で前記した本発明の被覆弾性糸に比べて著しく低い値を示した。このカバリング被覆弾性糸を実施例1と同様に婦人インナーに製品化した結果、置寸がこの発明の被覆弾性糸を使った巾25.5cm、丈50.0cmに対し、カバリング被覆弾性糸製品は、巾18.0cm、丈42.0cmと小さく、風合が硬目で着用感でも締め付けが強すぎる製品が得られた。
【0049】
[比較例2]
実施例1および比較例1で用いた鞘糸用としてナイロン66ポリアミドマルチフィラメントPOY原糸69dtex40フィラメントと、芯糸用として用いたポリウレタン弾性糸22dtexを3.1倍に伸長しながら引揃え、両糸をピンタイプ仮撚機で無撚状被覆弾性糸の比較糸を試作した。スピンドル回転数475000rpm、仮撚数3,800T/m、フィード率−15%、加工温度190°、巻取りフィード率十5%での加撚張力は7.5〜9.5cN、解撚張力21.5〜24.0cNであった。
【0050】
上記で得られた無撚状被覆弾性糸の残留トルク撚数は、S撚106T/m(変動率5.9%) 、Z撚108T/m(変動率6.2%)で本被覆弾性糸より若干少ない値を示した。また無撚状被覆弾性糸の伸縮伸長率は136.7%、伸縮弾性率73.1 %、嵩高度33.2[cm3/g]、嵩高圧縮率72.3%、嵩高圧縮弾性率87.1%で伸縮特性および嵩高性はこの発明より低い数値が得られた。
【0051】
[比較例3]
ナイロン66ポリアミドマルチフィラメント55.5dtex、40フィラメント延伸糸の鞘糸用原糸と芯糸用のポリウレタン弾性糸22dtexを3.1倍に伸長しながら撚糸機で300T/mのS撚、Z撚を試作した。
【0052】
撚糸された該糸をピンタイプ仮撚機で比較例1とほぼ同条件のスピンドル回転数475000rpm、仮撚数3,800T/m、フィード率−3%、加工温度190°巻取りフィード率+5%で仮撚加工を行った。加工時の加撚張力は8.5〜10.5cN、解撚張力は22.0〜24.5cNであった。仮撚加工の加撚方向は前工程撚糸のS実撚に対しS加撚、Z実撚にはZ加撚の仮撚加工を設定した。
【0053】
上記の製法で得られた仮撚被覆弾性糸の残留トルク撚数は、S撚52T/m(変動率7.1%) 、Z撚57T/m(変動率7.3%)で本発明の合撚/熱セット被覆弾性糸に比べかなり少ない値を示した。また、伸縮弾性率は128.6%、嵩高度28.1[cm3/g]、嵩高圧縮率69.7%、嵩高圧縮弾性率77.0%で、実施例1に比べ伸び特性も小さく嵩高性も劣り、一部コアー切れが認められた。
【0054】
一方、このような比較例とは異なるこの発明の製法では、ポリウレタン弾性糸のダメージが少なくなり、被覆斑、コアー切れ、染着差などの問題がなく均一な品質の被覆弾性糸が得られる。
【0055】
そして、この発明の製造方法で得られた被覆弾性糸を用いた編・織物品は、一層のソフト風合、ソフトパワー、ソフトタッチが得られ、快適性を向上することができる。また仮撚加工糸のスナール状クリンプ波形からコイル状波形になるため外観がフラットになり衣服品のピリング、およびスナッキングの面で良好となる。
【0056】
さらに第2工程の弛緩熱セットの効果から、衣類品の洗濯収縮率が小さく経時変化による寸法面でも安定性に優れ商品設計が容易となる。
【0057】
【発明の効果】
この発明の被覆弾性糸の製造方法では、上述したように仮撚加工糸の残留トルク力が増大する撚方向の合撚と次工程の弛緩熱セットにより仮撚加工糸のクリンプ波形を円く膨らんだコイル状の集束鞘部としたので、芯糸への締め付け力が弱く嵩高性と適度のストレッチパワーが選択でき、鞘部のポリアミドマルチフィラメント仮撚加工糸のクリンプ形態を柔らかな所定形状にして芯糸を被覆し、これにより嵩高なソフト風合と適度なソフトパワーにフィットする均一な品質の被覆弾性糸を安定した品質で効率よく製造できるという利点がある。
【図面の簡単な説明】
【図1】実施形態の製法のうち第1工程を模式的に示す工程図
【図2】実施形態の製法のうち第2工程を模式的に示す工程図
【図3】実施形態の製法で得られた被覆弾性糸を拡大して示す側面図
【符号の説明】
1 チーズ
2 リングテンサー
3 パッケージ
4 供給駆動ローラー
5 合糸ガイド
6 糸条
7 ネルソン式引取りローラ
8 パーン形状パッケージ
9 リングトラベラー
10 スピンドル
11 リングテンサー
12 供給ローラ
13 引取りローラ
14 ヒータ
15 チーズ巻パッケージ
A 仮撚加工糸
B ポリウレタン弾性糸
Y 合撚糸
Y' 被覆弾性糸
Claims (3)
- 第1工程としてポリアミドマルチフィラメントの仮撚加工糸とポリウレタン弾性糸を伸長しながら引揃えた合糸状態で残留トルク力が増大するように仮撚加工糸の解撚撚方向に合撚した後、第2工程として合撚糸をオーバーフィードで弛緩走行させながら熱セットするポリアミドマルチフィラメントの被覆弾性糸の製造方法。
- 第1工程の合撚が、Z解撚加工糸またはS解撚加工糸であるポリアミドマルチフィラメント仮撚加工糸とポリウレタン弾性糸とのZ合撚またはS合撚であり、1m当りの撚数(T/m)が下記の数1の式の範囲を満足する撚数である請求項1に記載の被覆弾性糸の製造方法。
- 第2工程の熱セットが、合撚糸を2〜50%範囲のオーバーフィード率で走行供給しながら150〜220℃の範囲の温度で熱セットしてポリアミドマルチフィラメント仮撚加工糸の捲縮形態をコイル状に発現させる熱セットである請求項1または2に記載の被覆弾性糸の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001397561A JP3973899B2 (ja) | 2001-12-27 | 2001-12-27 | 被覆弾性糸の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001397561A JP3973899B2 (ja) | 2001-12-27 | 2001-12-27 | 被覆弾性糸の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003201636A JP2003201636A (ja) | 2003-07-18 |
| JP2003201636A5 JP2003201636A5 (ja) | 2005-06-09 |
| JP3973899B2 true JP3973899B2 (ja) | 2007-09-12 |
Family
ID=27639582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001397561A Expired - Fee Related JP3973899B2 (ja) | 2001-12-27 | 2001-12-27 | 被覆弾性糸の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3973899B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5712228B2 (ja) * | 2010-12-22 | 2015-05-07 | 東レ・デュポン株式会社 | 樹脂コート手袋 |
| CN107164854A (zh) * | 2017-07-20 | 2017-09-15 | 广东坚达聚纤科技实业有限公司 | 一步法无染环保有色锦纶细旦包覆纱的生产方法 |
| CN107299438A (zh) * | 2017-07-20 | 2017-10-27 | 广东坚达聚纤科技实业有限公司 | 一种复色锦纶包覆纱的生产方法 |
| CN108048976A (zh) * | 2018-01-25 | 2018-05-18 | 王德财 | 加捻包芯丝及其加工方法和设备 |
-
2001
- 2001-12-27 JP JP2001397561A patent/JP3973899B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003201636A (ja) | 2003-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPWO2013161016A1 (ja) | 弾性複合撚糸とその製造方法、並びに同弾性複合撚糸を使ったパイル繊維製品 | |
| JP6061860B2 (ja) | 伸縮性糸およびその製造方法、並びにそれから製造される布 | |
| JP3973899B2 (ja) | 被覆弾性糸の製造方法 | |
| JP4547792B2 (ja) | ポリエステル仮撚被覆弾性糸およびその製造方法 | |
| JP3055148B2 (ja) | 被覆弾性糸 | |
| JP2877817B2 (ja) | 嵩高フアンシーヤーンの製造方法 | |
| JP3083631B2 (ja) | 複合加工糸の製造方法 | |
| JPS5939526B2 (ja) | スパンライク捲縮加工糸の製造方法 | |
| JP2004183142A (ja) | 複合仮撚加工糸およびその製造方法 | |
| JP2008156762A (ja) | 複合加工糸およびその製造方法 | |
| JPS6113013B2 (ja) | ||
| JPS5855250B2 (ja) | ポリエステルケンシユクシノセイゾウホウホウ | |
| JP2003041442A (ja) | 仮撚糸の製造方法および仮撚加工装置 | |
| JP2930606B2 (ja) | イラツキの解消された、超ソフト特殊混繊糸の製造方法 | |
| JPS62289635A (ja) | 複合加工糸及びその製造方法 | |
| JPH0457931A (ja) | 複合交絡糸の製造方法 | |
| JPS6360138B2 (ja) | ||
| CN120925135A (zh) | 一种弹性仿麻假捻混纤丝及其制备方法和应用 | |
| JPH09157979A (ja) | 捲縮糸およびその製造方法 | |
| JP2006016700A (ja) | 伸縮性複合紡績糸およびその製造方法 | |
| EP4466398A1 (en) | High bulk yarn and method of manufacturing thereof | |
| JPS6142014B2 (ja) | ||
| JPH0673630A (ja) | サマーウール調複合加工糸及びその製造方法 | |
| JPH0333815B2 (ja) | ||
| JP2001288632A (ja) | 仮撚被覆弾性糸及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040707 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040906 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060420 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070515 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070613 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3973899 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100622 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100622 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110622 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120622 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130622 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |