JP3966095B2 - 象嵌パネル材の成形方法 - Google Patents
象嵌パネル材の成形方法 Download PDFInfo
- Publication number
- JP3966095B2 JP3966095B2 JP2002178450A JP2002178450A JP3966095B2 JP 3966095 B2 JP3966095 B2 JP 3966095B2 JP 2002178450 A JP2002178450 A JP 2002178450A JP 2002178450 A JP2002178450 A JP 2002178450A JP 3966095 B2 JP3966095 B2 JP 3966095B2
- Authority
- JP
- Japan
- Prior art keywords
- inlay
- decorative material
- surface decorative
- window hole
- holding member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000463 material Substances 0.000 title claims description 101
- 238000000034 method Methods 0.000 title claims description 27
- 238000000465 moulding Methods 0.000 title claims description 14
- 229920005989 resin Polymers 0.000 claims description 20
- 239000011347 resin Substances 0.000 claims description 20
- 238000001746 injection moulding Methods 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 4
- 238000004519 manufacturing process Methods 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 4
- 238000005034 decoration Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000002537 cosmetic Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
Images






Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
Description
【発明の属する技術分野】
本発明は、象嵌部材が高精度に位置決めされるようにし、製造コストを低くすることができる量産性に優れた象嵌パネル材の成形方法に関するものである。
【0002】
【従来の技術】
従来、パネル状の表面化粧材の表面に象嵌調の模様を形成する方法は、表面化粧材に形成した凹陥部に象嵌部材を接着固定する方法が一般的であり、図8に示すごとき工程が多く採用されている。
【0003】
これは、予め、図8(A)に示すごとき基材101に表面化粧材102を形成した表装材100を準備し、つぎに、図8(B)に示すごとく、表装材100の表面にドリルあるいはルーターなどの切削工具Dにより凹陥部103を形成する。そして、前記工程で形成された凹陥部104へ図8(C)に示すごとく象嵌部材104を接着固定し、仕上げ工程において図8(D)に示すごとく表面にクリヤー塗装105を施すようにしている。
【0004】
【発明が解決しようとする課題】
上記従来の方法による場合は、象嵌模様の形成位置に順次、凹陥部を形成するのであるが、その深さ精度を向上するのがきわめて困難であった。このような機械加工ではその平坦性が乏しく、特に曲面である場合、均等な深さの凹陥部が得られない。このように、不均等な深さの凹陥部が形成され、これに象嵌部材を固定すると、図8(D)に示すごとく表面に凹凸Pが生じて平滑性が損なわれ、製品として高い品質が得られなくなる。そこで、表面を研削し、平坦にする作業が行われるが、余分な工程が増え、製造コストを高くする要因となり、また、研削により表装材を傷付け、不良品の発生率を高くする要因となっていた。
【0005】
また、従来の方法では、複雑な形状の象嵌部材、あるいは三次元曲面に対応するための凹陥部の形成は、さらに深さ精度が低下し、均質な製品を売ることができなかった。特に自動車の内装部品などには、曲面成形、三次元成形が多く、高い精度が要求されるものである。
【0006】
本発明はかかる従来の問題に鑑みなされたものであり、象嵌模様を施す部位が平面はもとより、曲面あるいは三次元の形状であっても高精度に対応できるようにしたもので、量産性を向上し、製造コストを低くすることができる象嵌パネル材の成形方法を提供するものである。
【0007】
【課題を解決するための手段】
そこで本発明は、以下に述べる各手段により上記課題を解決するようにした。即ち、請求項1記載の発明では、表面化粧材に窓孔を形成する一方、前記窓孔に倣う形状に形成した象嵌部材の任意の位置にフランジを備えた保持部材を固定し、前記表面化粧材の窓孔に前記象嵌部材を臨ませるとともに、該象嵌部材と一体となった前記保持部材のフランジを表面化粧材の裏面に固定し、しかるのち、前記表面化粧材の裏面に樹脂層を射出成形により形成して裏打処理し、象嵌パネル材を形成する。
【0008】
請求項2記載の発明では、表面化粧材に窓孔を形成する一方、フランジを備えた保持部材に凹陥部を形成し、該凹陥部に前記窓孔に倣う形状に形成した象嵌部材を収容して固定し、前記表面化粧材の窓孔に前記象嵌部材を臨ませるとともに、該象嵌部材と一体となった前記保持部材のフランジを表面化粧材の裏面に固定し、しかるのち、前記表面化粧材の裏面に樹脂層を射出成形により形成して裏打処理し、象嵌パネル材を形成する。
【0009】
請求項3記載の発明では、上記請求項2記載の発明において、保持部材の凹陥部には、通孔が形成されているようにする。
【0010】
請求項4記載の発明では、表面化粧材に窓孔を形成する一方、前記窓孔に倣う形状に形成した象嵌部材にその一部または全部を覆うシート材からなる保持部材を貼着し、前記表面化粧材の窓孔に前記象嵌部材を臨ませるとともに、該象嵌部材と一体となった前記保持部材の外周端部を表面化粧材の裏面に固定し、
しかるのち、前記表面化粧材の裏面に樹脂層を射出成形により形成して裏打処理し、象嵌パネル材を形成する。
【0011】
請求項5記載の発明では、表面化粧材に窓孔を形成し、前記窓孔に倣う形状に成形した象嵌部材を収容する凹陥部とフランジを備えた保持部材の前記凹陥部を表面化粧材の窓孔に臨ませてフランジを固定し、前記表面化粧材の裏面に樹脂層を射出成形により形成して裏打処理を施し、しかるのち、前記保持部材の凹陥部に象嵌部材を接着して埋設し、象嵌パネル材を形成する。
【0012】
【発明の実施の形態】
以下、本発明の実施の形態を図にもとづいて詳細に説明する。
【0013】
図1は、本発明による象嵌パネル材の第1の成形方法の工程を示す図であり、同図において符号1は表面化粧材を示し、その素材は装飾性のある木質材料、カーボン繊維材料、板状の金属材料あるいは合成樹脂材料など適宜選択し得る。そして、図1(A)の工程において表面化粧材1に象嵌部材を臨ませるための窓孔1aを形成するとともに、所望の形状とするための余分な外形部分1bを取り除き、必要に応じて曲面成形し、図1(B)に示すごとく予備成形された表面化粧材1を得る。なお、前記表面化粧材1の窓孔1aの形成は、プレス加工による打ち抜き、切削あるいはレーザ加工など素材に適する適宜手段を採用する。
【0014】
一方、図1(C)の工程において前記表面化粧材1に形成された窓孔1aに倣う形状の象嵌部材2を形成し、図1(D)に示すごとく象嵌部材の任意の位置に保持部材3を接着などの適宜手段により固定する。つぎに、図1(E)の工程において表面化粧材1の窓孔1aに象嵌部材2を臨ませ、前記保持部材3のフランジ3aを表面化粧材の裏面に接着などの適宜手段で固定する。
【0015】
このようにして象嵌部材2が固定された表面化粧材1の裏面に基材となる樹脂層6を形成して裏打処理を施すため、図1(F)に示すごとく射出成形機の金型に装着する。同図において符号4は下型であり、この下型のキャビティ4a内に図1(E)の工程で処理された表面化粧材1を配置する。符号5は上型であり、この上型5の流路5aから溶融樹脂を前記キャビティ4a内に注入する。
【0016】
これにより、図1(G)に示すごとく表面化粧材1の裏面に樹脂層6が形成され、本発明による象嵌パネル材が完成する。このように象嵌パネル材が成形されたことにより、象嵌部材2が表面化粧材1の窓孔1aから露呈し、象嵌模様が形成されることになる。
【0017】
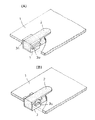
図2(A)および図2(B)は、保持部材3の他の例を示すもので、その開放端部に係合部3aを形成し、該係合部3aに表面化粧材1の窓孔1aを係合して固定するようにしたもので、接着による固定を省略できるため製造時間の短縮と製造工程の簡略化が可能となる。
【0018】
図3は、象嵌部材2の表面化粧材1への固定手段の他の例を示すもので、同図において符号7は保持部材となるシート材であり、象嵌部材2の一部または全部を覆う形状に裁断されている。このシート材7の素材は、紙、プラスチックフィルム、アルミニウムなどの金属素材の薄片であり、象嵌部材2に対向する面に接着剤または粘着剤が塗布されている。そして、象嵌部材2を表面化粧剤1の窓孔1aに臨ませ、その象嵌部材2の背面を覆うようにシート材7を貼着し、さらにシート材の外周端部を表面化粧材1の裏面に貼着する。
【0019】
図4は、象嵌部材2の表面化粧材1への固定手段のさらに他の例を示すもので、同図に示す保持部材8は、その主体部分が象嵌部材2の外形全体を象嵌形成部分を残して収容できるように凹陥部8aを形成し、この凹陥部8aの周縁部にフランジ8bが形成されている。そして、図4(A)に示すごとく凹陥部8aの底面に接着剤9を塗布して図4(B)に示すごとく象嵌部材2を収容する。象嵌部材2を収容した保持部材8のフランジ8bには接着剤10を塗布し、図4(C)に示すごとく表面化粧材1の窓孔1aに象嵌部材2を臨ませて取り付ける。
【0020】
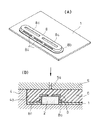
図5は、上記保持部材8の他の形成例を示したもので、側壁、底面に同図(A)に示すような通孔8cを形成したものである。このように形成した保持部材8に象嵌部材2を装填し、図5(B)に示すごとく射出成形機の金型へ装着して図1の工程と同様に溶融樹脂を注入し、裏打処理を施す。このように成形することにより、樹脂層6は保持部材8の通孔8cにも充満し、この樹脂層6が象嵌部材2を挟持する状態で硬化する。
【0021】
図6は、上記と同様の成形処理において、象嵌部材2を保持部材8の凹陥部8aの内径より僅かに小さい外形のものとしたことにより、樹脂層6が象嵌部材2の全体を凹陥部8a内で包み込むように成形されるようにしたものである。これにより、より強固に表面化粧材1と象嵌部材2が一体化される。
【0022】
図7は、本発明による象嵌パネル材の第2の成形方法の工程を示す図であり、同図において符号1は表面化粧材を示す。図7(A)において表面化粧材1に象嵌部材2を臨ませるための窓孔1aを形成するとともに、所望の形状とするため余分な外形部分1bを取り除き、必要に応じて曲面成形し、図7(B)に示すごとく予備成形された表面化粧材1を得る。
【0023】
つぎに、図7(C)の工程において表面化粧材1の窓孔1aに保持部材8の凹陥部8aを臨ませ、該保持部材8のフランジ8bに接着剤を塗布して固定する。このようにして保持部材8が固定された表面化粧材1の裏面に基材となる樹脂層6を形成するため、図7(D)に示すごとく射出成形機の金型に装着する。そして、第1の成形方法と同様に、溶融樹脂を注入して樹脂層6を形成する。
【0024】
このように成形された表面化粧材1の表面には依然、凹陥部8aが開口しているため、図7(E)の工程においてこの凹陥部8aに象嵌部材2を埋設して接着剤で固定し、図7(F)に示すごとく、表面に象嵌模様が形成された象嵌パネル材が完成する。
【0025】
【発明の効果】
以上、詳細に説明したごとく本発明によれば、従来のような切削加工や後加工などの作業を不要とし、全ての工程を成形処理で対応することができるので、量産性に優れ製造コストを格段に低くすることができる。さらに、表面化粧材に象嵌部材が載置される構成となるので、三次元的な曲面にも容易に対応することが可能である。また、表面化粧材への保持部材の固定が予備成形段階で確実に行われるので、表面化粧材の背面へ樹脂層を形成するための射出成形の成形精度を高くすることができるなど、多大の効果を奏するものである。
【図面の簡単な説明】
【図1】本発明による象嵌パネル材の第1の成形方法の工程を示す図である。
【図2】本発明の保持部材の他の例を示す図である。
【図3】象嵌部材の表面化粧材への固定方法の他の例を示す図である。
【図4】象嵌部材の表面化粧材への固定方法のさらに他の例を示す図である。
【図5】通孔を形成した保持部材による成形状態の例を示す図である。
【図6】通孔を形成した保持部材による成形状態の他の例を示す図である。
【図7】本発明による象嵌パネル材の第2の成形方法の工程を示す図である。
【図8】従来の象嵌パネル材の成形工程を示す図である。
【符号の説明】
1・・・・・・表面化粧材
2・・・・・・象嵌部材
3・・・・・・保持部材
6・・・・・・樹脂層
7・・・・・・シート材
8・・・・・・保持部材
Claims (5)
- 表面化粧材に窓孔を形成する一方、前記窓孔に倣う形状に成形した象嵌部材の任意の位置にフランジを備えた保持部材を固定し、
前記表面化粧材の窓孔に前記象嵌部材を臨ませるとともに、該象嵌部材と一体となった前記保持部材のフランジを表面化粧材の裏面に固定し、
しかるのち、前記表面化粧材の裏面に樹脂層を射出成形により形成して裏打処理したことを特徴とする象嵌パネル材の成形方法。 - 表面化粧材に窓孔を形成する一方、フランジを備えた保持部材に凹陥部を形成し、該凹陥部に前記窓孔に倣う形状に形成した象嵌部材を収容して固定し、
前記表面化粧材の窓孔に前記象嵌部材を臨ませるとともに、該象嵌部材と一体となった前記保持部材のフランジを表面化粧材の裏面に固定し、
しかるのち、前記表面化粧材の裏面に樹脂層を射出成形により形成して裏打処理したことを特徴とする象嵌パネル材の成形方法。 - 前記保持部材の凹陥部には、通孔が形成されていることを特徴とする請求項2記載の象嵌パネル材の成形方法。
- 表面化粧材に窓孔を形成する一方、前記窓孔に倣う形状に成形した象嵌部材にその一部または全部を覆うシート材からなる保持部材を貼着し、前記表面化粧材の窓孔に前記象嵌部材を臨ませるとともに、該象嵌部材と一体となった前記保持部材の外周端部を表面化粧材の裏面に固定し、
しかるのち、前記表面化粧材の裏面に樹脂層を射出成形により形成して裏打処理したことを特徴とする象嵌パネル材の成形方法。 - 表面化粧材に窓孔を形成し、前記窓孔に倣う形状に成形した象嵌部材を収容する凹陥部とフランジを備えた保持部材の前記凹陥部を表面化粧材の窓孔に臨ませてフランジを固定し、
前記表面化粧材の裏面に樹脂層を射出成形により形成して裏打処理を施し、
しかるのち、前記保持部材の凹陥部に象嵌部材を接着して埋設したことを特徴とする象嵌パネル材の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002178450A JP3966095B2 (ja) | 2002-06-19 | 2002-06-19 | 象嵌パネル材の成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002178450A JP3966095B2 (ja) | 2002-06-19 | 2002-06-19 | 象嵌パネル材の成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004017576A JP2004017576A (ja) | 2004-01-22 |
| JP3966095B2 true JP3966095B2 (ja) | 2007-08-29 |
Family
ID=31176167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002178450A Expired - Fee Related JP3966095B2 (ja) | 2002-06-19 | 2002-06-19 | 象嵌パネル材の成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3966095B2 (ja) |
-
2002
- 2002-06-19 JP JP2002178450A patent/JP3966095B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004017576A (ja) | 2004-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20190267704A1 (en) | Cover for a radar sensor for motor vehicles | |
| US7875339B2 (en) | Thermoplastic resin casing and method for fabricating the same | |
| CN112477354A (zh) | 一种注塑手机壳的制备工艺 | |
| KR20180061599A (ko) | 차량용 내장재 제조장치 및 방법 | |
| JP6801966B2 (ja) | 装飾パネル及びその製造方法 | |
| WO2011114409A1 (ja) | インモールド成形品の製造方法とインモールド成形品 | |
| CN111032329B (zh) | 用于机动车的内衬的装饰结构以及生产这种装饰结构的方法 | |
| JP3966095B2 (ja) | 象嵌パネル材の成形方法 | |
| JP2018034336A (ja) | 加飾樹脂製品の製造方法 | |
| JP3994960B2 (ja) | 象嵌パネル材の製造方法 | |
| WO2007063739A1 (ja) | 表面に凹凸模様を有する製品及び該凹凸模様を形成する方法 | |
| JP3979175B2 (ja) | 象嵌装飾パネルの製造方法 | |
| JPH10244588A (ja) | シボ加工用金型 | |
| JP6460369B2 (ja) | 加飾部品及び加飾部品の製造方法 | |
| JP2015511183A (ja) | ボウル付きカウンターユニットの製作方法およびその方法によって得られるボウル付きカウンターユニット | |
| US6773511B2 (en) | Molded product, parting surface covering masks and producing methods of the same | |
| JP2003260898A (ja) | 象嵌パネル材の製造方法 | |
| JP2737831B2 (ja) | 樹脂製エンブレムプレート、及びその製造方法 | |
| TWI779893B (zh) | 輪圈標誌的製作方法 | |
| EP4067081A1 (en) | 3d printing process applied to a substrate, in particular a fabric | |
| JP2854090B2 (ja) | ドアトリムにおける木目込み溝の加工方法 | |
| JPH11188738A (ja) | 試作品用成形型の製造方法 | |
| JP2631804B2 (ja) | ステンドグラスの製造方法 | |
| FR2520643A1 (fr) | Procede de fabrication d'outillages destines a la mise en forme de pieces en matiere metallique ou plastique | |
| JPS6046208A (ja) | コ−ルドプレス成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040722 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060719 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060725 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060921 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070508 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070521 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100608 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100608 Year of fee payment: 3 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100608 Year of fee payment: 3 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100608 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100608 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100608 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110608 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120608 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120608 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130608 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140608 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |