JP3935207B2 - 廃棄物の出ない弾性床おおいの製造方法、そのフィルム及びその弾性床おおい - Google Patents
廃棄物の出ない弾性床おおいの製造方法、そのフィルム及びその弾性床おおい Download PDFInfo
- Publication number
- JP3935207B2 JP3935207B2 JP51950197A JP51950197A JP3935207B2 JP 3935207 B2 JP3935207 B2 JP 3935207B2 JP 51950197 A JP51950197 A JP 51950197A JP 51950197 A JP51950197 A JP 51950197A JP 3935207 B2 JP3935207 B2 JP 3935207B2
- Authority
- JP
- Japan
- Prior art keywords
- polymer composition
- floor covering
- layer
- backing
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/307—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets specially adapted for bringing together components, e.g. melts within the die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0005—Floor covering on textile basis comprising a fibrous substrate being coated with at least one layer of a polymer on the top surface
- D06N7/0028—Floor covering on textile basis comprising a fibrous substrate being coated with at least one layer of a polymer on the top surface characterised by colour effects, e.g. craquelé, reducing gloss
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N7/00—Flexible sheet materials not otherwise provided for, e.g. textile threads, filaments, yarns or tow, glued on macromolecular material
- D06N7/0005—Floor covering on textile basis comprising a fibrous substrate being coated with at least one layer of a polymer on the top surface
- D06N7/0028—Floor covering on textile basis comprising a fibrous substrate being coated with at least one layer of a polymer on the top surface characterised by colour effects, e.g. craquelé, reducing gloss
- D06N7/0034—Floor covering on textile basis comprising a fibrous substrate being coated with at least one layer of a polymer on the top surface characterised by colour effects, e.g. craquelé, reducing gloss two or more different colour layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/414—Translucent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2471/00—Floor coverings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1023—Surface deformation only [e.g., embossing]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23907—Pile or nap type surface or component
- Y10T428/23979—Particular backing structure or composition
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24851—Intermediate layer is discontinuous or differential
- Y10T428/24868—Translucent outer layer
- Y10T428/24876—Intermediate layer contains particulate material [e.g., pigment, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24893—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including particulate material
- Y10T428/24901—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including particulate material including coloring matter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
- Y10T428/31692—Next to addition polymer from unsaturated monomers
- Y10T428/31696—Including polyene monomers [e.g., butadiene, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Laminated Bodies (AREA)
- Floor Finish (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Buildings Adapted To Withstand Abnormal External Influences (AREA)
- Road Signs Or Road Markings (AREA)
- Insulated Conductors (AREA)
Description
【発明の属する技術分野】
本発明は弾性床おおいにあって裏打層としての組込み用フィルムの製造方法、ならびに前記方法により製造されたフィルムおよびこのようなフィルムを組込んだ床おおいに関するものである。
【0002】
【従来の技術】
弾性床おおいは周知のものであって、例えば1987年ワイリー・インターサイエンス社刊エンサイクロペディア.オブ.ポリマー.サイエンス.アンド.エンジニアリング(Encyclopediaof Polymer Science and Engineering)第7巻第233乃至247頁の“フロアリング・マテリアルズ”と題する論文に述べられている。この論文に述べられているような床おおいは、透明もしくは半透明摩耗(上部)層で、しばしば、例えば化粧層のような装飾(中間)層と1つ以上の裏打(下部)層からなる複合材料である。前記複合積層床おおいにおける各々の層の組成は前記各々の層と、全体としての複合積層板両者における物理的性質の好ましい均衡を与えるよう選択される。従って、例えば前記層のどれもの特性がカールの発生を防止するよう好ましい状態に均衡させてある。
【0003】
前記摩耗層に最も近い裏打層は一般に1つ以上の有色顔料を含み、そして通例表面層と称せられる。中間装飾層がない場合には、前記表面層そのものが床おおいの所望の装飾的外観を提供する。床おおいが化粧層を備える場合は、前記表面層が摩耗層を通して眼で見られるように化粧層の外観の強化に役立つ。前記表面層は無彩色、例えば黒色であっても差支えないのであるが、それはしばしば明色、例えば白色であり得る。前記摩耗層からより遠位の他方の裏打層は一般にカーボンブラックを含み、前記表面層の裏側に無彩不透明バックグラウンドを提供する。前記表面層を含み、前記裏打層のどれもが共通して、充填剤、例えば炭酸カルシウム、酸化アルミニウム三水和物、カオリンもしくはその他の適当な粒状あるいは繊維無機充填剤を含む。
【0004】
弾性床おおいでの組込みフィルムは適切な重合体組成物の押出しにより生産される。例えば、表面層を含む裏打層はエチレン/酢酸ビニルもしくはエチレン/アクリル酸アルキル例えばアクリル酸メチルもしくはブチル共重合体系の重合体組成物の押出しにより生産できる。単一の押出機を用いて様々に着色した表面層を別々の時に生産することがしばしば好まれる。従って、切換時における屑フィルムの産出を最小限に止めるような手段がとられる必要がある。押出機を停止することも、空にすることも、或いは洗浄を必要とすることもあるが、これは面倒なことであって、これらの作業中は押出機からの生産減を伴う。別の例として、押出機に供給される重合体組成物の色が押出機の運転中に変化することもあって、中間色の屑フィルムは押出機が洗浄されるまで押出物を集めることになる。この屑フィルムは細断され、(必要に応じて、カーボンブラックを添加)黒色裏打層の製造に用いることができる。それにもかかわらず、この手順は付加作業を行う必要があり、これらの付加作業はこのように再循環重合体組成物の特性のなんらかの崩壊を結果としてもたらすことがある。
【0005】
【発明が解決しようとする課題】
本発明の目的は弾性床おおいにおける裏打層としての組込み用フィルム、詳述すれば表面層を含むフィルムの製造の改良法ならびに表面層の色の変更時の生産損失を減らす改良法の提供にある。
【0006】
【課題を活用するための手段】
本発明は第1の実施態様では、弾性床おおいにおける裏打層としての組込用フィルムの製造の方法の提供であって、少くとも第1と第2の重合体組成物が押出されて裏打層として用いられるフィルム積層品を形成することを特徴とする。
【0007】
なるべくなら、第1の重合体組成物と第2の重合体組成物の2つの重合体組成物がある場合、第1の重合体組成物が着色重合体組成物であることが好ましい。第2の重合体組成物は遮蔽色、例えば黒、酸化鉄赤、青もしくはどのような暗遮蔽色にも着色できる。
【0008】
フィルムを形成する押出層には3つの重合体がある。なるべくなら、第1、第2ならびに第3の重合体組成物の3つの重合体組成物がある時、前記第1および/または第3重合体組成物が着色重合体組成物で、第2の層/組成物が遮蔽色のものであることが好ましい。第2の重合体組成物も着色重合体組成物にしても差支えない。
【0009】
なるべくなら、両系の第2の重合体組成物が“黒色”重合体組成物であることが好ましい。この明細書の文脈における“黒色”はなかなかあせない黒色、暗赤色、暗青色もしくは他の色彩の存在を遮蔽できるどのような色も含む。
【0010】
裏打層が表面層である時、着色重合体組成物の色は、表面層の色を提供するよう選ばれ、従ってこの色は黒を含む、あるいはもっと暗い色例えば白色、黄色、ベージュ色、淡緑色もしくは青色、ピンク色を含むどのような色でも差支えない。
【0011】
本発明は第2の実施態様において弾性床おおいにあって裏打層としての組込み用に適するフィルムを提供し、それが少くとも2つの重合体組成物の同時押出積層品であることを特徴とする。
【0012】
なるべくなら、重合体組成物が2つある場合、フィルムは(a)第1の着色重合体組成物、そして(b)“黒色”重合体組成物の同時押出積層品であることが好ましい。
【0013】
また好ましくは、重合体組成物が3つある場合、フィルムは(a)第1の着色重合体組成物、(b)“黒色”重合体組成物、そして(c)第3の重合体組成物の同時押出積層品であることである。
【0014】
本発明は第3の実施態様において、透明もしくは半透明摩耗層と黒色層からなる弾性床おおいを提供し、前記裏打層が前記摩耗層からの逐次順序で、少くとも2つの重合体組成物の同時押出積層品である少くとも1つの裏打フィルムからなることを特徴とする。
【0015】
床おおいは透明もしくは半透明摩耗層と、2つ(あるいはそれ以上)の裏打層もしくはフライからなる。なるべくなら、重合体組成物が2つある場合、裏打層が摩耗層からの逐次順序で、(a)(aa)摩耗層を通る表面層として見ることのできる第1の着色重合体組成物と、(ab)“黒色”重合体組成物の同時押出積層品である第1の裏打フィルムと、そして(b)前記第2の裏打フィルムと事実上同一の厚さの第2の裏打フィルムからなることが好ましい。
【0016】
前記第1の着色重合体組成物(aa)は黒色を含むどのような色のものでも差支えない。前記第2の裏打フィルム(b)は(ba)第2の着色重合体組成物と、(bb)“黒色”重合体組成物の同時押出積層品であることができる。前記第2の着色重合体組成物(ba)は黒色と含むどのような色のものでも差支えない。層(aa)と(ba)はなるべくなら事実上同一の厚さのものであって、層(ab)と(bb)もなるべくなら事実上同一の厚さであることが好ましいとする因果関係にもある。本発明の床おおいはなるべくなら装飾層として摩耗層と第1の裏打フィルムの間に挿入される化粧層からさらになることが好ましい。
【0017】
またなるべくなら、重合体組成物が3つある場合、裏打層が摩耗層から逐次順序で、(a)(aa)摩耗層を通して表面層として見ることができる第1の着色重合体組成物と、(ab)“黒色”重合体組成物と、そして(ac)第3の重合体組成物の同時押出積層品である第1の裏打フィルムからなる。
【0018】
好ましくは第2の裏打フィルム(b)が配設されることである。
【0019】
前記第1の着色重合体組成物(aa)は黒色を含むどのような色のものであっても差支えない。前記第3の重合体組成物(ac)は黒色を含むどのような色のものであっても差支えない。前記第2の裏打フィルム(b)は、(ba)第2の着色重合体組成物と、(bb)“黒色”重合体組成物と、そして(bc)第3の重合体組成物の同時押出積層品であることができる。前記第2の着色重合体組成物(ba)は黒色を含むどのような色のものであっても差支えない。また第3の重合体組成物(bc)も黒色を含むどのような色のものであっても差支えない。
層(aa)と(ba)はなるべくなら同一の厚さのものであることが好ましく、その結果、層(ab)と(bb)も事実上、層(ac)と(bc)と同一の厚さであることが好ましい。本発明の床おおいはなるべくなら、装飾層として前記摩耗層と第1の裏打フィルムの間に挿入された化粧層からなることが好ましい。
【0020】
本発明は第4の実施態様において弾性床おおいの製造の方法を提供し、それが次の工程:(i)少くとも2つの重合体組成物を同時押出して、第1の裏打フィルムとして役立つ積層品を形成する工程と;
(ii)逐次順序で、(a)透明もしくは半透明摩耗層と、(b)少くとも1つの裏打フィルムとを同時に積層し、それにより前記第1の重合体組成物が前記摩耗層を通して見ることを可能にする工程と;
を含むものである。
【0021】
好ましくは、重合体組成物が2つある場合、弾性床おおいの製造の方法が次の工程:
(i)第1の看色重合体組成物と黒色重合体組成物を同時押出して、第1の裏打フィルムとして役立つ積層品を形成する工程と;そして、
(ii)逐次順序で、(a)透明もしくは半透明摩耗層と、(b)前記第1の裏打フィルムと、および(c)前記第1の裏打フィルムと事実上同一の厚さの第2の裏打フィルムを同時に積層し、それにより着色重合体組成物が前記摩耗層を通して見ることを可能にする工程と;
を含むことである。
【0022】
前記第1の着色重合体組成物は黒色を含むどのような色のものでも差支えない。なるべくなら、装飾層、例えば化粧層が前記摩耗層(a)と、前記第1の裏打フィルム(b)との間に挿入してから積層工程(ii)を実施することが好ましい。前記第2の裏打フィルムは第2の着色重合体組成物と、“黒色”重合体組成物との同時積層品であって差支えなく、その場合、前記第2の着色重合体組成物は黒色を含むどのような色のものであっても差支えない。
【0023】
また好ましくは、重合体組成物が3つある場合、弾性床おおいの製造の方法は次の工程:
(i)第1の着色重合体組成物と、“黒色”重合体組成物と、および第3の重合体組成物を同時に押出して第1の裏打フィルムとして役立つ積層品を形成する工程と;そして、
(ii)逐次順序で、(a)透明もしくは透明摩耗層と、(b)少くとも1つの裏打フィルムとを同時に積層し、それにより前記着色重合体組成物が前記摩耗層を通して見えるようにする工程と;
を含むことである。
【0024】
なるべくなら、前記第1の裏打フィルムと事実上同一の厚さの第2の裏打フィルムを提供することが好ましい。
【0025】
前記第1の着色重合体組成物と第3の重合体組成物は黒色を含むどのような色でも差支えない。なるべくなら、装飾層、例えば化粧層が摩耗層(a)と第1の裏打フィルム(b)の間に挿入してから積層工程(ii)を実施することが好ましい。前記第2の裏打フィルムは第2の着色重合体組成物と、“黒色”重合体組成物と、そして第3の重合体組成物の同時押出積層品であっても差支えなく、その場合、前記第2の着色重合体組成物と第3の重合体組成物は黒色を含むどのような色でも差支えない。
【0026】
本発明はその第5の実施態様において、摩耗層と裏打層を備え、前記裏打フィルムが少くとも第1と第2の重合体組成物で形成された積層品からなる弾性床おおいにあって、表面層の色を変更する時に生成される屑の量を減らす方法を提供し、その方法は次の工程:
(i)前記積層品中の第1の重合組成物の配合物を変えて、新しい色を提供し、それにより前記の色が中間色相により元の着色重合体組成物から新しい着色重合体組成物に変えられる工程と;
(ii)前記中間着色積層品を前記弾性床おおいの裏打層に用い、その場合、前記中間着色重合体組成物が前記摩耗層から離れ、それを通して見えない位置に配置させる工程と;
からなるものである。
【0027】
なるべくなら、2つの裏打層を備える弾性床おおいにあって、表面層の色が変更される時、その方法が次の工程:
(i)少くとも第1の重合体組成物と、“黒色”重合体組成物を同時押出して第1の裏打フィルムとして役立つ積層品を形成する工程と;
(ii)前記積層品にある前記第1の着色重合体組成物の配合を変更して、新しい色を提供しそれにより色が中間色相を通して元の着色組成物から新しい重合体組成物に、元の色が洗滌されてしまう間に変えられる工程と;そして、
(iii)前記中間着色積層品を前記第2の裏打フィルムとして、摩耗層と、第1の裏打層とそして第2の裏打層から逐次なる弾性床おおいに用いる工程と;
からなることが好ましい。
【0028】
前記同時押出積層品は第1の着色重合体組成物と、“黒色”重合体組成物と、そして第3の重合体組成物からなることができる。
【0029】
積層品が2つもしくは3つの重合体組成物からなる本発明の第1の実施態様の方法は従来の同時押出し技法を用いて実施できる。表面層の色を変えたい時は、押出機に供給される着色重合体組成物の配合を変えて、所望の新しい色を提供する。その結果、同時押出積層品中の着色重合体層の色は元の色の重合体が系から洗滌されてしまう間に、元の着色組成物の色から中間色相を通して新しい着色組成物の色に着実に変る。先行実施によれば、この中間着色積層品は屑材料として処理される必要がある。しかしながら本発明によれば、摩耗層と、第1の裏打フィルムと、第2の裏打フィルムからなる弾性床おおいにおける第2の裏打フィルムについて付加的な加工なしで即時使用することができる。前記第2の裏打フィルムの中間着色層の色は重要ではないため、前記中間着色層を好ましくは前記複合積層した床おおいの内部に向けて配置することにより達成される。本発明はこのようにして先行技術の方法との比較で、作業の単純性と費用という点に関しかなりの利点を提供する。
【0030】
前記床おおいと、本発明の第3と第4の実施態様における第1と第2の裏打フィルムが、なるべくなら前記即時着色の同一裏打フィルムと第2の裏打フィルムとして都合よく使用できるために事実上第1の厚さであることが好ましい。
【0031】
本発明の第3の実施態様の床おおいにおける摩耗層の厚さが、なるべくなら50乃至1000ミクロン(μm)、さらに好ましくは250乃至750ミクロン(μm:以下ミクロンという)の範囲内にあることが好ましい。装飾化粧層の厚さは、1つ使用される場合、なるべくなら25乃至125ミクロンの範囲内にあることが好ましい。前記裏打層の厚さは1乃至4mm、しばしば1.5乃至3mmの範囲にあることができる。従って、前記第1と第2の裏打フィルムの厚さは各々が0.5乃至2mm、しばしば0.75乃至1.5mmの範囲であって差支えない。本発明の裏打フィルムにある着色ならびに黒色重合体組成物により構成された前記2つの積層品の厚さは同一でもあるいは異なるもので差支えない。例えば、着色単層は約250ミクロンの厚さでよく、また黒色単層の厚さも約650ミクロンであっても差支えない。これらの種々のフィルム、層ならびに単層の厚さが床おおいの設計者や生産者の選択に委ねられており、また本発明の実施にとっては著しく重大ではない。
【0032】
なるべくなら、少くとも1つの裏打層を備える弾性床おおいの表面層の色を変更する時、その方法は次の工程:
(i)第1の重合体組成物と、“黒色”重合体組成物と、そして第3の重合体組成物を同時に押出して第1の裏打フィルムとして役立つ積層品を形成する工程と;
(ii)前記第3の組成物の配合を変更して新しい色を提供してから、前記第1の重合体組成物の配合に対する色の供給を停止し、それにより前記第3の重合体組成物の色が、前記第1の着色重合体組成物の色を変更する以前に十分定着される工程と;
(iii)前記同時押出積層品を反転させて前記第3の重合体組成物が着色表面層を形成させる工程と;
からなることが好ましい。
【0033】
有色顔料を前記第1もしくは第3の重合体組成物に添加すると、前記積層品の原価を増大させるので、着色第1および第3層を同時に常に滲出させることは好ましくないが、第1と第3の層が十分に着色される長さの滲出が得られることが好ましく、そのため積層品の前記第3層を表面層として用いてから前記第1の層の着色を停止させることができるので、摩耗層の隣の第1層もしくは第3層のうちの一つと共に使用不可能な積層品[*つまり廃棄物]の量は全くないか、極めて少なくなっている。
【0034】
積層品が3つの重合体組成物からなる本発明の第1の実施態様の方法は従来の同時押出技法を用いて実施できる。表面層の色を変更したい時は、押出機に供給される第3の重合体組成物の配合を変更して所望の新しい色を提供してから前記第1の着色重合体組成物の配合物の供給を空にする。結果として前記同時押出積層品の第3の重合体層の色が十分に定着してから第1の着色重合体組成物中の色を滲出させる。本発明によれば、完全な同時押出積層品は前記第3の重合体組成物が着色表面層を形成し、また第1の着色重合体組成物が黒色重合体組成物層の下方に層を形成させるようにひっくり返すことができる。
【0035】
前記第1と第3の重合体組成物が、なるべくならその色を例外として事実上同一の配合であって、そのため第3の重合体配合物と第1の着色重合体配合物が交換できる。
【0036】
フィルムをひっくり返す時に、第1と第3の単層を相互交換できるようにするため、第1と第3の重合体組成物の各々に同一量の充填剤をもたせることが好ましい。しかしながら前記第1と第3の重合体組成物中の充填剤含量が、例えば重量比で70%と多いので、フィルムがカールする原因となる。本発明の一実施例では、裏打フィルムが第1の重合体組成物中重量比で70%、第3の重合体組成物中の充填剤含量が重量比で50%で押出しできる。第3の単層の色を変える時、充填剤含量もタイルをひっくり返す時のように変えることができ、そのため第3の単層が第1の着色単層を形成し、第3の単層の充填剤の含量が一層高くなる。第1の重合体組成物の充填剤含量は前記第3の重合体組成物の充填剤含量を増大させて裏打層のカールの発生を防ぐ時、減少させることができる。
【0037】
充填剤はさらに第2の重合体組成物中に誘導させて、第1と第3の重合体組成物に対する付着力を増大させることができる。
【0038】
第1の裏打層と事実上同一の厚さの第2の裏打層が提供できる。
【0039】
本発明の第7の実施態様の床おおいにおける摩耗層の厚さは、なるべくなら50乃至1000ミクロン、さらに好ましくは250乃至750ミクロンの範囲内にすることが好ましい。装飾化粧層を1つ用いる場合、その厚さがなるべくなら25乃至125ミクロンの範囲内にすることが好ましい。裏打層の厚さも1乃至4mm、しばしば1.5乃至3mmの範囲にできる。従って第1と第2の裏打フィルムの厚さはその各々が0.5乃至2mmしばしば0.75乃至1.5mmの範囲にできる。これらの種々のフィルムと層と単層の厚さが床おおいの設計者と製造者の選択に委ねられ、本発明の実施には著しく重大なものでない。
【0040】
本発明の裏打フィルムと、前述のそれらを含む床おおいの重合体組成物は床おおいの製造に適するものとして周知のものであればなんでも差支えないが、裏打フィルムに用いられる重合体組成物は押出可能である必要がある。裏打フィルムに用いられる好ましい重合体組成物はエチレン/酢酸ビニルもしくはエチレン/アクリル酸アルキル系組成物、例えばメチルもしくはアクリル酸ブチル、共重合体を含む。これらの重合体組成物は一般に重量比で少くとも10、なるべくなら少くとも20%の全充填剤と顔料からなる。これらの重合体組成物は重量比で少くとも約50%、なるべくなら少くとも約60%、しばしば約65%の1つ以上の充填剤、例えば炭酸カルシウム、酸化アルミニウム三水和物もしくはカオリンを含むなるべくなら高充填重合体組成物であることが好ましい。前記重合体組成物は重量比で最高約75%の充填剤を含むことができる。裏打フィルムに用いられ、表面層に用いられる着色重合体組成物を含む重合体組成物は、組成物が基準とおかれる重合体の100重量部(パーツ・パー・ハンドレッド、phr)当りのバインダー重合体の重量部で約5乃至約10部を含むことができる。適当なバインダー重合体はエチレン/アクリル酸アルキル/無水マレイン酸三元共重合体を含む。このようなバインダー重合体は他の方法で達成できるより高率の組入れを可能にし、またフィルム間の付着の促進に役立つ。表面層組成物は充填物のほかに顔料を含む;例えば1乃至20phr、しばしば約10phrの白色顔料、例えば二酸化チタンを含むことができる。裏打フィルムに用いられる“黒色”重合体組成物は、一般に1乃至5prh、しばしば約3phrの黒色顔料、例えばカーボンブラックを含む。
【0041】
本発明はその第6の実施態様で、次の工程からなる床タイル製造の方法を提供する:
(i)本発明の同時押出積層品を引出す工程と;
(ii)前記積層品を適当な形状に切断する工程と;
からなるものである。
【0042】
本発明はその第7の実施態様で、次の工程からなる弾性床おおいを置く方法を提供する:(i)前記第6の実施態様のタイルを部屋の床に固定する工程と;
(ii)前記タイルを研磨して仕上げる工程と;
からなる。
【0043】
なるべくなら前記タイルが接着剤により床に固定されることが好ましい。
【0044】
好ましくは前記タイルがワックスもシリコーン系艶出剤で磨かれることである。
【0045】
高いレベルで顔料ならびに充填剤、例えば重量比で約40%以上を含む重合体組成物は、それらを押出した時に層成されるダイリップの問題で苦しむことが観察された。少量の高率充填重合体組成物は押出しの時点でフィルムの本体からそらされて、前記リップの縁に沿ってダイの面に付着する。この層形成材料は継続的な熱条件に対する暴露により分解されることがある。それは結局前記ダイリップから引離されて前記フィルムに付着することになり、それが艶出ロールの間を通される時、フィルムの中に埋封されることになる。これは結果として低品質のフィルムの生産をもたらす。
【0046】
本発明は従って、第8の実施態様において弾性床おおいに裏打層としての組入れ用フィルムの製造の方法を提供するもので、(a)重量比で約30%以上の全顔料と充填剤を含む着色第1重合体組成物と、(b)“黒色”第2重合体組成物と、そして(c)重量比で約30%以上の全顔料と充填剤を含む第3の重合体組成物とが同時押出されて、裏打層として用いられるフィルム積層品を形成させることを特徴とする。前記着色第1重合体組成物が黒を含むどのような色のものでも差支えない。
【0047】
本発明の第9の実施態様の方法は、裏打フィルムが充填度の比較的低い外側単層の間に高充填度の心からなるサンドイッチとして生産されるという利点を備える。層形成されたダイリップの問題の発生は従って防止できる。本発明の第9の実施態様は本発明の先行の実施態様のいずれとも組合せて使用できる。すなわち三層裏打フィルムもそれに従って生産できる。
【0048】
本発明は第10の実施態様において、弾性床おおいに裏打層としての組入れに適したフィルムを提供するもので、それが、(a)重量比で約30%以下の全顔料と充填剤を含む着色第1重合体組成物と、(b)“黒色”第2の重合体組成物と、そして(c)重量比で約30%以下の全顔料と充填剤を含む第3の重合体組成物との同時押出積層品であることを特徴とする。
【0049】
本発明はその第11の実施態様において、摩耗層と裏打層からなり、前記裏打層が本発明の第10の実施態様によるフィルムからなることを特徴とする弾性床おおいを提供する。前記摩耗層は透明もしくは半透明である。前記床おおいは、なるべくなら前記摩耗層とフィルムの間に装飾層として挿入される化粧層から特別になることが好ましい。
【0050】
本発明は弾性床おおいの次の工程:
(i)(a)重量比で約30%以下の全顔料と充填剤を含む着色第1重合体組成物と、(b)“黒色”第2重合体組成物と、そして(c)重量比で約30%以下の全顔料ならびに充填物を含む第3の重合体組成物とを同時押出して裏打積層品を形成する工程と;そして、
(ii)透明もしくは半透明摩耗層と裏打フィルム積層品を同時に積層し、それにより前記着色第1重合体組成物が摩耗層を通して見られるようにする工程と;
を含む弾性床おおいの製造の方法を提供する。
【0051】
前記着色第1の重合体組成物は、例えばエチレン/アクリル酸アルキル共重合体を基材にすることができる。それは一般に重量比で約10乃至30%、しばしば約20%の全充填剤と顔料を含む。白色組成物は重量比で1乃至20%、しばしば約10%の二酸化チタンを含む。黒色組成物は重量比で1乃至5%、しばしば約3%のカーボンブラックを含むことができる。前記着色第1重合体組成物に用いられる充填剤は高充填率の重合体組成物について上に述べた充填剤のいずれでも差支えない。前記着色第1単層の厚さは、なるべくなら約10乃至約150ミクロンの範囲、しばしば約50ミクロンであることが好ましい。前記“黒色”の第2重合体組成物は高充填率の黒色重合体組成物で上述した通りで、対応単層の厚さは約500乃至約1000ミクロンにできる。第3の重合体組成物は、例えばポリエチレンもしくはその他の適当な重合体と共重合体を基材にできる。それは前記着色第1重合体組成物で述べた充填剤と顔料を含み、またしばしば黒色である。前記第3の単層の厚さは約10乃至約150ミクロンの範囲、しばしば約20ミクロンにできる。
【0052】
必要に応じて、本発明の複合裏打フィルムのいずれかが隣接する単層の間に同時押出フィルムの在来の方法で入れる接着中間層を備える。
【0053】
本発明の床おおいの摩耗層は周知の種類のもので差支えなく、また一般に1つ以上の圧延もしくは押出フィルムからなり、なるべくなら透明もしくは半透明であることが好ましい。前記摩耗層の製造用の好ましい材料はSURLYN型(デュポン社の商標)のイオノマーを含む。前記材料は米国特許第A−3,264,272号ならびに第A−3,322,734号に述べられている。本発明の床おおいは板もしくはタイル状にして用いることができる。
【0054】
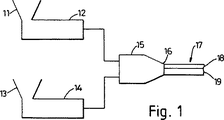
図1を参照すると、第1の着色重合体組成物がホッパー11からスクリュー押出機12に供給され、その中で溶融され、またそれから供給区15に送られる。
黒色(なかなかあせない黒、例えばカーボンブラック顔料)重合体組成物がホッパー13からスクリュー押出機14に供給され、そこでそれが溶融され、またそれから前記供給台15に供給される。前記溶融重合体組成物は前記供給台15内で組合されて、ダイ16に20m/分で通して押出されて、厚さが250ミクロンの第1の着色層18と、厚さが660ミクロンの黒色層19からなる同時押出単層17を生成する。前記第1の着色重合体組成物はエチレン/アクリル酸メチル(EMA)とエチレン/アクリル酸ブチル(EBH)共重合体の混合物を基材にしており、このような混合物は通常EDA重合体と称せられる。適切なEDA重合体はエルフ−アトケム(Elf−Atochem)社からLotrylの商標で入手できる。前記第1の着色重合体組成物は重量比で10%の二酸化チタンと重量比で20%の炭酸カルシウム(商標CalmoteMGでクロクストン・アンド・ギャリー・リミテッド(Croxton & Garry Limited)から入手可能))からなる。前記黒色重合体組成物はEDAを基材にし、重量比で3%のカーボンブラックと重量比で20%のCalmoteMGを基材にしている。
【0055】
第1の重合体組成物の色の変更が望ましい時は、ホッパー11からスクリュー12に供給される第1の着色重合体組成物の配合を変えることである。前記第1の着色重合体/層18の色は元の色から中間色相を通って新しい色のそれに着実に変化する。前記中間着色単層17は前記第2の裏打フィルム28(図2参照)としての特別の加工なしに即時使用できる。前記中間着色層は前記着色層29を形成し、色が重大でない複合積層床おおいの中心に向って配置される。
【0056】
図2を参照すると、熱張合せに容易に耐えられるようアセンブルされ、それにより本発明による床おおいを生産するフィルムの堆積は次の層とフィルムから以下の逐次順序でなる:
(1)イオノマー樹脂(亜鉛イオンで部分的に中和させたエチレン/メタクリル酸共重合体でデュポンから“SURLYN”の商標で入手できる)でポリオレフィン系化合物、例えばWO第A−95/08593号で述べられたトリメチロールプロパントリメタクリレートを任意に含み、その各々のフィルムの厚さが290ミクロンの2つの押出フィルム22、23からなる透明の摩耗層21と;
(2)厚さがしばしば75乃至100ミクロンで装飾模様を印刷した押出イオノマーフィルムである化粧層24と;
(3)本発明により第1の着色単層26と第1の黒色単層27からなる同時押出フィルム(その製法は図1に関連し既に述べられた)と;そして、
(4)厚さが250ミクロンの第2の着色単層29と厚さが660ミクロンの第2の黒色単層からなる同時押出フィルムである第2の裏打フィルム28。
【0057】
前記摩耗層21は同時押出されるか、あるいは同時に積層された2つの押出フィルム22、23からなることができる。化粧層は、例えばアクリレート重合体もしくは摩耗層フィルム22、23で述べられたイオノマー樹脂を基材にすることができる。
第2の裏打フィルム28は第1の裏打フィルム25と同一の方法で生産される。第2の黒色単層30は第1の黒色単層27と同一組成物のものである。第2の着色単層29は前記第1と第2の黒色単層27、30と同一組成物のものであるか、あるいは前記第1の着色単層26と同一組成物のものでできる。後者の場合、前記第2の着色単層29は色もしくは外見では第1の着色単層26と比較すれば標準以下である。1つ以上のフィルムと層21、24、25、28の表面は付着促進処理、例えば火災処理もしくはコロナ放電にかけた後、貼合せを行うことができる。印刷模様は定着剤を被覆してフィルム25に対する十分な付着を確実にすることができる。
【0058】
図3を参照すると、第1の着色重合体組成物がホッパー41からスクリュー押出機42に供給され、その中で前記組成物が溶融され、またそれから前記組成物が供給台47に供給される。“黒色”の第2重合体組成物がホッパー43からスクリュー押出機に供給され、その中で前記組成物が溶融され、またそれから前記組成物が前記供給台47に供給される。第3の重合体組成物がホッパー45からスクリュー押出機46に供給され、その中で前記組成物が溶融され、またそれから前記組成物が前記供給台47に供給される。この溶融重合体組成物が前記供給台47内で組合されてダイ48を20m/分で押出されて、厚さが50ミクロンの着色第1層50と、厚さが840ミクロンの黒色第2(中間)層51と、そして厚さが20ミクロンの第3の層52からなる同時押出積層品49を生産する。
前記第1の着色重合体組成物は前記着色単層26に対して上述された通りである。前記黒色の第2重合体組成物は重量比で30%のEDA(エルフ−アトケム社のLOTRYLの商標で販売)と、42%の炭酸カルシウムと、25%のカオリンと、そして3%のカーボンブラックとからなる。必要に応じて、再循環させた材料を含んでも差支えない。前記第3の重合体組成物は黒色単層27もしくは着色単層26で上述した通りである。
【0059】
隣接重合体組成物の粘度が著しく異なる、例えば2以上の率だけ異なる場合、別の公知の同時押出技法が、例えば供給台の代りに多重マニホールドダイを用いて好まれる。
【0060】
前記第1と第3の重合体組成物が事実上同一である前記第1の着色層50の色を変更したい時は、ホッパー48からスクリュー46に供給される第3の重合体組成物の配合を変えて、新しい色を供給してからホッパー42よりスクリュー42に送られる第1の重合体組成物の配合物の供給を空にして、前記第3層52の色が十分定着してから前記第1の着色重合体組成物に対する色の供給が流れ出るようにする。前記同時押出積層品をその後、ひっくり返して前記第3の重合体組成物が第1の着色層を提供するようにする。
【0061】
図4は熱貼付けに容易に耐えられるようアセンブルして、それにより本発明による床おおいを生産し、次の層から以下の逐次順序でなるフィルムの堆積を示す:
(i)図2に示された摩耗層21と同一の透明摩耗層61と;
(ii)図2の化粧層と同一の化粧層24と;
(iii)本発明による第1の着色単層66と、黒色単層と、そして第3の単層とからなり、製造法が図3を参照してすでに述べられた同時押出フィルムである裏打フィルム65。
【0062】
図5は熱貼付けに容易に耐えられるようアセンブルされ、それにより本発明による床おおいを生産し、また次の層から以下の逐次順序でなるフィルムの堆積を示す:
(i)図3にある摩耗層61と同一の透明摩耗層71と;
(ii)図3の化粧層64と同一の化粧層74と;
(iii)本発明による、第1の着色単層78と、黒色単層77と、そして第3の単層からなり、製造法については図3を参照してすでに述べられた同時押出フィルムである第1の裏打フィルム75と;そして、
(iv)第2の着色単層80と、黒色単層81とそして第3の単層82からなる同時押出フィルムである第2の裏打フィルム78。
【0063】
前記第2の裏打フィルム78は第1の裏打フィルム75と同一の方法で生産される。第2の黒色単層81は第1の黒色単層77と同一のものである。前記第2の着色単層は第1と第2の黒色単層77、81もしくは第1の着色単層76と同一もしくは類似の組成物のものにできる。後者の場合、第2の着色単層は前記第1の着色単層76と比較すれば色もしくは外見では標準以下である。
【0064】
図4にあるフィルムと層61、64、65と、図5にあるフィルムと層71、74、75、78の1つ以上の表面は付着促進処理、例えば火災処理もしくはコロナ放電にかけてから貼付けることができる。前記化粧層64、74は前記層64、74の下面に配置でき、またこの表面を定着剤で被覆してフィルム65、75への十分な付着を確実にできる。
【0065】
一般には、図1と3により示された方法により生産される積層品が様々な形状のタイルに切断でき、また建築物の中の弾性床おおいの形成に用いられる。このタイルは接着剤の使用により建築物の床に固定され、いったん設置されるとすぐ、この弾性床おおいはワックス系もしくはシリコーン系艶出剤で艶出しされて安全かつ魅力ある仕上げを提供する。
【図面の簡単な説明】
【0066】
本発明はここで添付図面を参照してより詳細に説明されるだろう。
【図1】本発明による同時押出裏打フィルムの製造を略図で示す図である。
【図2】本発明による弾性床おおいの製造に適するフィルムのアセンブリーを示し、その中の裏打層が図1に示された方法により製造されたものを示す図である。
【図3】本発明による同時押出裏打フィルムの別の種類の製造を略図で示す図である。
【図4】本発明による弾性床おおいの製造に適するフィルムのアセンブリーを示し、その中の単一裏打層に図3に示された方法で製造されたものを示す図である。
【図5】本発明による弾性床おおいの製造に適したフィルムのアセンブリーを示し、その中の裏打層が図3に示された方法により製造されたものを示す図である。
Claims (15)
- 摩耗層並びに裏打層を有する弾性床おおいであり、前記裏打層は少なくとも1種の裏打フィルムから成り、前記裏打フィルムは少なくとも第1及び第2の重合体組成物から成り、
且つ、前記摩耗層に最も近い位置で使用される前記裏打フィルムを表面層とした場合において、
前記弾性床おおい中に存在する前記表面層の色を該表面層の押出成形工程で変える弾性床おおいの製造方法であって、
前記製造方法が:
(i)前記積層品の中の前記第1の重合体組成物の配合物を変えて新規の色を提供して、前記色が中間の着色重合体組成物を経て最初の着色重合体組成物から新規の着色重合体組成物へ変えられる工程と;
(ii)前記中間の着色重合体組成物を含む積層品を前記弾性床おおいの前記裏打層に使用して、前記中間の着色重合体組成物は前記摩耗層から離されて前記摩耗層を通して見えない位置に配置される工程と、
から成ることを特徴とする廃棄物の出ない弾性床おおいの製造方法。 - (i)第1の色の第1の重合体組成物と“黒色”重合体組成物である第2の重合体組成物とを同時押出をして第1の裏打フィルムとして役立つ積層品を形成する工程と、
(ii)新規の色を提供するため前記積層品の中の前記第1の着色重合体組成物の配合物を変えて、前記色が中間色相を経て第1の色から新規の色へ変えられる工程と、
(iii)摩耗層、第1の裏打フィルム及び第2の裏打フィルムを順次含む弾性床おおいの中で前記第2の裏打フィルムとして、第1の重合体組成物の色が新規の色から変えられた時に、前記中間着色積層品を使用する工程と、
からなり、第1及び第2の裏打フィルムを有することを特徴とする請求項1記載の廃棄物の出ない弾性床おおいの製造方法。 - (i)第1の色の供給を含む第1の重合体組成物と“黒色”重合体組成物である第2の重合体組成物と、第3の重合体組成物とを同時押出をして第1の裏打フィルムとして役立つ積層品を形成する工程と、
(ii)前記第1の重合体組成物の配合物への第1の色の供給を停止するのに先立って、前記第3の重合体組成物の配合物を変えて新規の色を提供して、前記第1の重合体組成物の前記色が変えられる前に前記第3の重合体組成物の前記色が確定される工程と、
(iii)前記第3の重合体組成物から形成された積層品の部分が前記着色表面層を形成するように前記同時押出積層品を裏返しする工程と、
からなり、少なくとも1種の裏打フィルムを有することを特徴とする請求項1記載の廃棄物の出ない弾性床おおいの製造方法。 - 請求項1に記載の弾性床おおいの製造方法によって作成された弾性床おおい内の裏打層に組入れるフィルムの製造方法において、少なくとも第1及び第2の重合体組成物が押出されて裏打層内で使用されるフィルム積層品を形成することを特徴とする廃棄物の出ない弾性床おおいの製造方法。
- 第1及び第2の重合体組成物を含む2種の重合体組成物が存在し、前記第1の重合体組成物は着色重合体組成物であることを特徴とする請求項4記載の廃棄物の出ない弾性床おおいの製造方法。
- 前記第2の重合体組成物が遮蔽色に着色されることを特徴とする請求項5記載の廃棄物の出ない弾性床おおいの製造方法。
- 第1、第2及び第3の重合体組成物を含む3種の重合体組成物が存在することを特徴とする請求項4記載の廃棄物の出ない弾性床おおいの製造方法。
- 請求項1に記載の弾性床おおいの製造方法によって作成された弾性床おおい内の裏打層に組入れるのに好適なフィルムにおいて、少なくとも2種の重合体組成物の同時押出積層品であることを特徴とするフィルム。
- 2種の重合体組成物から成るフィルムにおいて、前記フィルムが、(a)第1の着色重合体組成物と(b)“黒色”重合体組成物である第2の重合体組成物との同時押出積層品であることを特徴とする請求項8記載のフィルム。
- 透明又は半透明摩耗層及び裏打層から成る請求項1に記載の弾性床おおいの製造方法によって作成された弾性床おおいにおいて、前記裏打層が、摩耗層から逐次順序で、少なくとも2種の重合体組成物の同時押出積層品である少なくとも1種の裏打フィルムから成ることを特徴とする弾性床おおい。
- 前記裏打層が、前記摩耗層から逐次順序で、(a)(aa)前記摩耗層を通して表面層として見える第1の着色重合体組成物と(ab)“黒色”重合体組成物である第2の重合体組成物との2種の重合体組成物の同時押出積層品である第1の裏打フィルム、及び(b)第1の裏打フィルムと実質的に同じ厚さの第2の裏打フィルムから成ることを特徴とする請求項10記載の弾性床おおい。
- 前記第2の裏打フィルム(b)が、(ba)第2の着色重合体組成物と(bb)“黒色”重合体組成物である第2の重合体組成物との同時押出積層品であることを特徴とする請求項11記載の弾性床おおい。
- 前記裏打層が、前記摩耗層から逐次順序で、(aa)前記摩耗層を通して表面層として見える第1の着色重合体組成物と(ab)“黒色”重合体組成物である第2の重合体組成物と(ac)第3の重合体組成物との3種の重合体組成物の同時押出積層品である第1の裏打フィルムから成ることを特徴とする請求項10記載の弾性床おおい。
- 第2の裏打フィルム(b)が設けられることを特徴とする請求項13記載の弾性床おおい。
- 前記第2の裏打フィルム(b)が、(ba)第2の着色重合体組成物と(bb)“黒色”重合体組成物である第2の重合体組成物と(bc)第3の重合体組成物との同時押出積層品であることを特徴とする請求項13又は14記載の弾性床おおい。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9523780.6 | 1995-11-21 | ||
| GBGB9523780.6A GB9523780D0 (en) | 1995-11-21 | 1995-11-21 | Floor coverings |
| PCT/GB1996/002860 WO1997018949A1 (en) | 1995-11-21 | 1996-11-20 | Floor coverings |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006309722A Division JP2007051546A (ja) | 1995-11-21 | 2006-11-15 | 廃棄物の出ない弾性床おおいの製造方法、そのフィルム及びその弾性床おおい |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2000517385A JP2000517385A (ja) | 2000-12-26 |
| JP2000517385A5 JP2000517385A5 (ja) | 2004-10-28 |
| JP3935207B2 true JP3935207B2 (ja) | 2007-06-20 |
Family
ID=10784208
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP51950197A Expired - Lifetime JP3935207B2 (ja) | 1995-11-21 | 1996-11-20 | 廃棄物の出ない弾性床おおいの製造方法、そのフィルム及びその弾性床おおい |
| JP2006309722A Pending JP2007051546A (ja) | 1995-11-21 | 2006-11-15 | 廃棄物の出ない弾性床おおいの製造方法、そのフィルム及びその弾性床おおい |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006309722A Pending JP2007051546A (ja) | 1995-11-21 | 2006-11-15 | 廃棄物の出ない弾性床おおいの製造方法、そのフィルム及びその弾性床おおい |
Country Status (7)
| Country | Link |
|---|---|
| US (3) | US6007892A (ja) |
| EP (1) | EP0865363B1 (ja) |
| JP (2) | JP3935207B2 (ja) |
| AT (1) | ATE235374T1 (ja) |
| DE (1) | DE69627009T2 (ja) |
| GB (1) | GB9523780D0 (ja) |
| WO (1) | WO1997018949A1 (ja) |
Families Citing this family (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6291048B1 (en) * | 1999-02-16 | 2001-09-18 | Eastman Chemical Company | Polymeric based carpet |
| US7763345B2 (en) | 1999-12-14 | 2010-07-27 | Mannington Mills, Inc. | Thermoplastic planks and methods for making the same |
| US8028486B2 (en) | 2001-07-27 | 2011-10-04 | Valinge Innovation Ab | Floor panel with sealing means |
| FR2836088B1 (fr) * | 2002-02-15 | 2006-06-23 | Pennel Ind Sa | Revetement imprime a base de deux couches polyolefiniques |
| JP3992141B2 (ja) * | 2002-05-31 | 2007-10-17 | 大日本印刷株式会社 | 床材及びその製造方法 |
| US7550192B2 (en) * | 2003-04-30 | 2009-06-23 | Congoleum Corporation | Resilient floor tile |
| US20060251853A1 (en) * | 2005-05-09 | 2006-11-09 | Ingram William O Iii | Method and apparatus for making carpet |
| US20070141316A1 (en) * | 2005-12-19 | 2007-06-21 | Mcgrath Ralph D | Tri-extruded WUCS glass fiber reinforced plastic composite articles and methods for making such articles |
| SE530653C2 (sv) | 2006-01-12 | 2008-07-29 | Vaelinge Innovation Ab | Fuktsäker golvskiva samt golv med ett elastiskt ytskikt omfattande ett dekorativt spår |
| BE1017157A3 (nl) | 2006-06-02 | 2008-03-04 | Flooring Ind Ltd | Vloerbekleding, vloerelement en werkwijze voor het vervaardigen van vloerelementen. |
| US20090274919A1 (en) * | 2008-04-30 | 2009-11-05 | Dong Tian | Biobased Resilient Floor Tile |
| BE1018680A5 (nl) | 2008-12-19 | 2011-06-07 | Flooring Ind Ltd Sarl | Werkwijzen voor het vervaardigen van panelen en paneel hierbij bekomen. |
| NL2003019C2 (nl) | 2009-06-12 | 2010-12-15 | 4Sight Innovation Bv | Vloerpaneel en vloerbedekking bestaande uit meerdere van dergelijke vloerpanelen. |
| US11725395B2 (en) | 2009-09-04 | 2023-08-15 | Välinge Innovation AB | Resilient floor |
| US8365499B2 (en) | 2009-09-04 | 2013-02-05 | Valinge Innovation Ab | Resilient floor |
| SI2339092T1 (sl) | 2009-12-22 | 2019-08-30 | Flooring Industries Limited, Sarl | Postopek za izdelavo pokrivnih plošč |
| KR101974216B1 (ko) * | 2010-04-30 | 2019-04-30 | 쇼 인더스트리즈 그룹, 인코포레이티드 | 비-비닐 탄성 플로어링 제품 및 그 제조 방법 |
| US8925275B2 (en) | 2010-05-10 | 2015-01-06 | Flooring Industries Limited, Sarl | Floor panel |
| BE1019501A5 (nl) | 2010-05-10 | 2012-08-07 | Flooring Ind Ltd Sarl | Vloerpaneel en werkwijze voor het vervaardigen van vloerpanelen. |
| BE1019331A5 (nl) | 2010-05-10 | 2012-06-05 | Flooring Ind Ltd Sarl | Vloerpaneel en werkwijzen voor het vervaardigen van vloerpanelen. |
| GB201016795D0 (en) * | 2010-10-06 | 2010-11-17 | Amtico Company The Ltd | Improved backing layers for floor covering |
| PL2463116T3 (pl) * | 2010-12-08 | 2014-04-30 | Unilin Bvba | Sposób wytwarzania panelu zawierającego warstwę odporną na zużycie |
| US10538016B2 (en) | 2012-05-31 | 2020-01-21 | Aladdin Manufacturing Corporation | Methods for manufacturing bulked continuous carpet filament |
| US9630353B2 (en) | 2012-05-31 | 2017-04-25 | Mohawk Industries, Inc. | Method of manufacturing bulked continuous filament |
| US10487422B2 (en) | 2012-05-31 | 2019-11-26 | Aladdin Manufacturing Corporation | Methods for manufacturing bulked continuous filament from colored recycled pet |
| US10695953B2 (en) | 2012-05-31 | 2020-06-30 | Aladdin Manufacturing Corporation | Methods for manufacturing bulked continuous carpet filament |
| US11045979B2 (en) | 2012-05-31 | 2021-06-29 | Aladdin Manufacturing Corporation | Methods for manufacturing bulked continuous filament from recycled PET |
| US8597553B1 (en) | 2012-05-31 | 2013-12-03 | Mohawk Industries, Inc. | Systems and methods for manufacturing bulked continuous filament |
| US10532495B2 (en) | 2012-05-31 | 2020-01-14 | Aladdin Manufacturing Corporation | Methods for manufacturing bulked continuous filament from recycled PET |
| US9636860B2 (en) | 2012-05-31 | 2017-05-02 | Mohawk Industries, Inc. | Method of manufacturing bulked continuous filament |
| US9121182B2 (en) * | 2013-09-25 | 2015-09-01 | George Atkinson | Weight room flooring system |
| US9765531B2 (en) | 2014-01-08 | 2017-09-19 | George Atkinson | Weight room floor covering |
| EP3169532B1 (en) | 2014-07-16 | 2023-08-30 | Välinge Innovation AB | Method to produce a thermoplastic wear resistant foil |
| JP6561254B2 (ja) * | 2015-07-10 | 2019-08-21 | 川上産業株式会社 | 合成樹脂製中空板、その製造装置及び製造方法、並びに押出成形装置 |
| US10751915B2 (en) | 2016-11-10 | 2020-08-25 | Aladdin Manufacturing Corporation | Polyethylene terephthalate coloring systems and methods |
| US20180127893A1 (en) * | 2016-11-10 | 2018-05-10 | Mohawk Industries, Inc. | Polyethylene terephthalate coloring systems and related methods |
| HUE062402T2 (hu) | 2017-01-30 | 2023-10-28 | Aladdin Mfg Corp | Eljárások ömlesztett folytonos szál sínezett reciklált PET-bõl történõ elõállítására |
| US11279071B2 (en) | 2017-03-03 | 2022-03-22 | Aladdin Manufacturing Corporation | Method of manufacturing bulked continuous carpet filament |
| NL2018781B1 (en) | 2017-04-26 | 2018-11-05 | Innovations4Flooring Holding N V | Panel and covering |
| GB2565531B (en) | 2017-07-31 | 2022-05-04 | The Amtico Company Ltd | Film for floor coverings |
| EP3681684B1 (en) | 2017-09-15 | 2022-11-02 | Aladdin Manufacturing Corporation | Method for manufacturing a bulked continuous carpet filament |
| BE1025875B1 (nl) | 2018-01-04 | 2019-08-06 | Unilin Bvba | Werkwijzen voor het vervaardigen van panelen |
| US11242622B2 (en) | 2018-07-20 | 2022-02-08 | Aladdin Manufacturing Corporation | Bulked continuous carpet filament manufacturing from polytrimethylene terephthalate |
| JP7337528B2 (ja) * | 2019-03-28 | 2023-09-04 | 株式会社Lixil | 建材およびその製造方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4011358A (en) * | 1974-07-23 | 1977-03-08 | Minnesota Mining And Manufacturing Company | Article having a coextruded polyester support film |
| FR2415535A1 (fr) * | 1978-01-30 | 1979-08-24 | Ato Chimie | Feuilles thermoplastiques multicouches |
| JPS606429B2 (ja) * | 1980-11-14 | 1985-02-18 | ロンシール工業株式会社 | 内装材 |
| JPS57149564A (en) * | 1981-03-06 | 1982-09-16 | Mitsui Polychemicals Ltd | Production of sound-proof carpet |
| EP0264708A1 (de) * | 1986-10-11 | 1988-04-27 | ER-WE-PA Maschinenfabrik und Eisengiesserei GmbH | Verfahren und Vorrichtung zum Extrudieren einer mehrschichtigen Folienbahn aus thermoplastischem Kunststoffmaterial |
| LU87402A1 (fr) * | 1988-12-06 | 1990-07-10 | Eurofloor Sa | Procede de production de revetements de sols ou de murs et produits obtenus |
| US5240751A (en) * | 1989-08-24 | 1993-08-31 | Aeroquip Corporation | Decorative plastic trim strip |
| US5087488A (en) * | 1989-10-19 | 1992-02-11 | Aeroquip Corporation | Method and apparatus for forming a plastic article with an overlay of varying thickness having a shaded color appearance |
| CA2031780C (en) * | 1989-12-07 | 1995-10-17 | Thomas Joseph Saloom | Method and product for extruding plastic with accent color pattern |
| FR2657893B1 (fr) * | 1990-02-08 | 1993-04-02 | Rhone Poulenc Fibres | Nontisses de filaments continus synthetiques dont au moins une partie a proprietes de surface modifiees, procede pour leur fabrication et leurs applications. |
| US5221394A (en) * | 1990-06-08 | 1993-06-22 | Avery International Corporation | Method for manufacturing backed, pressure-adherent industrial carpeting |
| DE9015306U1 (de) * | 1990-11-07 | 1992-03-12 | Röhm GmbH, 6100 Darmstadt | Extrudierte Kunststoffbahn mit walzengeglätteter Oberfläche |
| US5304272A (en) * | 1991-08-12 | 1994-04-19 | American Biltrite, Inc. | Method for manufacture of process printed surface covering |
| US5240530A (en) * | 1992-02-10 | 1993-08-31 | Tennessee Valley Performance Products, Inc. | Carpet and techniques for making and recycling same |
| US5334450A (en) * | 1992-05-20 | 1994-08-02 | The Dow Chemical Company | Weatherable styrenic film structures with intermediate tie layer and laminates thereof |
| US5439725A (en) * | 1993-04-20 | 1995-08-08 | Masland Of Wisconsin, Inc. | Floor mat for an overland vehicle |
| DE4313037C2 (de) * | 1993-04-21 | 1997-06-05 | Pegulan Tarkett Ag | Mehrlagig aufgebauter thermoplastischer Fußbodenbelag auf Polyolefinbasis sowie Verfahren zu dessen Herstellung |
| US5728476A (en) * | 1993-09-20 | 1998-03-17 | The Amtico Company Limited | Floor coverings |
| US5466320A (en) * | 1994-05-09 | 1995-11-14 | Oscoda Plastics, Inc. | Making a cushiony decorative tile or cover product from extruded recycled membrane with discrete fibers randomly dispersed therein |
-
1995
- 1995-11-21 GB GBGB9523780.6A patent/GB9523780D0/en active Pending
-
1996
- 1996-11-20 WO PCT/GB1996/002860 patent/WO1997018949A1/en active IP Right Grant
- 1996-11-20 EP EP96939177A patent/EP0865363B1/en not_active Expired - Lifetime
- 1996-11-20 AT AT96939177T patent/ATE235374T1/de not_active IP Right Cessation
- 1996-11-20 JP JP51950197A patent/JP3935207B2/ja not_active Expired - Lifetime
- 1996-11-20 DE DE69627009T patent/DE69627009T2/de not_active Expired - Lifetime
- 1996-11-21 US US08/754,579 patent/US6007892A/en not_active Expired - Lifetime
-
1998
- 1998-01-23 US US09/012,442 patent/US6103044A/en not_active Expired - Lifetime
-
2000
- 2000-05-23 US US09/453,940 patent/US6589379B1/en not_active Expired - Lifetime
-
2006
- 2006-11-15 JP JP2006309722A patent/JP2007051546A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US6589379B1 (en) | 2003-07-08 |
| EP0865363B1 (en) | 2003-03-26 |
| EP0865363A1 (en) | 1998-09-23 |
| US6103044A (en) | 2000-08-15 |
| JP2000517385A (ja) | 2000-12-26 |
| DE69627009D1 (de) | 2003-04-30 |
| JP2007051546A (ja) | 2007-03-01 |
| GB9523780D0 (en) | 1996-01-24 |
| US6007892A (en) | 1999-12-28 |
| DE69627009T2 (de) | 2004-01-15 |
| WO1997018949A1 (en) | 1997-05-29 |
| ATE235374T1 (de) | 2003-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3935207B2 (ja) | 廃棄物の出ない弾性床おおいの製造方法、そのフィルム及びその弾性床おおい | |
| US9359773B2 (en) | Non-vinyl resilient flooring product and methods of making same | |
| EP0132316B1 (en) | Multi-layer plastics structures and apparatus and methods for their manufacture | |
| CA2804100C (en) | A panel comprising a polymeric composite layer and a method of manufacturing such panel | |
| KR100870365B1 (ko) | 컬러 티피유(tpu)층을 가지는 다층 시트의 제조방법 및 상기 방법으로 제조된 다층 시트 | |
| RU2687946C1 (ru) | Профиль кромки для материала в виде плиты и материал в виде плиты | |
| US9663957B2 (en) | Floor covering and films for use therewith | |
| US20210363762A1 (en) | Foamed floor with wood texture | |
| EP0865351B1 (en) | Floor coverings and films for use therein | |
| US5316861A (en) | Process for producing floor or wall coverings and products obtained | |
| CA2798195A1 (en) | Pvc-free flooring and method of manufacture | |
| CN101512080A (zh) | 地板覆盖物以及用于它的膜 | |
| MXPA96005647A (en) | Rod to terminally weld, configured, to join residual floors | |
| JP2004084285A (ja) | 床材 | |
| CN201086921Y (zh) | 一种全塑透明彩色复合片材 | |
| CN1140477A (zh) | 由无卤塑料制成的带状软性面材料 | |
| US5997782A (en) | Multi-component composite material and method for producing a laminar multi-component composite material from a halogen compound-free flexible plastic | |
| JPH0715214B2 (ja) | ゴム床材を製造する方法 | |
| JPH058354A (ja) | パール加飾多層容器 | |
| JP2000213152A (ja) | 合成樹脂製床材およびその製造方法 | |
| JPS60231874A (ja) | 装飾材の製造方法 | |
| JPS6036454Y2 (ja) | 熱可塑性合成樹脂シ−ト | |
| JP2021059871A (ja) | 床材及びその製造方法 | |
| JPH01263046A (ja) | 積層体および積層容器 | |
| JPH11235779A (ja) | 合成樹脂製積層シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20031120 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20031120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051108 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20060206 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20060327 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060428 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060718 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061115 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20061130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070319 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110330 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120330 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120330 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130330 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140330 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |