JP3887497B2 - 表面処理用アルミニウム合金板およびその製造方法 - Google Patents
表面処理用アルミニウム合金板およびその製造方法 Download PDFInfo
- Publication number
- JP3887497B2 JP3887497B2 JP26692498A JP26692498A JP3887497B2 JP 3887497 B2 JP3887497 B2 JP 3887497B2 JP 26692498 A JP26692498 A JP 26692498A JP 26692498 A JP26692498 A JP 26692498A JP 3887497 B2 JP3887497 B2 JP 3887497B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- rolling
- less
- aluminum alloy
- orientation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910000838 Al alloy Inorganic materials 0.000 title claims description 39
- 238000004381 surface treatment Methods 0.000 title claims description 9
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000005096 rolling process Methods 0.000 claims description 67
- 239000013078 crystal Substances 0.000 claims description 38
- 238000000137 annealing Methods 0.000 claims description 21
- 238000009826 distribution Methods 0.000 claims description 20
- 239000010949 copper Substances 0.000 claims description 18
- 230000009467 reduction Effects 0.000 claims description 16
- 238000005097 cold rolling Methods 0.000 claims description 14
- 229910045601 alloy Inorganic materials 0.000 claims description 6
- 239000000956 alloy Substances 0.000 claims description 6
- 229910052802 copper Inorganic materials 0.000 claims description 6
- 238000002791 soaking Methods 0.000 claims description 4
- 238000004804 winding Methods 0.000 claims description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 3
- 229910052782 aluminium Inorganic materials 0.000 claims description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 3
- 239000012535 impurity Substances 0.000 claims description 3
- 229910000831 Steel Inorganic materials 0.000 claims 1
- 239000010959 steel Substances 0.000 claims 1
- 238000000034 method Methods 0.000 description 28
- 238000005098 hot rolling Methods 0.000 description 19
- 230000008569 process Effects 0.000 description 10
- 230000000694 effects Effects 0.000 description 9
- 238000005530 etching Methods 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 238000000265 homogenisation Methods 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 238000005315 distribution function Methods 0.000 description 4
- 238000000227 grinding Methods 0.000 description 4
- 230000006872 improvement Effects 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000001953 recrystallisation Methods 0.000 description 4
- 229920006395 saturated elastomer Polymers 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 238000002441 X-ray diffraction Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000002542 deteriorative effect Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 229910052748 manganese Inorganic materials 0.000 description 2
- 238000004626 scanning electron microscopy Methods 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- 238000004627 transmission electron microscopy Methods 0.000 description 2
- 229910052726 zirconium Inorganic materials 0.000 description 2
- 229910018191 Al—Fe—Si Inorganic materials 0.000 description 1
- 229910018575 Al—Ti Inorganic materials 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 238000007743 anodising Methods 0.000 description 1
- QZPSXPBJTPJTSZ-UHFFFAOYSA-N aqua regia Chemical compound Cl.O[N+]([O-])=O QZPSXPBJTPJTSZ-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- 229910052797 bismuth Inorganic materials 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 230000005465 channeling Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000002003 electron diffraction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 229910052720 vanadium Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
Images

Landscapes
- Metal Rolling (AREA)
Description
【発明の属する技術分野】
本発明は、陽極酸化処理等の表面処理等が施されて建築用内外装パネル、平版印刷版支持体、日用品、厨房用品等の素材として用いられる、或は表面を研磨・研削したり化学的または電気化学的なエッチング処理が施されて印刷版用支持体等の素材として用いられる表面処理用アルミニウム合金板、およびこうしたアルミニウム合金板を製造する為の有用な方法に関するものである。
【0002】
【従来の技術】
表面処理用として使用される工業純度の純アルミニウム系合金板(Al純度が99.0%以上)としては、JIS−1100、1200、1500等が知られており、その特性としては表面性状が優れていることが要求される。そしてこうした表面性状を評価する為の具体的な基準としては、▲1▼表面にグレインストリーク等の欠陥が生じない程度に表面品質が優れていることや、▲2▼加工後の表面においてリビングマークや肌荒れが発生しないこと、等が挙げられる。ここでグレインストリークとは、製品にアルマイト処理を施したときに表面に生じる筋状欠陥であり、リビングマークとは製品に絞り加工を施したときに圧延方向に沿って生じるしま状の凹凸である。
【0003】
ところで、この様なアルミニウム合金板の製造方法としては、DC鋳造(半連続鋳造)した合金鋳塊を、均質化処理、熱間圧延、冷間圧延および焼鈍等の工程によって、或は更に熱間圧延と冷間圧延の間に中間焼鈍を入れた工程によって製造されるのが一般的である。そして、こうした工程において上記▲1▼,▲2▼の様な要求特性を満足させる為に、これまで様々な工夫がなされている。
【0004】
例えば特開昭64−31954号には、熱間圧延で生じる繊維状組織は焼鈍を行なうだけでは集合組織として残存し、これがグレインストリーク発生の原因となることが示されている。そして、熱間圧延のパスとパスとの間で再結晶を起こさせて繊維状組織を消滅させる方法において、熱間圧延の各パスの圧下量できるだけ大きくすると共に圧延温度を上げることによって、グレインストリークの発生を防止できることが開示されている。またその為の具体的な処理条件として、全圧下量が50%を超えた後のパス間で300〜450℃の温度で1分間以上保持する処理が行われている。
【0005】
また特開平3−204104号、同5−9675号、同5−9674号および同4−23745号等には、グレインストリークの発生原因について上記特開昭64−31954号と同様の記載が認められるが、その解決手段としては、熱延後に高冷延率を図ることや焼鈍条件を工夫することが示されている。
【0006】
一方、建築用パネルや日用品等では、90°以上の曲げ加工、張り出し加工、絞り加工が行われるので、これらの用途に使用されるアルミニウム合金板は、成形加工性や加工後の表面品質に優れていることが必要であり、これらの特性を改善するには板材の結晶粒径の微細化が必要であるとされている。また絞り加工時に生じる肌荒は製品の再結晶粒径が大きいときに生じるとされており、再結晶粒径を小さくすることは上記した肌荒れを防止する上でも有用である。
【0007】
結晶粒径を微細化することによって表面性状を改善するという観点からなされた技術として、例えば特開平5−320839号の技術も提案されており、この技術では、化学成分組成を調整すると共に、最終冷間圧延や最終焼鈍条件等を制御することによって結晶粒径の微細化を達成することが開示されている。
【0008】
また印刷版用支持体等の素材として用いられる場合の様に、表面を研磨・研削したり化学的または電気化学的なエッチング処理を施されて使用されるアルミニウム合金板では、その研磨・研削むらやエッチングむらが生じるという問題がある。こうした問題を解決する技術として、例えば特開平7−224339号には、結晶粒の寸法や形状を制御することが開示されている。更に、アルミニウム板の板厚が薄いものが要求されるにつれて、例えば1mm以下のものでは、板の強度として、強度不足や強度のバラツキという問題も生じることになる。
【0009】
【発明が解決しようとする課題】
近年、アルミニウム合金板の表面品質については、要求される特性が益々厳しくなる傾向にあり、更に表面性状に優れた板が求められる様になっている。しかしながら、これまで提案されている技術の様に、熱延後の冷間圧延や焼鈍条件を制御したり、或は熱間圧延条件の一部の制御だけでは、こうした要求に十分に対応できるアルミニウム合金板を得ることができず、表面性状を更に改善する技術の確立が望まれているのが実情である。
【0010】
本発明は上記の様な事情に着目してなされたものであって、その目的は、グレインストリーク、リビングマークおよび肌荒れ等が発生することなく、また板のエッチング均一性にも優れた表面処理用アルミニウム合金板、およびその様なアルミニウム合金板を製造する為の有用な方法を提供することにある。
【0011】
【課題を解決するための手段】
上記課題を解決することのできた本発明に係るアルミニウム合金板は、0.8質量%以下(0質量%を含まない)のFeおよび0.5質量%以下(0質量%を含まない)のSiを含有し、残部がAl、および各元素の夫々が0.05質量%以下で且つ合計で0.15質量%以下の不可避不純物からなるアルミニウム合金板であって、集合組織として、S方位の方位分布密度が12以上であり、且つCopper方位の方位分布密度が10以上である点に要旨を有するものである。またこのアルミニウム合金板においては、圧延方向に対して直角方向の結晶平均粒径が70μm以下であることが好ましい。
【0012】
本発明で対象とするアルミニウム合金板は、工業純度の純アルミニウム系合金板を想定したものであり、基本的な成分として0.8質量%以下(0質量%を含まない)のFeおよび0.5質量%以下(0質量%を含まない)のSiを含有するものであるが、必要によって、下記(a)〜(d)の成分を含有させることも有用であり、これによってアルミニウム合金板の特性を更に改善することができる。
【0013】
(a)Ti:0.1質量%以下(0質量%を含まない)および/またはB:
0.1質量%以下(0質量%を含まない)、
(b)Cu:0.5質量%以下(0質量%を含まない)および/またはMn:
0.5質量%以下(0質量%を含まない)、
(c)Mg:0.5質量%以下(0質量%を含まない)、
(d)Cr:0.3質量%以下(0質量%を含まない)および/またはZr:
0.3質量%以下(0質量%を含まない)。
【0014】
一方、上記の様な本発明のアルミニウム合金板を製造するに当たっては、鋳塊に均熱化熱処理を施した後、圧延開始温度を450℃以下として開始パスから50m/分以上の圧延速度で、且つ圧下量30mm以上または1パス圧下率30%以上のどちらかを満足させつつ、終了温度を300〜370℃とする熱間粗圧延を行ない、引き続き熱間仕上げ圧延の最終パスにおいて圧延速度が50m/分以上で仕上げ巻き取り温度を300℃以下とし、次いで圧下率40%以上の冷間圧延を行なった後、中間焼鈍を施して更に50%以上の圧延を行なう様にすれば良い。
【0015】
【発明の実施の形態】
本発明者らは、従来のアルミニウム合金板における表面品質が不十分である原因について、様々な角度から検討した。その結果、集合組織の制御が十分になされていなかったことが、表面性状が悪化する原因であることを突き止めた。また本発明者らが、集合組織を種々に変化させ、表面性状やエッチングむらの有無との関係について調査し、その発生メカニズムを研究したところ、表面品質を悪化させているのは、或る特定の方位が発達していない為であることが分かった。これらの着想に基づいて、表面性状を良好にする為の具体的手段について更に検討したところ、上記した様な構成を採用すれば、上記目的が見事に達成されることを見出し、本発明を完成した。
【0016】
本発明のアルミニウム合金板は、その集合組織を特定したものであるが、まずアルミニウム合金の持つ結晶面および集合組織について説明する。通常のアルミニウム合金板においては、Cube方位、Goss方位、Brass方位(以下、この方位を「B方位」と呼ぶ)、Copper方位(以下、この方位を「Cu方位」と呼ぶ)、およびS方位と呼ばれる集合組織を形成し、それらに応じた結晶面が存在する。ここで、集合組織のでき方は同じ結晶系でも加工法によって異なり、圧延による板材の場合には圧延面と圧延方向で表す必要がある。圧延面は{○○○}で表現され、圧延方向は〈△△△〉で表現される(○,△は整数を示す)。かかる表現方法に基づいて、各方位は下記の様に表わされる。
Cube方位 {001}〈100〉
Goss方位 {011}〈100〉
B方位 {011}〈211〉
Cu方位 {112}〈111〉
(若しくはD方位{4411}〈11 11 8〉
S方位 {123}〈634〉
【0017】
尚本発明においては、基本的にこれらの結晶面から±10°以内の方位のずれは、同一の結晶面に属するものと定義する。またB方位、Cu方位、S方位に関しては、各方位間で連続的に連続的に変化するファイバー集合組織(β-fiber)で存在している。
【0018】
本発明者らは、結晶面によって強度および研削加工が異なること、および化学的若しくは電気化学的エッチング速度、陽極酸化処理性・速度が異なることにより、表面の凹凸が変化して表面品質を悪化させていることを見出した。
【0019】
本発明では、集合組織の方位分布密度(Orientation Density) を規定するものであるが、この方位分布密度の測定には、通常のX線回折法を用いて、(100)、(110)、(111)の完全極点図(Pole Figure )を測定し、それから結晶方位分布関数(Orientation Distribution Function :ODF )を用いて、各方位の強度ピーク値の合計に対する各方位の強度ピークの割合を計算することによって求められる[例えば、長島晋一編著「集合組織」(丸善株式会社刊)1984,P8-44、金属期学会セミナー「集合組織」(日本金属学会編)1981,P3-7 等]。或いは、TEM(Transmission Electron Microscopy) による電子線回折法、SEM(Scanning Electron Microscopy)-ECP (Electron Channeling Pattern ) 法、SEM- EBSP( Electron Back Scattering Pattern )等を用いて測定したデータに基に結晶方位分布関数を用いて方位密度を求めることができる。またこれらの方位分布は、板厚方向に変化しているので、板厚方向に何点か任意にとって平均値をとることによって求める。
【0020】
尚上記結晶方位分布関数とは、結晶方位分布(集合組織)を三次元的に表示するものであり、結晶方位を表すのに必要なパラメータとして3個のオイラー角(Euler angle )を用い、これらを直交座標軸とする三次元空間において、空間内の点の関数として極点密度を表示するものである。
【0021】
本発明者らは、Cu方位およびS方位における分布密度をある値以上に制御すれば、表面性状および強度に優れたアルミニウム合金板が得られることを見出した。具体的には、アルミニウム合金板の集合組織として、S方位の分布密度が12以上で且つCu方位の分布密度が10以上となる様にすれば、上記特性を満足するアルミニウム合金板が得られたのである。
【0022】
ところでS方位やCu方位の発達は、研削均一性や表面処理性に優れるだけでなく、ムラやバラツキをも小さくすることが出来、しかも板の強度をも安定化させる効果もある。しかしながら、S方位分布密度が12未満またはCu方位の分布密度が10未満になると表面処理性が劣るだけでなく、板の集合組織として相対的に他の方位の影響が大きくなり、ムラやバラツキが生じることになる。また板の強度不足といった問題も生じることになる。これらの方位分布密度の好ましい範囲は、S方位で13以上、Cu方位で11以上である。
【0023】
本発明のアルミニウム合金板においては、その結晶の平均粒径が70μm以下であることが好ましい。この値が70μmを超えると、成形加工後の肌荒れの原因になる。この結晶の平均粒径は、60μm以下であることがより好ましい。尚本発明における「結晶粒径」とは、圧延直角方向でラインインターセプト法によって測定した値である。
【0024】
本発明で対象とするアルミニウム合金は、JIS−1100、1200等の様にAl純度が99.0%以上の純アルミニウム系合金を想定したものであり、基本的な成分として少量のFeおよびSiを含有するものであるが、その他必要によって下記(a)〜(d)の様な元素を添加することも有効である。これらの元素の範囲限定理由は下記に通りである。
【0025】
(a)Ti:0.1質量%以下(0質量%を含まない)および/またはB:
0.1質量%以下(0質量%を含まない)、
(b)Cu:0.5質量%以下(0質量%を含まない)および/またはMn:
0.5質量%以下(0質量%を含まない)、
(c)Mg:0.5質量%以下(0質量%を含まない)、
(d)Cr:0.3質量%以下(0質量%を含まない)および/またはZr:
0.3質量%以下(0質量%を含まない)。
【0026】
Fe:0.8質量%以下(0質量%を含まない)およびSi:0.5質量%以下(0質量%を含まない)
Feは製品の焼鈍時に生じる再結晶粒を微細化するのに有効に作用し、成形性の向上と肌荒れの防止に効果的である。しかしながら、その量が0.8質量%を超えるとその効果がなくなってしまう。尚Fe含有量の好ましい下限は0.01%であり、より好ましいくは0.1%以上とするのが良い。
【0027】
Siは製品の強度を向上させる他、LDR(限界絞り比)等の形成性を向上させるのに有効である。しかしながら、0.5質量%を超えて添加しても成形性の向上が望めないばかりか、Al−Fe−Si系の金属間化合物を生じ、加えてアルマイト色調むらが生じ易くなる。尚Si含有量の好ましい下限は0.003%であり、より好ましくは0.01%以上とするのが良い。
【0028】
Ti:0.1質量%以下(0質量%を含まない)および/またはB:0.1質量%以下(0質量%を含まない)
TiおよびBは、鋳造組織の微細化や圧延板の再結晶粒微細化に有効に作用する。しかしながら、いずれも0.1質量%を超えて含有させても上記効果が飽和するばかりでなく、粗大なAl−Ti系化合物を形成してその化合物が圧延板に筋状に分布して陽極酸化処理皮膜に欠陥を与えることにもなる。尚Ti添加は、Ti単独だけではなく、Ti−B複合化合物として添加する方法もあるが、この場合でも上記範囲に調整することに変わりがない。またTiおよびBの好ましい下限は、いずれも0.0001%であり、好ましい上限はいずれも0.09%である。
【0029】
Cu:0.5質量%以下(0質量%を含まない)および/またはMn:0.5質量%以下(0質量%を含まない)
CuとMnは、絞り加工性や耳率のばらつきを安定させ、成形性を向上させる作用を発揮する。またCuは強度向上にも寄与する元素である。しかしながら、その量がいずれも0.5質量%を超えるとその効果が飽和する。尚CuおよびMnの好ましい下限は、いずれも0.0001%であり、好ましい上限はいずれも0.4%である。
【0030】
Mg:0.5質量%以下(0質量%を含まない)
Mgは、強度向上に寄与する元素であるが、その量が0.5質量%を超えるとその効果が飽和する。尚Mgの好ましい下限は、0.0001%であり、好ましい上限は0.4%である。
【0031】
Cr:0.3質量%以下(0質量%を含まない)および/またはZr:0.3質量%以下(0質量%を含まない)
CrとZrは、結晶粒の安定化に寄与する元素であるが、その量がいずれも0.3質量%を超えるとその効果が飽和する。尚CrおよびZrの好ましい下限は、いずれも0.0001%であり、好ましい上限はいずれも0.2%である。
【0032】
本発明のアルミニウム合金においては、上記以外の添加元素として或は不可避不純物元素として、夫々0.05質量%以下で且つ合計で0.15質量%以下であれば、それらの元素は本発明の特性に影響を及ぼさないので添加されても構わない。こうした成分として、Zn,Ni,V,Be,Bi,Sn,Pb,Ga等が挙げられる。
【0033】
次に、上記の様な要件を満足するアルミニウム合金板を製造する方法について説明する。まず本発明に用いる合金鋳塊は通常のDC鋳造法によって製造されたもので良い。この合金鋳塊は均熱化処理が施されるが、均熱化処理は面削後に熱間圧延前の加熱を兼ねて行なっても良いし、均質化処理として熱間圧延の加熱の前に行なっても良い。尚予め均質化処理を行ない、その後面削して再加熱した後熱間圧延を行なうと、圧延前の鋳塊表面の酸化皮膜が少なくなるので表面品質の向上に効果的である。
【0034】
熱間圧延は、熱間粗圧延と熱間仕上げ圧延とからなるが、これらは夫々異なった圧延機で行なうことが必要である。即ち、本発明は粗圧延開始から終了まで、仕上げ圧延に移行する間に再結晶を制御し、グレインストリークとリビングマークの発生を抑えるものであり、その為には熱間粗圧延と熱間仕上げ圧延を夫々異なった圧延機で行なうのが好都合だからである。
【0035】
本発明では、熱間粗圧延の条件を開始温度:450℃以下、開始パスから50m/分以上の圧延速度、且つ圧下量:30mm以上または1パス圧下率:30%以上、終了温度:300〜370℃とする。また熱間仕上げ圧延では、最終パスにおいて圧延速度が50m/分以上、仕上げ巻き取り温度を300℃以下とする。更に、後工程では、圧下率:40%以上の冷間圧延を行なった後、中間焼鈍を施し、更に50%以上の圧延を行なうものである。こうした条件を設定することにより、グレインストリークとリビングマークの発生を防止し、またピックアップレベルの向上および製品特性のコイル内バラツキなくす効果も発揮する。そして、これらの結果として、強度と表面性状の優れた板を得られるのである。
【0036】
本発明は、表面性状に関わる組織因子を熱間圧延の開始条件から制御し、本質的な改善を試みたものであるが、上記の熱間粗圧延条件によって特性が向上する理由については、次の様に考えることができる。即ち、上記の様にS方位、C方位の集合組織を制御する為には、粗圧延時の結晶粒径の微細化が必要である。この点に関して従来技術では、最終パス付近の温度や圧下率の制御によって達成されていたが、本発明では更に粗圧延の開始条件から最終パス付近の温度に至るまでの一連の条件を制御することによって、結晶方位密度を適切に制御することに成功したのである。また本発明は熱間圧延開始からの組織微細化を図るものであるので、熱延中の析出も均一に生じ、ロット内の特性のばらつき低減にも大きな効果を示すことになる。
【0037】
まず熱間粗圧延の開始温度が450℃を超えると、粗圧延前半で同一の結晶面の集合体を生成して好ましくない。即ち、圧延開始温度を450℃以下とするのは、表層部に微細な再結晶粒を生じさせてグレインストリークやピックアップレベルを向上させる為である。この熱間粗圧延の開始温度は、好ましくは430℃以下とするのが良い。
【0038】
粗圧延の開始パスからの圧延速度は、50m/分以上とする必要がある。圧延速度が50m/分未満になると、圧延時の表面部に導入される歪や歪速度が小さくなり、パス間に生じる再結晶粒径が粗大化し、同一結晶方位の集合体の元を形成してしまうことになる。この圧延速度は、より好ましくは60m/分以上とすることが推奨される。
【0039】
粗圧延条件として、圧下量30mm以上または1パスの圧下率30%以上の少なくともどちらかの条件を満足する必要がある。この要件は、表面部に大きな歪みまたは歪速度で加工を施すことによって、結晶方位を分散させるという観点から重要である。上記条件は、粗圧延の開始から終了までいずれかの条件を満足させる必要がある。これらの条件のより好ましい範囲は、圧下量:40mm以上、1パスの圧下率:35%以上である。尚各圧延パスの圧下率とは、1回の圧延パス前後の板厚を夫々tn ,tn+1 としたとき、{(tn −tn+1 )/tn }×100(%)で表したものである。
【0040】
次に、粗圧延の終了温度は、300〜370℃とする必要がある。この温度が300℃未満になると、表面部で微細な再結晶粒が生じない。一方、この温度が370℃を超えると、結晶粒成長や粒界移動等によって所定の結晶方位密度が発達しない。この温度のより好ましい下限は310℃であり、より好ましい上限は360℃である。またこの様な温度制御は、最終パスの速度やパス後の水冷制御によって達成することができる。
【0041】
熱間圧延仕上げ条件については、最終パスにおいて、圧延速度を50m/分以上、仕上げ圧延温度を300℃以下とする必要がある。仕上げ圧延速度が変化すると、板厚方向への歪分布が異なってくるので、圧延速度はできるだけ一定であることが好ましいが、この圧延速度が50m/分未満では表面に十分な歪を導入することができず、高品質の表面性状が得られなくなり、また不均一な歪分布が生じ、バラツキが発生する原因となる。一方、仕上げ巻取り温度が300℃を超えると、板表面部で再結晶のムラや混合組織が生じ、表面性状を悪化させる。
【0042】
熱間仕上げ圧延の後の終了板厚は、製品の板厚によって定まるが、本発明の冷間圧延条件を実施できる板厚であれば良く、通常適用される製品板厚である0.1〜6mm程度に対して通常2.5〜12mm程度である。
【0043】
熱間圧延以降では、各用途毎の製品に要求される板厚や強度の面からして、冷間圧延材や再結晶焼鈍材と様々なものとなる。そして従来技術では、後工程で冷間圧延・焼鈍の工程を2回行なう等、その工程数を増やす程グレインストリークやリビングマーク等の発生を回避する方法が採用されており、これらの方法であれば表面品質は確かに良好になるのであるが、工程数を増やす程コスト高となり、好ましくない。
【0044】
これに対し本発明では、熱間圧延条件を適切にすることによって、組織を根本的に制御しているので、後工程で行なう焼鈍は1回で良い。具体的には、熱間圧延後の条件は、40%以上の冷間圧延の後、中間焼鈍を経て50%以上の最終冷間圧延によって製品板とする。このときの中間焼鈍条件については、完全に再結晶を生じる温度であれば、得に限定されるものではないが、過度の焼鈍は結晶粒成長や粒界移動による同一結晶面の成長が起こり、集合体を生成してしまうことになる。通常、徐加熱焼鈍になるバッチ式の焼鈍であれば、300〜450℃で0.5〜6時間程度であれば良いし、連続式の焼鈍(CAL)であれば430〜580℃で0.3〜60秒程度であれば良い。但し、低コストであるという観点からすれば、バッチ焼鈍であることが好ましい。
【0045】
以下、本発明を実施例によって更に詳細に説明するが、下記実施例は本発明を限定する性質のものではなく、前・後記の趣旨に徴して設計変更することはいずれも本発明の技術的範囲に含まれるものである。
【0046】
【実施例】
実施例1
下記表1に示す化学成分組成のアルミニウム合金を通常のDC鋳造によって厚さ:50mm,幅:1500mmの鋳塊を鋳造した。
【0047】
【表1】
次に、上記合金鋳塊に対して、均質化処理(590℃×4時間)を施した後、面削だけ、または面削の後に再度均質化処理を施し、その後熱間圧延に供する為に、加熱または炉冷して下記表2に示す様に熱間圧延条件を変えて、アルミニウム合金板(コイル)を得た。また表3には、熱間後の工程・条件と共に、下記の方法によって測定した結晶粒径、およびCu方位分布密度、S方位分布密度等についても示した。
【0049】
(結晶粒径)
板表面を約0.05〜0.1mmまで機械研磨した後、電解エッチングし、光学顕微鏡(偏光板使用)を用いて観察し、圧延直角方向でラインインターセプト法にて結晶粒径粒を測定した。
【0050】
(結晶方位分布密度)
集合組織の結晶方位分布密度は、X線回折法により測定し、得られた三次元方位分布関数によって、各方位の結晶方位密度を求めた。
【0051】
【表2】
【表3】
得られた各コイルの長さ方向の前、中、後部での幅方向の端部と中心の夫々について、グレインスリトーク、リビングマーク、肌荒れ等の特性について、下記の方法で調査した。これらの結果を、下記表4に示す。
【0054】
(特性の調査方法)
グレインストークスについては、板を王水でエッチングした後に目視でその表面性状を観察し、下記の基準で評価した。またリビングマークおよび肌荒れについては、ブランク径:61mm、ポンチ径:33mmでカップを絞った後、目視でその表面性状を観察し、下記の基準で評価した。
(1) グレインストリーク、エッチングむら
◎:良好、 ○:可、 △:悪い、 ×:非常に悪い
(2) リビングマークおよび肌荒れ
◎:発生なし、 ○:軽度に発生、 △:発生、 ×:強く発生
【0055】
【表4】
実施例2
下記表5に示す化学成分組成のアルミニウム合金を造塊後、590℃×4時間の条件で均質化処理を施した後、熱間圧延で4.5mm厚さの板とし、70%冷延後、420℃の中間焼鈍(連続式CAL)を施し、その後75%の冷間圧延後0.3mm厚さの板材にした。
【0057】
得られた各コイルの長さ方向の前、中、後部での幅方向の端部と中心の夫々について、グレインストリーク、リビングマーク、肌荒れ等の特性について調査した。これらの結果を、下記表6に示す。
【0058】
【表5】
【表6】
これらの結果から明らかな様に、本発明で規定する要件を満足する実施例のものは、グレインストリーク、エッチング特性に優れ、絞り加工においてリビングマークや肌荒れ等が生じずに、表面性状に優れていることが分かる。
【0061】
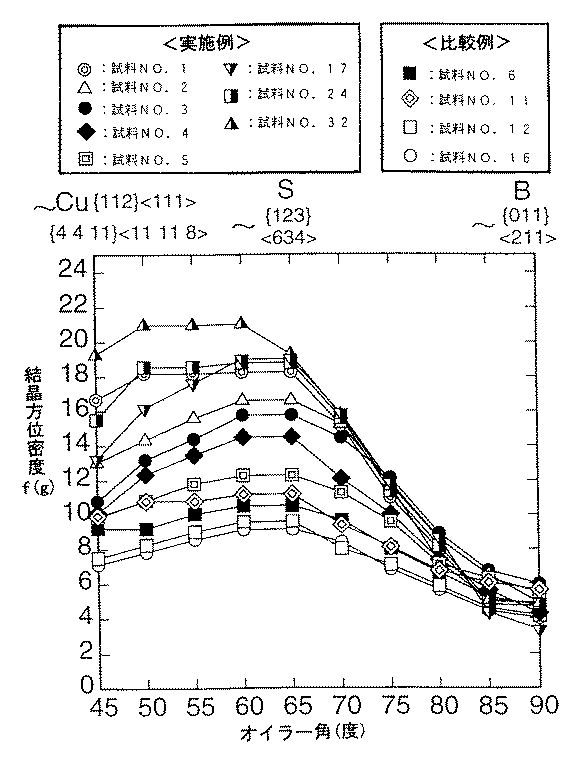
図1に、種々の製造条件および成分における結晶方位密度の変化の一例[オイラー角(Euler angle) と結晶方位密度(Orientation density) の関係]を示した。
【0062】
【発明の効果】
本発明は以上の様に構成されており、グレインストリーク等の特性に優れ、絞り加工においてリビングマークや肌荒れ等が生じることなく、それら特性のコイル内でのばらつきが少ない表面処理用アルミニウム合金が実現できた。
【図面の簡単な説明】
【図1】種々の製造条件および成分における結晶方位密度の変化の一例を示すグラフである。
Claims (7)
- 0.8質量%以下(0質量%を含まない)のFeおよび0.5質量%以下(0質量%を含まない)のSiを含有し、残部がAl、および各元素の夫々が0.05質量%以下で且つ合計で0.15質量%以下の不可避不純物からなるアルミニウム合金板であり、集合組織として、S方位の方位分布密度が12以上であり、且つCopper方位の方位分布密度が10以上であることを特徴とする表面処理用アルミニウム合金板。
- 圧延方向に対して直角方向の結晶平均粒径が70μm以下である請求項1に記載のアルミニウム合金板。
- 更に他の元素として、Ti:0.1質量%以下(0質量%を含まない)および/またはB:0.1質量%以下(0質量%を含まない)を含有するものである請求項1または2に記載のアルミニウム合金板。
- 更に他の元素として、Cu:0.5質量%以下(0質量%を含まない)および/またはMn:0.5質量%以下(0質量%を含まない)を含有するものである請求項1〜3のいずれかに記載のアルミニウム合金板。
- 更に他の元素として、Mg:0.5質量%以下(0質量%を含まない)を含有するものである請求項1〜4のいずれかに記載のアルミニウム合金板。
- 更に他の元素として、Cr:0.3質量%以下(0質量%を含まない)および/またはZr:0.3質量%以下(0質量%を含まない)を含有するものである請求項1〜5のいずれかに記載のアルミニウム合金板。
- 請求項1〜6のいずれかに記載のアルミニウム合金板を製造するに当り、鋼塊に均熱化熱処理を施した後、圧延開始温度を450℃以下として開始パスから50m/分以上の圧延速度で、且つ圧下量30mm以上または1パス圧下率30%以上のどちらかを満足させつつ、終了温度を300〜370℃とする熱間粗圧延を行ない、引き続き熱間仕上げ圧延の最終パスにおいて圧延速度が50m/分以上で仕上げ巻き取り温度を300℃以下とし、次いで圧下率40%以上の冷間圧延を行なった後、中間焼鈍を施して更に50%以上の圧延を行なうことを特徴とするアルミニウム合金板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26692498A JP3887497B2 (ja) | 1998-09-21 | 1998-09-21 | 表面処理用アルミニウム合金板およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP26692498A JP3887497B2 (ja) | 1998-09-21 | 1998-09-21 | 表面処理用アルミニウム合金板およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2000096172A JP2000096172A (ja) | 2000-04-04 |
| JP3887497B2 true JP3887497B2 (ja) | 2007-02-28 |
Family
ID=17437581
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP26692498A Expired - Fee Related JP3887497B2 (ja) | 1998-09-21 | 1998-09-21 | 表面処理用アルミニウム合金板およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3887497B2 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4590648B2 (ja) * | 2001-02-09 | 2010-12-01 | 三菱アルミニウム株式会社 | 平版印刷版用アルミニウム合金材および平版印刷版 |
| US9914318B2 (en) * | 2005-10-19 | 2018-03-13 | Hydro Aluminium Deutschland Gmbh | Aluminum strip for lithographic printing plate supports |
| JP4865425B2 (ja) * | 2006-07-05 | 2012-02-01 | 古河スカイ株式会社 | 表面処理性に優れたアルミニウム合金板の製造方法 |
| KR101104556B1 (ko) * | 2006-12-05 | 2012-01-11 | 가부시키가이샤 고베 세이코쇼 | 인쇄판용 고강도 알루미늄 합금판 |
| JP2008223075A (ja) * | 2007-03-12 | 2008-09-25 | Kobe Steel Ltd | 省熱延型アルミニウム合金板およびその製造方法 |
| JP5280640B2 (ja) * | 2007-03-29 | 2013-09-04 | 住友軽金属工業株式会社 | 電池ケース封口板用アルミニウム板 |
| GB2461240A (en) * | 2008-06-24 | 2009-12-30 | Bridgnorth Aluminium Ltd | Aluminium alloy for lithographic sheet |
| EP2192202B2 (de) * | 2008-11-21 | 2022-01-12 | Speira GmbH | Aluminiumband für lithographische Druckplattenträger mit hoher Biegewechselbeständigkeit |
| ES2748106T3 (es) | 2016-04-20 | 2020-03-13 | Hydro Aluminium Rolled Prod | Fabricación de banda litográfica con alta disminución por pasada de laminación en frío |
| ES2653729B1 (es) * | 2016-08-05 | 2018-11-16 | Acr Ii Aluminium Group Cooperatief U.A. | Proceso de laminación de aluminio para aplicaciones de grano fino |
| CN109365563A (zh) * | 2018-09-12 | 2019-02-22 | 浙江海普厨具有限公司 | 一种锅具用免喷砂铝板生产线 |
| CN115354179B (zh) * | 2022-10-24 | 2023-01-24 | 中铝材料应用研究院有限公司 | 6xxx铝合金板材、其制备方法及应用 |
-
1998
- 1998-09-21 JP JP26692498A patent/JP3887497B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2000096172A (ja) | 2000-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5325472B2 (ja) | 磁気ディスク用アルミニウム合金基板およびその製造方法 | |
| JP6154565B1 (ja) | Cu−Ni−Si系銅合金板材および製造法 | |
| JP6754025B1 (ja) | アルミニウム合金箔およびアルミニウム合金箔の製造方法 | |
| JP3887497B2 (ja) | 表面処理用アルミニウム合金板およびその製造方法 | |
| WO2021079979A1 (ja) | アルミニウム合金箔およびその製造方法 | |
| JP4499369B2 (ja) | リジングマークの発生が抑制されており表面性状に優れたAl−Mg−Si系合金板 | |
| JP2008223075A (ja) | 省熱延型アルミニウム合金板およびその製造方法 | |
| JP3926934B2 (ja) | アルミニウム合金板 | |
| US7938916B2 (en) | Aluminum alloy sheet for lithographic printing plate and method of producing the same | |
| JPH11131200A (ja) | アルミニウム合金箔地の製造方法 | |
| WO2022224615A1 (ja) | アルミニウム合金箔 | |
| JPH059674A (ja) | 成形性に優れたアルミニウム合金板の製造方法 | |
| JP3974270B2 (ja) | 表面性状に優れたアルミニウム合金板 | |
| TW202120707A (zh) | 鋁合金材 | |
| JP2021095605A (ja) | 成形用アルミニウム合金箔およびその製造方法 | |
| JP3808276B2 (ja) | アルミニウム合金箔地及びその製造方法 | |
| JP4267284B2 (ja) | 曲げ加工性に優れたAl−Mg系合金圧延板調質材 | |
| JPH04313403A (ja) | 成形用アルミニウム合金板の製造方法 | |
| JP2628740B2 (ja) | 成形用アルミニウム合金板の製造方法 | |
| JP2677887B2 (ja) | 成形用アルミニウム合金板の製造方法 | |
| JP2593479B2 (ja) | 成形用アルミニウム合金材の製造方法 | |
| JP2945178B2 (ja) | 成形用アルミニウム合金板の製造方法 | |
| JP2628743B2 (ja) | 成形用アルミニウム合金材の製造方法 | |
| JPH0585630B2 (ja) | ||
| JP2536131B2 (ja) | 表面性状の優れた無方向性電磁鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040803 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060606 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060804 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060829 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061023 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20061031 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20061121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20061127 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |