JP3856988B2 - フイルムの巻き付け方法および装置 - Google Patents
フイルムの巻き付け方法および装置 Download PDFInfo
- Publication number
- JP3856988B2 JP3856988B2 JP18232499A JP18232499A JP3856988B2 JP 3856988 B2 JP3856988 B2 JP 3856988B2 JP 18232499 A JP18232499 A JP 18232499A JP 18232499 A JP18232499 A JP 18232499A JP 3856988 B2 JP3856988 B2 JP 3856988B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- winding
- roller
- core
- long film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Description
【発明の属する技術分野】
本発明は、巻き替え機や裁断機に適用され、巻芯へのフイルムの巻き付け方法および装置に関する。
【0002】
【従来の技術】
一般的に、フイルムを巻芯に自動的に巻き付ける巻き替え機や、幅広のフイルムを裁断して巻芯に自動的に巻き付ける裁断機では、長尺なフイルムを巻き付けステーションの上流側で所定の長さに切断した後、所定長さのフイルムをこの巻き付けステーションに送り出す構成が採用されている(例えば、特開平10−25043号公報参照)。
【0003】
ところが、この種の方法では、切断されたフイルム先端がフリー状態となって規制されないため、このフイルムが蛇行し易く、フイルム端面を巻芯の端面に対して一定位置に揃えることが極めて困難なものとなっている。例えば、印画紙等の感光材料ロール品では、その端面形状が品質上極めて重要なものとなっており、巻芯端面から軸方向外方にフイルム端面が突出していると、包装工程や搬送工程等で前記巻芯端面から突出する前記フイルム端面に損傷が発生するおそれがある。
【0004】
そこで、簡単かつ安価な構成で、フイルムを巻芯に対して高精度に巻き付けることを可能にするために種々の提案がなされている。例えば、特公平7−53547号公報や特開平10−53360号公報には、巻き取りが完了した製品を、昇降可能な製品受け取り装置を用いて払い出した後、新たな巻芯を供給してこの巻芯とタッチローラとでフイルムをニップした状態で、前記フイルムをクロスカットする方式が提案されている。
【0005】
【発明が解決しようとする課題】
しかしながら、上記の従来技術では、巻き取りが完了した製品をアンチャックしてから下降するまでの間、フイルムのテンションがフリー状態となっている。このため、フイルムのパス位置にズレが発生する等の不具合に起因して、フイルム端面が巻芯端面から突出してしまうという問題が指摘されている。
【0006】
本発明はこの種の問題を解決するものであり、簡単な工程および構成で、フイルムを巻芯に対して高精度かつ効率的に巻き付けることが可能なフイルムの巻き付け方法および装置を提供することを目的とする。
【0007】
【課題を解決するための手段】
本発明に係るフイルムの巻き付け方法および装置では、長尺フイルムが巻芯に所定の長さまで巻き付けられた後、この長尺フイルムの周面が製品受け取り機構のテンション付与ローラ、ライダローラおよびフリーローラを介してテンションを付与した状態で把持される。次いで、フイルム巻き取り機構による長尺フイルムの巻き取りが停止されるとともに巻芯の把持作用が解除されると、製品受け取り機構は、前記テンション付与ローラ、前記ライダローラおよび前記フリーローラにより長尺フイルムの周面を把持した状態で前記フイルム巻き取り機構から相対的に離間する。そして、前記テンション付与ローラ、前記ライダローラおよび前記フリーローラにより長尺フイルムにテンションが付与され、かつ新たな巻芯が前記フイルム巻き取り機構に配置された状態で、この長尺フイルムが幅方向に切断されることにより、製品が得られる。
【0008】
このように、製品受け取り機構が、巻芯に長尺フイルムが巻き付けられた巻回体を保持する際、この巻回体にはフイルム巻き取り機構を介して所定のテンションが付与されている。従って、製品受け取り機構を介して巻回体にテンションが付与された状態で、フイルム巻き取り機構による把持が解除されるため、前記巻回体は、前記フイルム巻き取り機構から前記製品受け取り機構にテンションを付与されたまま受け渡され、該巻回体を構成する長尺フイルムがテンションフリーとなることがない。
【0009】
さらに、製品受け取り機構が、巻回体を把持してフイルム巻き取り機構から相対的に離間した後、長尺フイルムが幅方向に切断される際、この長尺フイルムには所定のテンションが付与されている。これにより、巻回体がフイルム巻き取り機構から製品受け取り機構に受け渡された後に長尺フイルムが切断されるまでの間、この長尺フイルムには、常に、所定のテンションが付与され続けている。従って、テンションフリーによる長尺フイルムの位置ズレの発生を可及的に阻止することができ、前記長尺フイルムを巻芯に対して高精度かつ効率的に巻き付けることが可能になる。
【0010】
ここで、テンション付与ローラにより、巻回体を構成する長尺フイルムの周面が保持された状態で、前記長尺フイルムを巻き戻しながら、あるいは該長尺フイルムを引き出しながら、前記製品受け取り機構がフイルム巻き取り機構から離間する。このため、製品受け取り機構に保持されている巻回体は、テンション付与ローラにより所定のテンションが付与された状態でフイルム巻き取り機構から離間し、前記長尺フイルムの位置ズレの発生を有効に阻止することができる。
【0011】
また、本発明では、製品受け取り機構が巻回体とともにフイルム巻き取り機構から相対的に離間し、かつ新たな巻芯を前記フイルム巻き取り機構に配置した状態で、長尺フイルムを前記新たな巻芯に巻き付ける前に、この長尺フイルムが幅方向(短尺方向)に位置ズレを惹起しているか否かが検出される。製品受け取り機構に巻回体を受け渡す際や長尺フイルムの巻き取り途中で、この長尺フイルムに位置ズレが生ずるおそれがあるからである。
【0012】
そして、長尺フイルムに幅方向の位置ズレが惹起されていることを検出手段により検出した際には、フイルムの巻き付け作業を停止し、あるいは製品受け取り機構に設けられている自動修正手段を介して前記長尺フイルムの位置を自動的に修正する。これにより、長尺フイルムを巻芯に対して、常に、高精度に巻き付けることができ、高品質な製品を効率的に得ることが可能になる。
【0013】
その際、巻芯を巻き取り機構に自動的に供給する巻芯供給機構が備えられている。これにより、フイルムの巻き付け工程全体の自動化が容易に達成される。
【0014】
さらにまた、フイルム巻き取り機構は、トルク制御により長尺フイルムにテンションを付与するモータを備えている。さらに、フイルム巻き取り機構は、長尺フイルムを切断する際に、この長尺フイルムを新たな巻芯の周面に保持する進退自在なニップローラと、切断された前記長尺フイルムの端部を前記新たな巻芯の周面に倣わせる進退自在な倣いローラとを備えている。このため、巻芯への長尺フイルムの巻き取り工程が、簡単な構成で円滑かつ確実に遂行される。
【0015】
一方、製品受け取り機構は、巻芯に巻き付けられた長尺フイルムの周面に摺接可能なテンション付与ローラに回転トルクを与えるためのモータをさらに備えている。従って、構成が有効に簡素化されるとともに、長尺フイルムの周面に所望のテンションを確実に付与することが可能になる。
【0016】
【発明の実施の形態】
図1は、本発明の第1の実施形態に係るフイルム巻き付け装置10を組み込むフイルム巻き替え機12の概略構成説明図である。
【0017】
フイルム巻き替え機12は、PETフイルム、TACフイルム、PENフイルムまたは印画紙等をベースとしたロール状感光材料(以下、フイルムロール14という)が配置され、このフイルムロール14を回転させて長尺フイルム16を送り出すフイルム送出装置18と、この長尺フイルム16を次段の工程に、順次、搬送する搬送装置20と、前記搬送装置20により搬送される前記長尺フイルム16の両耳部22を裁断して所定の幅寸法を有する長尺フイルム24を形成する耳落とし裁断装置26と、前記長尺フイルム24を巻芯28に巻き付けた後に所定の長さ毎に切断して製品30aを得るためのフイルム巻き付け装置10とを備える。
【0018】
フイルム送出装置18は、フイルムロール14が支持される送出軸32を備え、この送出軸32が図示しない回転駆動源に連結されるとともに、可変ブレーキ34により制御される。搬送装置20は、サクションドラム等のメインフィードローラ36と、複数のローラ38とを備えており、耳落とし裁断装置26は、上下にそれぞれ一組ずつ配置された回転カッタ40と、裁断された両耳部22を巻き取る一組の耳巻きユニット42とを備えている。
【0019】
図2に示すように、フイルム巻き付け装置10は、巻芯28を保持して回転することによりこの巻芯28に長尺フイルム24を所定の長さまで巻き付けて巻回体30を得るフイルム巻き取り機構50と、前記巻芯28に巻き付けられた前記長尺フイルム24の周面をテンションを付与した状態で把持するとともに、前記フイルム巻き取り機構50から相対的に離間可能な製品受け取り機構52と、前記製品受け取り機構52により前記長尺フイルム24にテンションが付与された状態で該長尺フイルム24を幅方向に切断する切断機構54と、前記巻芯28を前記フイルム巻き取り機構50に自動的に供給する巻芯供給機構56とを備える。
【0020】
フイルム巻き取り機構50を構成する上側枠体58には、パスローラ60がスライド手段62を介して矢印A方向に位置調整可能に配置される。パスローラ60には、図示しない回転駆動源が連結されており、このパスローラ60は、矢印B方向に対してメインフィードローラ36よりも速い送り速度になるように周速が設定されている。
【0021】
パスローラ60にはニップローラ64が摺接自在に配置されており、このニップローラ64がシリンダ66を介して前記パスローラ60に対して進退自在である。ニップローラ64がパスローラ60に長尺フイルム24を挟んで押し付けられることにより、このニップローラ64の下流側の長尺フイルム24にテンションが付与されていない状態で、耳落とし裁断装置26に所定のテンションを付与可能に構成されている。パスローラ60およびニップローラ64を支持するスライド手段62は、多種類(例えば、二種類)の異なる巻芯径に対応して矢印A方向に位置調整自在である。
【0022】
図2〜図4に示すように、フイルム巻き取り機構50は、巻芯28の両端を保持してこの巻芯28を回転させる巻き取りチャック68a、68bを備え、前記巻き取りチャック68a、68bがスライド手段70を介して互いに近接および離間する方向(矢印C方向)に進退可能である。巻き取りチャック68aには、長尺フイルム24を巻芯28に巻き付けた後に前記長尺フイルム24にテンションを付与するトルク制御可能なサーボモータ72が連結される。
【0023】
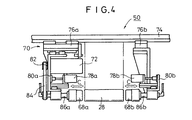
図4に示すように、スライド手段70は、ガイドレール74に沿って位置調整可能なベース部材76a、76bを備え、前記ベース部材76aには、第1シリンダ78aを介して進退自在な第1可動ベース80aが設けられる。この第1可動ベース80aにサーボモータ72が固定され、このサーボモータ72の駆動軸82にベルト・プーリ84を介して巻き取りチャック68aの回転軸86aが連結される。回転軸86aはベアリング(図示せず)を介して第1可動ベース80aに回転自在に支持されている。
【0024】
ベース部材76bには、第2シリンダ78bを介して第2可動ベース80bが進退自在に設けられるとともに、この第2可動ベース80bにベアリング(図示せず)を介して巻き取りチャック68bの回転軸86bが回転自在に支持される。
【0025】
図2に示すように、フイルム巻き取り機構50は、長尺フイルム24を切断する際にこの長尺フイルム24を新たな巻芯28の周面に保持する進退自在なニップローラ90と、切断された前記長尺フイルム24の端部を前記新たな巻芯28の周面に倣わせる進退自在な倣いローラ92とを備える。ニップローラ90は、第1駆動シリンダ94から水平方向に延在するロッド96の先端に回転自在に支持されるとともに、倣いローラ92は、第2駆動シリンダ98から水平方向に延在するロッド100の先端に板ばね102を介して揺動自在に支持されている。
【0026】
切断機構54は、ガイドレール104に沿って長尺フイルム24の幅方向に進退自在な可動台106を備え、この可動台106の先端側に円盤状カッタ108が回転自在に装着される。切断機構54の下方には、第3駆動シリンダ110を介して水平方向に進退自在なサクションボックス112が配置され、このサクションボックス112の上部側にパス変更ローラ114が回転自在に配置される。このパス変更ローラ114は、長尺フイルム24を巻芯28に巻き始める際に、この巻芯28とニップローラ90との軸線を結ぶ直線に対し前記長尺フイルム24を略直交させるように機能する。
【0027】
製品受け取り機構52は、基台116の側面に対してガイドレール118に沿って昇降自在な昇降台120を備え、この昇降台120上には、自動修正手段122を介して長尺フイルム24の幅方向に進退自在な本体部124が載置される。本体部124にはトルクモータ126が組み込まれており、このトルクモータ126の駆動軸128には、第1ベルト・プーリ130および第2ベルト・プーリ132を介してテンション付与ローラ134が係合するとともに、このテンション付与ローラ134が第1揺動アーム136の先端部に駆動可能に支持されている。
【0028】
第1揺動アーム136の揺動支点には、第1歯車138が軸着されており、この第1歯車138に噛合する第2歯車140が第2揺動アーム142の揺動支点に固着される。第2揺動アーム142の先端部にフリーローラ144が回転自在に支持されるとともに、第1および第2揺動アーム136、142の略中央部に引っ張り用スプリング146が架け渡される。
【0029】
本体部124の側部には、スライドベース148が長尺フイルム24の幅方向に進退自在に配置されるとともに、このスライドベース148上にプーリ150が配置される。このプーリ150にベルト152を介してアーム154が揺動可能に支持されており、このアーム154の上部にライダローラ156が回転自在に支持される。第1および第2揺動アーム136、142の間には製品30aを払い出すためのコンベア158が配設されている。
【0030】
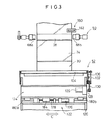
図3に示すように、フイルム巻き取り機構50に近接して長尺フイルム24が幅方向(矢印C方向)に位置ズレを惹起しているか否かを検出する検出手段160が設けられるとともに、製品受け取り機構52を構成する本体部124には、前記検出手段160からの信号に基づいて前記長尺フイルム24の位置を自動的に修正する自動修正手段122が組み込まれる。検出手段160は、長尺フイルム24のエッジを検出するためのセンサ162を備えており、このセンサ162は光センサ、例えば、LEDやレーザ等の赤外線センサ等により構成される。
【0031】
自動修正手段122は、センサ162からの検出信号に基づいてフィードバック信号により制御されるサーボモータ176を備え、このサーボモータ176に軸着されるボールねじ178が矢印C方向に延在して昇降台120に回転自在に支持される。昇降台120の上部にレール180a、180bが設けられ、このレール180a、180b上には本体部124が矢印C方向に進退自在に載置される。本体部124にホルダ184が固定されており、このホルダ184に形成された雌ねじ(図示せず)に螺合するボールねじ178の回転作用下に前記本体部124が水平運動する。
【0032】
巻芯供給機構56は、図2に示すように、巻芯28を支持して昇降自在な巻芯支持台190を備え、この巻芯支持台190は、鉛直方向に配置されているシリンダ192を介して巻芯受け取り位置と巻芯受け渡し位置との間を昇降可能である。巻芯支持台190には、図示しない真空発生源に連通するサクションボックス193が設けられている。巻芯受け渡し位置に対応して巻芯送り込み手段194が配置され、この巻芯送り込み手段194は水平方向に進退自在なブロックラッパ196を備えている。
【0033】
このように構成されるフイルム巻き替え機12の動作について、第1の実施形態に係るフイルム巻き付け装置10との関連で、以下に説明する。
【0034】
図1に示すように、フイルム送出装置18に装着されたフイルムロール14は、送出軸32の回転作用下に巻き戻され、長尺フイルム16が搬送装置20を構成するメインフィードローラ36に導かれる。このメインフィードローラ36は、例えば、サクションドラム等により構成されており、図示しないACサーボモータの作用下に所定の速度パターンで速度制御されている。
【0035】
メインフィードローラ36によって速度調整がなされた長尺フイルム16は、耳落とし裁断装置26に送られて回転カッタ40の作用下に両耳部22が裁断され、所定の幅寸法を有する長尺フイルム24となってフイルム巻き付け装置10に搬送される。一方、両耳部22は、耳巻きユニット42により所定のテンションパターンで巻き取られる。
【0036】
フイルム巻き付け装置10では、初めて第1巻き目の巻き取り処理を開始する場合、図5に示すように、フイルム巻き取り機構50を構成する巻き取りチャック68a、68bと巻芯供給機構56を構成するブロックラッパ196とにより、フイルム巻き込み位置で巻芯28が保持されている。長尺フイルム24は、パスローラ60の回転作用下にニップローラ64と前記パスローラ60とを介して鉛直下方向に送り出され、自動的または人手作業によりその先端部がサクションボックス112に吸着保持される。
【0037】
ここで、長尺フイルム24の端面の位置は、巻き取りチャック68a、68bと連動して位置決めされるガイド(図示せず)によって規制されている。そして、長尺フイルム24は、パス変更ローラ114に支持されることにより、巻芯28とニップローラ90との軸芯を結ぶ線に直交する方向に延在して保持されている。この状態で、切断機構54を構成するカッタ108がフイルム幅方向に移動して長尺フイルム24を幅方向に切断(クロスカット)する。
【0038】
次いで、第2駆動シリンダ98を介して倣いローラ92が巻芯28側に変位すると、この倣いローラ92が切断された長尺フイルム24の先端部を前記巻芯28の周面に約90°の範囲にわたって巻き付ける。その際、長尺フイルム24の先端がブロックラッパ196に挿入可能になるように、巻芯28とカッタ108との間隔が設定されている。
【0039】
倣いローラ92がストロークエンドまで到達した後、図4に示すように、サーボモータ72が駆動され、ベルト・プーリ84を介して巻き取りチャック68aが回転を開始する。これにより、巻芯28が回転し、この巻芯28の外周部に長尺フイルム24がテンションを保持できる長さ分だけ、好ましくは、2〜3周だけ巻き付けられた後、ブロックラッパ196が待避されるとともに、第1および第2駆動シリンダ94、98が駆動されてニップローラ90および倣いローラ92が巻芯28から離間する。
【0040】
図6に示すように、フイルム巻き取り機構50を介して巻芯28に長尺フイルム24が規定の長さまで巻き取られると、製品受け取り機構52が上昇してライダローラ156とテンション付与ローラ134およびフリーローラ144とにより巻回体30が保持される(図7参照)。ここで、製品受け取り機構52を構成するライダローラ156とテンション付与ローラ134およびフリーローラ144とにより巻回体30が保持された際、フイルム巻き取り機構50を構成するサーボモータ72のトルク制御が行われており、この巻回体30を構成する長尺フイルム24には所定のテンションが付与されている。
【0041】
この状態で、トルクモータ126が駆動され、第1および第2ベルト・プーリ130、132を介してテンション付与ローラ134には、図7中、矢印D方向に回転力が付与される。従って、長尺フイルム24には、テンション付与ローラ134を介して所定のテンションが与えられる。
【0042】
次に、フイルム巻き取り機構50を構成するサーボモータ72の駆動が停止されるとともに、スライド手段70を構成する第1および第2シリンダ78a、78bが駆動され、巻き取りチャック68a、68bが巻回体30の両端部から離脱されてこの製品30aをアンチャックする。これにより、巻回体30は、テンション付与ローラ134およびフリーローラ144により長尺フイルム24に所定のテンションが付与された状態で製品受け取り機構52に受け渡され、この製品受け取り機構52が製品払い出し位置まで下降する。
【0043】
その際、図8に示すように、長尺フイルム24の上部側がパスローラ60とニップローラ64とにより移動不能に保持されている。このため、製品受け取り機構52が下降する際に、巻回体30は矢印方向に回転してその外周から長尺フイルム24を巻き戻しながら下降する。ここで、トルクモータ126は、長尺フイルム24のテンションより小さなテンションを付与するトルクで、図7中、矢印D方向に回転されている。
【0044】
なお、巻回体30の下降時には、ライダローラ156とテンション付与ローラ134およびフリーローラ144とによりこの巻回体30の外周部を保持した状態で、前記長尺フイルム24をパスローラ60とニップローラ64との間から引き出すようにして、すなわち、該巻回体30を回転させることなく固定した状態で、下降させることもできる。ここで、トルクモータ126は、長尺フイルム24のテンションより大きいテンションを付与するトルクで、図7中、矢印D方向に回転されている。
【0045】
一方、図6および図7に示すように、フイルム巻き取り機構50により巻芯28に長尺フイルム24が巻き付けられる際、新たな巻芯28が巻芯供給機構56を構成する巻芯支持台190に設けられたサクションボックス193に吸着され、この新たな巻芯28が巻芯受け取り位置から巻芯受け渡し位置まで上昇された後、巻芯送り込み手段194を構成するブロックラッパ196により把持されている。そして、巻芯28に長尺フイルム24が所定長さだけ巻き付けられて巻回体30が得られ、この巻回体30が製品受け取り機構52に保持されて下降した後、図9に示すように、ブロックラッパ196が新たな巻芯28を保持してこの巻芯28をフイルム巻き取り位置に配置させる。
【0046】
ここで、図2に示すように、第3駆動シリンダ110が駆動されてパス変更ローラ114が長尺フイルム24に当接し、該長尺フイルム24を鉛直方向に向かって保持する。その際、図3に示すように、検出手段160を構成するセンサ162により長尺フイルム24の幅方向(矢印C方向)の位置ズレの有無が検出される。
【0047】
センサ162を介して、長尺フイルム24が幅方向に位置ズレを惹起していることが検出されると、フイルム巻き替え機12の駆動を停止する、あるいは自動修正手段122による前記長尺フイルム24の位置修正が行われる。具体的には、センサ162(例えば、レーザを用いたリニア測長センサ)からのセンサ信号に基づいて、フィードバック信号によりサーボモータ176が制御される。このため、ボールねじ178の回転作用下に、ホルダ184と一体的に本体部124が矢印C方向に移動し、製品受け取り機構52に保持されている巻回体30が矢印C方向に移動して長尺フイルム24の幅方向の位置補正が行われる。
【0048】
次いで、製品受け取り機構52を構成するトルクモータ126が駆動されることにより、長尺フイルム24に所定のテンションが付与された状態で、第1駆動シリンダ94が駆動され、ニップローラ90が突出して巻芯28の外周部に長尺フイルム24を把持する。次に、この状態で、切断機構54を構成するカッタ108が駆動される。これにより、長尺フイルム24は幅方向に切断され、第2駆動シリンダ98の駆動作用下に倣いローラ92が巻芯28側に移動することによって、ニップローラ90とカッタ108との間でフリー状態の長尺フイルム24の端部がこの巻芯28の周面に巻き付けられる。
【0049】
なお、比較的破断し易い長尺フイルム24が用いられる際には、トルクモータ126の駆動を停止させた後に切断機構54を介して切断するように制御してもよく、あるいは、前記切断機構54による切断途中に前記トルクモータ126の駆動を停止するように制御してもよい。
【0050】
さらに、フイルム巻き取り機構50の作用下に、巻芯28の外周に長尺フイルム24が2〜3周だけ巻き付けられた後、ブロックラッパ196、ニップローラ90および倣いローラ92が待避され、前記巻芯28に前記長尺フイルム24が所定の長さまで巻き取られる(図10参照)。
【0051】
一方、製品受け取り機構52では、テンション付与ローラ134の回転作用下に、製品30aが巻き取り方向に回転し、切断された長尺フイルム24の後端が適当な長さまで巻き取られる。この製品30aは、製品受け取り機構52からコンベア158に受け渡され、このコンベア158を介して排出される。なお、製品受け取り機構52の近傍に、製品30aに巻き付けられた長尺フイルム24の後端をテープ止めするためのテープ貼り付け機構(図示せず)を配置してもよい。
【0052】
このように、第1の実施形態では、フイルム巻き取り機構50を介して巻芯28に長尺フイルム24が巻き付けられて巻回体30が得られた後、この巻回体30が製品受け取り機構52に受け渡されて前記製品受け取り機構52と一体的に下降し、さらに切断機構54によりクロスカットされるまでの間、前記長尺フイルム24には、常に、一定のテンションが付与されている。
【0053】
従って、例えば、フイルム巻き取り機構50から巻回体30がアンチャックされる際に、長尺フイルム24のテンションがフリーとなることがなく、前記長尺フイルム24のパス位置がずれる等の不具合を発生させることはない。これにより、巻芯28に巻き付けられる長尺フイルム24の端面がこの巻芯28の端面から突出する等の巻き付け不良を可及的に阻止することが可能になるという効果が得られる。このため、簡単な工程および構成で、高品質な製品30aを効率的に得ることができるという利点がある。
【0054】
しかも、製品受け取り機構52では、トルクモータ126によりトルク制御されるテンション付与ローラ134を備えるとともに、このテンション付与ローラ134の駆動力を製品30aに確実に伝達させるためのライダローラ156が設けられている。これにより、フイルム巻き取り機構50により巻回体30をアンチャックする前に、この巻回体30に所定のテンションを付与し得るとともに、製品受け取り機構52全体の構成が有効に簡素化される。
【0055】
その際、テンション付与ローラ134およびフリーローラ144は、第1および第2揺動アーム136、142に架け渡されたスプリング146を介してその間隔が変更可能である。従って、種々の直径の異なる巻回体30を確実に把持することができる。
【0056】
また、第1の実施形態では、図3に示すように、長尺フイルム24の幅方向の位置ズレを検出する検出手段160と、この長尺フイルム24の幅方向の位置補正を行う自動修正手段122とが設けられている。このため、製品受け取り機構52に巻回体30が受け渡される際や、長尺フイルム24が巻き取られる途上で、この長尺フイルム24に位置ズレが惹起した場合であっても、新たな巻芯28が供給される際に前記長尺フイルム24の位置を自動検出および修正することができる。従って、巻芯28に対して長尺フイルム24を、常時、高精度に巻き付けることが可能になるという効果がある。
【0057】
なお、本実施形態では、フイルム巻き付け装置10はフイルム巻き替え機12に組み込まれているが、このフイルム巻き付け装置10を裁断機(図示せず)に組み込んでも、同様の効果が得られる。また、巻芯供給機構56はブロックラッパ196を用いているが、ニップローラ90とベルトラッパとによって自動巻き付けを行う構造にも適用可能である。
【0058】
図11は、本発明の第2の実施形態に係るフイルム巻き付け装置200の概略構成説明図である。このフイルム巻き付け装置200は、フイルム巻き取り機構202と製品受け取り機構204と切断機構206とフイルム巻き付け機構208とを備えており、第1の実施形態に係るフイルム巻き付け装置10と同一の構成要素には同一の参照符号を付して、その詳細な説明は省略する。
【0059】
製品受け取り機構204は、巻回体30を受け取った後にこの巻回体30を水平方向に移動させるためのスライド手段210を備える。このスライド手段210はモータ212を備え、このモータ212に連結されて水平方向に延在するボールねじ214が本体部216に螺合している。本体部216には、フイルム巻き付け機構208を構成する可動台218が固定され、この本体部216と一体的に矢印E方向に進退自在である。
【0060】
可動台218には、第1ブロックラッパ220が昇降自在に配置されるとともに、倣いローラ92が昇降自在に配置される。フイルム巻き取り機構202に近接して、第2ブロックラッパ222と可動ガイド部224とが移動可能に配置されている。
【0061】
このように構成されるフイルム巻き付け装置200では、先ず、図11に示すように、フイルム巻き取り機構202を介して巻芯28が回転され、この巻芯28に長尺フイルム24が所定の長さまで巻き付けられて巻回体30が得られる。次いで、長尺フイルム24に所定のテンションが付与された状態で、製品受け取り機構204が駆動されてテンション付与ローラ134により前記長尺フイルム24にテンションを付与した状態で、巻回体30が保持される。
【0062】
そして、フイルム巻き取り機構202がアンチャックされた後、スライド手段210を構成するモータ212の駆動作用下に、テンション付与ローラ134およびフリーローラ144とライダローラ156とにより保持されている巻回体30が水平方向に移動する(図12参照)。
【0063】
一方、フイルム巻き取り機構202には、待機位置230から図示しない手段を介して新たな巻芯28が配置され、この巻芯28の外周には、ニップローラ90を介して長尺フイルム24が保持されている。この状態で、切断機構206が駆動されて長尺フイルム24がクロスカットされた後、図13に示すように、倣いローラ92が上昇して長尺フイルム24の切断端部を巻芯28の周面に沿って倣わせる一方、ライダローラ156が製品30aから離脱してこの製品30aが払い出される。
【0064】
次に、新たな巻芯28に長尺フイルム24が巻き始められる際には、可動ガイド部224および第2ブロックラッパ222が巻芯28上に配置されている。そこで、この巻芯28に所定の巻数だけ長尺フイルム24が巻き付けられた後、可動ガイド部224およびブロックラッパ222がこの巻芯28から待避する。
【0065】
このように、第2の実施形態では、フイルム巻き取り機構202で巻回体30が得られた後、この巻回体30を製品受け取り機構204で保持して水平方向に移動させ、さらに切断機構206で前記長尺フイルム24を切断するまでの間、前記長尺フイルム24には、常に、一定のテンションが付与されている。これにより、長尺フイルム24はテンションフリーとなることがなく、高品質な製品30aを効率的に得ることができる等、第1の実施形態と同様の効果が得られる。
【0066】
【発明の効果】
本発明に係るフイルムの巻き付け方法および装置では、巻芯に長尺フイルムが巻き付けられて巻回体が得られた後、この巻回体をフイルム巻き取り機構から製品受け取り機構に受け渡し、さらに前記長尺フイルムを切断するまでの間、該長尺フイルムに、常に、テンションが付与されている。これにより、長尺フイルムの位置ズレを可及的に阻止することができるとともに、簡単な工程および構成で、高品質な巻回体を効率的に得ることが可能になる。
【図面の簡単な説明】
【図1】本発明の第1の実施形態に係るフイルム巻き付け装置が組み込まれるフイルム巻き替え機の概略構成説明図である。
【図2】前記フイルム巻き付け装置の構成説明図である。
【図3】前記フイルム巻き付け装置を構成する検出手段および自動修正手段の説明図である。
【図4】前記フイルム巻き付け装置を構成するフイルム巻き取り機構の正面説明図である。
【図5】前記フイルム巻き取り機構に長尺フイルムが送り出された際の動作説明図である。
【図6】前記長尺フイルムが巻芯に巻き付けられる際の動作説明図である。
【図7】製品受け取り機構により巻回体を受け取る際の動作説明図である。
【図8】前記製品受け取り機構を下降させる際の動作説明図である。
【図9】前記長尺フイルムを切断する際の動作説明図である。
【図10】前記巻芯に前記長尺フイルムを巻き始める際の動作説明図である。
【図11】本発明の第2の実施形態に係るフイルム巻き付け装置の概略構成説明図である。
【図12】前記フイルム巻き付け装置により巻回体が得られた後、前記長尺フイルムを切断する際の動作説明図である。
【図13】前記切断された長尺フイルムを新たな巻芯に巻き付ける際の動作説明図である。
【符号の説明】
10、200…フイルム巻き付け装置
12…フイルム巻き替え機 14…フイルムロール
18…フイルム送出装置 20…搬送装置
16、24…長尺フイルム 26…耳落とし裁断装置
28…巻芯 30…巻回体
30a…製品 50、202…フイルム巻き取り機構
52、204…製品受け取り機構 54、206…切断機構
56…巻芯供給機構 60…パスローラ
64、90…ニップローラ 68a、68b…巻き取りチャック
62、70、210…スライド手段
72、176…サーボモータ 92…倣いローラ
94、98、101…駆動シリンダ
108…カッタ 112…サクションボックス
114…パス変更ローラ 120…昇降台
122…自動修正手段 124、216…本体部
126…トルクモータ 134…テンション付与ローラ
144…フリーローラ 156…ライダローラ
158…コンベア 160…検出手段
162…センサ 194…巻芯送り込み手段
196、220、222…ブロックラッパ
Claims (8)
- 巻芯をフイルム巻き取り機構に配置した後、前記巻芯に長尺フイルムを所定の長さまで巻き付けて巻回体を得る工程と、
前記フイルム巻き取り機構によりテンションが付与されている前記巻回体を、製品受け取り機構のテンション付与ローラ、ライダローラおよびフリーローラを介して把持するとともに、前記テンション付与ローラ、前記ライダローラおよび前記フリーローラを介して前記巻芯に巻き付けられている前記長尺フイルムの周面にテンションを付与する工程と、
前記フイルム巻き取り機構による前記長尺フイルムの巻き取りを停止するとともに前記巻回体の把持作用を解除した後、前記テンション付与ローラ、前記ライダローラおよび前記フリーローラにより前記巻回体の周面を把持して該周面にテンションを付与している状態で、該製品受け取り機構を前記フイルム巻き取り機構から相対的に離間させる工程と、
前記製品受け取り機構が前記巻回体とともに前記フイルム巻き取り機構から相対的に離間し、かつ新たな巻芯を前記フイルム巻き取り機構に配置した状態で、前記長尺フイルムを前記新たな巻芯に巻き付ける前に該長尺フイルムが幅方向に位置ずれを惹起しているか否かを検出する工程と、
前記長尺フイルムが幅方向に位置ずれを惹起していることを検出した際に、該長尺フイルムの位置を自動的に修正する工程と、
前記テンション付与ローラ、前記ライダローラおよび前記フリーローラによる前記巻回体の把持によって前記長尺フイルムにテンションが付与され、かつ前記新たな巻芯が前記フイルム巻き取り機構に配置された状態で、該長尺フイルムを幅方向に切断する工程と、
を有することを特徴とするフイルムの巻き付け方法。 - 請求項1記載の方法において、前記テンション付与ローラにより前記巻回体の周面を保持した状態で、該巻回体を巻き戻しながら該製品受け取り機構を前記フイルム巻き取り機構から離間させることを特徴とするフイルムの巻き付け方法。
- 請求項1記載の方法において、前記テンション付与ローラにより前記巻回体の周面を保持した状態で、前記長尺フイルムを引き出しながら該製品受け取り機構を前記フイルム巻き取り機構から離間させることを特徴とするフイルムの巻き付け方法。
- 巻芯を保持して回転することにより、前記巻芯に長尺フイルムを所定の長さまで巻き付けて巻回体を得るフイルム巻き取り機構と、
テンション付与ローラ、ライダローラおよびフリーローラを有し、前記テンション付与ローラ、前記ライダローラおよび前記フリーローラにより前記長尺フイルムの周面にテンションを付与した状態で、前記巻回体を把持するとともに、前記フイルム巻き取り機構から相対的に離間可能な製品受け取り機構と、
前記製品受け取り機構が前記巻回体とともに前記フイルム巻き取り機構から相対的に離間し、かつ新たな巻芯を前記フイルム巻き取り機構に配置した状態で、前記長尺フイルムを前記新たな巻芯に巻き付ける前に該長尺フイルムが幅方向に位置ずれを惹起しているか否かを検出する検出手段と、
前記テンション付与ローラ、前記ライダローラおよび前記フリーローラによる前記巻回体の把持によって前記長尺フイルムにテンションが付与され、かつ前記新たな巻芯が前記フイルム巻き取り機構に配置された状態で、該長尺フイルムを幅方向に切断する切断機構と、
を備え、
前記製品受け取り機構は、前記長尺フイルムが幅方向に位置ずれを惹起していることを前記検出手段で検出した際、該長尺フイルムの位置を自動的に修正する自動修正手段をさらに有することを特徴とするフイルムの巻き付け装置。 - 請求項4記載の装置において、前記巻芯を前記フイルム巻き取り機構に自動的に供給する巻芯供給機構を備えることを特徴とするフイルムの巻き付け装置。
- 請求項4記載の装置において、前記フイルム巻き取り機構は、前記長尺フイルムを前記巻芯に巻き付けた後に該長尺フイルムにテンションを付与するために、トルク制御可能なモータを備えることを特徴とするフイルムの巻き付け装置。
- 請求項4または6記載の装置において、前記フイルム巻き取り機構は、前記長尺フイルムを切断する際に該長尺フイルムを新たな巻芯の周面に保持する進退自在なニップローラと、
切断された前記長尺フイルムの端部を前記新たな巻芯の周面に倣わせる進退自在な倣いローラと、
を備えることを特徴とするフイルムの巻き付け装置。 - 請求項4記載の装置において、前記製品受け取り機構は、前記巻回体の周面に摺接可能な前記テンション付与ローラに回転トルクを与えるためのモータをさらに備えることを特徴とするフイルムの巻き付け装置。
Priority Applications (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP18232499A JP3856988B2 (ja) | 1999-06-28 | 1999-06-28 | フイルムの巻き付け方法および装置 |
| DE60033868T DE60033868T2 (de) | 1999-06-22 | 2000-06-21 | Verfahren und Apparat zum Wickeln von Film, Verfahren und Apparat zum Zuführen von Wickelkernen und Verfahren und Apparat zum Kontrollieren des Zustandes von Filmrollen |
| AT00113286T ATE323054T1 (de) | 1999-06-22 | 2000-06-21 | Verfahren und apparat zum wickeln von film, verfahren und apparat zum zuführen von wickelkernen, und verfahren und apparat zum kontrollieren des zustandes von filmrollen |
| EP05008666A EP1568634B1 (en) | 1999-06-22 | 2000-06-21 | Method of and apparatus for supplying film roll core |
| AT05008667T ATE356070T1 (de) | 1999-06-22 | 2000-06-21 | Verfahren und apparat zum wickeln von film, verfahren und apparat zum zuführen von wickelkernen und verfahren und apparat zum kontrollieren des zustandes von filmrollen |
| US09/598,293 US6497384B1 (en) | 1999-06-22 | 2000-06-21 | Method of and apparatus for winding film, method of and apparatus for supplying film roll core, and method of and apparatus for inspecting appearance of film roll |
| EP00113286A EP1063190B1 (en) | 1999-06-22 | 2000-06-21 | Method of and apparatus for winding film, method of and apparatus for supplying film roll core, and method of and apparatus for inspecting appearance of film roll |
| EP05008667A EP1568635B1 (en) | 1999-06-22 | 2000-06-21 | Method of and apparatus for inspecting appearance of end face of film roll |
| DE60027223T DE60027223T2 (de) | 1999-06-22 | 2000-06-21 | Verfahren und Apparat zum Wickeln von Film, Verfahren und Apparat zum Zuführen von Wickelkernen, und Verfahren und Apparat zum Kontrollieren des Zustandes von Filmrollen |
| AT05008666T ATE358091T1 (de) | 1999-06-22 | 2000-06-21 | Verfahren und apparat zum zuführen von wickelkernen |
| DE60034158T DE60034158T2 (de) | 1999-06-22 | 2000-06-21 | Verfahren und Apparat zum Wickeln von Film, Verfahren und Apparat zum Zuführen von Wickelkernen und Verfahren und Apparat zum Kontrollieren des Zustandes von Filmrollen |
| US10/262,852 US6672530B2 (en) | 1999-06-22 | 2002-10-03 | Method of and apparatus for winding film, method of and apparatus for supplying film roll core, and method of and apparatus for inspecting appearance of film roll |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP18232499A JP3856988B2 (ja) | 1999-06-28 | 1999-06-28 | フイルムの巻き付け方法および装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2001010751A JP2001010751A (ja) | 2001-01-16 |
| JP2001010751A5 JP2001010751A5 (ja) | 2005-06-16 |
| JP3856988B2 true JP3856988B2 (ja) | 2006-12-13 |
Family
ID=16116326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP18232499A Expired - Fee Related JP3856988B2 (ja) | 1999-06-22 | 1999-06-28 | フイルムの巻き付け方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3856988B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113213227B (zh) * | 2021-05-12 | 2023-08-08 | 德州胜港纸业有限公司 | 一种强湿卷纸收卷端部调整及防卷纸分散装置 |
| CN115072312A (zh) * | 2022-06-15 | 2022-09-20 | 西安航空学院 | 一种基于物联网控制的服装加工用运输装置 |
-
1999
- 1999-06-28 JP JP18232499A patent/JP3856988B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001010751A (ja) | 2001-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4745630B2 (ja) | ラベル貼付装置及び貼付方法 | |
| US5249758A (en) | Apparatus for the continuous winding of a web of sheet-like material, in particular a paper web | |
| EP1063190B1 (en) | Method of and apparatus for winding film, method of and apparatus for supplying film roll core, and method of and apparatus for inspecting appearance of film roll | |
| EP1556299B1 (en) | Web splicer | |
| JPH07144800A (ja) | 材料ウエブ、特に、包装材ウエブを接続する方法と装置 | |
| TWI332933B (en) | Changeover device and method for changing over winding of web | |
| US20040007642A1 (en) | Web winding method and apparatus therefor | |
| JP3856988B2 (ja) | フイルムの巻き付け方法および装置 | |
| US10308460B2 (en) | Web transfer device with vacuum hood and methods for web transfer | |
| JPH0549583B2 (ja) | ||
| JP4199917B2 (ja) | ウエブ巻き付け装置 | |
| JP2003276915A (ja) | 巻取部自動切替装置 | |
| US8650837B2 (en) | Apparatus for and method of packaging product rolls | |
| JP3980264B2 (ja) | ウエブ巻き付け方法および装置 | |
| JP4301725B2 (ja) | ウエブ巻き付け装置 | |
| JP2001002294A (ja) | フイルム用巻芯の供給方法および装置 | |
| JPH1053360A (ja) | フィルム巻取装置 | |
| JP2002187653A (ja) | ウエブ巻き付け装置 | |
| JPH03115044A (ja) | 巻取紙自動仕立装置 | |
| JP3931031B2 (ja) | フイルム巻き付け装置 | |
| JP2001515446A (ja) | 物品をブリスターパックなどに包装する機械に熱成形材料のフィルムを供給する装置 | |
| JP3637208B2 (ja) | 巻取紙製造設備 | |
| JP2001322745A (ja) | 巻取紙処理装置 | |
| JP2505487Y2 (ja) | シ―ト巻換装置 | |
| JP2004250169A (ja) | ロール状物の端部処理方法およびその端部処理装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040909 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040909 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060214 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060417 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20060530 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060720 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20060810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060905 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060913 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |