JP3783111B2 - 鋼管端部のカイサキ面取り装置 - Google Patents
鋼管端部のカイサキ面取り装置 Download PDFInfo
- Publication number
- JP3783111B2 JP3783111B2 JP2000356532A JP2000356532A JP3783111B2 JP 3783111 B2 JP3783111 B2 JP 3783111B2 JP 2000356532 A JP2000356532 A JP 2000356532A JP 2000356532 A JP2000356532 A JP 2000356532A JP 3783111 B2 JP3783111 B2 JP 3783111B2
- Authority
- JP
- Japan
- Prior art keywords
- steel pipe
- peripheral surface
- chamfering
- outer peripheral
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Turning (AREA)
Description
【発明の属する技術分野】
本発明は、鋼管端部のカイサキ面取り装置に関し、更に詳細には、鋼管の外周面または内周面に倣いローラを当接させた状態で回転盤を回転させつつ、該回転盤に装着したバイトのチップで鋼管端部にカイサキ面取り加工を行なうカイサキ面取り装置に関するものである。
【0002】
【従来の技術】
鋼管の外端部または内端部にカイサキ面取り加工を行なう装置は、装置本体に回転自在に枢支した主軸に配設されて一体的に回転する回転盤を備え、該回転盤の前端面に、径方向に移動調整自在にサドルが配設されている。このサドルは、回転盤の回転中心から径方向に偏位した適宜位置に位置決め固定されると共に、鋼管の加工位置や加工形状等に応じたチップを備えたバイトを装備した刃物台が該サドルに装着される。そして、回転盤の前端面に鋼管の端面を対向して位置決めすると共に、鋼管の加工位置に合わせてサドルを介して刃物台を位置決めした状態で、回転盤を所要方向に回転することにより、該回転盤の回転に伴って旋回する刃物台のチップで鋼管の端部にカイサキ面取り加工を行なうよう構成される。
【0003】
前記カイサキ面取り装置では、バイトのチップによるカイサキ面取り加工を高精度で行なうために、鋼管の外周面または内周面に当接する倣いローラを備えている。すなわち、前記刃物台に対して回動可能に配設した回動腕にチップを備えたバイトが装着されると共に、該回動腕には、前記鋼管の外周面または内周面に当接するよう設定された倣いローラが回動可能に配設される。そして、倣いローラが鋼管の外周面または内周面に常に当接するよう回動腕をバネにより付勢することで、鋼管の端部に沿ってチップを旋回させて、高精度でカイサキ面取り加工することができるようになっている。
【0004】
【発明が解決しようとする課題】
前記倣いローラを鋼管の外周面または内周面に当接するバネの弾力は、鋼管の外周面または内周面の凹凸による倣いローラの跳ね上り等によっても、倣いローラを常に外周面または内周面に当接させ得る値とする必要がある。この場合において、カイサキ面取り加工後には、鋼管に対して回転盤を軸方向に移動することで倣いローラを鋼管から離間させるが、この際にも倣いローラはバネの弾力で鋼管の外周面または内周面に強い力で当接された状態で移動するため、該ローラにより鋼管の外周面または内周面が削れてしまい、鋼管の端面にバリが突出する、いわゆるカエリが発生する問題がある。また倣いローラ自体も損傷することがあり、以後のカイサキ面取り加工の精度が低下するおそれがあった。
【0005】
【発明の目的】
この発明は、前述した従来の技術に内在している前記課題に鑑み、これを好適に解決するべく提案されたものであって、倣いローラの移動に際し、鋼管端面にカエリが発生したりローラ自体が損傷することのない鋼管端部のカイサキ面取り装置を提供することを目的とする。
【0006】
【課題を解決するための手段】
前述の課題を克服し、所期の目的を達成するため、本発明に係る鋼管端部のカイサキ面取り装置は、
装置本体に回転自在に配設された回転盤の前端面に径方向に移動可能に配設されたサドルと、該サドルに着脱交換自在に配設された刃物台と、この刃物台に回動可能に配設された回動腕と、該回動腕に着脱交換自在に装着されたバイトと、前記回動腕に回動可能に配設されて鋼管の外周面または内周面に当接可能な倣いローラとからなり、前記鋼管の外周面または内周面に倣いローラを当接させつつ前記バイトに取付けたチップにより鋼管の端部をカイサキ面取り加工するカイサキ面取り装置において、
前記回動腕を、前記倣いローラが鋼管の外周面または内周面に当接する方向に回動付勢すると共に、該倣いローラを鋼管の外周面または内周面にカエリの発生しない程度の力で当接する弾力に設定される圧縮コイルバネと、
前記サドルに配設され、前記回動腕に配設された当接片にピストンロッドを当接することで、前記倣いローラが鋼管の外周面または内周面に当接する方向に回動腕を回動付勢可能な油圧シリンダとからなり、
前記油圧シリンダは、前記チップによるカイサキ面取り加工中には前記回動腕を回動付勢して倣いローラを、該倣いローラにより鋼管に圧痕を付けず、かつ鋼管表面の凹凸に倣わせるために必要な倣い力で鋼管に当接させ、カイサキ面取り加工の完了により回動腕に対する付勢を解除するよう設定されていることを特徴とする。
【0007】
【発明の実施の形態】
次に、本発明に係る鋼管端部のカイサキ面取り装置につき、好適な実施例を挙げて、添付図面を参照しながら以下説明する。
【0008】
図1は、実施例に係るカイサキ面取り装置の刃物台を示す正面図、図2は、実施例に係るカイサキ面取り装置の全体を示す概略構成図であって、ベース10の上面に一対のガイドレール12,12(一方のみ図示)が平行に配設され、このガイドレール12,12に装置本体14が摺動走行可能に載架されている。また装置本体14の前方に臨むベース10上には、鋼管16の端面を装置本体14に対向した状態で該鋼管16を保持する保持装置18が配置される。そして装置本体14は、保持装置18で保持された鋼管16に対し、例えばモータにより正逆回転されるねじ軸とナットの組合わせ等からなる移動手段20によって近接・離間移動するよう構成される。
【0009】
前記装置本体14の内部には、前記ガイドレール12と平行な主軸(図示せず)が回転自在に枢支され、該主軸の本体前面に突出する軸端に円形の回転盤22が一体的に配設されている。主軸には、ギヤやベルト等からなる伝達系24を介して駆動モータ26が接続され、該駆動モータ26を駆動することにより、主軸および回転盤22が一体的に回転するよう構成される。
【0010】
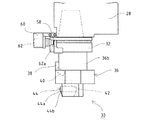
前記回転盤22の前端面には、サドル28が径方向に移動可能に配設されており、該サドル28は、図示しない調整装置により鋼管16の寸法等に応じて位置調整されるようになっている。またサドル28には、図示しない自動工具交換装置により着脱交換自在な刃物台30が配設される。この刃物台30は、図1に示す如く、サドル28に対して着脱自在な装着部32に、前記主軸と平行な支持軸34が前方に向けて突設され、該支持軸34に回動腕36が回動可能に配設されている。また、回動腕36の支持軸34を挟んで径方向の一方に延出する第1腕部36aにバイト38が配設され、該バイト38に、前記鋼管16の外端部にカイサキ面取り加工を施すチップ40が着脱交換自在に装着される(図4参照)。
【0011】
前記バイト38が配設される第1腕部36aには、前記支持軸34と平行な保持軸42が前方に向けて突設されており、該保持軸42に倣いローラ44が回動可能に配設してある。この倣いローラ44は、図4に示す如く、外周面が等径の倣い面44aと、該倣い面44aに連続して前端に向けて直径が徐々に小さくなる案内面44bとが形成され、前記チップ40によるカイサキ面取り加工に際し、前記倣い面44aが前記鋼管16の外周面に当接するよう構成される。なお、倣いローラ44の案内面44bは、装置本体14を鋼管16に対して近接移動した際に、該ローラ44の倣い面44aを鋼管16の外周面に案内するべく機能する。
【0012】
前記回動腕36における支持軸34を挟んで第1腕部36aと反対方向に延出する第2腕部36bに支持部材46が配設され、該支持部材46に摺動可能に挿通されたロッド48の一方の軸端が、前記装着部32に第1ホルダ50を介して揺動可能に接続されている。またロッド48には、支持部材46に当接して位置規制される第2ホルダ52が摺動可能に外装されると共に、両ホルダ50,52に形成した鍔部50a,52a間に、圧縮コイルバネ54が外装されている。そして、この圧縮コイルバネ54は、前記支持軸34を中心として、前記倣いローラ44が鋼管16の外周面に当接する方向(図1の時計方向)に回動腕36を回動付勢するべく機能する。また前記装着部32の前面には、圧縮コイルバネ54の弾力によって時計方向に回動される回動腕36の突部36cが当接可能な位置にストッパ56が配設され、回動腕36の回動角度を規制するよう構成される。
【0013】
前記圧縮コイルバネ54の弾力は、前記鋼管16の外周面に対して倣いローラ44を、カエリが発生しない程度の力で当接する値に設定される。すなわち、圧縮コイルバネ54の弾力によってのみ倣いローラ44が鋼管16の外周面に当接した状態で、装置本体14を鋼管16から離間することで該倣いローラ44が外周面に当接しつつ移動しても鋼管16が削れることがないよう構成される。
【0014】
なお、前記倣いローラ44の倣い面44aが鋼管16の外周面に当接した状態で、図4に示すように、前記チップ40は鋼管16における外端部に所要角度で当接して、該部位にカイサキ面取り加工を施し得るよう設定される。また前記回動腕36に対してチップ40は、該チップ40により鋼管16の外端部にカイサキ面取り加工を施す際に生ずる切削力が、回動腕36を図1において時計方向、すなわち倣いローラ44を鋼管16の外周面に当接する方向に回動するよう作用する位置に配設されている。これにより、カイサキ面取り加工中に、倣いローラ44が鋼管16の外周面から離間して加工精度が低下するのが防止されるようになっている。
【0015】
前記回動腕36における第2腕部36bの前記サドル28と対向する後面に、図1および図3に示す如く、当接片58が配設固定されている。またサドル28には、ブラケット60を介して油圧シリンダ62が配設され、該シリンダ62のピストンロッド62aが前記当接片58に当接可能に設定されている。なお、油圧シリンダ62は、ピストンロッド62aを延出する方向に付勢することで該ロッド62aが当接片58に当接した際に、回動腕36を前記圧縮コイルバネ54による回動付勢方向と同方向(図1の時計方向)に回動させるよう構成される。すなわち、ピストンロッド62aを当接片58に当接するよう油圧シリンダ62を付勢することで、前記倣いローラ44が鋼管16の外周面に当する方向に回動腕36が回動付勢され、これにより鋼管16に対して倣いローラ44が所要の倣い力(押圧力)で当接するようになっている。
【0016】
また前記油圧シリンダ62は、前記チップ40によるカイサキ面取り加工中には前記回動腕36を、前記倣いローラ44が鋼管16の外周面に当接する方向に回動付勢して所要の倣い力を付与すると共に、カイサキ面取り加工の完了により付勢を解除するよう設定される。なお、油圧シリンダ62の付勢力は、カイサキ面取り加工中に倣いローラ44が鋼管表面の凹凸に倣って常に当接して、確実な倣いを行ない得ると共に、鋼管16に圧痕を付けることのない(塑性変形させない)値に設定される。また、油圧シリンダ62の油圧力をコントロールすることで倣い力を適宜に調整し、広いサイズレンジの鋼管16に対応させることができるよう構成してある。
【0017】
【実施例の作用】
次に、このように構成した実施例に係るカイサキ面取り装置の作用につき説明する。前記装置本体14においては、前記保持装置18に保持された鋼管16の寸法に応じて、前記刃物台30が装着されたサドル28を回転盤22に対して位置調整する。なお、このとき前記油圧シリンダ62は付勢されておらず、前記回動腕36は圧縮コイルバネ54の弾力によってストッパ56に当接した非作動状態に保持されている。またこの非作動状態において、前記倣いローラ44の案内面44bが、鋼管16の外端部に当接可能な位置に設定される。
【0018】
前記駆動モータ26により回転盤22を回転駆動した状態で、前記装置本体14を鋼管16の端面に近接移動(前進)すると、先ず前記倣いローラ44の案内面44bが鋼管16の外端部に当接する。そして装置本体14の前進に伴って、案内面44bが鋼管16の外端部に当接した状態で、前記回動腕36が支持軸34を中心として反時計方向に回動しつつ倣いローラ44の倣い面44aが外周面に近接して、該倣い面44aが鋼管16の外周面に当接するに至る。この状態で、前記バイト38に装着されているチップ40は、回転盤22の回転により鋼管16の外端部に倣う軌跡を旋回する。前記油圧シリンダ62を付勢してピストンロッド62aを当接片58に当接することで、前記回動腕36は、倣いローラ44が鋼管16の外周面に当接する方向に回動付勢され、この状態で装置本体14を更に前進すると、図4に示す如く、旋回しているチップ40により鋼管16の外端部にカイサキ面取り加工が施される。このとき、前記倣いローラ44は油圧シリンダ62の付勢力によって常に所要の倣い力(押圧力)で鋼管16の外周面に当接されると共に、チップ40による切削力も倣いローラ44を鋼管16の外周面に押圧する方向に作用するから、倣いローラ44による確実な倣いが行なわれて高精度のカイサキ面取り加工が達成される。
【0019】
前記カイサキ面取り加工が完了すると、装置本体14を鋼管16から離間移動(後退)させる。このとき、前記油圧シリンダ62の付勢を解除してピストンロッド62aを当接片58から離間させることで、前記倣いローラ44は鋼管16の外周面に対して前記圧縮コイルバネ54の弾力によってのみ当接される状態となる。前述した如く、圧縮コイルバネ54の弾力は、鋼管16の外周面に対して倣いローラ44を、カエリが発生しない程度の力で当接する値に設定されているから、倣いローラ44が鋼管16の外周面に当接した状態で移動しても、該外周面を削って端面にバリが突出するカエリが発生するのは確実に防止される。また、鋼管16の外周面や倣いローラ44自体が損傷することもなく、以後のカイサキ面取り加工を高精度で行なうことができる。
【0020】
なお、前記油圧シリンダ62が付勢されていない状態で、前記回動腕36は圧縮コイルバネ54の弾力によってストッパ56に当接した非作動状態に保持されているから、前記倣いローラ44が鋼管16に当接しない状態での装置本体14の移動に際し、該回動腕36が不用意に回動して位置が変動するのは防止される。
【0021】
前述した実施例では、鋼管の外周面を倣うと共に該鋼管の外端部にカイサキ面取り加工を施す関係で倣いローラとチップとを配設した構成で説明したが、本願発明はこれに限定されるものでなく、▲1▼鋼管の外周面を倣うと共に該鋼管の内端部にカイサキ面取り加工を施す関係、▲2▼鋼管の内周面を倣うと共に該鋼管の外端部にカイサキ面取り加工を施す関係、および▲3▼鋼管の内周面を倣うと共に該鋼管の内端部にカイサキ面取り加工を施す関係で倣いローラとチップとを配設した構成の何れにも採用可能である。すなわち、回動腕に配設された倣いローラが鋼管の外周面または内周面に当接する方向に、該回動腕を回動付勢し得る配置で油圧シリンダが配設されていればよい。
【0022】
【発明の効果】
以上説明した如く、本発明に係る鋼管端部のカイサキ面取り装置によれば、鋼管の外周面または内周面に、圧縮コイルバネの弾力によってカエリが発生しない程度の力で当接する倣いローラを、チップによるカイサキ面取り加工中には油圧シリンダの付勢力によって鋼管に所要の倣い力で当接させることで、確実な倣いが行なわれて高精度でのカイサキ面取り加工が達成される。そして、倣いローラを鋼管から離間させる際には、油圧シリンダの付勢を解除することで、倣いローラは鋼管の外周面または内周面に対して圧縮コイルバネの弾力によってのみ当接する状態となるので、倣いローラにより鋼管の外周面または内周面を削って端面にバリが突出するカエリが発生するのを防止することができ、得られた製品品質を向上させ得る。また倣いローラ自体にも損傷を生ずることはなく、常に高精度でのカイサキ面取り加工を行なうことができる。
【0023】
なお、回動腕は、油圧シリンダが付勢されていない状態であっても圧縮コイルバネの弾力によってストッパに当接する非作動状態に保持されるように構成されているから、倣いローラが鋼管に当接しない状態での装置本体の移動に際して、該回動腕が不用意に回動して位置が変動するのを防止することができる。
【図面の簡単な説明】
【図1】本発明の実施例に係るカイサキ面取り装置における刃物台の正面図である。
【図2】実施例に係るカイサキ面取り装置の全体を示す概略構成図である。
【図3】実施例に係るカイサキ面取り装置の刃物台を示す平面図である。
【図4】実施例に係る回動腕に配設される倣いローラとバイトおよびチップの関係を示す説明図である。
【符号の説明】
14 装置本体
16 鋼管
22 回転盤
28 サドル
30 刃物台
36 回動腕
36a 突部
38 バイト
40 チップ
44 倣いローラ
54 圧縮コイルバネ
56 ストッパ
58 当接片
62 油圧シリンダ
62a ピストンロッド
Claims (2)
- 装置本体(14)に回転自在に配設された回転盤(22)の前端面に径方向に移動可能に配設されたサドル(28)と、該サドル(28)に着脱交換自在に配設された刃物台(30)と、この刃物台(30)に回動可能に配設された回動腕(36)と、該回動腕(36)に着脱交換自在に装着されたバイト(38)と、前記回動腕(36)に回動可能に配設されて鋼管(16)の外周面または内周面に当接可能な倣いローラ(44)とからなり、前記鋼管(16)の外周面または内周面に倣いローラ(44)を当接させつつ前記バイト(38)に取付けたチップ(40)により鋼管(16)の端部をカイサキ面取り加工するカイサキ面取り装置において、
前記回動腕(36)を、前記倣いローラ(44)が鋼管(16)の外周面または内周面に当接する方向に回動付勢すると共に、該倣いローラ (44) を鋼管 (16) の外周面または内周面にカエリの発生しない程度の力で当接する弾力に設定される圧縮コイルバネ(54)と、
前記サドル (28) に配設され、前記回動腕(36)に配設された当接片(58)にピストンロッド(62a)を当接することで、前記倣いローラ (44) が鋼管 (16) の外周面または内周面に当接する方向に回動腕 (36) を回動付勢可能な油圧シリンダ(62)とからなり、
前記油圧シリンダ (62) は、前記チップ (40) によるカイサキ面取り加工中には前記回動腕 (36) を回動付勢して倣いローラ (44) を、該倣いローラ (44) により鋼管 (16) に圧痕を付けず、かつ鋼管 (16) 表面の凹凸に倣わせるために必要な倣い力で鋼管 (16) に当接させ、カイサキ面取り加工の完了により回動腕 (36) に対する付勢を解除するよう設定されている
ことを特徴とする鋼管端部のカイサキ面取り装置。 - 前記刃物台 (30) に、前記圧縮コイルバネ (54) の弾力によって回動される前記回動腕 (36) に設けた突部 (36a) が当接して、該回動腕 (36) の回動角度を規制するストッパ (56) を配設した請求項1記載の鋼管端部のカイサキ面取り装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000356532A JP3783111B2 (ja) | 2000-11-22 | 2000-11-22 | 鋼管端部のカイサキ面取り装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000356532A JP3783111B2 (ja) | 2000-11-22 | 2000-11-22 | 鋼管端部のカイサキ面取り装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002160101A JP2002160101A (ja) | 2002-06-04 |
| JP3783111B2 true JP3783111B2 (ja) | 2006-06-07 |
Family
ID=18828764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000356532A Expired - Fee Related JP3783111B2 (ja) | 2000-11-22 | 2000-11-22 | 鋼管端部のカイサキ面取り装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3783111B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2002330394A1 (en) * | 2002-09-12 | 2004-04-30 | Kabushiki Kaisha Daido Kikai Seisakusho | System for machining end part of steel pipe and method and system for adjusting tool rest for use therein |
| AU2002330395A1 (en) * | 2002-09-12 | 2004-04-30 | Kabushiki Kaisha Daido Kikai Seisakusho | Method for machining end part of steel pipe |
| CN100415439C (zh) * | 2006-09-25 | 2008-09-03 | 孙永林 | 滚轧钢筋丝头的倒角滚压整圆装置 |
| JP5356707B2 (ja) * | 2008-03-25 | 2013-12-04 | 株式会社東立エンジニアリング | 開先加工機 |
-
2000
- 2000-11-22 JP JP2000356532A patent/JP3783111B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002160101A (ja) | 2002-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5400546A (en) | Precision twist drill sharpener/point splitting machine | |
| JP3783111B2 (ja) | 鋼管端部のカイサキ面取り装置 | |
| JP2002160102A (ja) | 鋼管端部のカイサキ面取り装置 | |
| JP2003025104A (ja) | 鋼管端部のカイサキ面取り装置 | |
| JP2526253Y2 (ja) | ワークドライブ装置 | |
| JP2005118981A (ja) | 円形研削を行う方法及び装置 | |
| JP3750105B2 (ja) | 鋼管端部の加工装置 | |
| JPH08112747A (ja) | 中口径管の端部加工装置 | |
| JPH05154715A (ja) | 歯車用ワーク芯出・チャッキング装置 | |
| JP3337701B2 (ja) | 管端切断装置 | |
| JP2006224249A (ja) | 回転刃研磨装置 | |
| KR20030052203A (ko) | 압연롤용 자동 연삭기 | |
| JPH07136814A (ja) | 工作物把持装置 | |
| JP2019202388A (ja) | 鋼管端部の加工方法および加工装置 | |
| CN220921402U (zh) | 一种角度可调的夹具 | |
| JP3458409B2 (ja) | バリ取りハンド及びバリ取り方法 | |
| US3738201A (en) | Method and apparatus for sharpening saw blades | |
| JPH05337716A (ja) | 面取り装置 | |
| JP2798226B2 (ja) | 缶シーマのノックアウトパッド着脱機構 | |
| KR200414441Y1 (ko) | 드릴비트 연삭장치 | |
| JPH0724161Y2 (ja) | 倣い旋削加工装置 | |
| JP2552389Y2 (ja) | 円錐形切削工具の研磨装置 | |
| JPH04315558A (ja) | 心なし研削盤によるエンジンバルブの研削方法 | |
| JPS6343014Y2 (ja) | ||
| JPH0239665Y2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060228 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3783111 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090324 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090324 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100324 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110324 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110324 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120324 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130324 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130324 Year of fee payment: 7 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130324 Year of fee payment: 7 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130324 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140324 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |