JP3608519B2 - 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 - Google Patents
合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 Download PDFInfo
- Publication number
- JP3608519B2 JP3608519B2 JP2001059914A JP2001059914A JP3608519B2 JP 3608519 B2 JP3608519 B2 JP 3608519B2 JP 2001059914 A JP2001059914 A JP 2001059914A JP 2001059914 A JP2001059914 A JP 2001059914A JP 3608519 B2 JP3608519 B2 JP 3608519B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- acidic solution
- dip galvanized
- galvanized steel
- alloyed hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 229910001335 Galvanized steel Inorganic materials 0.000 title claims description 49
- 239000008397 galvanized steel Substances 0.000 title claims description 49
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 239000003929 acidic solution Substances 0.000 claims description 85
- 229910000831 Steel Inorganic materials 0.000 claims description 80
- 239000010959 steel Substances 0.000 claims description 80
- 238000005096 rolling process Methods 0.000 claims description 36
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 36
- 238000007747 plating Methods 0.000 claims description 31
- 239000011701 zinc Substances 0.000 claims description 19
- 229910052725 zinc Inorganic materials 0.000 claims description 16
- 239000012670 alkaline solution Substances 0.000 claims description 12
- 150000002500 ions Chemical class 0.000 claims description 12
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 10
- 230000004913 activation Effects 0.000 claims description 9
- 238000010438 heat treatment Methods 0.000 claims description 9
- 229910052742 iron Inorganic materials 0.000 claims description 6
- 229910001297 Zn alloy Inorganic materials 0.000 claims description 5
- KFZAUHNPPZCSCR-UHFFFAOYSA-N iron zinc Chemical compound [Fe].[Zn] KFZAUHNPPZCSCR-UHFFFAOYSA-N 0.000 claims description 5
- 238000001035 drying Methods 0.000 claims description 4
- 239000010410 layer Substances 0.000 description 58
- 238000000034 method Methods 0.000 description 35
- 230000000694 effects Effects 0.000 description 24
- 238000012360 testing method Methods 0.000 description 21
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 18
- 238000006386 neutralization reaction Methods 0.000 description 18
- 238000004140 cleaning Methods 0.000 description 17
- 238000005507 spraying Methods 0.000 description 17
- 239000002344 surface layer Substances 0.000 description 17
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 15
- 230000008569 process Effects 0.000 description 14
- 239000011324 bead Substances 0.000 description 12
- 238000012545 processing Methods 0.000 description 12
- 238000007654 immersion Methods 0.000 description 11
- 238000005259 measurement Methods 0.000 description 11
- 238000005406 washing Methods 0.000 description 11
- 230000000052 comparative effect Effects 0.000 description 9
- 238000000465 moulding Methods 0.000 description 9
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 8
- 238000005275 alloying Methods 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 239000000243 solution Substances 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 7
- 238000005755 formation reaction Methods 0.000 description 7
- 239000007788 liquid Substances 0.000 description 7
- 239000003921 oil Substances 0.000 description 7
- 239000007864 aqueous solution Substances 0.000 description 6
- 239000010960 cold rolled steel Substances 0.000 description 6
- 230000009257 reactivity Effects 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 230000007423 decrease Effects 0.000 description 5
- 230000006872 improvement Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 238000002844 melting Methods 0.000 description 5
- 230000003647 oxidation Effects 0.000 description 5
- 238000007254 oxidation reaction Methods 0.000 description 5
- 238000003825 pressing Methods 0.000 description 5
- 238000000682 scanning probe acoustic microscopy Methods 0.000 description 5
- 239000000428 dust Substances 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 238000004544 sputter deposition Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000004090 dissolution Methods 0.000 description 3
- 238000005246 galvanizing Methods 0.000 description 3
- 150000004679 hydroxides Chemical class 0.000 description 3
- 239000010687 lubricating oil Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 101000993059 Homo sapiens Hereditary hemochromatosis protein Proteins 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 238000011835 investigation Methods 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000001488 sodium phosphate Substances 0.000 description 2
- 229910000162 sodium phosphate Inorganic materials 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- RYFMWSXOAZQYPI-UHFFFAOYSA-K trisodium phosphate Chemical compound [Na+].[Na+].[Na+].[O-]P([O-])([O-])=O RYFMWSXOAZQYPI-UHFFFAOYSA-K 0.000 description 2
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 229910052788 barium Inorganic materials 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000033444 hydroxylation Effects 0.000 description 1
- 238000005805 hydroxylation reaction Methods 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 229910052744 lithium Inorganic materials 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000001000 micrograph Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 231100000989 no adverse effect Toxicity 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000007591 painting process Methods 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 230000003595 spectral effect Effects 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- UGZADUVQMDAIAO-UHFFFAOYSA-L zinc hydroxide Chemical compound [OH-].[OH-].[Zn+2] UGZADUVQMDAIAO-UHFFFAOYSA-L 0.000 description 1
- 229940007718 zinc hydroxide Drugs 0.000 description 1
- 229910021511 zinc hydroxide Inorganic materials 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/05—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions
- C23C22/06—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6
- C23C22/48—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using aqueous solutions using aqueous acidic solutions with pH less than 6 not containing phosphates, hexavalent chromium compounds, fluorides or complex fluorides, molybdates, tungstates, vanadates or oxalates
- C23C22/53—Treatment of zinc or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/04—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor characterised by the coating material
- C23C2/06—Zinc or cadmium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C2/00—Hot-dipping or immersion processes for applying the coating material in the molten state without affecting the shape; Apparatus therefor
- C23C2/26—After-treatment
- C23C2/28—Thermal after-treatment, e.g. treatment in oil bath
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C22/00—Chemical surface treatment of metallic material by reaction of the surface with a reactive liquid, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C22/82—After-treatment
- C23C22/83—Chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/32—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer
- C23C28/322—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only
- C23C28/3225—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one pure metallic layer only coatings of metal elements only with at least one zinc-based layer
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/30—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer
- C23C28/34—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates
- C23C28/345—Coatings combining at least one metallic layer and at least one inorganic non-metallic layer including at least one inorganic non-metallic material layer, e.g. metal carbide, nitride, boride, silicide layer and their mixtures, enamels, phosphates and sulphates with at least one oxide layer
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Thermal Sciences (AREA)
- Chemical Treatment Of Metals (AREA)
- Coating With Molten Metal (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Description
【発明の属する技術分野】
この発明は、プレス成形時における摺動性に優れた合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板に関するものである。
【0002】
【従来の技術】
合金化溶融亜鉛めっき鋼板は亜鉛めっき鋼板と比較して溶接性および塗装性に優れることから、自動車車体用途を中心に広範な分野で広く利用されている。そのような用途での合金化溶融亜鉛めっき鋼板は、プレス成形を施されて使用に供される。しかし、合金化溶融亜鉛めっき鋼板は、冷延鋼板に比べてプレス成形性が劣るという欠点を有する。これはプレス金型での合金化溶融めっき鋼板の摺動抵抗が冷延鋼板に比べて大きいことが原因である。すなわち、金型とビードでの摺動抵抗が大きい部分で合金化溶融亜鉛めっき鋼板がプレス金型に流入しにくくなり、鋼板の破断が起こりやすい。
【0003】
合金化溶融亜鉛めっき鋼板は、鋼板に亜鉛めっきを施した後、加熱処理を行い、鋼板中のFeとめっき層中のZnが拡散する合金化反応が生じることにより、Fe−Zn合金相を形成させたものである。このFe−Zn合金相は、通常、Γ相、δ1相、ζ相からなる皮膜であり、Fe濃度が低くなるに従い、すなわち、Γ相→δ1相→ζ相の順で、硬度ならびに融点が低下する傾向がある。このため、摺動性の観点からは、高硬度で、融点が高く凝着の起こりにくい高Fe濃度の皮膜が有効であり、プレス成形性を重視する合金化溶融亜鉛めっき鋼板は、皮膜中の平均Fe濃度を高めに製造されている。
【0004】
しかしながら、高Fe濃度の皮膜では、めっき−鋼板界面に硬くて脆いΓ相が形成されやすく加工時に、界面から剥離 する現象、いわゆるパウダリングが生じ易い問題を有している。このため、特開平1−319661号公報に示されているように、摺動性と耐パウダリング性を両立するために、上層に第二層として硬質のFe系合金を電気めっきなどの手法により付与する方法がとられている。
【0005】
亜鉛系めっき鋼板使用時のプレス成形性を向上させる方法としては、この他に、高粘度の潤滑油を塗布する方法が広く用いられている。しかし、この方法では、潤滑油の高粘性のために塗装工程で脱脂不良による塗装欠陥が発生したり、また、プレス時の油切れにより、プレス性能が不安定になる等の問題がある。従って、合金化溶融亜鉛めっき自身のプレス成形性が改善されることが強く要請されている。
【0006】
上記の問題を解決する方法として、特開昭53−60332号公報および特開平2−190483号公報には、亜鉛系めっき鋼板の表面に電解処理、浸漬処理、塗布酸化処理、または加熱処理を施すことにより、ZnOを主体とする酸化膜を形成させて溶接性、または加工性を向上させる技術を開示している。
【0007】
特開平4−88196号公報は、亜鉛系めっき鋼板の表面に、リン酸ナトリウム5〜60 g/lを含みpH2〜6の水溶液にめっき鋼板を浸漬するか、電解処理を行うか、または、上記水溶液を塗布することにより、P酸化物を主体とした酸化膜を形成して、プレス成形性及び化成処理性を向上させる技術を開示している。
【0008】
特開平3−191093号公報は、亜鉛系めっき鋼板の表面に電解処理、浸漬処理、塗布処理、塗布酸化処理、または加熱処理により、Ni酸化物を生成させることにより、プレス成形性および化成処理性を向上させる技術を開示している。
【0009】
【発明が解決しようとする課題】
しかしながら、上記の先行技術を合金化溶融亜鉛めっき鋼板に適用した場合、プレス成形性の改善効果を安定して得ることはできない。本発明者らは、その原因について詳細な検討を行った結果、合金化溶融めっき鋼板はAl酸化物が存在することにより表面の反応性が劣ること、及び表面の凹凸が大きいことが原因であることを見出した。即ち、先行技術を合金化溶融めっき鋼板に適用した場合、表面の反応性が低いため、電解処理、浸漬処理、塗布酸化処理及び加熱処理等を行っても、所定の皮膜を表面に形成することは困難であり、反応性の低い部分、すなわち、Al酸化物量が多い部分では膜厚が薄くなってしまう。また、表面の凹凸が大きいため、プレス成型時にプレス金型と直接接触するのは表面の凸部となるが、凸部のうち膜厚の薄い部分と金型との接触部での摺動抵抗が大きくなり、プレス成形性の改善効果が十分には得られない。
【0010】
本発明は上記の問題点を改善し、プレス成形時の摺動性に優れた合金化溶融めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板を提供することを目的とする。
【0011】
【課題を解決するための手段】
本発明者らは、上記の課題を解決すべく、鋭意研究を重ねた結果、合金化溶融めっき鋼板表面に存在する平坦部表層の酸化物層厚さを10nm以上に制御することで、安定して優れたプレス成形性が得られることを知見した。
【0012】
合金化溶融亜鉛めっき鋼板表面の上記平坦部は、周囲と比較すると凸部として存在する。プレス成形時に実際にプレス金型と接触するのは、この平坦部が主体となるため、この平坦部における摺動抵抗を小さくすれば、プレス成形性を安定して改善することができる。この平坦部における摺動抵抗を小さくするには、めっき層と金型との凝着を防ぐのが有効であり、そのためには、めっき層の表面に、硬質かつ高融点の皮膜を形成することが有効である。この観点から検討を進めた結果、平坦部表層の酸化物層厚さを制御することが有効であり、こうして平坦部表層の酸化膜厚を制御すると、めっき層と金型の凝着が生じず、良好な摺動性を示すことを見出した。また、このような酸化膜厚の形成には、酸性溶液と接触させてめっき表層に酸化物層を形成する方法が有効なことが明らかになった。
【0013】
本発明者らは、前記の知見に基づいて、合金化溶融亜鉛めっき鋼板およびその製造方法について特許出願した(特願2000−212591)。この出願に係る発明は、鉄−亜鉛合金めっき表面に面積率で20〜80%の平坦部を有し、その平坦部の表層に厚さが10nm以上の酸化物層を有することを特徴とする合金化溶融亜鉛めっき鋼板であり、前記鋼板を製造するに際し、鋼板に溶融亜鉛めっきを施し、さらに加熱処理により合金化し、調質圧延を施した後に、酸性溶液と接触させてめっき表層に酸化物層を形成することを特徴とする合金化溶融亜鉛めっき鋼板の製造方法である。
【0014】
本発明者等は、プレス成形時の摺動性に優れた合金化溶融めっき鋼板の製造方法についてさらに検討した結果、前記製造方法において、酸性溶液に接触終了後1.0〜30.0秒放置した後水洗、乾燥することによって、摺動特性に優れた鋼板をより安定に製造できることが明らかになった。
【0015】
本発明は、以上の知見に基いてなされたものであり、その要旨は以下の通りである。
【0016】
(1)鉄−亜鉛合金めっき表面に面積率が20〜80%の平坦部を有し、その平坦部の表層に厚さが10nm以上の酸化物層を有する合金化溶融亜鉛めっき鋼板を製造するに際し、鋼板に溶融亜鉛めっきを施し、さらに加熱処理により合金化し、調質圧延を施した後、酸性溶液と接触させ、接触終了後1.0〜30秒放置した後水洗、乾燥することを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
【0017】
(2)酸性溶液と接触終了後1.0〜30秒放置した後水洗、乾燥する前に、水蒸気と接触させることを特徴とする前記(1)に記載の合金化溶融亜鉛めっき鋼板の製造方法。
【0018】
(3)調質圧延を施した後酸性溶液と接触させる前に、アルカリ性溶液に接触させて表面の活性化処理を施すことを特徴とする前記(1)または(2)に記載の合金化溶融亜鉛めっき鋼板の製造方法。
(4) 酸性溶液と接触後該酸性溶液の付着量を片面あたり 3g/m 2 以下に調整した後 1.0 〜 30 秒放置することを特徴とする前記 (1) 〜 (3) のいずれかに記載の合金化溶融亜鉛めっき鋼板の製造方法。
(5) 酸性溶液が、 Fe および Zn イオンを含む酸性溶液であることを特徴とする前記 (1) 〜 (4) のいずれかに記載の合金化溶融亜鉛めっき鋼板の製造方法。
【0019】
(6) 鋼板に溶融亜鉛めっきを施し、さらに加熱処理により合金化し、調質圧延を施した後、酸性溶液と接触させ、接触終了後 1.0 〜 30 秒放置した後水洗、乾燥する合金化溶融亜鉛めっき鋼板の製造方法により生産される、鉄−亜鉛合金めっき表面に面積率が 20 〜 80 %の平坦部を有し、その平坦部の表層に厚さが 10nm 以上の酸化物層を有することを特徴とする合金化溶融亜鉛めっき鋼板。
(7) 酸性溶液と接触終了後 1.0 〜 30 秒放置した後水洗、乾燥する前に、水蒸気と接触させることを特徴とする前記 (6) に記載の合金化溶融亜鉛めっき鋼板。
【0020】
(8) 調質圧延を施した後酸性溶液と接触させる前に、アルカリ性溶液に接触させて表面の活性化処理を施すことを特徴とする前記 (6) または (7) に記載の合金化溶融亜鉛めっき鋼板。
(9) 酸性溶液と接触後該酸性溶液の付着量を片面あたり 3g/m 2 以下に調整した後 1.0 〜 30 秒放置することを特徴とする前記 (6) 〜 (8) のいずれかに記載の合金化溶融亜鉛めっき鋼板。
(10) 酸性溶液が、 Fe および Zn イオンを含む酸性溶液であることを特徴とする前記 (6) 〜 (9) のいずれかに記載の合金化溶融亜鉛めっき鋼板。
【0021】
【発明の実施の形態】
合金化溶融亜鉛めっき鋼板の製造の際には、鋼板に溶融亜鉛めっきを施した後に、さらに加熱し合金化処理が施されるが、この合金化処理時の鋼板−めっき界面の反応性の差により、合金化溶融亜鉛めっき鋼板表面には凹凸が存在する。しかしながら、合金化処理後には、通常、材質確保のために調質圧延が施され、この調質圧延時のロールとの接触により、めっき表面は平滑化され凹凸が緩和される。従って、プレス成型時には、金型がめっき表面の凸部を押しつぶすのに必要な力が低下し、摺動特性を向上させることができる。
【0022】
合金化溶融亜鉛めっき鋼板表面の平坦部は、プレス成形時に金型が直接接触する部分であるため、金型との凝着を防止する硬質かつ高融点の物質が存在することが、摺動性の向上には重要である。この点では、表層に酸化物層を存在させることは、酸化物層が金型との凝着を防止するため、摺動特性の向上に有効である。
【0023】
実際のプレス成形時には、表層の酸化物は摩耗し、削り取られるため、金型と被加工材の接触面積が大きい場合には、十分に厚い酸化膜の存在が必要である。めっき表面には合金化処理時の加熱により酸化物層が形成されているものの、調質圧延時のロールとの接触により大部分が破壊され、新生面が露出しているため、良好な摺動性を得るためには調質圧延以前に厚い酸化物層を形成しなければならない。また、このことを考慮に入れて、調質圧延前に厚い酸化物層を形成させたとしても、調質圧延時に生じる酸化物層の破壊を避けることはできないため、平坦部の酸化物層が不均一に存在し、良好な摺動性を安定して得ることはできない。
【0024】
このため、調質圧延が施された合金化溶融亜鉛めっき鋼板、特にめっき表面平坦部に、均一に酸化物層を形成する処理を施すと良好な摺動性を安定的に得ることができる。
【0025】
合金化溶融亜鉛めっき鋼板を酸性溶液と接触させることによってめっき表層に酸化物層を形成することができるが、酸性溶液に接触終了後1.0〜30.0秒放置した後水洗、乾燥することにより、めっき表面平坦部に摺動特性に優れる酸化物層を安定して形成することができる。
【0026】
この酸化物層形成メカニズムについては明確ではないが、酸性溶液に接触終了後1.0〜30.0秒放置した後、水洗、乾燥することによって、酸性溶液との接触によって生成する亜鉛の水酸化物の生成反応が一層促進され、めっき表層に酸化物をより確実に形成できるものと考えられる。放置時間が30.0秒を超えると摺動特性を向上する効果が飽和するので、放置時間は30.0秒以下が好ましい。ここでの接触終了とは、浸漬・スプレーなどの方法により酸性溶液をめっき鋼板に供給する処理が終了した段階と定義する。
【0027】
上記処理に使用する酸性溶液のpHが低すぎると、亜鉛の溶解は促進されるが、酸化物が生成しにくくなるため、pH1以上であることが望ましい。一方、pHが高すぎると亜鉛溶解の反応速度が低くなるため、液のpHは5以下であることが望ましい。
【0028】
酸性溶液と接触させる方法には、めっき鋼板を酸性溶液に浸漬する方法、めっき鋼板に酸性溶液をスプレーする方法、塗布ロールを介して酸性溶液をめっき鋼板に塗布する方法等がある。
【0029】
前記処理に使用する酸性溶液としては、FeおよびZnイオンを含む酸性溶液を使用できる。FeおよびZnイオンを含む液を使用すると、酸化処理後の摩擦係数のばらつきが減少する効果があり、またこれらはめっき皮膜に含まれている成分であるため、これらの成分がめっき表面に残っても悪影響がない。
【0030】
酸性溶液と接触後、酸性溶液の付着量を片面あたり3.0g/m2以下に調整し、その後前記時間放置することがより好ましい。付着量を前記範囲にすることによって、その後の放置工程における亜鉛の水酸化物の生成反応を促進する作用を向上できるためと考えられる。付着量調整は絞りロール、エアワイピング等で行うことができる。
【0031】
酸性溶液が水洗、乾燥後の鋼板表面に残存すると、鋼板コイルが長期保管されたときに錆が発生しやすくなる。係る錆発生を防止する観点から、アルカリ性溶液に浸漬あるいはアルカリ性溶液をスプレーするなどの方法でアルカリ性溶液と接触させて、鋼板表面に残存している酸性溶液を中和する処理を施してもよい。アルカリ性溶液は、表面に形成されたZn系酸化物の溶解を防止するためpH12以下であることが望ましい。前記pHの範囲内であれば、使用する溶液に制限はなく、水酸化ナトリウム、リン酸ナトリウムなど使用することができる。
【0032】
前記時間放置した後、またさらにアルカリ性溶液に接触させて中和処理を施した場合は中和処理を施した後、水洗、乾燥する前に、高温の水蒸気と接触させることがより好ましい。亜鉛は、中性溶液との接触により亜鉛系酸化物を生成しやすく、高温状態では反応もすばやく進行する。高温の水蒸気と接触させることによって、短時間で摺動性の向上に必要な酸化物層を確実に形成させることができる。ここで高温の水蒸気と接触させる方法としては、スプレー水に水蒸気を吹き込み、これを鋼板に吹き付ける方法等を用いることができる。水蒸気吹き付けの条件は特に規定しないが、温度100℃以上、吹き付け圧1kg/mm2以上であると好ましい。
【0033】
上記のように酸性溶液に接触させて酸化物層を形成する前に、表層に残存した酸化物層を除去するとより効果的である。これは、調質圧延時のロールとの接触により表層酸化物は破壊されているものの一部残存しており、表面の反応性が不均一なためである。表層に残存した酸化物層を除去する手法としては、アルカリ性溶液に浸漬あるいはスプレーなどで処理することにより、化学的に除去する手法が有効である。アルカリ性溶液であれば、表層に残存した酸化物層を除去し活性化できるが、pHが低いと反応が遅く処理に長時間を有するため、pH10以上であることが望ましい。上記範囲内のpHであれば溶液の種類に制限はなく、水酸化ナトリウムなどを用いることができる。
【0034】
本発明における酸化物層とは、Zn,Fe,Al及びその他の金属元素の1種以上の酸化物及び/又は水酸化物などからなる層のことである。
【0035】
めっき表層の平坦部における酸化物層の厚さを10nm以上とすることにより、良好な摺動性を示す合金化溶融亜鉛めっき鋼板が得られるが、酸化物層の厚さを20nm以上とするとより効果的である。これは、金型と被加工物の接触面積が大きくなるプレス成形加工において、表層の酸化物層が摩耗した場合でも残存し、摺動性の低下を招くことがないためである。一方、酸化物層の厚さの上限は特に設けないが、200nmを超えると表面の反応性が極端に低下し、化成処理皮膜を形成するのが困難になるため、200nm以下とするのが望ましい。
【0036】
なお、平坦部表面の酸化物層の厚さは、Arイオンスパッタリングと組み合わせたオージェ電子分光(AES)により求めることができる。この方法においては、所定厚さまでスパッタした後、測定対象の各元素のスペクトル強度から相対感度因子補正により、その深さでの組成を求めることができる。酸化物または水酸化物に起因するOの含有率は、ある深さで最大値となった後(これが最表層の場合もある)、減少し、一定となる。Oの含有率が最大値より深い位置で、最大値と一定値との和の1/2となる深さを、酸化物の厚さとする。
【0037】
ここで、めっき表面における平坦部の面積率は、20〜80%とするのが望ましい。20%未満では、平坦部を除く部分(凹部)での金型との接触面積が大きくなり、実際に金型に接触する面積のうち、酸化物厚さを確実に制御できる平坦部の面積率が小さくなるため、プレス成形性の改善効果が小さくなる。また、平坦部を除く部分は、プレス成型時にプレス油を保持する役割を持つ。従って、平坦部を除く部分の面積率が20%未満になると(平坦部の面積率が80%を超えると)プレス成形時に油切れを起こしやすくなり、プレス成形性の改善効果が小さくなる。
【0038】
なお、めっき表面の平坦部は、光学顕微鏡あるいは走査型電子顕微鏡等で表面を観察することで容易に識別可能である。めっき表面における平坦部の面積率は、上記顕微鏡写真を画像解析することにより求めることができる。
【0039】
本発明に係る合金化溶融亜鉛めっき鋼板を製造するに関しては、めっき浴中にAlが添加されていることが必要であるが、Al以外の添加元素成分は特に限定されない。すなわち、Alの他に、Pb,Sb,Si,Sn,Mg,Mn,Ni,Ti,Li,Cuなどが含有または添加されていても、本発明の効果が損なわれるものではない。
【0040】
また、酸化処理などに使用する処理液中に不純物が含まれることにより、S,N,P,B,Cl,Na,Mn,Ca,Mg,Ba,Sr,Siなどが酸化物層中に取り込まれても、本発明の効果が損なわれるものではない。
【0041】
【実施例】
次に、本発明を実施例により更に詳細に説明する。
(実施例1)
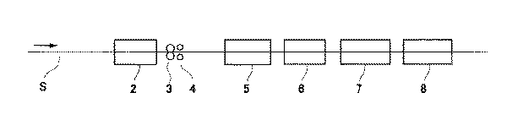
板厚0.8mmの冷延鋼板上に、常法の合金化溶融亜鉛めっき皮膜を形成し、更に調質圧延を行った。この際に、調質圧延の圧下荷重を変化させることで、表面における平坦部面積率を20〜80%の範囲に調整した。引き続き、図1に示す構成の処理設備を用いて酸化物層を形成した。
【0042】
すなわち、酸性溶液槽2で、50℃、pH1.5に調整した硫酸酸性溶液中へ浸漬処理を行った後、絞りロール3で鋼板面の酸性溶液の付着量を調整した。次いで、#1洗浄槽5で50℃の温水を鋼板にスプレーし、中和槽6を空通しし、#2洗浄槽7で50℃の温水を鋼板にスプレーして洗浄し、ドライヤ8で乾燥し、めっき表面に酸化物層を形成した。
【0043】
一部の鋼板については、前記処理中、絞りロール3出側のシャワー水洗装置4を用いて絞り直後に鋼板を洗浄し、および/または、中和槽6でpH10のアルカリ性処理液(水酸化ナトリウム水溶液)をスプレーして鋼板表面に残存している酸性溶液を中和処理した。
【0044】
処理条件を表1に示す。表1中、放置時間は、絞りロール3で鋼板表面の酸性溶液付着量を調整してから#1洗浄槽5、あるいはシャワー装置4で洗浄開始するまでの時間である。
【0045】
次に、以上の様に作製した鋼板について、めっき皮膜中のFe濃度、平坦部の面積率、酸化物層厚さの測定及びプレス成形性試験を行なった。また、鋼板に防錆油を塗布した後、ほこりなど外部の要因の影響がないように屋外に放置し約6ヵ月後の点錆の発生の有無を調査し、点錆なしを「○」、点錆ありを「×」とした。平坦部の酸化物層厚さの測定、プレス成形性試験は次のようにして行った。
【0046】
(1)酸化物層の厚さ測定
オージェ電子分光(AES)により、平坦部の各元素の含有率(at%)を測定し、引き続いて所定の深さまでArスパッタリングした後、AESによりめっき皮膜中の各元素の含有率の測定を行い、これを繰り返すことにより、深さ方向の各元素の組成分布を測定した。酸化物、水酸化物に起因するOの含有率はある深さで最大となった後、減少し一定となる。Oの含有率が、最大値より深い位置で、最大値と一定値との和の1/2となる深さを、酸化物の厚さとした。任意に選んだ複数箇所(n=3)の平坦部の酸化物の厚さを測定し、その平均値を求めた。なお、予備処理として30秒のArスパッタリングを行って、供試材表面のコンタミネーションレイヤーを除去した。
【0047】
(2)プレス成形性評価試験(摩擦係数測定試験)
プレス成形性を評価するために、各供試材の摩擦係数を以下のようにして測定した。
【0048】
図2は、摩擦係数測定装置を示す概略正面図である。同図に示すように、供試材から採取した摩擦係数測定用試料11が試料台12に固定され、試料台12は、水平移動可能なスライドテーブル13の上面に固定されている。スライドテーブル13の下面には、これに接したローラ14を有する上下動可能なスライドテーブル支持台15が設けられ、これを押上げることにより、ビード16による摩擦係数測定用試料11への押付荷重Nを測定するための第1ロードセル17が、スライドテーブル支持台15に取付けられている。上記押付力を作用させた状態でスライドテーブル13を水平方向へ移動させるための摺動抵抗力Fを測定するための第2ロードセル18が、スライドテーブル13の一方の端部に取付けられている。なお、潤滑油として、日本パーカライジング社製ノックスラスト550HNを試料11の表面に塗布して試験を行った。
【0049】
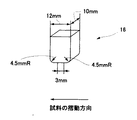
図3,4は使用したビードの形状・寸法を示す概略斜視図である。ビード16の下面が試料11の表面に押し付けられた状態で摺動する。図3に示すビード16の形状は幅10mm、試料の摺動方向長さ12mm、摺動方向両端の下部は曲率4.5mmRの曲面で構成され、試料が押し付けられるビード下面は幅10mm、摺動方向長さ3mmの平面を有する。図4に示すビード16の形状は幅10mm、試料の摺動方向長さ69mm、摺動方向両端の下部は曲率4.5mmRの曲面で構成され、試料が押し付けられるビード下面は幅10mm、摺動方向長さ60mmの平面を有する。
【0050】
摩擦係数測定試験は以下に示す2条件で行った。
(条件1)
図3に示すビードを用い、押し付け荷重N:400kgf、試料の引き抜き速度(スライドテーブル13の水平移動速度):100cm/minとした。
(条件2)
図4に示すビードを用い、押し付け荷重N:400kgf、試料の引き抜き速度(スライドテーブル13の水平移動速度):20cm/minとした。
供試材とビードとの間の摩擦係数μは、式:μ=F/Nで算出した。
試験結果を表1に示す。
【0051】
【表1】

表1の試験結果から、下記事項が明らかである。
(1)No.1(比較例)は、調質圧延を施されていない合金化溶融亜鉛めっき鋼板の例であり、摩擦係数が高い。
(2)No.2およびNo.3(比較例)は、調質圧延後に酸化物の形成処理を施されていないため、酸化物の厚さが10nm未満と薄く、摩擦係数が高い。
(3)No.4およびNo.5(比較例)は、調質圧延後に酸性溶液での処理を施されているが、放置時間が本発明範囲内より短く、平坦部における酸化物の厚さが10nm未満であるため、摩擦係数の改善効果がほとんど得られていない。
【0053】
(4)No.6〜No.11は、調質圧延後に酸性溶液へ浸漬し、さらに放置時間が本発明範囲内にあるため、酸化物の厚さが10nm以上となっており、摩擦係数は改善されている。さらに、酸性溶液へ浸漬し、絞りロールで調整した付着量が3.0g/m2以下である場合(No.12〜No.23)は、同じ放置時間で比較すると、付着量が3.0g/m2を超える場合よりも、酸化物の厚さが厚く、摩擦係数の改善効果が大きい。
【0054】
(5)No.18〜No.23は処理後アルカリ性処理液を鋼板にスプレーして中和処理を行った例である。この場合、中和処理を行うことによって、長期間屋外放置した後の点錆は全くなく、酸化物層を形成した鋼板コイルが使用前に長期間保管されることがあっても錆発生を防止する能力に優れる。
【0055】
(実施例2)
板厚0.8mmの冷延鋼板上に、常法の合金化溶融亜鉛めっき皮膜を形成し、更に調質圧延を行った。この際に、調質圧延の圧下荷重を変化させることで、表面における平坦部面積率を20〜80%の範囲に調整した。引き続き、図1に示す構成の処理設備を用いて酸化物層を形成した。
【0056】
すなわち、酸性溶液槽2で、50℃、pH1.5に調整した硫酸酸性溶液中へ浸漬処理を行った後、絞りロール3で鋼板面の酸性溶液の付着量を調整した。次いで、#1洗浄槽5で50℃の温水を鋼板にスプレーし、中和槽6を空通しし、#2洗浄槽7で予め温水に水蒸気が吹き込まれた100℃の水蒸気を吹き付け圧1kg/mm2で鋼板に吹き付けた後、ドライヤ8で乾燥し、めっき表面に酸化物層を形成した。
【0057】
一部の鋼板については、前記処理中、絞りロール3出側のシャワー水洗装置4を用いて絞り直後に鋼板を洗浄し、および/または、中和槽6でpH10のアルカリ性処理液(水酸化ナトリウム水溶液)をスプレーして鋼板表面に残存している酸性溶液で中和処理を施し、および/または、#2洗浄槽7での水蒸気吹き付けに代えて50℃の温水を鋼板にスプレーした。
【0058】
処理条件を表2に示す。表2中、放置時間は、絞りロール3で鋼板表面の酸性溶液付着量を調整してから#1洗浄槽5、あるいはシャワー水洗装置4で洗浄開始するまでの時間である。
【0059】
次に、以上の様に作製した供試体について、実施例1と同様にして、めっき皮膜中のFe濃度、平坦部の面積率、酸化物層厚さの測定及びプレス成形性試験を行い、また、鋼板に防錆油を塗布した後、ほこりなど外部の要因の影響がないように屋外に放置し約6ヵ月後の点錆の発生の有無を調査した。
試験結果を表2に示す。
【0060】
【表2】
表2の試験結果から、下記事項が明らかである。
(1)No.1(比較例)は、調質圧延を施されていない合金化溶融亜鉛めっき鋼板の例であり、摩擦係数が高い。
(2)No.2およびNo.3(比較例)は、調質圧延後に酸化物の形成処理を施されていないため、酸化物の厚さが10nm未満と薄く、摩擦係数が高い。
【0062】
(3)No.12〜No.29は、酸性溶液に浸漬した後の放置時間が本発明範囲内にあり、さらに水蒸気吹き付け処理を行っているため、いずれも摩擦係数が改善されている。さらに、酸性溶液へ浸漬し、絞りロールで調整した付着量が3.0g/m2以下である場合(No.18〜No.29)は、同じ放置時間で比較すると、付着量が3.0g/m2を超える場合よりも、酸化物の厚さが厚く、摩擦係数の改善効果が大きい。これに対して、酸性溶液に浸漬した後の放置時間が本発明範囲内に含まれない場合(No.10,No.11)は、摩擦係数の改善効果は見られるものの、前記No.12〜No.29と比較すると改善効果が小さい。
【0063】
またNo.12〜No.29は、酸性溶液に浸漬しさらに放置時間が本発明範囲内に含まれるものの、水蒸気処理を施されていない場合(No.4〜No.9)に比べて、摩擦係数の改善効果がより大きい。
【0064】
(4)No.24〜No.29は処理後アルカリ性処理液を鋼板にスプレーして中和処理を行った例である。この場合、中和処理を行うことによって、長期間屋外放置した後の点錆は全くなく、酸化物層を形成した鋼板コイルが使用前に長期間保管されることがあっても錆発生を防止する能力に優れる。
【0065】
(実施例3)
板厚0.8mmの冷延鋼板上に、常法の合金化溶融亜鉛めっき皮膜を形成し、更に調質圧延を行った。この際に、調質圧延の圧下荷重を変化させることで、表面における平坦部面積率を20〜80%の範囲に調整した。引き続き、図5に示す構成の処理設備を用いて酸化物層を形成した。
【0066】
すなわち、酸性溶液槽2で、50℃、pH1.5に調整した硫酸酸性溶液中へ浸漬処理を行った後、絞りロール3で鋼板面の酸性溶液の付着量を調整した。次いで、#1洗浄槽5で50℃の温水を鋼板にスプレーし、中和槽6を空通しし、#2洗浄槽7で50℃の温水を鋼板にスプレーして洗浄し、ドライヤ8で乾燥し、めっき表面に酸化物層を形成した。
【0067】
また一部の鋼板については、前記処理中、絞りロール3出側のシャワー水洗装置4を用いて絞り直後に鋼板を洗浄する処理、上記酸性溶液への浸漬処理前に、活性化槽1でアルカリ性溶液を用いた処理、および、中和槽6でpH10のアルカリ性処理液(水酸化ナトリウム水溶液)をスプレーする中和処理の内のいずれか一つ以上の処理を施した。
【0068】
処理条件を表3に示す。表3中、放置時間は、絞りロール3で鋼板表面の酸性溶液付着量を調整してから#1洗浄槽6、あるいはシャワー水洗装置4で洗浄開始するまでの時間である。
【0069】
次に、以上の様に作製した供試体について、実施例1と同様にして、めっき皮膜中のFe濃度、平坦部の面積率、酸化物層厚さの測定及びプレス成形性試験を行い、また、鋼板に防錆油を塗布した後、ほこりなど外部の要因の影響がないように屋外に放置し約6ヵ月後の点錆の発生の有無を調査した。
試験結果を表3に示す。
【0070】
【表3】
表3の試験結果から、下記事項が明らかである。
(1)No.1(比較例)は、調質圧延を施されていない合金化溶融亜鉛めっき鋼板の例であり、摩擦係数が高い。
(2)No.2およびNo.3(比較例)は、調質圧延後に酸化物の形成処理を施されていないため、酸化物の厚さが10nm未満と薄く、摩擦係数が高い。
【0072】
(3)No.12〜No.29は、調質圧延後に活性化処理を施し、さらに酸性溶液に浸漬した後の放置時間が本発明範囲内にあるため、いずれも摩擦係数が改善されている。さらに、酸性溶液へ浸漬し、絞りロールで調整した付着量が3.0g/m2以下である場合(No.18〜No.29)は、同じ放置時間で比較すると、付着量が3.0g/m2を超える場合よりも、酸化物の厚さが厚く、摩擦係数の改善効果が大きい。これに対して、酸性溶液に浸漬した後の放置時間が本発明範囲内に含まれない場合(No.10,No.11)は、摩擦係数の改善効果は見られるものの、前記No.12〜No.29と比較すると改善効果が小さい。
【0073】
またNo.12〜No.29は、酸性溶液に浸漬しさらに放置時間が本発明範囲内に含まれるものの、活性化処理を施されていない場合(No.4〜No.9)に比べて、摩擦係数の改善効果がより大きい。
【0074】
(4)No.24〜No.29は処理後アルカリ性処理液を鋼板にスプレーして中和処理を行った例である。この場合、中和処理を行うことによって、長期間屋外放置した後の点錆は全くなく、酸化物層を形成した鋼板コイルが使用前に長期間保管されることがあっても錆発生を防止する能力に優れる。
【0075】
(実施例4)
板厚0.8mmの冷延鋼板上に、常法の合金化溶融亜鉛めっき皮膜を形成し、更に調質圧延を行った。この際に、調質圧延の圧下荷重を変化させることで、表面における平坦部面積率を20〜80%の範囲に調整した。引き続き、図5に示す構成の処理設備を用いて酸化物層を形成した。
【0076】
すなわち、酸性溶液槽2で、50℃、pH1.5に調整した硫酸酸性溶液中へ浸漬処理を行った後、絞りロール3で鋼板面の酸性溶液の付着量を調整した。次いで、#1洗浄槽5で50℃の温水を鋼板にスプレーし、中和槽6を空通しし、#2洗浄槽7で50℃の温水を鋼板にスプレーして洗浄し、ドライヤ8で乾燥し、めっき表面に酸化物層を形成した。
【0077】
一部の鋼板については、上記酸性溶液への浸漬処理前に、活性化槽1でアルカリ性溶液を用いた処理を行った。また一部の鋼板については、前記処理中、絞りロール3出側のシャワー水洗装置4を用いて絞り直後に鋼板を洗浄する処理、中和槽6でpH10のアルカリ性処理液(水酸化ナトリウム水溶液)をスプレーして鋼板表面に残存している酸性溶液の中和処理、#2洗浄槽で、温水スプレーに代えて、予め温水に水蒸気が吹き込まれた100℃の水蒸気を吹き付け圧1kg/mm2で鋼板に吹き付ける処理の内のいずれか一つ以上を施した。
【0078】
処理条件を表4および表5に示す。表4および表5中、放置時間は、絞りロール3で鋼板表面の酸性溶液付着量を調整してから#1洗浄槽6、あるいはシャワー水洗装置4でで洗浄開始するまでの時間である。
【0079】
次に、以上の様に作製した供試体について、実施例1と同様にして、めっき皮膜中のFe濃度、平坦部の面積率、酸化物層厚さの測定及びプレス成形性試験を行い、また、鋼板に防錆油を塗布した後、ほこりなど外部の要因の影響がないように屋外に放置し約6ヵ月後の点錆の発生の有無を調査した。
試験結果を表4および表5に示す。
【0080】
【表4】
【表5】
表4および表5の試験結果から、下記事項が明らかである。
(1)No.1(比較例)は、調質圧延を施されていない合金化溶融亜鉛めっき鋼板の例であり、摩擦係数が高い。
(2)No.2およびNo.3(比較例)は、調質圧延後に酸化物の形成処理を施されていないため、酸化物の厚さが10nm未満と薄く、摩擦係数が高い。
【0083】
(3)No.24〜No.41は、調質圧延後に活性化処理を施し、さらに酸性溶液に浸漬した後の放置時間が本発明範囲内にあり、その後、水蒸気吹き付け処理を施されているため、いずれも摩擦係数が改善されている。さらに、酸性溶液へ浸漬し、絞りロールで調整した付着量が3.0g/m2以下である場合(No.30〜No.41)は、同じ放置時間で比較すると、付着量が3.0g/m2を超える場合よりも、酸化物の厚さが厚く、摩擦係数の改善効果が大きい。これに対して、酸性溶液に浸漬した後の放置時間が本発明範囲内に含まれない場合(No.22,No.23)は、摩擦係数の改善効果は見られるものの、前記No.24〜No.41と比較すると改善効果が小さい。
【0084】
またNo.24〜No.41は、酸性溶液に浸漬しさらに放置時間が本発明範囲内に含まれるものの、活性化処理と水蒸気吹き付け処理のいずれも施されていない場合(No.4〜No.9)およびいずれか一方のみが施されている場合(No.10〜No.22)に比べて、摩擦係数の改善効果がより大きい。
【0085】
(4)No.36〜No.41は処理後アルカリ性処理液を鋼板にスプレーして中和処理を行った例である。この場合、中和処理を行うことによって、長期間屋外放置した後の点錆は全くなく、酸化物層を形成した鋼板コイルが使用前に長期間保管されることがあっても錆発生を防止する能力に優れる。
【0086】
【発明の効果】
本発明によれば、プレス成形時の摺動抵抗が小さく、安定して優れたプレス成形性を示す合金化溶融亜鉛めっき鋼板を製造できる。
【図面の簡単な説明】
【図1】実施例1,2で使用した酸化物層形成処理設備の要部を示す図。
【図2】摩擦係数測定装置を示す概略正面図。
【図3】図2中のビード形状・寸法を示す概略斜視図。
【図4】図2中の別のビード形状・寸法を示す概略斜視図。
【図5】実施例3,4で使用した酸化物層形成処理設備の要部を示す図。
【符号の説明】
1 活性化槽
2 酸性溶液槽
3 絞りロール
4 シャワー水洗装置
5 #1洗浄槽
6 中和槽
7 #2洗浄槽
8 ドライヤ
11 摩擦係数測定用試料
12 試料台
13 スライドテーブル
14 ローラ
15 スライドテーブル支持台
16 ビード
17 第1ロードセル
18 第2ロードセル
19 レール
S 鋼板
N 押付荷重
F 摺動抵抗力
P 引張荷重
Claims (10)
- 鉄−亜鉛合金めっき表面に面積率が20〜80%の平坦部を有し、その平坦部の表層に厚さが10nm以上の酸化物層を有する合金化溶融亜鉛めっき鋼板を製造するに際し、鋼板に溶融亜鉛めっきを施し、さらに加熱処理により合金化し、調質圧延を施した後、酸性溶液と接触させ、接触終了後1.0〜30秒放置した後水洗、乾燥することを特徴とする合金化溶融亜鉛めっき鋼板の製造方法。
- 酸性溶液と接触終了後1.0〜30秒放置した後水洗、乾燥する前に、水蒸気と接触させることを特徴とする請求項1に記載の合金化溶融亜鉛めっき鋼板の製造方法。
- 調質圧延を施した後酸性溶液と接触させる前に、アルカリ性溶液に接触させて表面の活性化処理を施すことを特徴とする請求項1または2に記載の合金化溶融亜鉛めっき鋼板の製造方法。
- 酸性溶液と接触後該酸性溶液の付着量を片面あたり3g/m2以下に調整した後1.0〜30秒放置することを特徴とする請求項1〜3のいずれかに記載の合金化溶融亜鉛めっき鋼板の製造方法。
- 酸性溶液が、FeおよびZnイオンを含む酸性溶液であることを特徴とする請求項1〜4のいずれかに記載の合金化溶融亜鉛めっき鋼板の製造方法。
- 鋼板に溶融亜鉛めっきを施し、さらに加熱処理により合金化し、調質圧延を施した後、酸性溶液と接触させ、接触終了後 1.0 〜 30 秒放置した後水洗、乾燥する合金化溶融亜鉛めっき鋼板の製造方法により生産される、鉄−亜鉛合金めっき表面に面積率が 20 〜 80 %の平坦部を有し、その平坦部の表層に厚さが 10nm 以上の酸化物層を有することを特徴とする合金化溶融亜鉛めっき鋼板。
- 酸性溶液と接触終了後 1.0 〜 30 秒放置した後水洗、乾燥する前に、水蒸気と接触させることを特徴とする請求項 6 に記載の合金化溶融亜鉛めっき鋼板。
- 調質圧延を施した後酸性溶液と接触させる前に、アルカリ性溶液に接触させて表面の活性化処理を施すことを特徴とする請求項 6 または 7 に記載の合金化溶融亜鉛めっき鋼板。
- 酸性溶液と接触後該酸性溶液の付着量を片面あたり 3g/m 2 以下に調整した後 1.0 〜 30 秒放置することを特徴とする請求項 6 〜 8 のいずれかに記載の合金化溶融亜鉛めっき鋼板。
- 酸性溶液が、 Fe および Zn イオンを含む酸性溶液であることを特徴とする請求項 6 〜 9 のいずれかに記載の合金化溶融亜鉛めっき鋼板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001059914A JP3608519B2 (ja) | 2001-03-05 | 2001-03-05 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001059914A JP3608519B2 (ja) | 2001-03-05 | 2001-03-05 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2002256448A JP2002256448A (ja) | 2002-09-11 |
| JP2002256448A5 JP2002256448A5 (ja) | 2004-10-28 |
| JP3608519B2 true JP3608519B2 (ja) | 2005-01-12 |
Family
ID=18919412
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001059914A Expired - Lifetime JP3608519B2 (ja) | 2001-03-05 | 2001-03-05 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3608519B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009057819A1 (ja) | 2007-10-31 | 2009-05-07 | Jfe Steel Corporation | 溶融亜鉛めっき鋼板の製造設備 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1439240B2 (en) | 2001-10-23 | 2018-10-03 | Nippon Steel & Sumitomo Metal Corporation | Method for hot-press forming a plated steel product |
| WO2004094683A1 (ja) * | 2003-04-18 | 2004-11-04 | Jfe Steel Corporation | プレス成形性に優れた溶融亜鉛めっき鋼板とその製造方法 |
| KR20060033811A (ko) * | 2003-08-29 | 2006-04-19 | 제이에프이 스틸 가부시키가이샤 | 용융아연도금 강판 및 그 제조방법 |
| US8025980B2 (en) | 2003-08-29 | 2011-09-27 | Jfe Steel Corporation | Hot dip galvanized steel sheet and method for manufacturing same |
| JP4525252B2 (ja) * | 2003-08-29 | 2010-08-18 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JP4529592B2 (ja) * | 2003-08-29 | 2010-08-25 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板。 |
| JP4849501B2 (ja) * | 2003-10-17 | 2012-01-11 | Jfeスチール株式会社 | プレス成形性に優れた溶融亜鉛めっき鋼板及びその製造方法 |
| JP4617826B2 (ja) * | 2004-10-26 | 2011-01-26 | 凸版印刷株式会社 | 黒化処理装置 |
| JP4998658B2 (ja) * | 2004-12-27 | 2012-08-15 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JP4561375B2 (ja) * | 2005-01-19 | 2010-10-13 | Jfeスチール株式会社 | めっき表面に酸化物層を有する合金化溶融亜鉛めっき鋼板の製造装置 |
| JP4650128B2 (ja) * | 2005-07-06 | 2011-03-16 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 |
| JP4655788B2 (ja) * | 2005-07-06 | 2011-03-23 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 |
| JP4692120B2 (ja) * | 2005-07-19 | 2011-06-01 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法 |
| JP5044924B2 (ja) * | 2005-11-17 | 2012-10-10 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 |
| JP4830513B2 (ja) * | 2006-01-26 | 2011-12-07 | Jfeスチール株式会社 | 溶融亜鉛めっき鋼板の洗浄方法および洗浄装置 |
| JP5044976B2 (ja) * | 2006-05-02 | 2012-10-10 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 |
| JP5029256B2 (ja) * | 2007-09-26 | 2012-09-19 | 住友金属工業株式会社 | プレス成形性に優れた合金化溶融亜鉛めっき鋼板の製造方法 |
| JP5071065B2 (ja) * | 2007-11-22 | 2012-11-14 | Jfeスチール株式会社 | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 |
| JP5648309B2 (ja) | 2010-03-31 | 2015-01-07 | Jfeスチール株式会社 | 溶融亜鉛系めっき鋼板の製造方法 |
| JP5187349B2 (ja) * | 2010-06-11 | 2013-04-24 | Jfeスチール株式会社 | めっき表面に酸化物層を有する合金化溶融亜鉛めっき鋼板の製造装置 |
| JP2014136815A (ja) | 2013-01-16 | 2014-07-28 | Jfe Steel Corp | 亜鉛系めっき鋼板の製造方法。 |
| KR101878222B1 (ko) | 2014-02-27 | 2018-07-13 | 제이에프이 스틸 가부시키가이샤 | 아연계 도금 강판 및 그 제조 방법 |
| WO2015129282A1 (ja) | 2014-02-27 | 2015-09-03 | Jfeスチール株式会社 | 亜鉛系めっき鋼板およびその製造方法 |
| JP6551270B2 (ja) | 2016-03-11 | 2019-07-31 | Jfeスチール株式会社 | 亜鉛系めっき鋼板の製造方法 |
-
2001
- 2001-03-05 JP JP2001059914A patent/JP3608519B2/ja not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009057819A1 (ja) | 2007-10-31 | 2009-05-07 | Jfe Steel Corporation | 溶融亜鉛めっき鋼板の製造設備 |
| KR101237318B1 (ko) * | 2007-10-31 | 2013-02-28 | 제이에프이 스틸 가부시키가이샤 | 용융 아연 도금 강판의 제조 설비 |
| US9222146B2 (en) | 2007-10-31 | 2015-12-29 | Jfe Steel Corporation | Apparatus for manufacturing molten zinc coated steel sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002256448A (ja) | 2002-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3608519B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 | |
| JP3807341B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| KR100603427B1 (ko) | 합금화 용융아연도금강판 | |
| JP2007297686A (ja) | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 | |
| JP4650128B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 | |
| JP3675313B2 (ja) | 摺動性に優れた合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP5071065B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 | |
| JP4655788B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板 | |
| CN108713071B (zh) | 镀锌系钢板的制造方法 | |
| JP4529592B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法および合金化溶融亜鉛めっき鋼板。 | |
| JP4848737B2 (ja) | 脱脂性に優れる合金化溶融亜鉛めっき鋼板 | |
| JP4525252B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP2005139557A (ja) | 合金化溶融亜鉛めっき鋼板およびその製造方法 | |
| CA2745332C (en) | Galvanized steel sheet and method for producing the same | |
| KR20110073573A (ko) | 아연계 도금 강판 및 그 제조 방법 | |
| JP3644402B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| JP4998658B2 (ja) | 合金化溶融亜鉛めっき鋼板の製造方法 | |
| JP4604712B2 (ja) | 溶融亜鉛めっき鋼板の製造方法および溶融亜鉛めっき鋼板 | |
| JP4696376B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| JP5354166B2 (ja) | 亜鉛系めっき鋼板の製造方法 | |
| JP3570409B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| JP4826017B2 (ja) | 合金化溶融亜鉛めっき鋼板 | |
| TWI239357B (en) | Galvannealed steel sheet and method for manufacturing the same | |
| JP2006183147A (ja) | 合金化溶融亜鉛めっき鋼板の製造設備 | |
| JP2001262304A (ja) | プレス成形性に優れた合金化溶融亜鉛めっき鋼板とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20040326 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20040513 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040525 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20040811 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20040722 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040921 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20041004 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3608519 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20081022 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091022 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101022 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101022 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111022 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111022 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121022 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121022 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131022 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |