JP3591908B2 - 射出成形機の型締機構 - Google Patents
射出成形機の型締機構 Download PDFInfo
- Publication number
- JP3591908B2 JP3591908B2 JP08589695A JP8589695A JP3591908B2 JP 3591908 B2 JP3591908 B2 JP 3591908B2 JP 08589695 A JP08589695 A JP 08589695A JP 8589695 A JP8589695 A JP 8589695A JP 3591908 B2 JP3591908 B2 JP 3591908B2
- Authority
- JP
- Japan
- Prior art keywords
- mold clamping
- platen
- mold
- moving platen
- support mechanism
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Description
【産業上の利用分野】
本発明は、射出成形機の型締機構の改良に関する。
【0002】
【従来の技術】
射出成形機のプラテンはその四隅をタイバーの端部等で支持された状態で金型を強力に押圧するので、プラテン自体の剛性が不足していると、この部分に不用意な撓みが生じ、金型の取り付け面積の大小によって型締力が変動してしまうといった恐れがある。これは、金型タッチ位置からのムービングプラテンの繰出し量がタイバーの伸びと一致することを前提として設定型締力に対応するタイバーの伸びをムービングプラテンの繰出し量として設定しているからである。つまり、金型の取り付け面積が大きい場合にはプラテンに生じる撓み量が少ないので、金型タッチ位置から前記繰出し量の分だけムービングプラテンを前進させることによって設定型締力に対応する分だけタイバーを引き伸ばすことができるが、金型の取り付け面積が小さい場合にはプラテン自体が撓んで容易にムービングプラテンが繰り出されてしまうので、金型タッチ位置から設定型締力に対応する分だけムービングプラテンを前進させても実際には設定型締力に対応する分だけタイバーが伸びずに型締力が不足してしまうのである。
【0003】
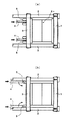
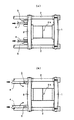
図4および図5を参照してその一例を説明する。なお、図4および図5ではダブルトグル式の型締装置を有する射出成形機の型締機構について示しており、いずれの場合も図面(a)では射出成形機を正置して型締機構を射出成形機の上から見たときの状態、また、図面(b)では型締機構を射出成形機の側面から見たときの状態について示している。ステーショナリープラテン1は、図4および図5において左側に位置する図示しないリアプラテンに4本のタイバー2を介して一体的に固定され、また、タイバー2に摺動自在に取り付けられたムービングプラテン3は、図示しないリアプラテンとムービングプラテン3との間に設けられたダブルトグル式の型締装置によってステーショナリープラテン1に対し接離自在に駆動されるようになっている。図4および図5では型締装置の構成要素のうち、ムービングプラテン3の四隅に配備されたステープル5に直に接続するターナリーリンク4の部分についてのみ示している。ダブルトグル式の型締装置では、ムービングプラテン3がステーショナリープラテン1から離間する際に型締機構の上面側に位置する2本のターナリーリンク4がそのステープル5を中心に図4(b)および図5(b)において反時計方向に揺動する一方、型締機構の下面側に位置する2本のターナリーリンク4はそのステープル5を中心に図4(b)および図5(b)において時計方向に揺動するので、これらのターナリーリンク4同志が干渉しないように型締装置を作動させるためには、少なくとも、図4(b)および図5(b)に示されるように、上面側のターナリーリンク4を枢着するステープル5と下面側のターナリーリンク4を枢着するステープル5をムービングプラテン3の上下方向に大きく離間して配備する必要がある(実際には型締力のバランスを保つ必要から上面側のステープル5同志と下面側のステープル5同志を図4(a)および図5(a)に示されるように左右に離間させる必要も生じる)。
【0004】
この結果、ダブルトグル式の型締装置を有する射出成形機の型締に際しては、ステーショナリープラテン1の場合と同様、ムービングプラテン3においてもその外周部に強力な力が作用することになる(直圧式の型締装置を用いた場合ではムービングプラテン3の中央部を押圧して型締を行わせることが可能であるので必ずしもムービングプラテン3に撓みの問題は生じない)。
【0005】
図4では取り付け面積の大きな金型6aを取り付けてダブルトグル式の型締装置を有する射出成形機により型締を行った場合にステーショナリープラテン1およびムービングプラテン3に生じる撓みの状態を一点鎖線で示し、また、図5では取り付け面積の小さな金型6bを取り付けて型締を行った場合にステーショナリープラテン1およびムービングプラテン3に生じる撓みの状態を一点鎖線で示している。図4に示されるように、取り付け面積の大きな金型6aを取り付けた場合では、金型6aの取り付け板の外周部がステーショナリープラテン1の四隅やムービングプラテン3の四隅にまで張り出しているので、ステーショナリープラテン1やステープル5に作用する型締力が直に金型6aに伝達され、ステーショナリープラテン1およびムービングプラテン3には殆ど撓みが生じない。しかし、図5に示されるように、取り付け面積の小さな金型6bを取り付けた場合では、ステーショナリープラテン1の四隅と金型6bの取り付け板の外周部との間、および、ムービングプラテン3の四隅(厳密にはステープル5の配備位置)と金型6bの取り付け板の外周部との間に金型6bによって支持されない部分が生じ、各プラテン1,3の剛性が足りないとこの部分でステーショナリープラテン1およびムービングプラテン3が容易に撓んでしまい、所望する型締力が得られなくなってしまう場合がある。金型6bは取り付け板の外周部を固定するクランプによってステーショナリープラテン1やムービングプラテン3に取り付けられているだけなので、ステーショナリープラテン1やムービングプラテン3の中央部が金型6bの両端面中央部から容易に浮き上がってしまうというのも、ステーショナリープラテン1およびムービングプラテン3の撓みを増長する一因である。従って、結局の所、ステーショナリープラテン1の四隅と金型6bの取り付け板の外周部との間およびステープル5の配備位置と金型6bの取り付け板の外周部との間だけではなく、ステーショナリープラテン1およびムービングプラテン3の全面に亘って撓みが生じ、この結果、ステーショナリープラテン1やムービングプラテン3の外周部が大きな角度で屈曲することが可能となって撓みによる変位が増大するのである。
【0006】
このような撓みによって発生する型締力の不足は、ステーショナリープラテン1やムービングプラテン3の厚みを増大させることによって防止することは可能であるが、過剰な重量増加や製造コストの高騰を招く恐れがある。
【0007】
【発明が解決しようとする課題】
そこで、本発明の目的は、前記従来技術の欠点を解消し、プラテンの厚みを増大させなくても、取り付け面積の小さな金型の使用によるプラテンの撓みの発生、つまり、型締力の不足を防止することのできる射出成形機の型締機構を提供することにある。
【0008】
【課題を解決するための手段】
本発明は、トグルリンクの屈曲点が内側に移動して屈曲するダブルトグル式の型締装置を有する射出成形機において、ターナリーリンクの先端を取り付けるために離間して設けられた複数のステープルを固定する第1の要素と、前記各ステープルとムービングプラテンとを連絡する第2の要素とを備えた支持機構を前記ステープルと一体に固設し、前記支持機構は前記ステープルから前記ムービングプラテンに向かって先細り形状とされ、前記ムービングプラテンの中央のみと連結することによって、前記ムービングプラテンの中央部に前記支持機構を取り付けたことを特徴とする射出成形機の型締機構の構成によりムービングプラテンの撓みを防止し、取り付け面積の小さな金型を使用した場合であっても正常な型締力を得られるようにした。
【0011】
【作用】
ムービングプラテンを取り付ける支持機構の第2の要素の先端が、ムービングプラテンの中央部、即ち、装着金型の取り付け面の投影面内でムービングプラテンを支えるため、強力な型締力が作用した場合であっても、その厚みに関わりなくムービングプラテンには撓みが生じない。ムービングプラテンを取り付ける支持機構の第2の要素はムービングプラテンの中央部とステープルとを連絡しているので、該第2の要素に作用する力はムービングプラテンの中央部とステープルとを結ぶ作用線方向の圧縮応力のみとなり(曲げモーメントが働かない)、該第2の要素にも不用意な撓みが生じることはない(第2の要素の寸法および形状が維持される)。第2の要素の作用線に沿って働く力は型締の方向、および、各ステープルを相互に離間させる方向に働くが、各ステープルの位置関係は、ステープルを固定する第1の要素によって保持される。ムービングプラテンに撓みが生じず、かつ、ムービングプラテンを取り付ける支持機構の剛性も保持されるので、剛性不足による撓みの発生による型締力の不足が解消される。
【0012】
結果的に、金型タッチ位置から型締完了位置までのムービングプラテンの移動量がタイバーの伸びと一致するので、設定型締力に対応するタイバーの伸びをムービングプラテンの繰出し量として設定することにより、金型の取り付け面の大小に影響されることなく、所望する型締力を得られるようになる。
【0013】
【実施例】
図1は本発明の作用原理を説明するために型締機構の各部を簡略化して示す作用原理図である。図1では、型締時における力の伝達作用を最も明確に示す例として、ステーショナリープラテン1を取り付ける支持機構10、および、ムービングプラテン3を取り付ける支持機構20にトラス構造を適用したものについて記載しているが、これにより発明の実施形態を制限するものではない。
【0014】
まず、型締時において金型6を介してステーショナリープラテン1に作用する型締力f1は、図1(a)に示されるように、タイバー2毎の第2の要素E2に沿って作用する力f2に分解される。力f2の作用線はステーショナリープラテン1の平面と角度を成してステーショナリープラテン1の中央部(例えばP1)と各タイバー2の端部2aとを連絡する各タイバー2毎の第2の要素E2の方向と一致するので、該第2の要素E2は圧縮応力を受けるのみであって曲げモーメントを受けることはない。従って、要素E2に不用意な撓みが生じることはなく、要素E2の寸法および形状が維持され得る。一般的にいってタイバー2の数は4本であるから、ステーショナリープラテン1を裏面側(図1(a)の右側)から見たときの第2の要素E2の配列は図1(b)に示すようなものになる。なお、ステーショナリープラテン1の中央部という言葉で示される範囲は、ステーショナリープラテン1に取り付ける金型6のうち最も取り付け面積の小さな金型の取り付け面の投影面積に対応するステーショナリープラテン1の中心領域と概ね一致する(実際にはこの領域よりもある程度大きくてもよい)。従って、図1の例では、ステーショナリープラテン1の図心P1を通る第2の要素E2に代え、金型6の取り付け板の頂点に対応するステーショナリープラテン1上の位置P1′(中心領域の限界)と各タイバー2の端部2aとを連絡する第2の要素E2′を適用することができる。無論、P1とP1′とを結ぶ線分上の点P1″(中心領域の内部)と各タイバー2の端部2aとを連絡する第2の要素E2″を適用しても差支えなく、これらの点P1,P1′,P1″等が取り付け面積の小さな金型の取り付け面の投影面積に対応するステーショナリープラテン1上の中心領域内にある限り、ステーショナリープラテン1が如何に薄くとも、曲げモーメントが作用しない以上、該ステーショナリープラテン1自体に撓みが生じることはない。なお、実際には射出成形機のシリンダの先端がP1の位置でステーショナリープラテン1を貫通することになるので、第2の要素として利用できるのはE2′またはE2″である。
【0015】
また、既に述べた通り、型締力f1の分力である力f2は第2の要素E2(E2′,E2″)に沿って作用するので、該第2の要素E2(E2′,E2″)は曲げモーメントを全く受けることがなく、この結果、第2の要素E2(E2′,E2″)に不用意な撓みが生じることはない。従来の射出成形機のステーショナリープラテンはそれ自体の四隅がタイバーの端部に固着されていたので、前記第2の要素E2(E2′,E2″)、つまり、ステーショナリープラテンとタイバーの端部とを接続する要素がステーショナリープラテンと角度を成すことはなく、その平面内に内含されていたことを意味する。つまり、型締力f1が曲げモーメントとしてステーショナリープラテンそれ自体に強力に作用するためにステーショナリープラテンに撓みが生じていたのである。これに対し、図1(a)に示すように、第2の要素E2(E2′,E2″)の先端をステーショナリープラテン1の中央部に位置させ、かつ、ステーショナリープラテン1の平面と角度を成すように配向させることで、要素E2(E2′,E2″)によって型締力f1を軸方向の圧縮応力f2として受け、これを直接タイバーの端部2aに伝達させるようにすることにより、ステーショナリープラテン1の撓みの防止と第2の要素E2(E2′,E2″)の剛性の保持を同時に実現させることができる(ステーショナリープラテン1の撓みが防止されても保持機構10の側に撓みが生じたのでは意味がない)。
【0016】
そして、第2の要素E2(E2′,E2″)に沿って働く力f2は各タイバー2の端部2aに直に伝達され、タイバー2を延ばす方向の力f4、および、各タイバー2の端部2aを相互に離間させる方向の力f3として働くが、各タイバー2の端部2aの位置関係は、各タイバー2の端部2aを離間させて相互に固定する第1の要素E1によりf3の力に抗して保持される。第1の要素E1は、各タイバー2の端部2aを結ぶ結合要素である。そして、要素E1となる結合要素に作用する力は引張応力のみであるから、該要素E1にも不用意な撓み等は発生しない。
【0017】
以上に述べた通り、ステーショナリープラテン1が如何に薄くともステーショナリープラテン1自体に撓みが生じることはなく、また、ステーショナリープラテン1を取り付ける支持機構10の各部を構成する第1の要素E1や第2の要素E2(E2′,E2″)にも軸方向の圧縮応力もしくは引張応力が作用するだけであるから、支持機構10の側にも不用意な撓みや変形は生じない。
【0018】
ムービングプラテン3を取り付ける支持機構20についても支持機構10の場合と同じことがいえるが、作用原理は全く同じであるので、支持機構20における第1の要素e1および第2の要素e2(e2′,e2″)の例を図1において符号で示すにとどめ、詳細な作用説明は省略する。なお、符号7はステープルであり、この位置にダブルトグル式の型締装置からの型締力が作用する。
【0019】
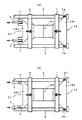
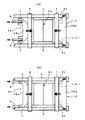
次に、図2および図3を参照してより具体的な実施例を示す。なお、図2および図3に示すのはダブルトグル式の型締装置を有する射出成形機に対して本発明の型締機構を適用した例で、いずれの場合も図面(a)では射出成形機を正置して型締機構を射出成形機の上から見たときの状態、また、図面(b)では型締機構を射出成形機の側面から見たときの状態について示している。
【0020】
ステーショナリープラテン1を取り付けるための支持機構10は、図2(a)および図2(b)に示される通り、全体として4角錐台型に形成され、4角錐台の底面に相当する部分の四隅がタイバー2の端部2aに固着されている。支持機構10は底面側に適度な肉抜き部分を有する中空の4角錐台によって一体的に形成するか、または、4角錐台の斜面となる4つの面10aを鋼板等から切り出して溶接等の手段で箱組みして構成するのが一般的であり、また、支持機構10およびステーショナリープラテン1を貫通させて射出シリンダの先端を通す必要からも、支持機構10の中央部には肉抜き部を設ける必要がある。4角錐台型の支持機構10の各斜面10aはその平面内に前述した第2の力学的要素E2″を無数に包含した一種の応力外皮構造であって、トラス構造の場合に比べ、型締力に対して極めて強固である。また、第1の力学的要素E1に相当するのは各斜面10aの底面よりの部分と底面部分それ自体である。
【0021】
また、4角錐台型の支持機構10の天面、つまり、ステーショナリープラテン1を取り付ける側の面は、使用対象となる金型のうちその取り付け面が最も小さな金型6bに見合うように絞り込まれており、取り付け面が小さな金型6bを取り付けて強力な型締作業を行ったような場合でも、また、図3に示されるような取り付け面積の大きな金型6aを装着して型締作業を行ったような場合でも、ステーショナリープラテン1自体に曲げモーメントによる撓みが生じないようになっている。既に説明した通り、ステーショナリープラテン1に作用する力は、支持機構10の各斜面10aが内含する第2の力学的要素E2″によって各要素の軸方向に受けられ、タイバー2の端部2aに直に伝達されるので、支持機構10自体に撓みが生じることはない。支持機構10は鋳造等によりステーショナリープラテン1と一体に形成してもよく、また、他の方法で別体に形成しておいて後からステーショナリープラテン1を固着するようにしてもよい。なお、実施例のステーショナリープラテン1はタイバー2に対して摺動可能に取り付けられており、それ自体によって型締力を支える機能はない。
【0022】
支持機構10の形状は4角錐台型に限らず、例えば、円錐台型等にしても構わないが、前述した第2の力学的要素E2″を包含する形状、つまり、先細りのテーパ形状とすることが望ましい。
【0023】
なお、ステーショナリープラテンの中央部を支えることによってステーショナリープラテン側の撓みの発生を防止することのみを目的とするのであれば、支持機構の形状は必ずしも先細りのテーパ形状とする必要はなく、例えば、最も小さな取り付け面を有する金型に見合うような大きさの断面を有する第1の直方体とステーショナリープラテン1の外形に匹敵する大きさを有する第2の直方体とをステーショナリープラテン1の後方に重合させて一体的に形成したような形状の支持機構10′(図3において一点鎖線で例示)を適用することも考えられるが、このような構成では、従来の型締機構において取り付け面の小さな金型がステーショナリープラテンに与えたのと同じ悪影響(曲げモーメントによる撓み)を第1の直方体が第2の直方体に対して与えることになる。また、ステーショナリープラテン自体の撓みが防止されたとしても、前述の理由で第2の直方体に撓みが生じればステーショナリープラテンの位置が変動するので、タイバーの伸びが損われて正常な型締力を得られなくなってしまう。そして、これを防止するためには第2の直方体の厚みを増大させる必要が生じる。結果的に、全体としての厚みや重量の増大は甚だしく、これでは支持機構10′を設けた意味がなくなってしまう。従って、ステーショナリープラテンの撓みや射出成形機の重量増加を同時に解消するためには、やはり、支持機構の形状は第2の力学的要素E2″を包含する形状とすべきであろう。
【0024】
本実施例では、第2の力学的要素E2″を無数に含む斜面10aを備えた応力外皮構造の支持機構10によってステーショナリープラテン1に作用する力を合理的に受けるようにしているので、従来の構造においてステーショナリープラテンそれ自体の厚みを増大させて型締力による曲げモーメントに対処する場合に比べ、射出成形機を大幅に計量化することができる。本実施例の支持機構10は、単にステーショナリープラテンの中央部を支えるためのものでも、また、分厚いステーショナリープラテンの外周部にV溝状の肉抜き部を設けたものでもなく、第2の力学的要素E2″を無数に含む斜面10aを備えた軽量な応力外皮構造により、曲げモーメントを伴うことなく、ステーショナリープラテン1に作用する型締力をタイバー2の端部2aに伝達するためのものである。
【0025】
また、ムービングプラテン3を取り付けるための支持機構20も、図2(a)および図2(b)に示される通り、全体として4角錐台型に形成され、4角錐台の底面に相当する部分の四隅には、ダブルトグル式の型締装置のターナリーリンク4を枢着するためのステープル7が一体的に固設されている。支持機構10の場合と同様、4角錐台型の支持機構20の各斜面20aは、その平面内に前述した第2の力学的要素e2″を無数に含んでおり、トラス構造の場合に比べて極めて強固である。また、第2の要素e1に相当するのは各斜面20aの底面よりの部分と底面部分それ自体である。第2の要素e1には型締反力の分力に抗してステープル7の位置関係を保持する機能がある。
【0026】
4角錐台型の支持機構20の天面、つまり、ムービングプラテン3を取り付ける側の面は、使用対象となる金型のうちその取り付け面が最も小さな金型6bに見合うように絞り込まれており、取り付け面が小さな金型6bを取り付けて強力な型締作業を行ったような場合でも、また、図3に示されるような取り付け面積の大きな金型6aを装着して型締作業を行ったような場合でも、ムービングプラテン3自体に曲げモーメントによる撓みが生じないようになっている。ダブルトグル式の型締装置のターナリーリンク4からステープル7に作用する力は、支持機構20の各斜面20aが内含する第2の要素e2″によって各要素の軸方向に受けられ、直接ムービングプラテン3の中央部に伝達されるので、支持機構20自体に撓みが生じることはない。支持機構20は鋳造等によりムービングプラテン3と一体に形成してもよく、また、他の方法で別体に形成しておいてムービングプラテン3を固着するようにしてもよい。
【0027】
支持機構10の場合と同様、支持機構20の形状は中空の4角錐台型に限らず、例えば、円錐台型等にしても構わないが、前述した第2の要素e2″を包含する形状、つまり、先細りのテーパ形状とすることが望ましい。この支持機構20もまた一種の応力外皮構造であり、従来の構造においてムービングプラテンそれ自体の厚みを増大させて型締力による曲げモーメントに対処する場合に比べ、射出成形機を大幅に計量化する効果がある。
【0028】
直圧式の型締装置を有する射出成形機の場合では、型締ラム等によってムービングプラテン3の中央部を直に押圧することができるので、ムービングプラテン3のための支持機構20を配備する必要は必ずしもないが、直圧式であってもダブルトグル式であってもステーショナリープラテンに作用する力の働きは同じであるから、ステーショナリープラテンを薄く構成し、かつ、ステーショナリープラテンの撓みを防止するためには支持機構10が必要である。また、ダブルトグル式の型締装置を有する射出成形機の場合では、ターナリーリンクの動作を許容する必要上、ステープルをムービングプラテン等の隅に配備しなければならないので、ムービングプラテンの側で発生する撓みも問題となる。従って、ダブルトグル式の型締装置を有する射出成形機においては支持機構10および支持機構20を共に配備すべきである。
【0029】
本実施例によれば、支持機構10および支持機構20によりステーショナリープラテン1およびムービングプラテン3の撓みが共に防止され、更に、支持機構10および支持機構20それ自体にも撓みや変形が生じることはないので、金型タッチ位置から型締完了位置までのムービングプラテン3の移動量がタイバー2の伸びと一致するようになる。従って、設定型締力に対応するタイバー2の伸びをムービングプラテン3の繰出し量として設定することにより、金型の取り付け面の大小に影響されることなく、所望する型締力を得られるようになる。
【0030】
【発明の効果】
本発明の型締機構によれば、ムービングプラテンの中央部に作用する型締反力が支持機構における第2の要素を介してターナリーリンクのステープルに曲げモーメントを伴わずに直に伝達されるので、ムービングプラテンが薄く且つ金型の取り付け面が小さい場合であっても型締時においてこれらのプラテンに撓みが生じることはない。従って、金型の取り付け面が小さい場合であっても、ムービングプラテンの撓みによってタイバーの伸びが損われることがなく、所望する型締力に応じたタイバーの伸びを金型タッチ位置からのムービングプラテンの移動量として設定することにより、常に安定した型締力で射出成形作業を行うことができる。
【図面の簡単な説明】
【図1】本発明の一実施例の型締機構における支持機構の作用原理を示す図である。
【図2】同実施例の型締機構を具体的に示す図である(取り付け面積の小さな金型を装着した場合)。
【図3】同実施例の型締機構を具体的に示す図である(取り付け面積の大きな金型を装着した場合)。
【図4】従来の型締機構を示す図である。
【図5】従来の型締機構の問題点を示す図である。
【符号の説明】
1 ステーショナリープラテン
2 タイバー
2a タイバーの端部
3 ムービングプラテン
4 ターナリーリンク
5 ステープル
6 金型
6a 取り付け面積の大きな金型
6b 取り付け面積の小さな金型
7 ステープル
10 ステーショナリープラテンの支持機構
20 ムービングプラテンの支持機構
Claims (1)
- トグルリンクの屈曲点が内側に移動して屈曲するダブルトグル式の型締装置を有する射出成形機において、ターナリーリンクの先端を取り付けるために離間して設けられた複数のステープルを固定する第1の要素と、前記各ステープルとムービングプラテンとを連絡する第2の要素とを備えた支持機構を前記ステープルと一体に固設し、前記支持機構は前記ステープルから前記ムービングプラテンに向かって先細り形状とされ、前記ムービングプラテンの中央のみと連結することによって、前記ムービングプラテンの中央部に前記支持機構を取り付けたことを特徴とする射出成形機の型締機構。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08589695A JP3591908B2 (ja) | 1995-03-20 | 1995-03-20 | 射出成形機の型締機構 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP08589695A JP3591908B2 (ja) | 1995-03-20 | 1995-03-20 | 射出成形機の型締機構 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08258103A JPH08258103A (ja) | 1996-10-08 |
| JP3591908B2 true JP3591908B2 (ja) | 2004-11-24 |
Family
ID=13871647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP08589695A Expired - Lifetime JP3591908B2 (ja) | 1995-03-20 | 1995-03-20 | 射出成形機の型締機構 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3591908B2 (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3886730B2 (ja) * | 2001-01-29 | 2007-02-28 | 三菱重工プラスチックテクノロジー株式会社 | 電動式トグル型締装置及び電動式ハーフナット開閉装置 |
| JP3715246B2 (ja) | 2001-07-13 | 2005-11-09 | 住友重機械工業株式会社 | 射出成形機の可動金型支持装置 |
| JP4146855B2 (ja) * | 2001-07-13 | 2008-09-10 | 住友重機械工業株式会社 | 射出成形機の可動金型支持装置 |
| JP3958537B2 (ja) * | 2001-07-19 | 2007-08-15 | 住友重機械工業株式会社 | 成形機の型締装置 |
| JP3792663B2 (ja) | 2003-03-12 | 2006-07-05 | ファナック株式会社 | 成形機の型締機構 |
| JP4229456B2 (ja) * | 2004-12-17 | 2009-02-25 | 日精樹脂工業株式会社 | 射出成形機のトグル式型締装置 |
| JP4364924B2 (ja) | 2005-04-25 | 2009-11-18 | 三菱重工プラスチックテクノロジー株式会社 | 型締装置、射出成形機及び射出成形方法 |
| JP4047892B2 (ja) * | 2006-03-23 | 2008-02-13 | ファナック株式会社 | 射出成形機の型締装置 |
| JP2008162103A (ja) * | 2006-12-27 | 2008-07-17 | Toshiba Mach Co Ltd | 型締装置と、この型締装置を備えた射出成形機 |
| JP4641556B2 (ja) * | 2008-10-03 | 2011-03-02 | 日精樹脂工業株式会社 | 射出成形機のトグル式型締装置 |
| JP4676548B2 (ja) | 2009-09-02 | 2011-04-27 | ファナック株式会社 | 射出成形機の可動プラテン支持機構 |
| JP2011083956A (ja) * | 2009-10-15 | 2011-04-28 | Ube Machinery Corporation Ltd | 電動型締装置 |
| JP5798093B2 (ja) * | 2012-07-31 | 2015-10-21 | 日精樹脂工業株式会社 | 型締装置 |
| JP5800881B2 (ja) | 2013-11-06 | 2015-10-28 | ファナック株式会社 | 射出成形機の金型取付盤 |
-
1995
- 1995-03-20 JP JP08589695A patent/JP3591908B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08258103A (ja) | 1996-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3591908B2 (ja) | 射出成形機の型締機構 | |
| US5970817A (en) | Brake operating device | |
| CN1774323B (zh) | 压板 | |
| JP5470812B2 (ja) | プレス成形品の製造方法および製造装置、並びにプレス成形品 | |
| US20080299352A1 (en) | Press-molded product and method of manufacturing same | |
| CN101400499A (zh) | 模制系统压板 | |
| JPWO2006115141A1 (ja) | 型締装置、射出成形機及び射出成形方法 | |
| JP5800881B2 (ja) | 射出成形機の金型取付盤 | |
| JPH0745107B2 (ja) | 抵抗溶接用加圧装置 | |
| CN101337421A (zh) | 注塑成型机的固定台板 | |
| JP3550619B2 (ja) | 射出成型機 | |
| IT1250562B (it) | Pressa piegatrice di precisione per pezzi di lamiera relativamente corti. | |
| JPH0641160B2 (ja) | 型締装置 | |
| US20070286673A1 (en) | Method for fastening plate-like members and fastening structure for plate-like members | |
| JP2010082630A (ja) | ダイカストマシンの移動ダイプレート | |
| TW558458B (en) | Method and device for producing curved extruded profile | |
| JP4229456B2 (ja) | 射出成形機のトグル式型締装置 | |
| JP7603307B2 (ja) | 金型 | |
| JP7016158B2 (ja) | クランプ装置 | |
| JPH0924425A (ja) | 簡易絞り型 | |
| JP6493846B1 (ja) | 波形部材成型方法 | |
| JPH08267463A (ja) | 型締装置の可動盤 | |
| JP7493200B2 (ja) | 面内曲げ加工方法および面内曲げ加工装置 | |
| JP3804739B2 (ja) | 型締装置 | |
| JPH0639959Y2 (ja) | 射出成形機のエジェクタ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20040330 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040527 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20040610 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040810 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040824 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20070903 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080903 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20080903 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090903 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090903 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100903 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110903 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110903 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120903 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120903 Year of fee payment: 8 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130903 Year of fee payment: 9 |
|
| EXPY | Cancellation because of completion of term |