JP3557723B2 - 可撓性シート貼付方法及び剥離方法 - Google Patents
可撓性シート貼付方法及び剥離方法 Download PDFInfo
- Publication number
- JP3557723B2 JP3557723B2 JP15697995A JP15697995A JP3557723B2 JP 3557723 B2 JP3557723 B2 JP 3557723B2 JP 15697995 A JP15697995 A JP 15697995A JP 15697995 A JP15697995 A JP 15697995A JP 3557723 B2 JP3557723 B2 JP 3557723B2
- Authority
- JP
- Japan
- Prior art keywords
- flexible sheet
- adhesive
- entire
- base material
- peeling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Compositions Of Macromolecular Compounds (AREA)
- Adhesives Or Adhesive Processes (AREA)
Description
【産業上の利用分野】
本発明は合板、壁等に経師紙(化粧紙)、樹脂製フィルム等の可撓性シートを接着する方法及び可撓性シートを剥離する方法に関する。
【0002】
【従来の技術】
展示会等においては、展示領域を区画するため、合板等からなるパネルを立てつけている。また、このパネルに対しては経師紙等を貼りつけて表面化粧を施すことが行われている。かかる展示会等のパネルはその繰り返し使用を行うため、経師紙を剥がし、新たな経師紙を貼りつける作業が頻繁に行われている。このような経師紙の接着は、従来、澱粉糊等の水溶性の糊剤(商品名「アミノール」等)を水に溶かし、この糊溶液を経師紙に塗り、糊剤塗布状態の経師紙を合板、壁等の基材に貼り付けていた。
【0003】
一方、パネルの再使用のための経師紙の剥離は、以上のようにして接着された経師紙を手で剥がすものであり、剥離が不十分の場合は、残っている経師紙をカッター等を用いて、削り取ることが行われていた。
【0004】
【発明が解決しようとする課題】
上述した従来の接着方法では、接着剤が当初から粘着性を有しているため、パネル等の表面への塗布を均一に行うこと難しいと共に、経師紙等のシートの接着剤塗布面が粘ってその取り扱いが面倒となっている。また、接着剤は乾燥すると、接着力が無くなるため、水が共存した湿気を有した状態で接着作業を行う必要がある。このため接着作業に迅速性が要求され、塗布後に長時間放置しておくことができず、例えば、接着作業を中断する等の作業手順の変更もできない不便さを有している。さらに、水溶性の接着剤を経師紙に塗布するため、経師紙に皺を生じ易く、基材への貼り付けに熟練を要している。
【0005】
一方、接着後に剥離する場合においては、手作業で行っており、作業が面倒となっている。また、紙全体の剥離が難しく、部分的に残存し易く、この残存によってカッターを用いた削り取りが必要となり、剥離作業が長時間となる問題を有している。
【0006】
本発明はこのような事情を考慮してなされたものであり、迅速性を要求されることなく、しかも皺等の発生がなく、熟練を要することのない接着方法を提供することを目的とする。また、本発明は接着状態からのシートの剥離を簡単に、しかも完全に行うことができる剥離方法を提供することを目的とする。
【0007】
【問題点を解決するための手段及び作用】
経師紙からなる可撓性シートを合板からなるパネル又は壁の基材面に全体的に貼り付けるシート貼付方法において、作業現場で、可撓性シートを貼り付けるべき基材面上に全体的に、酢酸ビニル樹脂を主成分とし、金属石鹸及びワックスを含有したエマルジョン型接着剤を塗布し、接着剤塗布後、自然乾燥又は加熱乾燥によって、接着剤塗布面に水分が完全になくなるまで乾燥させ、接着剤塗布面が乾燥した後、可撓性シートを基材面に当接し、可撓性シートを基材面に当接した状態で、可撓性シートを通して基材面全面にわたり乾燥状態の接着剤に熱エネルギーを作用させ、接着剤に熱エネルギーを作用させると同時に可撓性シートを基材面全面にわたって押圧し、可撓性シートを基材面全面にわたって押圧した状態で冷却させることよりなり、可撓性シート全体を基材面に皺なく簡単に貼付することを特徴とする。更に、本願発明剥離方法は、更に、可撓性シートの使用後に、新たな可撓性シートに貼り替えるため、使用済み可撓性シートの上から基材面全面にわたって熱エネルギーを作用させて接着剤を熱軟化し、接着剤が熱軟化した状態で使用済み可撓性シートを基材面から剥離することよりなり、使用済み可撓性シート全体の簡単な剥離を可能にしたことを特徴とする。
【0008】
本発明の接着方法及び剥離方法に使用されるエマルジョン型接着剤は酢酸ビニル樹脂を主成分としており、この樹脂に対して金属石鹸及びワックスを添加したものである。酢酸ビニル樹脂は熱可塑性樹脂の一種であり、従来より木工用の接着剤として使用されている。この酢酸ビニル樹脂はその熱軟化温度以上に加熱することにより、接着力が発現されて基材とシートとを接着する。
【0009】
本発明では、この酢酸ビニル樹脂を水に分散したエマルジョンの形態で使用する。酢酸ビニル樹脂は本質的に疎水性であるところから、水溶性高分子物質を適量、添加して保護コロイドとし、水系内での安定化を図るものである。この水溶性高分子物質としては、ポリビニルアルコール(PVA)、ポリアクリル酸ナトリウム、ポリビニルアミン、カゼイン等の内の一種または複数を選択することができる。酢酸ビニル樹脂の水への配合比は接着力、粘性、乾燥度合い等の条件を加味して、選定され、水45〜65重量部に対して、酢酸ビニル樹脂が35〜50重量部、より好ましくは、40〜45重量部が配合される。35重量部以下では、良好な接着力を発揮することができず、50重量部以上では接着剤の粘性が大きくなって、取り扱いに不便となると共に、塗布を均一に行うことが難しくなる。また、水溶性高分子物質は0.2〜0.5重量部、好ましくは、0.3重量部前後、添加されたものを本発明に用いることができる。
【0010】
金属石鹸及びワックスは酢酸ビニル樹脂系エマルジョンに配合されることにより、エマルジョンの骨材として作用すると共に、熱伝導を良好にする。すなわち、これらはその溶融温度(mp)が酢酸ビニル樹脂の熱軟化温度よりも高温のものが使用され、これにより、熱軟化のための酢酸ビニル樹脂への加熱時にも溶融することがなく、ミクロ粒子となって接着剤中に分散している。これにより、これらの物質は接着後において酢酸ビニル樹脂内で分散して、樹脂相互の結合力を高めると共に、その良好な熱伝導によって加熱時に酢酸ビニル樹脂が熱軟化温度へ達することを助長する。
【0011】
かかる金属石鹸としては、ステアリン酸の金属塩が良好であり、特にそのカルシウム塩(mp150℃)、マグネシウム塩(mp110℃)、亜鉛塩(mp120℃)が好適である。なお、ステアリン酸のナトリウム塩はゼラチン状となって乾燥性が低下するため、使用上、好ましくない。ワックスとしては、パラフィンワックス、ポリオレフィンワックス等を使用できるが、特に熱伝導性、安定性、溶融温度等の特性からポリエチレンワックス(mp110℃)が良好である。これらの金属石鹸及びワックスの配合比は酢酸ビニル樹脂35〜50重量部に対して、2〜5重量部、より好ましくは3重量部前後である。
【0012】
このような接着剤の作製は、酢酸ビニル樹脂、水溶性高分子物質、金属石鹸を水に混合し、その後、ワックスを投入して攪拌することにより行われ、これにより白濁状のエマルジョンとなる。作製されたエマルジョンは安定で、長期間放置しておいても、分離することがなく、接着にそのまま使用することができる。また、このエマルジョンは粘性が小さく、このため取り扱いが容易であると共に、基材への塗布を均一に行うことができる。
【0013】
本発明の接着方法は、以上のような配合比で作製されたエマルジョン型接着剤を基材面上に塗布することにより行う。基材としては、合板、木板、モルタル、コンクリート、煉瓦等、種々のものを用いることができる。この塗布後においては、接着剤を乾燥する。乾燥は天日や放置等の自然乾燥、ドライヤー等を用いた加熱乾燥その他の方法によって行うことができるが、迅速で大量の処理を行うことができる点で加熱乾燥が良好である。この乾燥は水を完全に除去するまで行うものであり、乾燥後においては、基材面が乾燥状態となっている。このため、基材を積み重ねても、基材が相互に結着することがなく、その取り扱いが容易となる。
【0014】
この乾燥の後、可撓性シートを基材面に当接し、乾燥状態の接着剤に対して熱エネルギーを作用させる。可撓性シートとしては、経師紙等の紙類、不織布、布或いはプラスチックシートその他のものを使用できる。この可撓性シートを基材面に接触させた状態で熱エネルギーを付与する。この熱エネルギーは、加熱、超音波振動その他の手段により付与することができる。かかる熱エネルギーは酢酸ビニル樹脂が熱軟化するまで作用させるものである。これにより酢酸ビニル樹脂の接着力が発現して、シートを基材面に接着することができる。この熱エネルギーの付与時において、金属石鹸及びワックスはミクロ粒子の状態で接着剤の塗布領域に均一に分散している。そして、これらの粒子は付与された熱を即座に且つ良好に酢酸ビニル樹脂に伝達する。このため、基材面に塗布された酢酸ビニル樹脂の全体が均一に熱伝導されて、均一の加熱状態となる。これにより酢酸ビニル樹脂が均一の接着力を発現することができ、シートも全体を均等に基材面に接着することができる。
【0015】
この熱エネルギーの付与と共に、シートを基材面に加圧すると良い。この加圧はローラ等を転接させたり、プレス板を押しつける等により行うことができる。この加圧により、シートが可撓性を有していても、良好な引張状態となって、全面が基材面と接触するため、皺の発生がない状態でシートを接着することができる。この場合、加圧と熱エネルギーの付与とを同時に行っても良い。これは例えば、加熱状態のローラを転接したり、ヒータ内蔵のプレス板を用いることにより、簡単に達成することができ、これにより、接着を迅速に行うことができる。
【0016】
以上のような加熱及び加圧の後、基材を冷却することにより接着が終了する。この冷却は放冷でも良く、ファン等により空気を吹きつけて行っても良い。また、この冷却時においては、シートを基材面に押圧した状態で行うことが好ましく、これにより、シートが巻き癖等を備えていても、全体を基材面に接着させることができる。
【0017】
以上のような接着方法は、エマルジョン型接着剤を完全に乾燥した後に、熱エネルギーを作用させて接着を行うため、接着剤の乾燥状態のまま、基材を放置することができる。すなわち、接着剤の乾燥に続いてシートの接着を行う必要がなく、接着作業全体を一連させて行う必要がなくなる。このため、例えば、まず接着剤の塗布、乾燥だけを行い、その後、シートの接着だけをまとめて行う等の作業手順の変更もでき、計画性のある作業工程を組むことができる。
【0018】
本発明の剥離方法は、以上のようにして酢酸ビニル樹脂系エマルジョン型接着剤を用いて接着した構造体に対して、熱エネルギーを作用させて可撓性シートを剥離するものである。この熱エネルギーの付与は接着と同様に、加熱、超音波振動その他の手段により行うことができる。この熱エネルギーの付与により、酢酸ビニル樹脂が熱軟化する。この熱エネルギーの付与時において、金属石鹸及びワックスはミクロ粒子の状態となっており、付与された熱を即座に且つ良好に酢酸ビニル樹脂に伝達する。このため、酢酸ビニル樹脂の全体が均一に熱伝導されて、加熱されるため、熱軟化を均等に行うことができる。
【0019】
かかる酢酸ビニル樹脂の熱軟化状態で、シートを基材から引き剥がすことにより、シートの剥離を行う。このような剥離では、熱エネルギーの付与で酢酸ビニル樹脂が熱軟化しているため、シート全体を円滑に剥がすことができ、しかもシートが基材面に部分的に残存することもない。また、従来のように、水への浸漬や、水のスプレー等を行う必要がないため、剥離を簡単に行うことができる。なお、熱エネルギーの付与に際しては、接着と同様に、熱ローラ、ヒータ内蔵のプレス板を用いて行っても良い。
【0020】
本発明においては、この剥離を行った後に、シートを再度、基材に接着することも可能である。すなわち、シートを剥離した後の基材面に接着剤が付着している場合においては、新たなシートをこの基材面に接触させて、上述と同様に熱エネルギーを付与する。これにより基材面に付着している酢酸ビニル樹脂が再度、熱軟化して接着力が発現し、シートの接着を行うことができる。一方、基材面に付着している接着剤の量が少ない場合には、その不足量の接着剤を新たに塗布することにより、シートの再接着を行うことができる。このように本発明では、熱エネルギーの付与を繰り返すことにより、接着、剥離を繰り返すことができ、特に、展示会用のパネルに対する経師紙の頻繁な接着、剥離に適用することにより、これらの作業を迅速に、しかも簡単に行うことができるメリットがある。
【0021】
【実施例】
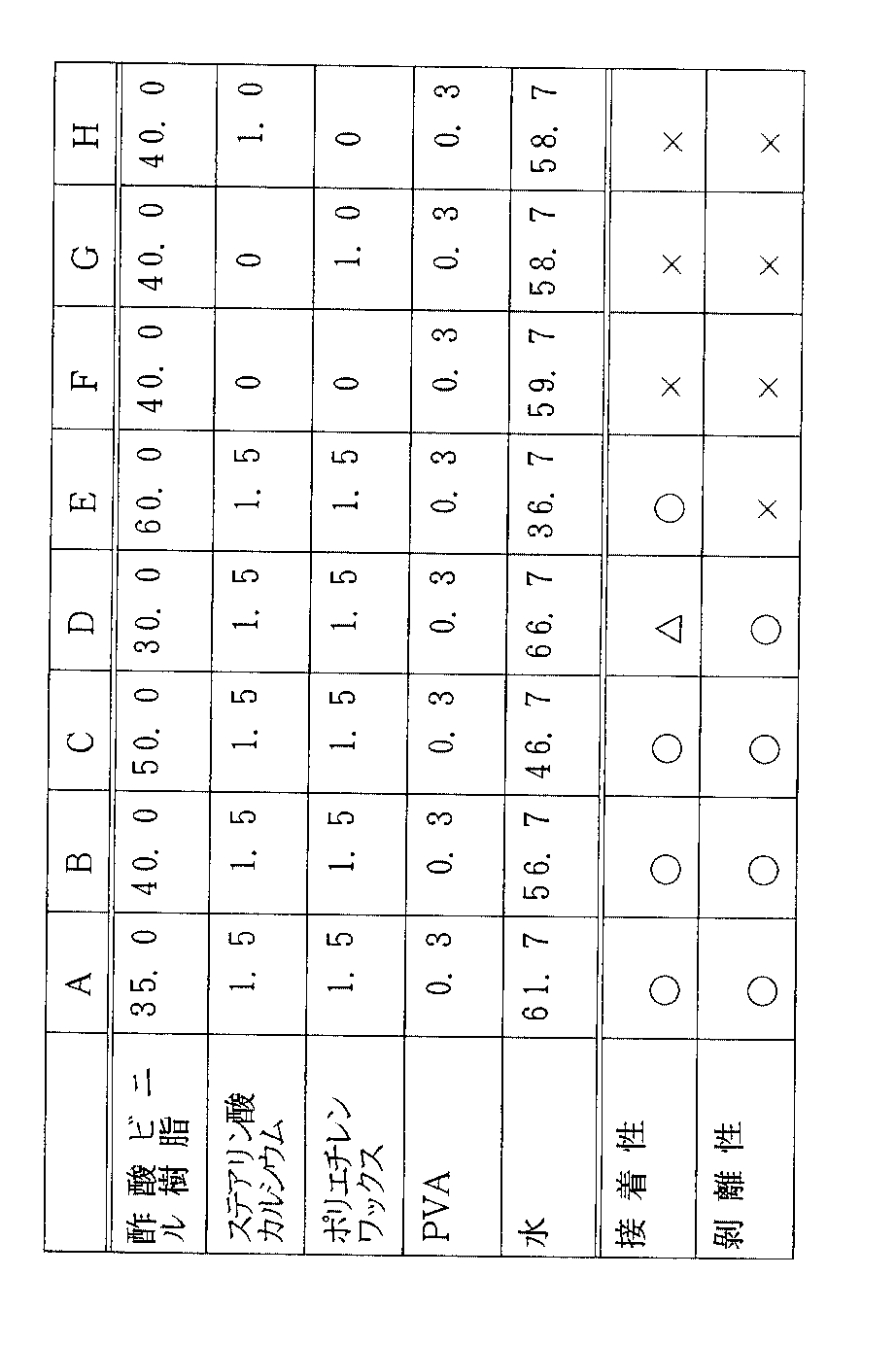
金属石鹸としてステアリン酸カルシウム、ワックスとしてポリエチエンワックス、水溶性分散物質としてPVAを用い、表1の処方により接着剤A〜Hを作製した。表1において、各欄の数値は重量比である。これらの接着剤を1m四方の合板に刷毛によって塗布した。塗布量はいずれも、30g/m2 とした。この塗布後に、ドライヤーから50〜60℃の温度の温風を各合板に吹きつけて乾燥した。この乾燥は水が完全に蒸発するまで行い、各合板の表面には固形化した接着剤が白濁状態で残存した。
【0022】
次に、1m四方の経師紙を各合板の表面に載置し、熱エネルギーを付与して、接着した。この熱エネルギーの付与は接着剤Bに対しては、超音波振動子を経師紙上に接触させ、超音波振動させながら、経師紙面を摺動させることで行い、他の接着剤に対しては、ヒータ内蔵のプレス板を経師紙上に押圧させることで行った。この場合、プレス板の表面温度は80〜90℃であった。この熱エネルギーの付与後に、各合板への経師紙の接着状態を観察した。
【0023】
結果を表1の「接着性」欄に記載してある。同欄における「○」は経師紙に皺がなく、しかもその全面が合板に良好に密着したものである。「△」は経師紙の一部に接着不良があったものを、「×」は経師紙のほとんどが接着不良となっていたものを示す。接着剤Dにおいては、酢酸ビニル樹脂の配合比が少なく、接着力が充分でないため、接着不良となったものと思われる。接着剤F、G、Hはステアリン酸カルシウム及び/またはポリエチレンワックスが充分に配合されていないため、熱エネルギーが酢酸ビニル樹脂に良好に伝達されず、酢酸ビニル樹脂が充分に熱軟化しなかったためと思われる。
【0024】
次に、以上のようにして接着が終了したものに対して、ヒータ内蔵のプレス板を加熱状態で接触させた。このときのプレス板の表面温度は80〜90℃であった。このプレス板の接触による加熱の後、直ちに経師紙を掴んで、それぞれの合板から引き剥がし、その状態を観察した。
【0025】
結果を表1の「剥離性」欄に記載してある。同欄における「○」は経師紙の全体が合板から良好に剥がれ、部分的にも残存していないものを示し、「×」は経師紙の一部が残存したものを示す。接着剤Eにおいては、酢酸ビニル樹脂の配合比が多すぎて、酢酸ビニル樹脂の全体が充分に熱軟化しなかったためと思われる。接着剤F、G、はステアリン酸カルシウム及び/またはポリエチレンワックスの量が不十分で、酢酸ビニル樹脂に熱が充分に伝達しなかったためと思われる。
【0026】
【表1】
【発明の効果】
本発明の接着方法は、酢酸ビニル樹脂、金属石鹸、ワックスを含有するエマルジョン型接着剤を完全に乾燥した後に、熱エネルギーを作用させて接着を行うため、接着剤の乾燥状態のまま、放置することができる。すなわち、接着剤の乾燥に続いてシートの接着を行う必要がなく、接着作業全体を一連させて行う必要がなくなる。このため、例えば、接着剤の塗布、乾燥だけを行い、その後、シートの接着だけを行う等の作業手順の変更もでき、計画性のある作業工程を組むことが可能となる。また、シートが可撓性を有していても、接着剤が完全な乾燥状態で接着されるため、皺等を生じることなく、外観の向上した接着状態とすることができると共に熟練を要することがない。
【0028】
本発明の剥離方法は、上述した酢酸ビニル樹脂系エマルジョン型接着剤を用いて接着した構造体に対して、熱エネルギーを作用させるものであり、この熱エネルギーは金属石鹸及びワックスにより良好に酢酸ビニル樹脂に伝達されるため、酢酸ビニル樹脂を確実に熱軟化させることができる。これにより、シートの部分的な残存がなく、シートの全体を簡単にしかも確実に剥離することができると共に、短時間での剥離が可能となる。
Claims (2)
- 経師紙からなる可撓性シートを合板からなるパネル又は壁の基材面に全体的に貼り付けるシート貼付方法において、
作業現場で、前記可撓性シートを貼り付けるべき基材面上に全体的に、酢酸ビニル樹脂を主成分とし、金属石鹸及びワックスを含有したエマルジョン型接着剤を塗布し、
接着剤塗布後、自然乾燥又は加熱乾燥によって、接着剤塗布面に水分が完全になくなるまで乾燥させ、
接着剤塗布面が乾燥した後、可撓性シートを基材面に当接し、
可撓性シートを基材面に当接した状態で、可撓性シートを通して基材面全面にわたり乾燥状態の接着剤に熱エネルギーを作用させ、
接着剤に熱エネルギーを作用させると同時に可撓性シートを基材面全面にわたって押圧し、
可撓性シートを基材面全面にわたって押圧した状態で冷却させる
ことよりなり、可撓性シート全体を基材面に皺なく簡単に貼付することを特徴とする可撓性シート貼付方法。 - 経師紙からなる可撓性シートを合板からなるパネル又は壁の基材面に全体的に貼り付け、新たな可撓性シートに貼り替える際に使用済み可撓性シートを剥がす剥離方法において、
作業現場で、可撓性シートを貼り付けるべき基材面上に全体的に、酢酸ビニル樹脂を主成分とし、金属石鹸及びワックスを含有したエマルジョン型接着剤を塗布し、
接着剤塗布後、自然乾燥又は加熱乾燥によって、接着剤塗布面に水分が完全になくなるまで乾燥させ、
接着剤塗布面が乾燥した後、可撓性シートを基材面に当接し、
可撓性シートを基材面に当接した状態で、可撓性シートを通して基材面全面にわたり乾燥状態の接着剤に熱エネルギーを作用させ、
接着剤に熱エネルギーを作用させると同時に可撓性シートを基材面全面にわたって押圧し、
可撓性シートを基材面全面にわたって押圧した状態で冷却させて可撓性シートを基材面全面にわたり貼付し、
前記可撓性シートの使用後に、新たな可撓性シートに貼り替えるため、使用済み可撓性シートの上から基材面全面にわたって熱エネルギーを作用させて接着剤を熱軟化し、
接着剤が熱軟化した状態で使用済み可撓性シートを基材面から剥離する
ことよりなり、使用済み可撓性シート全体の簡単な剥離を可能にしたことを特徴とする可撓性シート剥離方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15697995A JP3557723B2 (ja) | 1995-05-31 | 1995-05-31 | 可撓性シート貼付方法及び剥離方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP15697995A JP3557723B2 (ja) | 1995-05-31 | 1995-05-31 | 可撓性シート貼付方法及び剥離方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH08325530A JPH08325530A (ja) | 1996-12-10 |
| JP3557723B2 true JP3557723B2 (ja) | 2004-08-25 |
Family
ID=15639520
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP15697995A Expired - Fee Related JP3557723B2 (ja) | 1995-05-31 | 1995-05-31 | 可撓性シート貼付方法及び剥離方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3557723B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4528909B2 (ja) * | 2003-05-23 | 2010-08-25 | サンノプコ株式会社 | ワックス−金属石鹸複合乳化分散体 |
| JP4560319B2 (ja) * | 2004-03-30 | 2010-10-13 | 積水化学工業株式会社 | 表面材の剥離方法 |
-
1995
- 1995-05-31 JP JP15697995A patent/JP3557723B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH08325530A (ja) | 1996-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4054697A (en) | Decorative sheet material | |
| JPH01165680A (ja) | マイクロ波活性性ホットメルト接着剤 | |
| WO1991002120A1 (fr) | Feuille de papier thermocollable | |
| US4355074A (en) | Bonding sheet-like material to a substrate from which it can be dry-stripped | |
| JP3557723B2 (ja) | 可撓性シート貼付方法及び剥離方法 | |
| JPH06116537A (ja) | 低い表面エネルギーを加えたポリマー組成物 | |
| JPS631354B2 (ja) | ||
| TW200424065A (en) | Method for the manufacture of corrugated board | |
| JPS6174894A (ja) | 感熱記録シ−トの製造方法 | |
| JPH11151794A (ja) | 化粧シート被覆材料の製造方法 | |
| JPS6067153A (ja) | シ−ト貼り化粧板の製造方法 | |
| JP3303519B2 (ja) | 壁紙及びその剥離方法 | |
| JP3807034B2 (ja) | 化粧シート | |
| JPH0497070A (ja) | 自己粘着性タイルセット及びその製造方法 | |
| RU2061013C1 (ru) | Способ соединения изделий из пенополистирола | |
| JPH02150480A (ja) | 熱接着性フィルム | |
| JPH08232197A (ja) | 壁紙及びその剥離方法 | |
| JPS6134527Y2 (ja) | ||
| JPS61259935A (ja) | ラベルの貼着方法 | |
| JPH0754021B2 (ja) | 天井板の施工法 | |
| JPH0654707B2 (ja) | 面状採暖具の接着方法 | |
| JPH0532943A (ja) | 接着パターン形成用複合リボン | |
| JPH01266178A (ja) | 粘着剤付シート | |
| JPH0642152U (ja) | ポリスチレン系樹脂押出発泡積層板 | |
| JPS6084340A (ja) | カ−ペツトバツキング用組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20031211 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20040224 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040324 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20040420 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20040510 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100528 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130528 Year of fee payment: 9 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140528 Year of fee payment: 10 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |