JP2020109820A - プリント基板のレーザ加工方法およびプリント基板のレーザ加工機 - Google Patents
プリント基板のレーザ加工方法およびプリント基板のレーザ加工機 Download PDFInfo
- Publication number
- JP2020109820A JP2020109820A JP2019107470A JP2019107470A JP2020109820A JP 2020109820 A JP2020109820 A JP 2020109820A JP 2019107470 A JP2019107470 A JP 2019107470A JP 2019107470 A JP2019107470 A JP 2019107470A JP 2020109820 A JP2020109820 A JP 2020109820A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- hole
- aperture
- circuit board
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/0011—Working of insulating substrates or insulating layers
- H05K3/0017—Etching of the substrate by chemical or physical means
- H05K3/0026—Etching of the substrate by chemical or physical means by laser ablation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/04—Automatically aligning, aiming or focusing the laser beam, e.g. using the back-scattered light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/0648—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms comprising lenses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
- B23K26/382—Removing material by boring or cutting by boring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
Abstract
【課題】 品質に優れる穴を能率良く加工することができるプリント基板のレーザ加工方法およびプリント基板のレーザ加工機を提供すること。【解決手段】 レーザ発振器1から発振されたレーザ2の外形をアパーチャ4により整形し、ガルバノ装置5とfθレンズ6によりレーザ2を位置決めして、銅層7cと絶縁層7zとからなるプリント基板7の所望の位置に穴を形成するようにしたプリント基板のレーザ加工方法において、第1のアパーチャ4で整形したレーザ2により銅層7cに貫通穴を形成し、その後、第1のアパーチャ4よりも小径の第2のアパーチャ4で整形したレーザ2により絶縁層7zを加工して、プリント基板7に穴を形成する。【選択図】図1
Description
本発明は、ビルドアップ式のプリント基板の所望の位置に表面の銅層と下層の銅層を接続するブラインドホール(行止まり穴。以下、単に穴という。)あるいは両面基板を表と裏からそれぞれ加工して表面の銅層と裏面の銅層を接続する貫通穴を形成するようにしたプリント基板のレーザ加工方法およびプリント基板のレーザ加工機に関する。
ビルドアップ式のプリント基板は導体である銅層とガラス繊維やフィラを含有する樹脂で形成された絶縁層(以下、単に「絶縁層」という。)とから構成されている。銅層としてはレーザの吸収を高める目的で表面処理(黒化処理やブラウン処理等と呼ばれる)がされた厚さ5〜12μmのものだけで無く、表面処理がされていない光沢面の厚さ1.5〜2μmのものも使用されている。また、絶縁層の厚さは20〜200μmである。また、炭酸ガスレーザにより穴を加工する場合、表面の銅層と下層の銅層をめっきで接続する層間接続用として40〜120μmの穴を、また、回路パターンを形成する場合に基準穴として使用する120〜250μmの穴を、それぞれ加工する。そして、レーザ加工としては、後工程であるめっき工程を容易にする加工結果が要求されている。
初めに、従来のレーザ加工機の構成について説明する。
図9は、従来のレーザ加工機の構成図である。
レーザ発振器1は、パルス状のレーザ2を出力する。レーザ発振器1とプレート3との間に配置されたビーム径調整装置100はレーザ2のエネルギ密度を調整するための装置であり、レーザ発振器1から出力されたレーザ2の外径を変更することによりレーザ2のエネルギ密度を調整する。すなわち、ビーム径調整装置100の前後におけるレーザ2のエネルギは変化しない。したがって、ビーム径調整装置100から出射されたレーザ2はレーザ発振器1から出力されたレーザ2と見なすことができるので、以下、ビーム径調整装置100とレーザ発振器1を併せてレーザ出力装置110という。なお、ビーム径調整装置100は使用されない場合もある。
レーザ発振器1とガルバノミラー5aとの間に配置されたプレート3はレーザ2を透過させない材質(例えば、銅)で形成されており、所定の位置にアパーチャ(窓であり、この場合は円形の貫通穴)4が複数個かつ選択可能に形成されている。プレート3は図示を省略する駆動装置により駆動され、選択されたアパーチャ4の軸線をレーザ2の軸線と同軸に位置決めする。ガルバノ装置5は一対のガルバノミラー5a、5bで構成され、図中矢印で示すように回転軸の回りに回転自在であり、反射面を任意の角度に位置決めすることができる。なお、ガルバノミラー5a、5bが位置決めに要する時間は平均0.4ms(2.5kHz)程度である。fθレンズ(集光レンズ)6は、図示を省略する加工ヘッドに保持されている。ガルバノミラー5a、5bとfθレンズ6とでレーザ2の光軸をプリント基板7の所望の位置に位置決めする光軸位置決め装置を構成しており、ガルバノミラー5a、5bの回転角度とfθレンズ6の直径とで定まるスキャン領域(すなわち、加工領域)8は、50mm×50mm程度の大きさである。ワークである銅層7cと絶縁層7zとからなるプリント基板7は、X−Yテーブル9に固定されている。制御装置10は入力された制御プログラムに従い、レーザ発振器1、ビーム径調整装置100、プレート3の駆動装置、ガルバノミラー5a、5bおよびX−Yテーブル9を制御する。
図9は、従来のレーザ加工機の構成図である。
レーザ発振器1は、パルス状のレーザ2を出力する。レーザ発振器1とプレート3との間に配置されたビーム径調整装置100はレーザ2のエネルギ密度を調整するための装置であり、レーザ発振器1から出力されたレーザ2の外径を変更することによりレーザ2のエネルギ密度を調整する。すなわち、ビーム径調整装置100の前後におけるレーザ2のエネルギは変化しない。したがって、ビーム径調整装置100から出射されたレーザ2はレーザ発振器1から出力されたレーザ2と見なすことができるので、以下、ビーム径調整装置100とレーザ発振器1を併せてレーザ出力装置110という。なお、ビーム径調整装置100は使用されない場合もある。
レーザ発振器1とガルバノミラー5aとの間に配置されたプレート3はレーザ2を透過させない材質(例えば、銅)で形成されており、所定の位置にアパーチャ(窓であり、この場合は円形の貫通穴)4が複数個かつ選択可能に形成されている。プレート3は図示を省略する駆動装置により駆動され、選択されたアパーチャ4の軸線をレーザ2の軸線と同軸に位置決めする。ガルバノ装置5は一対のガルバノミラー5a、5bで構成され、図中矢印で示すように回転軸の回りに回転自在であり、反射面を任意の角度に位置決めすることができる。なお、ガルバノミラー5a、5bが位置決めに要する時間は平均0.4ms(2.5kHz)程度である。fθレンズ(集光レンズ)6は、図示を省略する加工ヘッドに保持されている。ガルバノミラー5a、5bとfθレンズ6とでレーザ2の光軸をプリント基板7の所望の位置に位置決めする光軸位置決め装置を構成しており、ガルバノミラー5a、5bの回転角度とfθレンズ6の直径とで定まるスキャン領域(すなわち、加工領域)8は、50mm×50mm程度の大きさである。ワークである銅層7cと絶縁層7zとからなるプリント基板7は、X−Yテーブル9に固定されている。制御装置10は入力された制御プログラムに従い、レーザ発振器1、ビーム径調整装置100、プレート3の駆動装置、ガルバノミラー5a、5bおよびX−Yテーブル9を制御する。
次に、従来のレーザ加工機の加工手順を説明する。
図10は従来のレーザ加工機の加工手順を示すフローチャートである。
制御装置10は加工プログラムを読み込み、X−Yテーブル9を移動させて、最初のスキャン領域8をfθレンズ6に対向させる(手順S10)。そして、スキャン領域8内で最初に加工する穴径に対応するアパーチャ4を選択し、選択したアパーチャ4の軸線をレーザ2の軸線と同軸に位置決めすると共に、必要に応じてビーム径調整装置100によりビーム2のエネルギ密度を変更する(手順S20)。そして、先ず、当該スキャン領域8内において指定された位置の総ての銅層7cに穴(以下、ウインドウという)を開ける(手順S50、手順S60)。すなわち、レーザ出力装置110から出力されたレーザ2の外径をアパーチャ4により整形し、ガルバノミラー5a、5bとfθレンズ6とで構成される光軸位置決め装置により集光したレーザ2の軸線を位置決めしてプリント基板7に入射させる。入射したレーザ2により銅層7cが蒸発してウインドウが形成される。この場合、ウインドウに対応する絶縁層7z、すなわち、ウインドウが形成されることにより表面に露出する絶縁層7z(以下、「ウインドウ部絶縁層7z」という。)の劣化を防ぐため、ウインドウをレーザ2の1回の照射(すなわち、1パルスの照射)で形成する。また、ウインドウ形成直後のウインドウ部絶縁層7zは温度が高くなっているため、銅層7cの加工に続けて絶縁層7zを加工すると、後述するように、ウインドウ外縁の銅層7c下部の絶縁層7zにえぐれ(ウインドウ部絶縁層7zの外縁がウインドウ外縁の銅層7cの下部にまで拡大し、ウインドウ外縁の銅層7cが絶縁層7zに対してオーバーハングの状態になること。以下、単にえぐれと呼ぶ)が発生がしたり、穴の内部がビヤ樽状になったりする可能性が高くなる。そこで、スキャン領域8内の残りの穴の銅層7cを先に加工する。
図10は従来のレーザ加工機の加工手順を示すフローチャートである。
制御装置10は加工プログラムを読み込み、X−Yテーブル9を移動させて、最初のスキャン領域8をfθレンズ6に対向させる(手順S10)。そして、スキャン領域8内で最初に加工する穴径に対応するアパーチャ4を選択し、選択したアパーチャ4の軸線をレーザ2の軸線と同軸に位置決めすると共に、必要に応じてビーム径調整装置100によりビーム2のエネルギ密度を変更する(手順S20)。そして、先ず、当該スキャン領域8内において指定された位置の総ての銅層7cに穴(以下、ウインドウという)を開ける(手順S50、手順S60)。すなわち、レーザ出力装置110から出力されたレーザ2の外径をアパーチャ4により整形し、ガルバノミラー5a、5bとfθレンズ6とで構成される光軸位置決め装置により集光したレーザ2の軸線を位置決めしてプリント基板7に入射させる。入射したレーザ2により銅層7cが蒸発してウインドウが形成される。この場合、ウインドウに対応する絶縁層7z、すなわち、ウインドウが形成されることにより表面に露出する絶縁層7z(以下、「ウインドウ部絶縁層7z」という。)の劣化を防ぐため、ウインドウをレーザ2の1回の照射(すなわち、1パルスの照射)で形成する。また、ウインドウ形成直後のウインドウ部絶縁層7zは温度が高くなっているため、銅層7cの加工に続けて絶縁層7zを加工すると、後述するように、ウインドウ外縁の銅層7c下部の絶縁層7zにえぐれ(ウインドウ部絶縁層7zの外縁がウインドウ外縁の銅層7cの下部にまで拡大し、ウインドウ外縁の銅層7cが絶縁層7zに対してオーバーハングの状態になること。以下、単にえぐれと呼ぶ)が発生がしたり、穴の内部がビヤ樽状になったりする可能性が高くなる。そこで、スキャン領域8内の残りの穴の銅層7cを先に加工する。
ウインドウの加工が終了したら、当該スキャン領域8内において指定された位置の総ての絶縁層7z、すなわち、ウインドウ部絶縁層7zを加工して穴を完成させる。ここで、絶縁層7zを過大なエネルギで加工すると、えぐれが発生がしたり、穴の内部がビヤ樽状になったりする可能性が高くなる。そこで、1個の穴をパルス幅Pwzの複数のパルスで加工することとし、かつ、1つの穴にレーザ2を1パルス照射したら次の穴を加工することを繰り返すことにより絶縁層7zを加工してそれぞれの穴を完成させる。すなわち、先ず、絶縁層7zにレーザ2を照射する指定回数Nを記憶し、照射回数iをi=1とする(手順S80、手順S90)。そして、当該スキャン領域8内における総てのウインドウ部絶縁層7zにレーザ2を1パルスずつ照射する(手順S100、手順S110)。そして、当該スキャン領域8内における総てのウインドウ部絶縁層7zにレーザ2を照射したら、照射回数iをi=i+1とした後、指定回数Nと照射回数iとを比較し(手順S120、手順S130)、i≦Nの場合は手順S100の処理を行い、i>Nの場合は手順S500の処理を行う。手順S500では当該スキャン領域8内に径の異なる未加工の穴があるかどうかを確認し、未加工の穴がある場合は手順S20の作業を行う。また、未加工の穴がない場合は未加工のスキャン領域8があるかどうかを確認し(手順S510)、未加工のスキャン領域8がある場合は手順S10の作業を行い、未加工のスキャン領域8がない場合は加工を終了する。
ここで、レーザ2が炭酸ガスレーザである場合についてその特性を説明する。
図11はレーザ発振器1の出力を説明する図であり、上段はレーザ発振器1の制御信号によって起動される高周波パルスRF出力である。また、下段はレーザ2の1パルスの出力波形であり、縦軸は出力レベルを、横軸は時間を、それぞれ表している。レーザ発振器1を起動すると(時刻T0)、レーザ発振器1内部のレーザ媒体に高周波パルスRFが印可されエネルギのチャージが開始される。そして、エネルギが飽和するとレーザ2が発振される(時刻T1)。レーザ2は発振直後に出力が急上昇した後(時刻Tj)、一旦下がり(時刻Td)、以降、エネルギチャージと出力放出とがバランスし、出力が増大する。レーザ発振器1を停止、すなわち高周波パルスRFの印可を停止しても(時刻T2)引き続きエネルギは減衰しながら出力され、時刻T3で0になる。同図に斜線を付して示す1パルスのパルスエネルギEpは、1パルスの持続期間である時刻T1から出力レベルが0となる時刻T3までの期間の総エネルギ量であるが、実用上、パルス幅Pwを時刻T1〜時刻T2の期間として制御している。すなわち、例えば、パルス幅Pwが2μsの場合、時刻T2は時刻T0から5μs経過した時刻である。ここで、時刻T0から時刻T1までの期間は、パルス周波数(パルス周期)によって変わり3μs±0.3μs程度である。なお、レーザ発振器100のレーザ発振周波数は最大5kHz(パルス周期200us)程度である。
図11はレーザ発振器1の出力を説明する図であり、上段はレーザ発振器1の制御信号によって起動される高周波パルスRF出力である。また、下段はレーザ2の1パルスの出力波形であり、縦軸は出力レベルを、横軸は時間を、それぞれ表している。レーザ発振器1を起動すると(時刻T0)、レーザ発振器1内部のレーザ媒体に高周波パルスRFが印可されエネルギのチャージが開始される。そして、エネルギが飽和するとレーザ2が発振される(時刻T1)。レーザ2は発振直後に出力が急上昇した後(時刻Tj)、一旦下がり(時刻Td)、以降、エネルギチャージと出力放出とがバランスし、出力が増大する。レーザ発振器1を停止、すなわち高周波パルスRFの印可を停止しても(時刻T2)引き続きエネルギは減衰しながら出力され、時刻T3で0になる。同図に斜線を付して示す1パルスのパルスエネルギEpは、1パルスの持続期間である時刻T1から出力レベルが0となる時刻T3までの期間の総エネルギ量であるが、実用上、パルス幅Pwを時刻T1〜時刻T2の期間として制御している。すなわち、例えば、パルス幅Pwが2μsの場合、時刻T2は時刻T0から5μs経過した時刻である。ここで、時刻T0から時刻T1までの期間は、パルス周波数(パルス周期)によって変わり3μs±0.3μs程度である。なお、レーザ発振器100のレーザ発振周波数は最大5kHz(パルス周期200us)程度である。
ここで、アパーチャ4の径を選定する手順を説明する。レーザ2はfθレンズ6によりアパーチャ径を縮小投影(集光)されるので、レーザ2の出力の大きさはレーザ2の軸線を対称軸とするガウス分布曲線に似た釣鐘状の曲線になる。そして、上記したように、レーザ2の照射により銅層7cが蒸発してウインドウが形成される。
そこで、アパーチャ4の径として、所望の穴径すなわちウインドウ部が銅の蒸発閾値となるような大きさの径が選定される。このため、加工する穴径が異なる場合は、径の異なるアパーチャを選定する。このように、加工しようとする穴径に応じてレーザ2の径を設定すると、光軸位置決め装置を構成するfθレンズ6の高さを上下方向に移動させる必要がなくなり、加工精度が向上するだけでなく、作業性も向上する。アパーチャ4の交換装置段としてはいくつかの装置が提案されている。(特許文献1)
そこで、アパーチャ4の径として、所望の穴径すなわちウインドウ部が銅の蒸発閾値となるような大きさの径が選定される。このため、加工する穴径が異なる場合は、径の異なるアパーチャを選定する。このように、加工しようとする穴径に応じてレーザ2の径を設定すると、光軸位置決め装置を構成するfθレンズ6の高さを上下方向に移動させる必要がなくなり、加工精度が向上するだけでなく、作業性も向上する。アパーチャ4の交換装置段としてはいくつかの装置が提案されている。(特許文献1)
図12はレーザ加工した穴形状の断面図である。
加工部のガラス繊維の密度が小さく、下層の銅層7cに反射された最終パルスのレ−ザ2のほとんどが穴の内部を照射した場合、あるいは形成する穴が深い場合、穴内に生じた分解飛散物により、穴側面の樹脂が抉られ、穴の深さ方向の中間部の直径が上下の直径よりも広がり、同図(a)に示すように穴側面がビヤ樽状の穴になることがある。穴がビヤ樽状になると、同図(b)に示すように後工程のめっき時に穴内にボイド(めっき加工中に穴入口が塞がり,めっき液が穴内に閉じ込められた状態になる)が生じ易くなり、プリント基板不良の主要因になる。
加工部のガラス繊維の密度が小さく、下層の銅層7cに反射された最終パルスのレ−ザ2のほとんどが穴の内部を照射した場合、あるいは形成する穴が深い場合、穴内に生じた分解飛散物により、穴側面の樹脂が抉られ、穴の深さ方向の中間部の直径が上下の直径よりも広がり、同図(a)に示すように穴側面がビヤ樽状の穴になることがある。穴がビヤ樽状になると、同図(b)に示すように後工程のめっき時に穴内にボイド(めっき加工中に穴入口が塞がり,めっき液が穴内に閉じ込められた状態になる)が生じ易くなり、プリント基板不良の主要因になる。
また、同図(c)に示すように、貫通穴を形成する場合、表裏の穴形状が均一な対称形状でない場合や穴中間部の径がばらつく(±10μm程度)と,めっき仕上がり面の一方の面が凹み、他方の面が凸になり易い。このため、めっき厚を増やして、専用の研磨工程で表面を平らに仕上げる必要がある。
また、同図(d)に示すようにウインドウ部絶縁層7zだけでなくウインドウ外縁の銅層7c下部の絶縁物7zも熱により抉られ、くぼみ11が形成されることが多い。くぼみ11の直径Dkがウインドウの直径Dよりも15μm以上大きいと、絶縁物7zに形成された穴に対して銅層7cがオーバーハングが7.5um以上となる結果、後工程のめっき時に穴内にボイドが生じ易くなる。さらに、くぼみ11の直径Dkがウィンドウの直径Dよりも15μm以上大きい場合、銅層7cと絶縁層7zとの間に微小なクラックが発生することがある。隣り合う穴の片方あるいは両方にこのようなクラックが発生していると、後工程のめっき時にクラックがめっきされることにより隣接する他の銅層7cとの間で短絡が発生する。したがって、このようなクラックの発生も防止する必要がある。そこで、照射回数Nは増えるが、1回のパルスのエネルギを小さくして、加工した穴内面の品質を優れたものにする場合が多い。
プリント基板7に実装する高密度半導体に対応するため、プリント基板のレ−ザ加工には、めっきが確実に行える形状の穴を加工することが要求されている。すなわち、
(1)ウインドウおよび絶縁層7zに形成する穴径のばらつきを±5%以下にすること
(2)絶縁層7zに形成する穴は、底面の径が上面の径の80%以上の円錐台であること
(3)ガラス繊維が穴内面に突き出さないようにして穴内面の平滑化をはかること
に加えて、
(4)ウインドウ部絶縁層7z外縁のえぐれ(銅層7cのオ−バ−ハング)を7.5μm(径では、ウインドウ径+15μm)以下にすること
(5)ウインドウ周辺の銅層7cと絶縁層7zとの間に剥離が無いこと
(6)穴径をさらに小径にすること
(7)隣接する穴との距離を穴径の2倍程度にする(現在は穴径の3〜4倍)こと
(8)穴底に損傷が無いこと
(9)貫通穴を形成する場合は、穴中間部の径のばらつきを小さくすること
が要求されている。
上記したように、一度に過大なエネルギで絶縁層7zを加工すると、えぐれが発生したり、穴内部がビヤ樽状になる。そこで、パルス幅Pwzを小さく、すなわちパルスエネルギを小さくしたレーザ2を複数回照射して加工することにより、上記(1)〜(3)に関してはある程度解決されていた。しかし、パルス幅Pwzを例えば1.5μsとする場合、時刻T1が±0.3μs程度ばらつくため、エネルギが不足して穴底の径が小さくなる場合があった。このような状態を回避するためにパルス幅Pwzを大きくすると、えぐれが発生したり、穴内部がビヤ樽状になる可能性が大きくなった。また、パルス幅Pwzを変えずに、照射数を増すと、上記したようにガルバノミラー5a、5bが位置決めに要する時間は平均0.4ms(周波数2.5kHz)程度であるため、照射数を1回増す毎に1つの穴の加工時間が0.4ms増加した。このため、さらなる穴品質の向上および加工時間の短縮が求められていた。また、上記の(4)〜(9)に関しても改善が要求されていた。
(1)ウインドウおよび絶縁層7zに形成する穴径のばらつきを±5%以下にすること
(2)絶縁層7zに形成する穴は、底面の径が上面の径の80%以上の円錐台であること
(3)ガラス繊維が穴内面に突き出さないようにして穴内面の平滑化をはかること
に加えて、
(4)ウインドウ部絶縁層7z外縁のえぐれ(銅層7cのオ−バ−ハング)を7.5μm(径では、ウインドウ径+15μm)以下にすること
(5)ウインドウ周辺の銅層7cと絶縁層7zとの間に剥離が無いこと
(6)穴径をさらに小径にすること
(7)隣接する穴との距離を穴径の2倍程度にする(現在は穴径の3〜4倍)こと
(8)穴底に損傷が無いこと
(9)貫通穴を形成する場合は、穴中間部の径のばらつきを小さくすること
が要求されている。
上記したように、一度に過大なエネルギで絶縁層7zを加工すると、えぐれが発生したり、穴内部がビヤ樽状になる。そこで、パルス幅Pwzを小さく、すなわちパルスエネルギを小さくしたレーザ2を複数回照射して加工することにより、上記(1)〜(3)に関してはある程度解決されていた。しかし、パルス幅Pwzを例えば1.5μsとする場合、時刻T1が±0.3μs程度ばらつくため、エネルギが不足して穴底の径が小さくなる場合があった。このような状態を回避するためにパルス幅Pwzを大きくすると、えぐれが発生したり、穴内部がビヤ樽状になる可能性が大きくなった。また、パルス幅Pwzを変えずに、照射数を増すと、上記したようにガルバノミラー5a、5bが位置決めに要する時間は平均0.4ms(周波数2.5kHz)程度であるため、照射数を1回増す毎に1つの穴の加工時間が0.4ms増加した。このため、さらなる穴品質の向上および加工時間の短縮が求められていた。また、上記の(4)〜(9)に関しても改善が要求されていた。
本発明の目的は、プリント基板7の実装密度をさらに向上させると共に、品質に優れる穴を能率良く加工することができるプリント基板のレーザ加工方法およびプリント基板のレーザ加工機を提供するにある。
上記課題を解決するため、請求項1の発明は、レーザ出力装置から出力されたレーザの外形をアパーチャにより整形し、ガルバノ装置とfθレンズにより前記レーザを位置決めして、銅層と絶縁層とからなるプリント基板の所望の位置に穴を形成するようにしたプリント基板のレーザ加工方法において、第1のアパーチャで整形した前記レーザにより前記銅層に貫通穴を形成し、その後、前記第1のアパーチャよりも小径の第2のアパーチャで整形した前記レーザにより前記絶縁層を加工して、前記プリント基板に穴を形成することを特徴とする。
また、請求項2の発明は、レーザ出力装置から出力されたレーザの外形をアパーチャにより整形し、ガルバノ装置とfθレンズにより前記レーザを位置決めして、銅層と絶縁層とからなるプリント基板の所望の位置に穴を形成するようにしたプリント基板のレーザ加工方法において、第1のアパーチャで整形した前記レーザにより前記銅層に貫通穴を形成し、その後、前記絶縁層の加工に寄与する前記レーザの径を前記第1のアパーチャで加工された前記貫通穴の径以下とする第2のアパーチャで整形して前記絶縁層を加工することにより前記プリント基板に穴を形成することを特徴とする。
また、請求項3の発明は、請求項1または請求項2のいずれかに記載のプリント基板のレーザ加工方法において、前記第2のアパーチャで加工した前記絶縁層の穴底を、前記第1のアパーチャで成形したレ−ザにより加工することを特徴とする。
また、請求項4の発明は、請求項1または請求項2のいずれかに記載のプリント基板のレーザ加工方法において、前記絶縁層の加工に用いた前記第2のアパーチャの穴径よりも小径の第3のアパーチャにより、底付き穴の内面を仕上げ加工することを特徴とする。
また、請求項5の発明は、レーザ出力装置と、アパーチャを備えるプレートと、ガルバノ装置と、fθレンズと、を備え、前記レーザ出力装置から出力されたレーザの外径を前記アパーチャにより整形し、整形した前記レーザを前記ガルバノ装置と前記fθレンズにより位置決めして、銅層と絶縁層とからなるプリント基板の所望の位置に穴を形成するようにしたプリント基板のレーザ加工機において、径の異なる複数のアパーチャを備える第1のプレートと、前記第1のプレートに設けた各アパーチャの軸線を前記レーザの軸線と同軸に位置決めする前記第1のプレート位置決め装置と、それぞれの軸線が前記レーザの軸線と平行なアパーチャをn個(ただし、nは正の整数)備えるm個(ただし、mは正の整数)のプレ−トと、前記m個の各プレ−トの移動方向を前記レーザの軸心と垂直な方向、かつ、それぞれに設けたアパーチャの軸線を前記レーザの軸線と同軸に位置決めする加工位置と、当該プレートが前記レーザと干渉しない待避位置とに位置決めするm個のプレート位置決め手段と、を設け、前記第1のプレートを前記レーザの軸線方向の前記レーザ出力装置と前記ガルバノ装置との間の前記レーザ出力装置に最も近い側に配置すると共に、前記m個のプレートを前記レーザの軸線方向の前記第1のプレートと前記ガルバノ装置との間の配置し、前記銅層を加工する場合には、前記第1のプレートの指定されたアパーチャの軸線を前記レーザの軸線と同軸に位置決めすると共に、他のm個のプレートを総て待避位置に位置決めし、前記絶縁層を加工する場合は、n×m個の内の1個の前記銅層を加工するために用いたアパーチャよりも小径のアパーチャを加工位置に位置決めすることを特徴とする。
絶縁層7zを加工するレーザ2の径を銅層7cを加工するレーザ2の径よりも小径にするが、1つの穴を開ける場合の絶縁層7zの量を従来よりも多くできるので、1つの穴を開ける場合のレーザの照射回数を減らすことができる。また、後述するように、同一のエネルギレベルであってもパルス幅Pwを大きくすることができるので、安定した加工結果が得られるだけでなく、1つの穴を開ける場合のレーザの照射回数を減らすことができる。この結果、ウインドウおよび絶縁層7zに形成する穴径のばらつきを±5%以下にすること、絶縁層7zに形成する穴の底面の径を表面の穴径の80%以上にすること、ガラス繊維が穴内面に突き出さないようにして穴内面の平滑化をはかること、が可能になり、加工時間を短くすることができると共に、プリント基板の熱変形が小さくなるので加工精度が向上する。
また、絶縁層7zのえぐれを7.5μm以下にすること、ウインドウ周辺の銅層7cと絶縁層7zとの間の剥離を低減すること、穴径をさらに小径にすること、隣接する穴との距離を穴径の2倍程度にすること、が可能になるので、プリント基板の実装密度を高くすることができる。
また、貫通穴を形成する場合における穴中間部の径のばらつきおよびずれを小さくすることができるので、プリント基板の品質が向上する。
さらに、底付き穴の底面を仕上げ加工する工程を設けることにより、穴径が均一になるので、穴径をさらに小径化することができる。
また、加工する穴径が小径の場合でも、絶縁層7zに加工する穴の径をウインドウ径に一致させることにより品質に優れる穴を加工することができる。
また、絶縁層7zのえぐれを7.5μm以下にすること、ウインドウ周辺の銅層7cと絶縁層7zとの間の剥離を低減すること、穴径をさらに小径にすること、隣接する穴との距離を穴径の2倍程度にすること、が可能になるので、プリント基板の実装密度を高くすることができる。
また、貫通穴を形成する場合における穴中間部の径のばらつきおよびずれを小さくすることができるので、プリント基板の品質が向上する。
さらに、底付き穴の底面を仕上げ加工する工程を設けることにより、穴径が均一になるので、穴径をさらに小径化することができる。
また、加工する穴径が小径の場合でも、絶縁層7zに加工する穴の径をウインドウ径に一致させることにより品質に優れる穴を加工することができる。
図1は本発明を実施するための第1のレーザ加工機の全体図であり、従来と同じ物あるいは同一機能の物は同一の符号を付して詳細な説明を省略する。
レ−ザ出力装置110とガルバノミラー5aとの間には反射率が高い銅製で円盤状の大プレート20が配置されている。大プレート20の回転の軸線Oから半径rの円周上には、直径40〜250μmの穴を加工することができるように、径の異なるn個のアパーチャ41〜4nが配置されている。アパーチャ41〜4nは円周方向等間隔に配置されている。アパーチャ41〜4nの各軸線と大プレート20の回転の軸線Oは平行である。大プレート20の回転の軸線Oはレーザ2の軸線と平行かつ距離rの位置に位置決めされている。大プレート20は大プレート位置決め装置21により回転および回転方向位置決め自在に保持されている。大プレート位置決め装置21は制御装置10に接続されている。
大プレート20とガルバノミラー5aとの間には大プレート20に設けられたアパーチャ41〜4nと同数のアパ−チャ4A1〜4Anを備えるプレート22Aがレーザ2の軸線と垂直な方向に配置されている。アパ−チャ4A1〜4Anのそれぞれの穴径は対応するアパ−チャ41〜4nのそれぞれの穴径よりも小径である。プレ−ト22Aは直線方向に移動する第1の直動装置23Aに支持されている。プレ−ト22Aは第1の直動装置23Aの一方の移動端においてアパーチャ4A1〜4Anのいずれかの軸線がレーザ2の軸線と同軸になる位置(動作位置)に位置決めされる。また、第1の直動装置23Aの他方の移動端において、プレ−ト22Aはレーザ2と干渉しない位置(待避位置)に位置決めされる。第1の直動装置23Aは移動方向が第1の直動装置23Aの移動方向と直角である第2の直動装置24Aに支持されている。第2の直動装置24Aは動作位置にあるアパ−チャ4A1〜4Anの内のいずれかの軸線をレ−ザ2の軸線と同軸に位置決めする。そして、第1の直動装置23Aと第2の直動装置24Aとでアパ−チャ4A1〜4Anの位置決め手段を構成している。第1の直動装置23Aと第2の直動装置24Aはそれぞれ制御装置10に接続されている。ここで、直動装置23Aの動作速度は大プレート位置決め装置21の動作速度よりも遥かに高速である。
レ−ザ出力装置110とガルバノミラー5aとの間には反射率が高い銅製で円盤状の大プレート20が配置されている。大プレート20の回転の軸線Oから半径rの円周上には、直径40〜250μmの穴を加工することができるように、径の異なるn個のアパーチャ41〜4nが配置されている。アパーチャ41〜4nは円周方向等間隔に配置されている。アパーチャ41〜4nの各軸線と大プレート20の回転の軸線Oは平行である。大プレート20の回転の軸線Oはレーザ2の軸線と平行かつ距離rの位置に位置決めされている。大プレート20は大プレート位置決め装置21により回転および回転方向位置決め自在に保持されている。大プレート位置決め装置21は制御装置10に接続されている。
大プレート20とガルバノミラー5aとの間には大プレート20に設けられたアパーチャ41〜4nと同数のアパ−チャ4A1〜4Anを備えるプレート22Aがレーザ2の軸線と垂直な方向に配置されている。アパ−チャ4A1〜4Anのそれぞれの穴径は対応するアパ−チャ41〜4nのそれぞれの穴径よりも小径である。プレ−ト22Aは直線方向に移動する第1の直動装置23Aに支持されている。プレ−ト22Aは第1の直動装置23Aの一方の移動端においてアパーチャ4A1〜4Anのいずれかの軸線がレーザ2の軸線と同軸になる位置(動作位置)に位置決めされる。また、第1の直動装置23Aの他方の移動端において、プレ−ト22Aはレーザ2と干渉しない位置(待避位置)に位置決めされる。第1の直動装置23Aは移動方向が第1の直動装置23Aの移動方向と直角である第2の直動装置24Aに支持されている。第2の直動装置24Aは動作位置にあるアパ−チャ4A1〜4Anの内のいずれかの軸線をレ−ザ2の軸線と同軸に位置決めする。そして、第1の直動装置23Aと第2の直動装置24Aとでアパ−チャ4A1〜4Anの位置決め手段を構成している。第1の直動装置23Aと第2の直動装置24Aはそれぞれ制御装置10に接続されている。ここで、直動装置23Aの動作速度は大プレート位置決め装置21の動作速度よりも遥かに高速である。
次に、動作を説明する。
図2は本発明に係る第1のレーザ加工機の加工手順を示すフローチャートである。
制御装置10は加工プログラムを読み込み、X−Yテーブル9を移動させて、最初のスキャン領域8をfθレンズ6に対向させる(手順S10)。また、最初のスキャン領域8内で最初に加工する穴径に対応する大プレート20のアパーチャ(アパーチャ41〜4nのいずれか1個)を選択し、当該アパーチャの軸線をレーザ2の軸線と同軸に位置決めすると共に、必要に応じてビーム径調整装置100によりビーム2のエネルギ密度を変更する(手順S20)。また、プレ−ト22Aを動作位置に位置決めした時に、アパ−チャ4A1〜4Anの内の絶縁物加工時に使用するアパ−チャの軸線がレーザ2の軸線と一致するように第2の直動装置24Aを動作させると共に、プレ−ト22Aを待避位置に位置決めする(手順S30)。そして、当該スキャン領域8内において指定された位置の総ての銅層7cにウインドウを加工する(手順S50、手順S60)。すなわち、レ−ザ出力装置110から出力されたレーザ2の外径をアパーチャ4により整形し、ガルバノミラー5a、5bとfθレンズ6とで構成される光軸位置決め装置によりレーザ2の軸線を位置決めしてプリント基板7に入射させる。ここで、従来技術と同様、ウインドウをレ−ザ2の1回の照射(すなわち、1パルスの照射)で形成すると共に、スキャン領域8内の残りの穴の銅層7cを加工する。銅層7cの加工が終了したら、プレ−ト22Aを動作位置に位置決めし、すなわち、絶縁物加工時に使用するアパ−チャ4A1〜4Anの内の一つのアパ−チャの軸線をレーザ2の軸線と一致させ(手順S70)、当該スキャン領域8内におけるウインドウ部絶縁層7zを加工して穴を完成させる。すなわち、絶縁層7zにレーザ2を照射する指定回数Nを記憶し、照射回数iをi=1とする(手順S80、手順S90)。そして、当該スキャン領域8内における総てのウインドウ部絶縁層7zにレーザ2を1パルスずつ照射する(手順S100、手順S110)。そして、当該スキャン領域8内における総てのウインドウ部絶縁層7zにレーザ2を照射したら、照射回数iをi=i+1とした後、指定回数Nと照射回数iとを比較し(手順S120、手順S130)、i≦Nの場合は手順S100の処理を行い、i>Nの場合は手順S500の処理を行う。手順S500では当該スキャン領域8内に径の異なる未加工の穴があるかどうかを確認し、未加工の穴がある場合は手順S20の作業を行う。また、未加工の穴がない場合は未加工のスキャン領域8があるかどうかを確認し(手順S510)、未加工のスキャン領域8がある場合は手順S10の作業を行い、未加工のスキャン領域8がない場合は加工を終了する。
図2は本発明に係る第1のレーザ加工機の加工手順を示すフローチャートである。
制御装置10は加工プログラムを読み込み、X−Yテーブル9を移動させて、最初のスキャン領域8をfθレンズ6に対向させる(手順S10)。また、最初のスキャン領域8内で最初に加工する穴径に対応する大プレート20のアパーチャ(アパーチャ41〜4nのいずれか1個)を選択し、当該アパーチャの軸線をレーザ2の軸線と同軸に位置決めすると共に、必要に応じてビーム径調整装置100によりビーム2のエネルギ密度を変更する(手順S20)。また、プレ−ト22Aを動作位置に位置決めした時に、アパ−チャ4A1〜4Anの内の絶縁物加工時に使用するアパ−チャの軸線がレーザ2の軸線と一致するように第2の直動装置24Aを動作させると共に、プレ−ト22Aを待避位置に位置決めする(手順S30)。そして、当該スキャン領域8内において指定された位置の総ての銅層7cにウインドウを加工する(手順S50、手順S60)。すなわち、レ−ザ出力装置110から出力されたレーザ2の外径をアパーチャ4により整形し、ガルバノミラー5a、5bとfθレンズ6とで構成される光軸位置決め装置によりレーザ2の軸線を位置決めしてプリント基板7に入射させる。ここで、従来技術と同様、ウインドウをレ−ザ2の1回の照射(すなわち、1パルスの照射)で形成すると共に、スキャン領域8内の残りの穴の銅層7cを加工する。銅層7cの加工が終了したら、プレ−ト22Aを動作位置に位置決めし、すなわち、絶縁物加工時に使用するアパ−チャ4A1〜4Anの内の一つのアパ−チャの軸線をレーザ2の軸線と一致させ(手順S70)、当該スキャン領域8内におけるウインドウ部絶縁層7zを加工して穴を完成させる。すなわち、絶縁層7zにレーザ2を照射する指定回数Nを記憶し、照射回数iをi=1とする(手順S80、手順S90)。そして、当該スキャン領域8内における総てのウインドウ部絶縁層7zにレーザ2を1パルスずつ照射する(手順S100、手順S110)。そして、当該スキャン領域8内における総てのウインドウ部絶縁層7zにレーザ2を照射したら、照射回数iをi=i+1とした後、指定回数Nと照射回数iとを比較し(手順S120、手順S130)、i≦Nの場合は手順S100の処理を行い、i>Nの場合は手順S500の処理を行う。手順S500では当該スキャン領域8内に径の異なる未加工の穴があるかどうかを確認し、未加工の穴がある場合は手順S20の作業を行う。また、未加工の穴がない場合は未加工のスキャン領域8があるかどうかを確認し(手順S510)、未加工のスキャン領域8がある場合は手順S10の作業を行い、未加工のスキャン領域8がない場合は加工を終了する。
次に、従来技術で説明したと同じ径のウインドウを加工する場合において、本願を適用した加工を具体的に説明する。
本願ではウインドウの径がDである場合、絶縁物に開ける穴の径をDより小さい、例えば0.7Dとして加工する。このようにすると、除去する絶縁物の量が従来の49%すなわち約1/2であるから、例えば、従来6パルスで加工していた場合、本願では同じエネルギの3パルスで加工することができる。この場合、従来の6パルスの場合と同じエネルギで加工するので、加工した穴内面の品質が低下することはない。
本願ではウインドウの径がDである場合、絶縁物に開ける穴の径をDより小さい、例えば0.7Dとして加工する。このようにすると、除去する絶縁物の量が従来の49%すなわち約1/2であるから、例えば、従来6パルスで加工していた場合、本願では同じエネルギの3パルスで加工することができる。この場合、従来の6パルスの場合と同じエネルギで加工するので、加工した穴内面の品質が低下することはない。
また、絶縁層7zを加工する際、加工する穴径はウインドウの径より小さいから、くぼみ11の径が拡大することもほとんどないし、えぐれも発生しない。
以上、絶縁層に加工する穴の径をウインドウの径よりも小さくする場合について説明したが、加工する穴が例えば80μm以下の小径穴である場合、絶縁層7zに加工する穴の径をウインドウの径よりも小径にすると加工が難しくなる場合がある。
このような場合、本発明者は、絶縁層7zに加工する穴の径をウインドウの径に合わせるようにすれば解決できることに気がついた。また、従来は試行錯誤的に決定されていた絶縁層7zの加工条件を適切に定める手段を見つけることにより、品質に優れる穴を加工できると共に、短時間で加工条件を設定することが可能になると考えた。そこで、種々の条件を変えて加工実験を行い、何をパラメ−タとすれば実験で得られたデ−タをまとめられるかを検討した。
その結果、絶縁物が蒸発するエネルギレベルk、絶縁層を構成するガラス繊維が蒸発するエネルギレベルg、銅が蒸発するエネルギレベルjに基づいて加工データを整理すると、加工結果をうまく説明できることを見いだした。そして、絶縁層7zの表面を絶縁層7zを構成するガラス繊維が蒸発するエネルギレベルg(以下、単にエルギレベルgという)に一致させることにより、えぐれがほとんど発生せず、穴の内部がビヤ樽状になることもないことを確認した。
このような場合、本発明者は、絶縁層7zに加工する穴の径をウインドウの径に合わせるようにすれば解決できることに気がついた。また、従来は試行錯誤的に決定されていた絶縁層7zの加工条件を適切に定める手段を見つけることにより、品質に優れる穴を加工できると共に、短時間で加工条件を設定することが可能になると考えた。そこで、種々の条件を変えて加工実験を行い、何をパラメ−タとすれば実験で得られたデ−タをまとめられるかを検討した。
その結果、絶縁物が蒸発するエネルギレベルk、絶縁層を構成するガラス繊維が蒸発するエネルギレベルg、銅が蒸発するエネルギレベルjに基づいて加工データを整理すると、加工結果をうまく説明できることを見いだした。そして、絶縁層7zの表面を絶縁層7zを構成するガラス繊維が蒸発するエネルギレベルg(以下、単にエルギレベルgという)に一致させることにより、えぐれがほとんど発生せず、穴の内部がビヤ樽状になることもないことを確認した。
以下、上記知見に基づく本願発明による加工方法を、失敗例と比較して説明する。
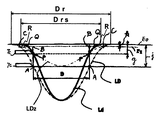
図3はパルスエネルギEpの空間分布を示す図であり、横軸は径、縦軸はエネルギの大きさである。また、Dはウインドウ径、Drsは図1における選択されたプレ−ト22Aのアパーチャの集光径、Drは図1におけるプレート20のアパーチャの集光径である。また、一点鎖線で示す曲線Ldrは集光径がDrである場合のパルスエネルギEpの空間分布を示すエネルギ分布曲線、実線で示す曲線Ldrsは集光径がDrsである場合のパルスエネルギEpの空間分布を示すエネルギ分布曲線であり、E0はエネルギレベル0の位置である。なお、同図においては横軸を拡大して、また、縦軸は縮小して模式的に示してある。
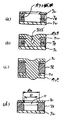
はじめに、同図(d)〜(f)により失敗例について説明する。
今、絶縁層7zの厚さがhであり、3パルスで加工するとする。この場合、1パルスで絶縁層7zをh/3加工するので、絶縁層7zをh/3加工するエネルギレベルをエネルギレベルpとすると、穴の深さが表面からh/3の位置のエネルギレベルが(g+p)となるようにエネルギ分布曲線Ldpを定める。すると、(d)に示すように、第1パルスで深さh/3の穴が加工される。また、同図(e)に示すように、第2パルスで深さ2h/3の穴が加工され、同図(f)に示すように、第3パルスで深さhの穴が加工される。しかし、第1パルス照射時において、表面から深さh/3の絶縁層が過熱状態になり、絶縁層の蒸発物により、ウインドウの外縁にえぐれが発生する。また、第2パルス照射時には穴底が深くなるため、過熱状態になった絶縁層の蒸発物が穴から逃げにくくなるため、えぐれが拡大する。第3パルス照射時には穴底が第2パルス照射時よりもさらに深くなるため、えぐれがさらに拡大する。
図3はパルスエネルギEpの空間分布を示す図であり、横軸は径、縦軸はエネルギの大きさである。また、Dはウインドウ径、Drsは図1における選択されたプレ−ト22Aのアパーチャの集光径、Drは図1におけるプレート20のアパーチャの集光径である。また、一点鎖線で示す曲線Ldrは集光径がDrである場合のパルスエネルギEpの空間分布を示すエネルギ分布曲線、実線で示す曲線Ldrsは集光径がDrsである場合のパルスエネルギEpの空間分布を示すエネルギ分布曲線であり、E0はエネルギレベル0の位置である。なお、同図においては横軸を拡大して、また、縦軸は縮小して模式的に示してある。
はじめに、同図(d)〜(f)により失敗例について説明する。
今、絶縁層7zの厚さがhであり、3パルスで加工するとする。この場合、1パルスで絶縁層7zをh/3加工するので、絶縁層7zをh/3加工するエネルギレベルをエネルギレベルpとすると、穴の深さが表面からh/3の位置のエネルギレベルが(g+p)となるようにエネルギ分布曲線Ldpを定める。すると、(d)に示すように、第1パルスで深さh/3の穴が加工される。また、同図(e)に示すように、第2パルスで深さ2h/3の穴が加工され、同図(f)に示すように、第3パルスで深さhの穴が加工される。しかし、第1パルス照射時において、表面から深さh/3の絶縁層が過熱状態になり、絶縁層の蒸発物により、ウインドウの外縁にえぐれが発生する。また、第2パルス照射時には穴底が深くなるため、過熱状態になった絶縁層の蒸発物が穴から逃げにくくなるため、えぐれが拡大する。第3パルス照射時には穴底が第2パルス照射時よりもさらに深くなるため、えぐれがさらに拡大する。
次に、同図(a)〜(c)により本発明の加工例について説明する。
同図(a)に示すように、エネルギ分布曲線Ldrsのエネルギレベルgの径をDとするため、パルス幅Pwをエネルギ分布曲線Ldrの場合に比べて大きくする。この結果、同図(a)に示すように、第1パルスにより加工された穴の穴底が下層の銅層7cに到達するが、下層の銅層7cに反射されたレーザ2によるえぐれはほとんど発生しない。そして、同図(b)に示すように、第2パルスにより穴底の径と穴側面の径が増大し、第3パルスにより穴底の径と穴側面の径が0.8D以上になる。したがって、絶縁層7zに照射するレーザ2の指定回数NをN=3に設定することができ、かつ、従来の6パルス場合とほぼ同じ加工結果を得ることができる。しかも、エネルギ分布曲線Ldrsの場合、パルス幅Pwを大きくするので、パルス幅Pwに対する遅れ時間T1のばらつきによる影響が小さく、加工した穴の品質が従来の場合に比べて安定する。なお、パルス幅Pwを大きくしても、パルス周期は変わらないので、加工速度が遅くなることはない。
これに対して、従来の場合(エネルギ分布曲線Ldrの場合)、同図(a)に示すように、第1パルスでは加工された穴の穴底が下層の銅層に到達せず、同図(c)に近い穴を加工することができるのは6パルス目である。
同図(a)に示すように、エネルギ分布曲線Ldrsのエネルギレベルgの径をDとするため、パルス幅Pwをエネルギ分布曲線Ldrの場合に比べて大きくする。この結果、同図(a)に示すように、第1パルスにより加工された穴の穴底が下層の銅層7cに到達するが、下層の銅層7cに反射されたレーザ2によるえぐれはほとんど発生しない。そして、同図(b)に示すように、第2パルスにより穴底の径と穴側面の径が増大し、第3パルスにより穴底の径と穴側面の径が0.8D以上になる。したがって、絶縁層7zに照射するレーザ2の指定回数NをN=3に設定することができ、かつ、従来の6パルス場合とほぼ同じ加工結果を得ることができる。しかも、エネルギ分布曲線Ldrsの場合、パルス幅Pwを大きくするので、パルス幅Pwに対する遅れ時間T1のばらつきによる影響が小さく、加工した穴の品質が従来の場合に比べて安定する。なお、パルス幅Pwを大きくしても、パルス周期は変わらないので、加工速度が遅くなることはない。
これに対して、従来の場合(エネルギ分布曲線Ldrの場合)、同図(a)に示すように、第1パルスでは加工された穴の穴底が下層の銅層に到達せず、同図(c)に近い穴を加工することができるのは6パルス目である。
次に、加工時におけるウインドウ付近の熱影響について説明する。
図4はパルスエネルギEpの空間分布を示す図であり、横軸は径、縦軸はエネルギの大きさである。図において、E0はエネルギが0のレベル、Ezで示すエネルギレベルkは絶縁物が蒸発するエネルギレベル、Egで示すエネルギレベルgは絶縁層を構成するガラス繊維が蒸発するエネルギレベル、A−Aで示すエネルギレベルjは銅が蒸発するエネルギレベルである。また、一点鎖線で示すエネルギ分布曲線LDは図1におけるプレート20のアパーチャの集光径がDrの場合を、実線で示すエネルギ分布曲線Ldは図1における選択されたプレ−ト22Aのアパーチャの集光径がDrsである場合を、それぞれ示している。ここで、エネルギ分布曲線LDは銅が蒸発するエネルギレベルjにおける径がD(すなわちウインドウ径)でありエネルギ分布曲線Ldは絶縁層のガラス繊維が蒸発するエネルギレベルgにおける径がDである。
ここで、エネルギ分布曲線LDがエネルギレベルEzで交わる点を点C、Cとし、エネルギ分布曲線LdがエネルギレベルEzで交わる点を点Q、Qとする。また、エネルギレベルEzにおいて直径Dに対応する位置をB−Bとする。すると、エネルギ分布曲線Ldの場合、絶縁物から見て断面が略三角形PBQで囲まれるエネルギがウインドウの外周に供給される。一方、銅層加工時に採用したパルス幅Pw(エネルギ分布曲線はエネルギ分布曲線LD)のパルス幅Pwを小さくし、エネルギ分布曲線がウインドウの外周においてエネルギレベルgとなるエネルギ分布曲線LDzにしたとするとパルス数を増す必要がある。また、エネルギ分布曲線LDzはエネルギレベルEzと点R、Rで交わり、絶縁物から見て断面が略三角形PBQよりも大きい略三角形PBRで囲まれるエネルギがウインドウの外周に供給されるため、熱影響が大きくなる。また、上記図3で説明したように、選択したエネルギレベルがエネルギレベルgよりも大きい場合、えぐれが発生しやすくなり、穴内部がバレル状になりやすい。
図4はパルスエネルギEpの空間分布を示す図であり、横軸は径、縦軸はエネルギの大きさである。図において、E0はエネルギが0のレベル、Ezで示すエネルギレベルkは絶縁物が蒸発するエネルギレベル、Egで示すエネルギレベルgは絶縁層を構成するガラス繊維が蒸発するエネルギレベル、A−Aで示すエネルギレベルjは銅が蒸発するエネルギレベルである。また、一点鎖線で示すエネルギ分布曲線LDは図1におけるプレート20のアパーチャの集光径がDrの場合を、実線で示すエネルギ分布曲線Ldは図1における選択されたプレ−ト22Aのアパーチャの集光径がDrsである場合を、それぞれ示している。ここで、エネルギ分布曲線LDは銅が蒸発するエネルギレベルjにおける径がD(すなわちウインドウ径)でありエネルギ分布曲線Ldは絶縁層のガラス繊維が蒸発するエネルギレベルgにおける径がDである。
ここで、エネルギ分布曲線LDがエネルギレベルEzで交わる点を点C、Cとし、エネルギ分布曲線LdがエネルギレベルEzで交わる点を点Q、Qとする。また、エネルギレベルEzにおいて直径Dに対応する位置をB−Bとする。すると、エネルギ分布曲線Ldの場合、絶縁物から見て断面が略三角形PBQで囲まれるエネルギがウインドウの外周に供給される。一方、銅層加工時に採用したパルス幅Pw(エネルギ分布曲線はエネルギ分布曲線LD)のパルス幅Pwを小さくし、エネルギ分布曲線がウインドウの外周においてエネルギレベルgとなるエネルギ分布曲線LDzにしたとするとパルス数を増す必要がある。また、エネルギ分布曲線LDzはエネルギレベルEzと点R、Rで交わり、絶縁物から見て断面が略三角形PBQよりも大きい略三角形PBRで囲まれるエネルギがウインドウの外周に供給されるため、熱影響が大きくなる。また、上記図3で説明したように、選択したエネルギレベルがエネルギレベルgよりも大きい場合、えぐれが発生しやすくなり、穴内部がバレル状になりやすい。
本発明者は、実際の加工により、黒化処理した厚さ5〜12μmの銅層と絶縁層60μmのビルドアップ層、および表面処理がされていない厚さ1.5μmの銅層と絶縁層40μmのビルドアップ層を持つプリンと基板の場合、エネルギレベルgおよびエネルギレベルjはそれぞれ、g=5k、j=11k程度であることを確認した。
なお、エネルギレベルEzをウインドウの径Dに合わせた場合、くぼみ11の発生を抑えることはできるが、加工された穴の内部にガラス繊維が残りやすくなる。
なお、エネルギレベルEzをウインドウの径Dに合わせた場合、くぼみ11の発生を抑えることはできるが、加工された穴の内部にガラス繊維が残りやすくなる。
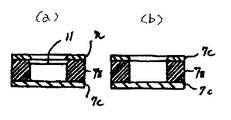
図5は、レーザ加工した穴形状の断面図である。
ウインドウの外周に供給される1パルス目のエネルギによって銅層7c直下の絶縁物の高温の分解物が銅層7cに放散を阻まれる結果、従来技術のように銅層7cを加工したアパーチャで絶縁層を加工すると、同図(a)に示すように、銅層7c直下のくぼみ11が拡大して、くぼみ11に接続するえぐれが形成される場合があった。しかし、本願技術のように、エネルギ分布曲線の絶縁層7z入り口側における直径がウインドウ径に等しくなるアパーチャを用いて絶縁層7zを加工すると、図4で説明したように略三角形PBQの面積は略三角形PBCよりもはるかに小さいので、同図(b)に示すように、銅層7cの下面にはえぐれがほとんど発生しない。さらに、えぐれがほとんど発生しないので、銅層7cと絶縁層7zとの間に微小なクラックが発生することも無い。したがって、絶縁層に加工する穴の径をウインドウの径と同じにしても、銅層7cの下側に発生するくぼみ11は大きくならない。また、P−P断面がガラス繊維が蒸発するエネルギレベルEgであるから、絶縁物はもちろんガラス繊維が穴の中に残ることはない。
ウインドウの外周に供給される1パルス目のエネルギによって銅層7c直下の絶縁物の高温の分解物が銅層7cに放散を阻まれる結果、従来技術のように銅層7cを加工したアパーチャで絶縁層を加工すると、同図(a)に示すように、銅層7c直下のくぼみ11が拡大して、くぼみ11に接続するえぐれが形成される場合があった。しかし、本願技術のように、エネルギ分布曲線の絶縁層7z入り口側における直径がウインドウ径に等しくなるアパーチャを用いて絶縁層7zを加工すると、図4で説明したように略三角形PBQの面積は略三角形PBCよりもはるかに小さいので、同図(b)に示すように、銅層7cの下面にはえぐれがほとんど発生しない。さらに、えぐれがほとんど発生しないので、銅層7cと絶縁層7zとの間に微小なクラックが発生することも無い。したがって、絶縁層に加工する穴の径をウインドウの径と同じにしても、銅層7cの下側に発生するくぼみ11は大きくならない。また、P−P断面がガラス繊維が蒸発するエネルギレベルEgであるから、絶縁物はもちろんガラス繊維が穴の中に残ることはない。
なお、エネルギレベルEzをウィンドウの径Dに合わせた場合、くぼみ11の発生を抑えることはできるが、加工された穴の内部にガラス繊維が残りやすくなる。
以下、参考までに、表面を黒化処理した銅層の厚さが7μm、絶縁層の厚さが60μmのプリント基板7を実際に加工した結果を説明する。
先ず、径が3.4mmのアパーチャを用いてパルス幅Pwが5μs(この場合のパルスエネルギは約6mJである)の1パルスにより銅層7cを加工し、直径が65μmのウインドウを形成した。次に、ウインドウ縁で直径が65μmになる径が2.6mmのアパーチャを用いて、パルス幅Pwが3μs(この場合のパルスエネルギは約2.5mJである)の3パルスにより絶縁層7zを加工した。その結果、ガラス繊維密度の高低に係わらずくぼみ11のない、銅層下の絶縁層直径が約75μm(銅層7cのオーバーハング5μm)、穴底径60μm以上の均一な円錐台形状の穴を加工することができることを確認した。
また、絶縁層7z加工時においてウインドウ周辺に照射されるエネルギが従来比で約60%低減されたことにより、銅層と絶縁層の剥離・クラックの発生はほとんどなかった。また、加工中の基板の変形の影響が小さくなるので、ウインドウと穴底との芯ずれのない穴を形成できた。また、絶縁層7zに均一な円錐台状の穴が得られる結果、穴径の2倍の穴径ピッチ化が可能になることを確認した。さらに、プリント基板に貫通穴を形成する場合、表裏の穴形状が均一な対称形状になり、穴中間部の径のばらつきも小さくなるので、めっき仕上がり面が均一になる。この結果、めっき工程に先立って行われるハ−フエッチング(エッチングにより銅層7cを厚さの半分よりも少し多く除去する)によるウインドウ周辺の銅層7cのオーバーハングが約3μmに低減され、銅層7cのオーバーハングの専用の除去作業を省略することができるので、めっきの作業工程を簡略化できるという効果も確認できた。
先ず、径が3.4mmのアパーチャを用いてパルス幅Pwが5μs(この場合のパルスエネルギは約6mJである)の1パルスにより銅層7cを加工し、直径が65μmのウインドウを形成した。次に、ウインドウ縁で直径が65μmになる径が2.6mmのアパーチャを用いて、パルス幅Pwが3μs(この場合のパルスエネルギは約2.5mJである)の3パルスにより絶縁層7zを加工した。その結果、ガラス繊維密度の高低に係わらずくぼみ11のない、銅層下の絶縁層直径が約75μm(銅層7cのオーバーハング5μm)、穴底径60μm以上の均一な円錐台形状の穴を加工することができることを確認した。
また、絶縁層7z加工時においてウインドウ周辺に照射されるエネルギが従来比で約60%低減されたことにより、銅層と絶縁層の剥離・クラックの発生はほとんどなかった。また、加工中の基板の変形の影響が小さくなるので、ウインドウと穴底との芯ずれのない穴を形成できた。また、絶縁層7zに均一な円錐台状の穴が得られる結果、穴径の2倍の穴径ピッチ化が可能になることを確認した。さらに、プリント基板に貫通穴を形成する場合、表裏の穴形状が均一な対称形状になり、穴中間部の径のばらつきも小さくなるので、めっき仕上がり面が均一になる。この結果、めっき工程に先立って行われるハ−フエッチング(エッチングにより銅層7cを厚さの半分よりも少し多く除去する)によるウインドウ周辺の銅層7cのオーバーハングが約3μmに低減され、銅層7cのオーバーハングの専用の除去作業を省略することができるので、めっきの作業工程を簡略化できるという効果も確認できた。
なお、従来技術の場合、径が3.4mmのアパーチャを用いて、パルス幅5μs×1パルスでウインドウを形成した後、パルス幅Pwが1.5μs×6パルスで直径がウインドウ径に等しい65μmの穴を絶縁層7zに形成したところ、ガラス繊維密度の高い部分ではくぼみ11の発生がなく、ガラス繊維密度の低い樹脂比率の高い部分で僅かなくぼみ11の発生があったが、その直径は80μm(銅層7cのオーバーハング7.5μm)前後であり、ほぼ本願に近いレベルであった。
一方、従来技術の場合、径が3.4mmのアパーチャを用いて、パルス幅5μs×1パルスでウインドウを形成した後、パルス幅Pwが3μsの3パルスで、直径がウインドウ径に等しい65μmの穴を絶縁層7zに形成したところ、ガラス繊維密度の高い部分と低い部分の両方でくぼみ11が発生し、ガラス繊維密度の低い場合は直径が95μm(銅層7cのオーバーハング15μm)前後となり、しかも形状のばらつきが大きくなった。ハーフエッチング後でも銅層7cのオーバーハングが約10μm以上になり、めっき工程でボイドの発生が多くなる可能性があることが分かった。
一方、従来技術の場合、径が3.4mmのアパーチャを用いて、パルス幅5μs×1パルスでウインドウを形成した後、パルス幅Pwが3μsの3パルスで、直径がウインドウ径に等しい65μmの穴を絶縁層7zに形成したところ、ガラス繊維密度の高い部分と低い部分の両方でくぼみ11が発生し、ガラス繊維密度の低い場合は直径が95μm(銅層7cのオーバーハング15μm)前後となり、しかも形状のばらつきが大きくなった。ハーフエッチング後でも銅層7cのオーバーハングが約10μm以上になり、めっき工程でボイドの発生が多くなる可能性があることが分かった。
次に、表面処理がされていない銅層の厚さが1.5μm、絶縁層の厚さが40μmのプリント基板を実際に加工した結果を説明する。
径が3.4mmのアパーチャを用いて、パルス幅5μs×1パルスで直径が65μmのウインドウを形成した。その後、径が2.6mmのアパーチャを用いて、パルス幅Pwが3μs×1パルスによりガラス繊維密度の高低に係わらずくぼみ11のない、銅層下の絶縁層直径が約75μm(オーバーハング5μm)、穴底径60μm以上の均一な円錐台形状の穴を加工することができることを確認した。また、めっき工程のフラッシュエッチング(エッチングの量が1μm以下のエッチング)により、銅層7cのオーバーハングを除去できることが分かった。
径が3.4mmのアパーチャを用いて、パルス幅5μs×1パルスで直径が65μmのウインドウを形成した。その後、径が2.6mmのアパーチャを用いて、パルス幅Pwが3μs×1パルスによりガラス繊維密度の高低に係わらずくぼみ11のない、銅層下の絶縁層直径が約75μm(オーバーハング5μm)、穴底径60μm以上の均一な円錐台形状の穴を加工することができることを確認した。また、めっき工程のフラッシュエッチング(エッチングの量が1μm以下のエッチング)により、銅層7cのオーバーハングを除去できることが分かった。
次に、加工時間の短縮効果について説明する。
上記したように、ガルバノミラー5a、5b位置決め時間は平均0.4ms(2.5kHz)程度である。したがって、絶縁層7zの加工を6パルスから3パルスに減らすと、ガルバノミラー5a、5b位置決め時間は半減するので、例えば、1枚のプリント基板の穴数が800,000個の場合、約40%程度加工時間を短縮できる。
上記したように、ガルバノミラー5a、5b位置決め時間は平均0.4ms(2.5kHz)程度である。したがって、絶縁層7zの加工を6パルスから3パルスに減らすと、ガルバノミラー5a、5b位置決め時間は半減するので、例えば、1枚のプリント基板の穴数が800,000個の場合、約40%程度加工時間を短縮できる。
図6は本発明を実施するための第2のレーザ加工機の全体図であり、図1と同じ物あるいは同一機能の物は同一の符号を付して詳細な説明を省略する。
プレ−ト22Aとガルバノミラー5aとの間には、アパーチャ41〜4nと同数のアパーチャ4B1〜4Bnを備えるプレート22Bがレーザ2の軸線方向に配置されている。アパ−チャ4B1〜4Bnのそれぞれの穴径は対応するアパ−チャ4A1〜4Anのそれぞれの穴径よりも小径である。プレート22Bは構造が第1の直動装置23Aと同じである第1の直動装置23Bに支持されている。プレート22Bは第1の直動装置23Bの一方の移動端においてアパーチャ4B1〜4Bnのいずれかの軸線がレーザ2の軸線と同軸になる位置(動作位置)に位置決めされる。また、第1の直動装置23Bの他方の移動端において、プレート22Bはレーザ2と干渉しない位置(待避位置)に位置決めされる。
第1の直動装置23Bは構造が第1の直動装置24Aと同じである第2の直動装置24Bに支持されている。第2の直動装置24Bは、動作位置にあるアパ−チャ4B1〜4Bnの内のいずれかの軸線をレ−ザ2の軸線と同軸に位置決めする。第1の直動装置23Bと第2の直動装置24Bとでアパーチャ4B1〜4Bnの位置決め手段を構成している。第1の直動装置23Bと第2の直動装置24Bはそれぞれ制御装置10に接続されている。
プレ−ト22Aとガルバノミラー5aとの間には、アパーチャ41〜4nと同数のアパーチャ4B1〜4Bnを備えるプレート22Bがレーザ2の軸線方向に配置されている。アパ−チャ4B1〜4Bnのそれぞれの穴径は対応するアパ−チャ4A1〜4Anのそれぞれの穴径よりも小径である。プレート22Bは構造が第1の直動装置23Aと同じである第1の直動装置23Bに支持されている。プレート22Bは第1の直動装置23Bの一方の移動端においてアパーチャ4B1〜4Bnのいずれかの軸線がレーザ2の軸線と同軸になる位置(動作位置)に位置決めされる。また、第1の直動装置23Bの他方の移動端において、プレート22Bはレーザ2と干渉しない位置(待避位置)に位置決めされる。
第1の直動装置23Bは構造が第1の直動装置24Aと同じである第2の直動装置24Bに支持されている。第2の直動装置24Bは、動作位置にあるアパ−チャ4B1〜4Bnの内のいずれかの軸線をレ−ザ2の軸線と同軸に位置決めする。第1の直動装置23Bと第2の直動装置24Bとでアパーチャ4B1〜4Bnの位置決め手段を構成している。第1の直動装置23Bと第2の直動装置24Bはそれぞれ制御装置10に接続されている。
次に、本発明を実施するための第2のレーザ加工機の動作を説明する。
図7は本発明に係る第2のレーザ加工装置の加工手順を示すフローチャートである。なお、第2のレーザ加工装置の加工手順と同じ手順については説明を簡略化して説明する。
制御装置10は加工プログラムを読み込み、X−Yテーブル9を移動させて、最初のスキャン領域8をfθレンズ6に対向させる(手順S10)。また、最初のスキャン領域8内で最初に加工する穴径に対応する大プレート20のアパーチャ(アパーチャ41〜4nのいずれか1個)を選択し、当該アパーチャの軸線をレーザ2の軸線と同軸に位置決めする(手順S20)。また、プレート22Aを動作位置に位置決めした時に、アパ−チャ4A1〜4Anの内の絶縁物加工時に使用するアパ−チャの軸線がレーザ2の軸線と一致するように第2の直動装置24Aを動作させると共に、プレート22Aを待避位置に位置決めする(手順S30)。また、プレート22Bを動作位置に位置決めした時に、アパ−チャ4B1〜4Bnの内の絶縁物加工時に使用するアパ−チャの軸線がレーザ2の軸線と一致するように第2の直動装置24Bを動作させると共に、プレート22Bを待避位置に位置決めする(手順S40)。なお、加工に使用するアパ−チャ4B1〜4Bnの径は、加工に使用するアパ−チャ4A1〜4Anの径よりも小径のものを選択しておく。そして、従来技術と同様、ウインドウを1パルスのレ−ザ2で形成すると共に、スキャン領域8内の残りの穴の銅層7cを加工する(手順S50、手順S60)。銅層7cの加工が終了したら、プレ−ト22Aを動作位置に位置決めし、すなわち、絶縁物加工時に使用するアパ−チャ4A1〜4Anの内の一つのアパ−チャの軸線をレーザ2の軸線と一致させ(手順S70)、当該スキャン領域8内におけるウインドウ部絶縁層7zを加工して穴を完成させる(手順S80〜手順S130)。そして、当該スキャン領域8内におけるウインドウ部絶縁層7zの加工が終了したら、穴底の処理をするかどうかを確認し(手順S200)、穴底の処理をしない場合は手順S500の処理を行い、穴底の処理をする場合は、プレート22Bを動作位置に位置決めし、すなわち、アパ−チャ4B1〜4Bnの内の予め選択されている一つのアパ−チャの軸線をレーザ2の軸線と一致させ(手順S210)、当該スキャン領域8内の加工が終了した総ての穴底にレ−ザ2を1パルスずつ照射することにより、加工した穴の穴底を追加工する(手順S220、手順S230)。そして、当該スキャン領域8内の穴底の処理が終了したら、当該スキャン領域8内に径の異なる未加工の穴があるかどうかを確認し(手順S500)、未加工の穴がある場合は手順S20の作業を行う。また、未加工の穴がない場合は未加工のスキャン領域8があるかどうかを確認し(手順S510)、未加工のスキャン領域8がある場合は手順S10の作業を行い、未加工のスキャン領域8がない場合は加工を終了する。
このように、アパ−チャ4Anよりも小径のアパ−チャ4Bnにより穴底を加工するので、穴底径をより均一にできる。
また、この加工法は中間部の穴径が小さいX形状の貫通穴(スルーホール)加工においても有効である。すなわち、先ず、両面基板の一方から中間部まで穴を加工してから、両面基板を反転し、他方から中間部まで穴を加工する。そして、最後に穴の中間部を手順S220、手順S230により加工すると、中間部の穴径のばらつきを小さくすることができるだけでなく、中間部の穴壁面の品質を向上させることができる。
図7は本発明に係る第2のレーザ加工装置の加工手順を示すフローチャートである。なお、第2のレーザ加工装置の加工手順と同じ手順については説明を簡略化して説明する。
制御装置10は加工プログラムを読み込み、X−Yテーブル9を移動させて、最初のスキャン領域8をfθレンズ6に対向させる(手順S10)。また、最初のスキャン領域8内で最初に加工する穴径に対応する大プレート20のアパーチャ(アパーチャ41〜4nのいずれか1個)を選択し、当該アパーチャの軸線をレーザ2の軸線と同軸に位置決めする(手順S20)。また、プレート22Aを動作位置に位置決めした時に、アパ−チャ4A1〜4Anの内の絶縁物加工時に使用するアパ−チャの軸線がレーザ2の軸線と一致するように第2の直動装置24Aを動作させると共に、プレート22Aを待避位置に位置決めする(手順S30)。また、プレート22Bを動作位置に位置決めした時に、アパ−チャ4B1〜4Bnの内の絶縁物加工時に使用するアパ−チャの軸線がレーザ2の軸線と一致するように第2の直動装置24Bを動作させると共に、プレート22Bを待避位置に位置決めする(手順S40)。なお、加工に使用するアパ−チャ4B1〜4Bnの径は、加工に使用するアパ−チャ4A1〜4Anの径よりも小径のものを選択しておく。そして、従来技術と同様、ウインドウを1パルスのレ−ザ2で形成すると共に、スキャン領域8内の残りの穴の銅層7cを加工する(手順S50、手順S60)。銅層7cの加工が終了したら、プレ−ト22Aを動作位置に位置決めし、すなわち、絶縁物加工時に使用するアパ−チャ4A1〜4Anの内の一つのアパ−チャの軸線をレーザ2の軸線と一致させ(手順S70)、当該スキャン領域8内におけるウインドウ部絶縁層7zを加工して穴を完成させる(手順S80〜手順S130)。そして、当該スキャン領域8内におけるウインドウ部絶縁層7zの加工が終了したら、穴底の処理をするかどうかを確認し(手順S200)、穴底の処理をしない場合は手順S500の処理を行い、穴底の処理をする場合は、プレート22Bを動作位置に位置決めし、すなわち、アパ−チャ4B1〜4Bnの内の予め選択されている一つのアパ−チャの軸線をレーザ2の軸線と一致させ(手順S210)、当該スキャン領域8内の加工が終了した総ての穴底にレ−ザ2を1パルスずつ照射することにより、加工した穴の穴底を追加工する(手順S220、手順S230)。そして、当該スキャン領域8内の穴底の処理が終了したら、当該スキャン領域8内に径の異なる未加工の穴があるかどうかを確認し(手順S500)、未加工の穴がある場合は手順S20の作業を行う。また、未加工の穴がない場合は未加工のスキャン領域8があるかどうかを確認し(手順S510)、未加工のスキャン領域8がある場合は手順S10の作業を行い、未加工のスキャン領域8がない場合は加工を終了する。
このように、アパ−チャ4Anよりも小径のアパ−チャ4Bnにより穴底を加工するので、穴底径をより均一にできる。
また、この加工法は中間部の穴径が小さいX形状の貫通穴(スルーホール)加工においても有効である。すなわち、先ず、両面基板の一方から中間部まで穴を加工してから、両面基板を反転し、他方から中間部まで穴を加工する。そして、最後に穴の中間部を手順S220、手順S230により加工すると、中間部の穴径のばらつきを小さくすることができるだけでなく、中間部の穴壁面の品質を向上させることができる。
この実施の形態ではプレート22A、22Bのそれぞれに大プレート20のアパーチャと同数のアパーチャを設けるようにしたので、アパーチャの管理が容易である。なお、この実施例ではプレート22Aのアパ−チャ4A1〜4Anおよびプレート22Bのアパ−チャ4B1〜4Bnを1列に配置したが、2列に配置する等、適宜に変更することができる。
また、この実施形態では第1の直動装置23A、24Bをレーザ2の軸線方向に並べるようにしたが、レーザ2の軸線の周りに配置しても良い。
また、上記第1および第2の実施形態ではアパ−チャ4A1〜4Anおよびアパ−チャ4B1〜4Bnをアパ−チャ41〜4nと同数としたが、加工する穴径が100μm以上の場合、めっきが絶縁物7zに形成された穴底まで到達しやすいので、例えば、200μmの用のアパ−チャで210μmの穴あるいは190μmの穴を加工するようにして、アパ−チャ4A1〜4Anあるいはアパ−チャ4B1〜4Bnの数を減らしても良い。
図8は穴底の処理をする場合の第2の穴底処理手順であり、下層の銅層7cの厚さが薄い(特に9μm)場合に好適であり、図1および図6で示した本願のレーザ加工機のいずれにも適用することができる。なお、手順S10〜手順S130の処理および手順S500、手順S510の処理の処理は図2および図7で説明したフローチャートと同じであるので、重複する説明を省略して説明する。
スキャン領域8内におけるウインドウ部絶縁層7zの加工が終了したら、穴底の処理をするかどうかを確認し(手順S200)、穴底の処理をしない場合は手順S500の処理を行い、穴底の処理をする場合は、プレート22Aおよびプレート22B(図1の場合はプレート22Aのみである)を待機位置に戻し(手順S300)、当該スキャン領域8内の加工が終了した総ての穴底にレ−ザ2を1パルスずつ照射することにより、加工した穴の穴底を追加工する(手順S310、手順S320)。そして、当該スキャン領域8内の穴底の処理が終了したら、当該スキャン領域8内に径の異なる未加工の穴があるかどうかを確認し(手順S500)、未加工の穴がある場合は手順S20の作業を行う。また、未加工の穴がない場合は未加工のスキャン領域8があるかどうかを確認し(手順S510)、未加工のスキャン領域8がある場合は手順S10の作業を行い、未加工のスキャン領域8がない場合は加工を終了する。この実施形態の場合、エネルギ密度を小さくする作業が容易になるという利点がある。なお、手順S310においては、穴底がエネルギレベルgとなるようにエネルギ分布曲線を定めるようにすると効果的である。
スキャン領域8内におけるウインドウ部絶縁層7zの加工が終了したら、穴底の処理をするかどうかを確認し(手順S200)、穴底の処理をしない場合は手順S500の処理を行い、穴底の処理をする場合は、プレート22Aおよびプレート22B(図1の場合はプレート22Aのみである)を待機位置に戻し(手順S300)、当該スキャン領域8内の加工が終了した総ての穴底にレ−ザ2を1パルスずつ照射することにより、加工した穴の穴底を追加工する(手順S310、手順S320)。そして、当該スキャン領域8内の穴底の処理が終了したら、当該スキャン領域8内に径の異なる未加工の穴があるかどうかを確認し(手順S500)、未加工の穴がある場合は手順S20の作業を行う。また、未加工の穴がない場合は未加工のスキャン領域8があるかどうかを確認し(手順S510)、未加工のスキャン領域8がある場合は手順S10の作業を行い、未加工のスキャン領域8がない場合は加工を終了する。この実施形態の場合、エネルギ密度を小さくする作業が容易になるという利点がある。なお、手順S310においては、穴底がエネルギレベルgとなるようにエネルギ分布曲線を定めるようにすると効果的である。
ここで、本発明と特許文献1の技術との違いについて説明する。
プリント基板7に加工する穴径としては40μm〜250μmがほとんどである。そして、例えば、50μmの穴を加工する場合は穴径が2mmのアパーチャを、また、250μmの穴を加工する場合は穴径が8mmのアパーチャを、それぞれ採用する。特許文献1の技術の場合、50μmの穴を加工する場合であっても、直径が8mmのレーザが50μmの穴を加工するアパーチャを備えたプレートに供給されるため、個々のプレートの冷却装置を大きくする必要がある。これに対して、本発明では、大プレート20で銅層7cを加工するレーザ2の外形を制限し、外形が制限されたレーザ2で絶縁層7zを加工するので、プレート22A、22Bに供給されるエネルギは小さくなる。この結果、プレート22A、22Bを冷却する冷却装置を小さくすることができる。
プリント基板7に加工する穴径としては40μm〜250μmがほとんどである。そして、例えば、50μmの穴を加工する場合は穴径が2mmのアパーチャを、また、250μmの穴を加工する場合は穴径が8mmのアパーチャを、それぞれ採用する。特許文献1の技術の場合、50μmの穴を加工する場合であっても、直径が8mmのレーザが50μmの穴を加工するアパーチャを備えたプレートに供給されるため、個々のプレートの冷却装置を大きくする必要がある。これに対して、本発明では、大プレート20で銅層7cを加工するレーザ2の外形を制限し、外形が制限されたレーザ2で絶縁層7zを加工するので、プレート22A、22Bに供給されるエネルギは小さくなる。この結果、プレート22A、22Bを冷却する冷却装置を小さくすることができる。
また、この実施形態ではレーザ2が炭酸ガスレーザの場合について説明したが、他のレーザであっても良い。また、銅層を1パルスで加工する場合について説明したが、銅層をパルス幅Pwの小さい(例えばピコ秒、フェムト秒)の複数パルスで加工するようにしても良い。
1 レーザ発振器
2 レーザ2
4 アパーチャ
5 ガルバノ装置
6 fθレンズ
7 プリント基板
7c プリント基板7の銅層
7z プリント基板7の絶縁層
2 レーザ2
4 アパーチャ
5 ガルバノ装置
6 fθレンズ
7 プリント基板
7c プリント基板7の銅層
7z プリント基板7の絶縁層
Claims (5)
- レーザ出力装置から出力されたレーザの外形をアパーチャにより整形し、ガルバノ装置とfθレンズにより前記レーザを位置決めして、銅層と絶縁層とからなるプリント基板の所望の位置に穴を形成するようにしたプリント基板のレーザ加工方法において、
第1のアパーチャで整形した前記レーザにより前記銅層に貫通穴を形成し、
その後、前記第1のアパーチャよりも小径の第2のアパーチャで整形した前記レーザにより前記絶縁層を加工して、
前記プリント基板に穴を形成する
ことを特徴とするプリント基板のレーザ加工方法。 - レーザ出力装置から出力されたレーザの外形をアパーチャにより整形し、ガルバノ装置とfθレンズにより前記レーザを位置決めして、銅層と絶縁層とからなるプリント基板の所望の位置に穴を形成するようにしたプリント基板のレーザ加工方法において、
第1のアパーチャで整形した前記レーザにより前記銅層に貫通穴を形成し、
その後、前記絶縁層の加工に寄与する前記レーザの径を前記第1のアパーチャで加工された前記貫通穴の径以下とする第2のアパーチャで整形して前記絶縁層を加工することにより
前記プリント基板に穴を形成することを特徴とするプリント基板のレーザ加工方法。 - 請求項1または請求項2のいずれかに記載のプリント基板のレーザ加工方法において、前記第2のアパーチャで加工した前記絶縁層の穴底を、前記第1のアパーチャで成形したレーザにより加工する
ことを特徴とするプリント基板のレーザ加工方法。 - 請求項1または請求項2のいずれかに記載のプリント基板のレーザ加工方法において、前記絶縁層の加工に用いた前記第2のアパーチャの穴径よりも小径の第3のアパーチャにより、底付き穴の内面を仕上げ加工する
ことを特徴とするプリント基板のレーザ加工方法。 - レーザ出力装置と、アパーチャを備えるプレートと、ガルバノ装置と、fθレンズと、を備え、前記レーザ出力装置から出力されたレーザの外径を前記アパーチャにより整形し、整形した前記レーザを前記ガルバノ装置と前記fθレンズにより位置決めして、銅層と絶縁層とからなるプリント基板の所望の位置に穴を形成するようにしたプリント基板のレーザ加工機において、
径の異なる複数のアパーチャを備える第1のプレートと、
前記第1のプレートに設けた各アパーチャの軸線を前記レーザの軸線と同軸に位置決めする前記第1のプレート位置決め装置と、
それぞれの軸線が前記レーザの軸線と平行なアパーチャをn個(ただし、nは正の整数)備えるm個(ただし、mは正の整数)のプレートと、
前記m個の各プレートの移動方向を前記レーザの軸心と垂直な方向、かつ、それぞれに設けたアパーチャの軸線を前記レーザの軸線と同軸に位置決めする加工位置と、当該プレートが前記レーザと干渉しない待避位置とに位置決めするm個のプレート位置決め手段と、
を設け、
前記第1のプレートを前記レーザの軸線方向の前記レーザ出力装置と前記ガルバノ装置との間の前記レーザ出力装置に最も近い側に配置すると共に、前記m個のプレートを前記レーザの軸線方向の前記第1のプレートと前記ガルバノ装置との間の配置し、
前記銅層を加工する場合には、前記第1のプレートの指定されたアパーチャの軸線を前記レーザの軸線と同軸に位置決めすると共に、他のm個のプレートを総て待避位置に位置決めし、
前記絶縁層を加工する場合は、n×m個の内の1個の前記銅層を加工するために用いたアパーチャよりも小径のアパーチャを加工位置に位置決めすることを特徴とするプリント基板のレーザ加工機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US16/728,265 US11576265B2 (en) | 2019-01-01 | 2019-12-27 | Manufacturing method for printed circuit board and laser processing machine |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019008844 | 2019-01-01 | ||
| JP2019008844 | 2019-01-01 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020109820A true JP2020109820A (ja) | 2020-07-16 |
Family
ID=71415006
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019107470A Pending JP2020109820A (ja) | 2019-01-01 | 2019-05-22 | プリント基板のレーザ加工方法およびプリント基板のレーザ加工機 |
| JP2019165755A Active JP7098093B2 (ja) | 2019-01-01 | 2019-08-26 | プリント基板のレーザ加工方法およびプリント基板のレーザ加工機 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019165755A Active JP7098093B2 (ja) | 2019-01-01 | 2019-08-26 | プリント基板のレーザ加工方法およびプリント基板のレーザ加工機 |
Country Status (4)
| Country | Link |
|---|---|
| JP (2) | JP2020109820A (ja) |
| KR (1) | KR102410764B1 (ja) |
| CN (1) | CN111390380B (ja) |
| TW (1) | TWI705749B (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022098586A (ja) * | 2020-12-22 | 2022-07-04 | 大船企業日本株式会社 | プリント基板レーザ加工装置に装着されるアパーチャにおける加工点パワーの調整方法と、該プリント基板レーザ加工装置に装着されるアパーチャにおける加工点パワーの調整方法を実施してなるプリント基板レーザ加工装置 |
| JP2022105463A (ja) * | 2021-01-02 | 2022-07-14 | 大船企業日本株式会社 | プリント基板のレーザ加工方法およびプリント基板のレーザ加工機 |
| JP2022140405A (ja) * | 2021-03-12 | 2022-09-26 | 大船企業日本株式会社 | プリント基板のレーザ加工方法およびプリント基板のレーザ加工機 |
| CN114273777A (zh) * | 2021-12-14 | 2022-04-05 | 深圳市韵腾激光科技有限公司 | 一种提升电路板钻孔效率的激光加工系统 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09107168A (ja) * | 1995-08-07 | 1997-04-22 | Mitsubishi Electric Corp | 配線基板のレーザ加工方法、配線基板のレーザ加工装置及び配線基板加工用の炭酸ガスレーザ発振器 |
| JP3126316B2 (ja) * | 1996-11-20 | 2001-01-22 | イビデン株式会社 | 多層プリント配線板の製造装置及び製造方法 |
| JP3395141B2 (ja) * | 1998-03-02 | 2003-04-07 | 住友重機械工業株式会社 | レーザ加工装置 |
| JP3883708B2 (ja) | 1998-09-11 | 2007-02-21 | 日立ビアメカニクス株式会社 | レーザ加工機におけるアパーチャ交換装置 |
| JP4489899B2 (ja) | 2000-03-08 | 2010-06-23 | イビデン株式会社 | 多層プリント配線板用両面回路基板の製造方法 |
| JP2003053560A (ja) | 2001-08-09 | 2003-02-26 | Ngk Spark Plug Co Ltd | レーザ加工方法及びプリント配線基板の製造方法 |
| DE10145184B4 (de) * | 2001-09-13 | 2005-03-10 | Siemens Ag | Verfahren zum Laserbohren, insbesondere unter Verwendung einer Lochmaske |
| JP2003136267A (ja) | 2001-11-01 | 2003-05-14 | Hitachi Via Mechanics Ltd | レーザ加工方法およびレーザ加工装置 |
| JP2003204137A (ja) | 2002-01-09 | 2003-07-18 | Hitachi Via Mechanics Ltd | レーザー穴あけ加工方法 |
| CN101372071B (zh) * | 2008-09-12 | 2011-06-08 | 上海美维科技有限公司 | 一种采用二氧化碳激光直接钻盲孔的方法 |
| CN102318451B (zh) * | 2008-12-13 | 2013-11-06 | 万佳雷射有限公司 | 用于激光加工相对窄和相对宽的结构的方法和设备 |
| GB2507542B (en) * | 2012-11-02 | 2016-01-13 | M Solv Ltd | Apparatus and Method for forming fine scale structures in the surface of a substrate to different depths |
| US10149392B2 (en) * | 2015-02-16 | 2018-12-04 | Nippo Mektron, Ltd. | Manufacturing method of flexible printed wiring board |
| CN105025669B (zh) * | 2015-07-28 | 2018-08-10 | 维嘉数控科技(苏州)有限公司 | Uv激光钻孔的方法及具有盲孔的印刷电路板 |
| JP6682146B2 (ja) * | 2016-12-12 | 2020-04-15 | 住友重機械工業株式会社 | レーザパルス切出装置及びレーザ加工方法 |
| JP6743287B2 (ja) * | 2017-03-30 | 2020-08-19 | 太陽誘電株式会社 | 配線基板及びその製造方法 |
-
2019
- 2019-05-22 JP JP2019107470A patent/JP2020109820A/ja active Pending
- 2019-08-26 JP JP2019165755A patent/JP7098093B2/ja active Active
- 2019-12-25 TW TW108147616A patent/TWI705749B/zh active
- 2019-12-30 KR KR1020190177827A patent/KR102410764B1/ko active IP Right Grant
- 2019-12-30 CN CN201911394353.3A patent/CN111390380B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020108904A (ja) | 2020-07-16 |
| JP7098093B2 (ja) | 2022-07-11 |
| CN111390380B (zh) | 2022-06-28 |
| TW202027578A (zh) | 2020-07-16 |
| TWI705749B (zh) | 2020-09-21 |
| CN111390380A (zh) | 2020-07-10 |
| KR20200084299A (ko) | 2020-07-10 |
| KR102410764B1 (ko) | 2022-06-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2020109820A (ja) | プリント基板のレーザ加工方法およびプリント基板のレーザ加工機 | |
| JP4643889B2 (ja) | レーザ加工システム及び方法 | |
| JP3691221B2 (ja) | レーザ加工方法 | |
| US6479788B1 (en) | Method and apparatus of making a hole in a printed circuit board | |
| JP2020108904A5 (ja) | ||
| US11576265B2 (en) | Manufacturing method for printed circuit board and laser processing machine | |
| JP2012512131A (ja) | 面取りした端部を有する形状にガラスをレーザ加工する方法 | |
| KR20020072186A (ko) | 고체 상태 자외선 가우시안 빔으로 공간부를 형성하는 빔성형 및 프로젝션 이미지 생성 | |
| US20040112881A1 (en) | Circle laser trepanning | |
| WO2003004210B1 (en) | Method of ablating an opening in a hard, non-metallic substrate | |
| JP2004243404A (ja) | 穴形成方法および穴形成装置 | |
| JP2011098384A (ja) | レーザ加工方法 | |
| CN115666003B (zh) | 一种线路板盲槽制作方法及系统 | |
| JP2007029952A (ja) | レーザ加工装置及びレーザ加工方法 | |
| WO2022222411A1 (zh) | Pcb短波长脉冲激光钻孔方法及相关钻孔装置 | |
| JP3720034B2 (ja) | 穴あけ加工方法 | |
| CN114951967A (zh) | 基于超快激光的微通孔加工方法和系统 | |
| JP4827650B2 (ja) | レーザ加工方法及び加工装置 | |
| JP2004322106A (ja) | レーザ加工方法およびレーザ加工装置 | |
| JP2012066265A (ja) | レーザ加工方法 | |
| JP2005342749A (ja) | レーザ加工方法 | |
| JP2005028369A (ja) | レーザ加工方法 | |
| JPH03142087A (ja) | プリント配線基板の穴明け加工方法 | |
| EP1385666A1 (en) | Circle laser trepanning | |
| JP2007111749A (ja) | レーザ加工装置およびレーザ加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20191105 |