JP2020036427A - セグメント導体、セグメント導体の製造方法 - Google Patents
セグメント導体、セグメント導体の製造方法 Download PDFInfo
- Publication number
- JP2020036427A JP2020036427A JP2018160023A JP2018160023A JP2020036427A JP 2020036427 A JP2020036427 A JP 2020036427A JP 2018160023 A JP2018160023 A JP 2018160023A JP 2018160023 A JP2018160023 A JP 2018160023A JP 2020036427 A JP2020036427 A JP 2020036427A
- Authority
- JP
- Japan
- Prior art keywords
- section
- cross
- segment conductor
- head
- coil
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/04—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of windings, prior to mounting into machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/085—Forming windings by laying conductors into or around core parts by laying conductors into slotted stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/04—Windings characterised by the conductor shape, form or construction, e.g. with bar conductors
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/50—Fastening of winding heads, equalising connectors, or connections thereto
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Windings For Motors And Generators (AREA)
Abstract
【課題】絶縁性を確保しつつ、コイルエンドの高さを抑えることができる。【解決手段】セグメント導体は、複数のスロットが形成された固定子鉄心のスロットに挿入され、それぞれを接続して固定子の巻線を構成する、コイル用のセグメント導体であって、スロットに挿入される直線状の平行な1組の直線部と、それぞれの直線部の端部に設けられる1組の屈曲部と、1組の直線部の間に配される頭部と、頭部とそれぞれの屈曲部とを接続する1組の傾斜部とを備え、頭部から断面が連続する部位の断面は、直線部から断面が連続する部位の断面に比べてアスペクト比が小さい。【選択図】図7
Description
本発明は、セグメント導体、およびセグメント導体の製造方法に関する。
固定子の巻線の形態には、磁極歯毎にコイルを集中して巻線する集中巻と、複数のスロットを跨いでコイルを巻線し、コイルエンドで異相、または同相のコイル同士が重なり合う分布巻がある。集中巻の固定子はコイルエンドを小さくでき、回転電機の小型化、高効率化に有効である。しかしその反面、集中巻の固定子は、固定子の内周に形成される回転磁界が滑らかに分布しないため、高調波に起因した騒音が発生し易い欠点がある。一方、分布巻の固定子は一般的には、固定子内周の回転磁界を正弦波に近づけることができ、集中巻よりも騒音を小さくできる。しかし分布巻の固定子は、コイルエンドでコイル同士の重なりが多く、集中巻と比べてその体積が大きくなり、小型化や高効率化に課題がある。
たとえば、電気自動車の駆動主機用モータでは、搭載空間に制約がある上、限られたバッテリ電圧で高い出力を得なければならない。極めて高いレベルの小型化、高出力化の要求が強く、これを達成する手段の一つとして、コイルの素線銅線に略矩形断面の線を使用し、固定子スロット内のコイル占積率を高める方法がある。分布巻の固定子コイルを略矩形断面線とした場合、素線の整列を保ちながら素線同士の干渉を回避させる必要がある。そのため、コイルエンド形状を複雑形状に形成するが、その場合コイルエンドに複数成形工程で生じる皮膜ダメージが蓄積し、絶縁皮膜が薄肉化することで絶縁耐圧が低下する問題が生じる。特許文献1には、固定子スロット内のコイルを略矩形断面に形成し、コイルエンドのコイルを略円形断面に形成する構成が開示されている。
特許文献1に記載されている発明では、コイルエンドの高さを低く抑えることができない。
本発明の第1の態様によるセグメント導体は、複数のスロットが形成された固定子鉄心の前記スロットに挿入され、それぞれを接続して固定子の巻線を構成する、コイル用のセグメント導体であって、前記スロットに挿入される直線状の平行な1組の直線部と、それぞれの前記直線部の端部に設けられる1組の屈曲部と、前記1組の直線部の間に配される頭部と、前記頭部とそれぞれの前記屈曲部とを接続する1組の傾斜部とを備え、前記頭部から断面が連続する部位の断面は、前記直線部から断面が連続する部位の断面に比べてアスペクト比が小さい。
本発明の第2の態様によるセグメント導体の製造方法は、複数のスロットが形成された固定子鉄心の前記スロットに挿入され、それぞれを接続して固定子の巻線を構成する、コイル用のセグメント導体の製造方法であって、絶縁性の被膜が形成され断面形状が一様な直線状コイルを対象として、少なくとも一部の断面形状を加工し、アスペクト比が異なる少なくとも2種類の断面を有する断面加工済コイルを形成する断面加工工程と、前記断面加工済コイルを曲げることで、前記スロットに挿入される直線状の平行な1組の直線部と、それぞれの前記直線部の端部に設けられる1組の屈曲部と、前記1組の直線部の間に配される頭部と、前記頭部とそれぞれの前記屈曲部とを接続する1組の傾斜部とを形成する曲げ工程とを含み、前記頭部から断面が連続する部位の断面は、前記直線部から断面が連続する部位の断面に比べてアスペクト比が小さい。
本発明の第2の態様によるセグメント導体の製造方法は、複数のスロットが形成された固定子鉄心の前記スロットに挿入され、それぞれを接続して固定子の巻線を構成する、コイル用のセグメント導体の製造方法であって、絶縁性の被膜が形成され断面形状が一様な直線状コイルを対象として、少なくとも一部の断面形状を加工し、アスペクト比が異なる少なくとも2種類の断面を有する断面加工済コイルを形成する断面加工工程と、前記断面加工済コイルを曲げることで、前記スロットに挿入される直線状の平行な1組の直線部と、それぞれの前記直線部の端部に設けられる1組の屈曲部と、前記1組の直線部の間に配される頭部と、前記頭部とそれぞれの前記屈曲部とを接続する1組の傾斜部とを形成する曲げ工程とを含み、前記頭部から断面が連続する部位の断面は、前記直線部から断面が連続する部位の断面に比べてアスペクト比が小さい。
本発明によれば、絶縁性を確保しつつ、コイルエンドの高さを抑えることができる。
―実施の形態―
以下、図1〜図10を参照して、本発明に係るセグメント導体であるセグメントコイルの実施の形態を説明する。
以下、図1〜図10を参照して、本発明に係るセグメント導体であるセグメントコイルの実施の形態を説明する。
(モータ100の外観図)
図1は、セグメントコイルを内蔵するモータ100の外観図である。モータ100は、車両用の補機モータ、たとえば電動パワーステアリングに用いられるモータである。モータ100は、ハウジング1と、ブラケット2と、シャフト3とを備える。ブラケット2からは出力軸であるシャフト3が突出している。シャフト3の反対側に駆動回路(不図示)が配置されている。ハウジング1の反対側、すなわちブラケット取り付け側とは反対の側からは、複数のコイル口出し線50が延出している。
図1は、セグメントコイルを内蔵するモータ100の外観図である。モータ100は、車両用の補機モータ、たとえば電動パワーステアリングに用いられるモータである。モータ100は、ハウジング1と、ブラケット2と、シャフト3とを備える。ブラケット2からは出力軸であるシャフト3が突出している。シャフト3の反対側に駆動回路(不図示)が配置されている。ハウジング1の反対側、すなわちブラケット取り付け側とは反対の側からは、複数のコイル口出し線50が延出している。
(モータ100の断面図)
図2は、モータ100の断面図である。ハウジング1とブラケット2との間にはOリング6が設けられている。ブラケット2には、シャフト3の一端側を支持するフロントベアリング5がベベル型トメワ4で固定されている。一方、ハウジング1には、シャフト3の他端側を支持するリアベアリング10が設けられている。シャフト3は、フロントベアリング5およびリアベアリング10により回転可能に支持されている。シャフト3に設けられたロータ12は、ロータコア8の中に永久磁石7が設けられた埋め込み構造や表面磁石構造となっている。ハウジング1の内周側にはステータコア9が設けられ、ステータコア9のスロットには3相の巻線20が配置されている。複数のコイル口出し線50は反出力側のコイルエンド部側に引き出され、ハウジング1から図示右側の制御回路側に突出している。
図2は、モータ100の断面図である。ハウジング1とブラケット2との間にはOリング6が設けられている。ブラケット2には、シャフト3の一端側を支持するフロントベアリング5がベベル型トメワ4で固定されている。一方、ハウジング1には、シャフト3の他端側を支持するリアベアリング10が設けられている。シャフト3は、フロントベアリング5およびリアベアリング10により回転可能に支持されている。シャフト3に設けられたロータ12は、ロータコア8の中に永久磁石7が設けられた埋め込み構造や表面磁石構造となっている。ハウジング1の内周側にはステータコア9が設けられ、ステータコア9のスロットには3相の巻線20が配置されている。複数のコイル口出し線50は反出力側のコイルエンド部側に引き出され、ハウジング1から図示右側の制御回路側に突出している。
(ステータの斜視図)
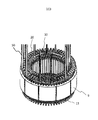
図3は、巻線20が配置されたステータの斜視図である。ステータコア9の軸方向上側に配置されたコイルエンド部からは、複数のコイル口出し線50が引き出されている。ステータコア9の反対側には巻線20を構成するセグメントコイル30の接続部13が設けられている。各セグメントコイル30はステータコア9の軸方向の図示上側からスロットに挿入される。挿入されたセグメントコイル30の端部はスロットの反対側、すなわち軸方向の図示下側から突出している。軸方向の図示下側から突出したセグメントコイル30の端部は半田、Tig溶接およびレーザー溶接等により接続され接続部13を構成する。
図3は、巻線20が配置されたステータの斜視図である。ステータコア9の軸方向上側に配置されたコイルエンド部からは、複数のコイル口出し線50が引き出されている。ステータコア9の反対側には巻線20を構成するセグメントコイル30の接続部13が設けられている。各セグメントコイル30はステータコア9の軸方向の図示上側からスロットに挿入される。挿入されたセグメントコイル30の端部はスロットの反対側、すなわち軸方向の図示下側から突出している。軸方向の図示下側から突出したセグメントコイル30の端部は半田、Tig溶接およびレーザー溶接等により接続され接続部13を構成する。
なおスロットには絶縁紙が配されており、ステータコア9の内部での絶縁性を確保する。一方、ステータコア9から飛び出した部分のセグメントコイル30は、後述するようにセグメントコイル30の表面に形成された被膜により絶縁性を確保している。
(セグメントコイル30)
図4は、図3においてステータコア9に挿入されていたセグメントコイル30を示す図である。セグメントコイル30は、図示上部の頭部31を中心とした略対称な形状を有する。セグメントコイル30は、さらに、1組の傾斜部32と、1組の屈曲部33と、1組の直線部34とを備える。頭部31は1組の直線部34の間に配されるともいえる。傾斜部32は、傾斜部32、屈曲部33、および直線部34の中で最も頭部31の近くに位置する。傾斜部32は、ステータコア9の端面に対して0度より大きく90度未満の角度を有する。
図4は、図3においてステータコア9に挿入されていたセグメントコイル30を示す図である。セグメントコイル30は、図示上部の頭部31を中心とした略対称な形状を有する。セグメントコイル30は、さらに、1組の傾斜部32と、1組の屈曲部33と、1組の直線部34とを備える。頭部31は1組の直線部34の間に配されるともいえる。傾斜部32は、傾斜部32、屈曲部33、および直線部34の中で最も頭部31の近くに位置する。傾斜部32は、ステータコア9の端面に対して0度より大きく90度未満の角度を有する。
直線部34は、傾斜部32、屈曲部33、および直線部34の中で最も頭部31の遠くに位置する。直線部34は名称のとおり直線の形状を有し、ステータコア9のスロットに挿入される。屈曲部33は、直線部34の端部に設けられ、直線部34と傾斜部32との間に位置する。屈曲部33は90度より大きく屈曲している。
(断面形状とアスペクト比の定義)
図5は、本実施の形態におけるセグメントコイル30の断面形状の定義を示す図である。図5(a)は丸断面を示す図、図5(b)は矩形断面を示す図、図5(c)はたる状断面を示す図、図5(d)は台形断面を示す図、図5(e)は菱形断面を示す図である。図5におけるL1〜L9はアスペクト比の定義の説明に用いる。まずは断面形状を説明する。
図5は、本実施の形態におけるセグメントコイル30の断面形状の定義を示す図である。図5(a)は丸断面を示す図、図5(b)は矩形断面を示す図、図5(c)はたる状断面を示す図、図5(d)は台形断面を示す図、図5(e)は菱形断面を示す図である。図5におけるL1〜L9はアスペクト比の定義の説明に用いる。まずは断面形状を説明する。
図5(a)に示すように、円形の断面を「丸断面」と呼ぶ。なお図5(a)では真円を示しているが、楕円も丸断面に含む。図5(b)に示すように、矩形の断面を「矩形断面」と呼ぶ。ただし図5(b)に示すように角が丸くてもよいので、本実施の形態における矩形断面は、断面が平行な2組の辺を含む形状を指す。また矩形断面は、円形断面を上下方向と左右方向の両方からつぶした形状とも言える。
図5(c)に示すように、1組の平行な辺と2つの半円の組み合わせからなる断面を「たる状断面」と呼ぶ。たる状断面は、円形断面を上下方向および左右方向のいずれか一方からつぶした形状とも言える。図5(c)では円形断面を図示上下方向のみからつぶした形状である。図5(d)に示すように、1組の平行な辺とそれらを接続する斜辺を有する断面を「台形断面」と呼ぶ。ただし図5(d)では4隅に角を有するが、図5(b)や図5(c)のように角が丸くてもよい。図5(e)に示すように、対角線が直交する平行四辺形、すなわち菱形の断面を「菱形断面」と呼ぶ。ただし図5(e)では4隅に角を有するが、図5(b)や図5(c)のように角が丸くてもよい。
本実施の形態では、断面の平坦さをアスペクト比で評価する。本実施の形態では、アスペクト比は1以上となるように、長辺/短辺として算出する。ただし丸断面はアスペクト比の算出不可とする。具体的には、図5(b)に示す矩形断面ではアスペクト比はL2/L1であり、図5(c)に示すたる状断面ではアスペクト比はL4/L3である。また図5(d)に示す台形断面では、アスペクト比は(L6+L7)/(2*L5)であり、図5(e)に示す菱形断面では、アスペクト比は、L9/L8である。たとえばL1が10mm、L2が20mmの場合にはアスペクト比は2である。
(セグメントコイル30の製造方法)
図6を参照してセグメントコイル30の製造方法を説明する。セグメントコイル30は、あらかじめ均一な被膜が形成された直線状コイル41を用いて作成される。直線状コイル41の断面はアスペクト比が約1の矩形断面、または略真円の円形断面である。アスペクト比が約1とは、たとえば1.0〜1.5の範囲である。また略真円とは、真円と、たとえば長軸と短軸の長さの比率が1.0〜1.5の範囲である楕円とを含む。この直線状コイル41はあらかじめ絶縁性の被覆が形成されているので、加工して断面形状を変化させると、被膜の厚みは薄くなる。すなわち、加工によりアスペクト比が大きくなるほど被膜の厚みは薄くなる。
図6を参照してセグメントコイル30の製造方法を説明する。セグメントコイル30は、あらかじめ均一な被膜が形成された直線状コイル41を用いて作成される。直線状コイル41の断面はアスペクト比が約1の矩形断面、または略真円の円形断面である。アスペクト比が約1とは、たとえば1.0〜1.5の範囲である。また略真円とは、真円と、たとえば長軸と短軸の長さの比率が1.0〜1.5の範囲である楕円とを含む。この直線状コイル41はあらかじめ絶縁性の被覆が形成されているので、加工して断面形状を変化させると、被膜の厚みは薄くなる。すなわち、加工によりアスペクト比が大きくなるほど被膜の厚みは薄くなる。
セグメントコイル30の製造方法は、大きくは断面成形工程と曲げ工程に分けられる。断面成形工程では、図6に示すようにプレス冶具40を用いて、直線状コイル41を断面加工済コイル41Aに加工する。断面加工済コイル41Aは、長手方向の略中央部とその両端部において異なる矩形断面のアスペクト比を有する。断面加工済コイル41Aは、長手方向の略中央部の断面のアスペクト比が小さく、両端部の断面のアスペクト比が大きい。加工前の直線状コイル41の断面のアスペクト比が約1なので、直線状コイル41の略中央部は加工されなくてもよい。しかし直線状コイル41の両端部の加工は必須である。
断面成形工程の次に行われる曲げ工程では、断面加工済コイル41Aの中央部を曲げ成形して、セグメントコイル30を形成する。この曲げ工程により頭部31が形成されるが、曲げが大きいほどコイルエンドの高さを低く抑えられるが、頭部31の被膜が薄くなる。頭部31と直線部34の被膜の厚みの大小関係は、直線状コイル41から断面加工済コイル41Aへの加工の程度と、曲げ加工の程度により定まる。
すなわち、直線状コイル41の状態では、将来的に頭部31になる箇所と直線部34になる箇所の被膜の厚みは一定である。そして、断面加工済コイル41Aの状態では、将来的に頭部31になる箇所の被膜の厚みは、直線部34になる箇所の被膜の厚みよりも必ず厚い。しかし曲げ加工により頭部31の被膜の厚みは薄くなるので、被膜の厚みは頭部31>直線部34の場合もあるし、頭部31<直線部34の場合もある。ただし本実施の形態では、被膜の厚みは直線部34よりも頭部31が厚い。
(セグメントコイル30の断面形状)
図7は、セグメントコイル30の断面形状を示す図である。頭部31の断面形状は、図7の右に示すA−A断面に示す矩形断面の断面35である。傾斜部32、屈曲部33、および直線部34の断面形状は、図7の右に示すB−B断面に示す断面36である。断面35は、断面36よりもアスペクト比が小さい。すなわち頭部31は直線状コイル41からの断面形状の変化が少なく、傾斜部32などに比べて製造プロセス時に生じる皮膜厚の減少を抑制できる。
図7は、セグメントコイル30の断面形状を示す図である。頭部31の断面形状は、図7の右に示すA−A断面に示す矩形断面の断面35である。傾斜部32、屈曲部33、および直線部34の断面形状は、図7の右に示すB−B断面に示す断面36である。断面35は、断面36よりもアスペクト比が小さい。すなわち頭部31は直線状コイル41からの断面形状の変化が少なく、傾斜部32などに比べて製造プロセス時に生じる皮膜厚の減少を抑制できる。
また傾斜部32は、図示されている幅よりも奥行き方向の厚みのほうが寸法が大きい。以下に詳述する。図7における左側の傾斜部32の延伸方向をX軸とし、図7においてX軸に直行する向きにY軸を設定する。そして図7の奥行き方向をZ軸とする。この場合に、断面36の長辺が傾斜部32のZ軸方向の厚みであり、断面36の短辺が傾斜部32のY軸方向の厚みである。すなわち傾斜部32はアスペクト比が大きく設定されており、かつ図7の高さ方向の寸法が小さくなるように、奥行き方向の寸法が大きくなるように配されている。そのため、コイルエンドの高さを低く抑えることができる。
(比較例)
ここでは2つの比較例を説明する。第1の比較例は、頭部31、傾斜部32、屈曲部33、および直線部34のすべてにおいて、その断面のアスペクト比が大きい。第2の比較例は、頭部31および傾斜部32の断面が真円であり、屈曲部33、および直線部34の断面のアスペクト比が大きい。ただしいずれの比較例も、本実施の形態と同様に断面のアスペクト比が約1の矩形断面、または略真円の円形断面を有する直線状コイル41を用いて作成された。
ここでは2つの比較例を説明する。第1の比較例は、頭部31、傾斜部32、屈曲部33、および直線部34のすべてにおいて、その断面のアスペクト比が大きい。第2の比較例は、頭部31および傾斜部32の断面が真円であり、屈曲部33、および直線部34の断面のアスペクト比が大きい。ただしいずれの比較例も、本実施の形態と同様に断面のアスペクト比が約1の矩形断面、または略真円の円形断面を有する直線状コイル41を用いて作成された。
図8は、本実施の形態と比較例の構成の比較図である。ただし図8はそれぞれの概略を示しており、たとえば直線部34は本実施の形態、第1の比較例、第2の比較例が全く同じ寸法であることを示すものではない。傾斜部32および屈曲部33は、直線部34と同一である。図8に示すように、本実施の形態、第1の比較例、および第2の比較例のすべてにおいて、直線部34はアスペクト比が大きく、頭部31がそれぞれ異なっている。本実施の形態では頭部31のアスペクト比が小さく、第1の比較例では頭部31のアスペクト比が大きく、第2の比較例では頭部31が円形断面である。
図9は、本実施の形態の利点を示す概念図である。図9は横軸がコイルエンドの高さであり、縦軸は被膜の厚さである。左下が原点、すなわちコイルエンドの高さがゼロであり、被膜の厚さがゼロであることを示す。一般的なセグメントコイルの設計事項として、設計を変更してコイルエンドの高さを高くすることは容易である。すなわち、コイルエンドの高さを低くできることが重要であり設計の幅を広げることになる。また被膜の厚さは絶縁性を確保するために厚いことが望ましい。仮に被膜の厚さが薄い場合は、隣接するセグメントコイル同士の間にスパークが生じ、セグメントコイルが納められた回転電機の性能低下やノイズ発生の問題を生じさせる。すなわち図9の第1領域S1が最も望ましく、本実施の形態におけるセグメントコイル30は第1領域S1に属する。詳しくは後述するが、第1の比較例は第3領域S3に属し、第2の比較例は第2領域S2に属する。
第1の比較例は頭部31のアスペクト比が大きいので、頭部31は直線状コイル41からの加工量が大きく被膜が薄い。そのため第1の比較例は耐電圧が低い第3領域S3に属することになる。また第2の比較例は傾斜部32の断面が円形なので被膜は厚いがコイルエンドが高くならざるを得ず第2領域S2に属する。コイルエンドの高さについて図10を参照してさらに説明する。
図10(a)はステータコア9に挿入された本実施の形態におけるセグメントコイル30を示す図、図10(b)はステータコア9に挿入された第2の比較例におけるセグメントコイルを示す図である。セグメントコイル30は、ステータコア9に挿入された際に傾斜部32が隣接するセグメントコイル30と接触しないことが求められる。そのため傾斜部32の図示縦方向の厚みがある場合は、コイルエンドが高くなることが避けられない。すなわち傾斜部32が円形断面である第2の変形例よりも、矩形断面である本実施の形態のほうがコイルエンドの高さを低くできる。
上述した実施の形態によれば、次の作用効果が得られる。
(1)セグメントコイル30は、複数のスロットが形成された固定子鉄心のスロットに挿入され、それぞれを接続して固定子の巻線を構成する、コイル用のセグメント導体である。セグメントコイル30は、スロットに挿入される直線状の平行な1組の直線部34と、それぞれの直線部の端部に設けられる1組の屈曲部33と、1組の直線部34の間に配される頭部31と、頭部31とそれぞれの屈曲部33とを接続する1組の傾斜部32とを備える。頭部31の断面は直線部34から断面が連続する直線部34、屈曲部33、および傾斜部32の断面に比べてアスペクト比が小さい。そのためセグメントコイル30は、被膜が第1の比較例のように薄くならず絶縁性が確保され、かつコイルエンドの高さを抑えることができる。
(1)セグメントコイル30は、複数のスロットが形成された固定子鉄心のスロットに挿入され、それぞれを接続して固定子の巻線を構成する、コイル用のセグメント導体である。セグメントコイル30は、スロットに挿入される直線状の平行な1組の直線部34と、それぞれの直線部の端部に設けられる1組の屈曲部33と、1組の直線部34の間に配される頭部31と、頭部31とそれぞれの屈曲部33とを接続する1組の傾斜部32とを備える。頭部31の断面は直線部34から断面が連続する直線部34、屈曲部33、および傾斜部32の断面に比べてアスペクト比が小さい。そのためセグメントコイル30は、被膜が第1の比較例のように薄くならず絶縁性が確保され、かつコイルエンドの高さを抑えることができる。
(2)セグメントコイル30は、直線部34の断面が矩形の断面形状を有する。そのためスロットの面積に対するセグメントコイル30の占める割合を大きくできる。
(3)頭部31における被膜の厚みは、直線部34における被膜の厚みよりも厚い。そのため、直線部34とは異なり絶縁紙で保護されていない頭部31の厚みを厚くすることで絶縁性を確保できる。
(変形例1)
図11は、変形例1における断面成形工程を示す図である。上述した実施の形態では、図6に示したように断面成形工程では、プレス冶具40を用いた。しかし図11に示すように断面成形工程において圧延ロール42を用いてもよい。圧延ロール42は、挿入される直線状コイル41を4方から囲むように設置される。圧延ロール42を上下および左右方向に移動させることで、任意の断面形状を形成できる。直線状コイル41の挿入にしたがって、圧延ロール42を移動させることで、実施の形態と同様に、長手方向の略中央部とその両端部において異なる矩形断面形状のアスペクト比を有する直線状コイル41を形成する。
図11は、変形例1における断面成形工程を示す図である。上述した実施の形態では、図6に示したように断面成形工程では、プレス冶具40を用いた。しかし図11に示すように断面成形工程において圧延ロール42を用いてもよい。圧延ロール42は、挿入される直線状コイル41を4方から囲むように設置される。圧延ロール42を上下および左右方向に移動させることで、任意の断面形状を形成できる。直線状コイル41の挿入にしたがって、圧延ロール42を移動させることで、実施の形態と同様に、長手方向の略中央部とその両端部において異なる矩形断面形状のアスペクト比を有する直線状コイル41を形成する。
(変形例2)
上述した実施の形態では、傾斜部32、屈曲部33、および直線部34の断面形状を同一として説明した。しかし、頭部31から断面が連続する部位の断面が、直線部34から断面が連続する部位の断面に比べてアスペクト比が小さければよく、傾斜部32、屈曲部33、および直線部34の断面形状が同一でなくてもよい。ただしここでいう断面が連続するとは、断面のアスペクト比が略一致することをいう。
上述した実施の形態では、傾斜部32、屈曲部33、および直線部34の断面形状を同一として説明した。しかし、頭部31から断面が連続する部位の断面が、直線部34から断面が連続する部位の断面に比べてアスペクト比が小さければよく、傾斜部32、屈曲部33、および直線部34の断面形状が同一でなくてもよい。ただしここでいう断面が連続するとは、断面のアスペクト比が略一致することをいう。
傾斜部32、屈曲部33、および直線部34のすべてが矩形断面ではあるが、それぞれの矩形断面のアスペクト比が異なっていてもよい。ただしいずれのアスペクト比も、頭部31の断面形状のアスペクト比よりも大きい。また傾斜部32、屈曲部33、および直線部34の断面形状について、矩形断面、たる状断面、台形断面、および菱形断面が混在してもよい。この場合も、傾斜部32、屈曲部33、および直線部34の断面形状のアスペクト比は、頭部31の断面形状のアスペクト比よりも大きい。
(変形例3)
図12は、変形例3におけるアスペクト比の算出例を示す図である。断面の形状が、実施の形態の図5に示したように矩形などであれば実施の形態に示した算出方法を用いることができる。しかし実際には図12に示すようにいびつな形状となる場合がある。アスペクト比は前述のとおり長辺/短辺であるが、短辺は短辺側の最も短い長さを採用し、長辺は長辺側の最も長い長さを採用する。すなわち図12に示す断面形状では、L21/L11をアスペクト比とし、短辺側の長い寸法であるL91や長辺側の短い寸法であるL92はアスペクト比の算出に使用しない。
図12は、変形例3におけるアスペクト比の算出例を示す図である。断面の形状が、実施の形態の図5に示したように矩形などであれば実施の形態に示した算出方法を用いることができる。しかし実際には図12に示すようにいびつな形状となる場合がある。アスペクト比は前述のとおり長辺/短辺であるが、短辺は短辺側の最も短い長さを採用し、長辺は長辺側の最も長い長さを採用する。すなわち図12に示す断面形状では、L21/L11をアスペクト比とし、短辺側の長い寸法であるL91や長辺側の短い寸法であるL92はアスペクト比の算出に使用しない。
ただし、短辺において短辺側の最も短い長さを採用する代わりに、短辺側の幅の平均値を採用してもよい。また長辺において長辺側の最も長い長さを採用する代わりに、長辺側の幅の平均値を採用してもよい。
(変形例4)
図13は、変形例4におけるセグメントコイル30の断面形状を示す図である。傾斜部32、屈曲部33、および直線部34の断面形状は、図13の断面37に示すように、たる状断面でもよい。ただしこの場合も、頭部31の断面35のアスペクト比のほうが断面37のアスペクト比よりも小さい。また傾斜部32は、図示されている幅よりも奥行き方向の厚みのほうが寸法が大きい。
図13は、変形例4におけるセグメントコイル30の断面形状を示す図である。傾斜部32、屈曲部33、および直線部34の断面形状は、図13の断面37に示すように、たる状断面でもよい。ただしこの場合も、頭部31の断面35のアスペクト比のほうが断面37のアスペクト比よりも小さい。また傾斜部32は、図示されている幅よりも奥行き方向の厚みのほうが寸法が大きい。
(変形例5)
図14は、変形例5におけるセグメントコイル30の断面形状を示す図である。傾斜部32、屈曲部33、および直線部34の断面形状は、図14の断面38に示すように、台形断面でもよい。ただしこの場合も、頭部31の断面35のアスペクト比のほうが断面38のアスペクト比よりも小さい。また傾斜部32は、図示されている幅よりも奥行き方向の厚みのほうが寸法が大きい。
図14は、変形例5におけるセグメントコイル30の断面形状を示す図である。傾斜部32、屈曲部33、および直線部34の断面形状は、図14の断面38に示すように、台形断面でもよい。ただしこの場合も、頭部31の断面35のアスペクト比のほうが断面38のアスペクト比よりも小さい。また傾斜部32は、図示されている幅よりも奥行き方向の厚みのほうが寸法が大きい。
(変形例6)
図15は、変形例6におけるセグメントコイル30の断面形状を示す図である。本変形例では、屈曲部33と直線部34の断面形状が同一である。セグメントコイル30の屈曲部33と直線部34の矩形断面36のアスペクト比に比べ、頭部31および傾斜部32の矩形断面35のアスペクト比が小さい。ただし屈曲部33と直線部34の断面形状が完全に一致していなくてもよく、断面形状のアスペクト比が大きいグループに屈曲部33と直線部34とが含まれ、断面形状のアスペクト比が小さいグループに頭部31と傾斜部32とが含まれればよい。
図15は、変形例6におけるセグメントコイル30の断面形状を示す図である。本変形例では、屈曲部33と直線部34の断面形状が同一である。セグメントコイル30の屈曲部33と直線部34の矩形断面36のアスペクト比に比べ、頭部31および傾斜部32の矩形断面35のアスペクト比が小さい。ただし屈曲部33と直線部34の断面形状が完全に一致していなくてもよく、断面形状のアスペクト比が大きいグループに屈曲部33と直線部34とが含まれ、断面形状のアスペクト比が小さいグループに頭部31と傾斜部32とが含まれればよい。
そのため、実施の形態における作用効果に加えて、傾斜部32の皮膜厚を厚くすることができ絶縁性が向上する効果が得られる。
(変形例7)
図16は、変形例7におけるセグメントコイル30の断面形状を示す図である。本変形例では、セグメントコイル30の直線部34の矩形断面36のアスペクト比に比べ、頭部31、傾斜部32および屈曲部33の矩形断面35のアスペクト比が小さい。ただし頭部31、傾斜部32および屈曲部33の断面形状が完全に一致していなくてもよい。すなわち、直線部34の矩形断面36のアスペクト比に比べて、頭部31、傾斜部32および屈曲部33の断面形状のアスペクト比が小さければよい。
図16は、変形例7におけるセグメントコイル30の断面形状を示す図である。本変形例では、セグメントコイル30の直線部34の矩形断面36のアスペクト比に比べ、頭部31、傾斜部32および屈曲部33の矩形断面35のアスペクト比が小さい。ただし頭部31、傾斜部32および屈曲部33の断面形状が完全に一致していなくてもよい。すなわち、直線部34の矩形断面36のアスペクト比に比べて、頭部31、傾斜部32および屈曲部33の断面形状のアスペクト比が小さければよい。
そのため、実施の形態における作用効果に加えて、傾斜部32および屈曲部33の皮膜厚を厚くすることができ絶縁性が向上する効果が得られる。
(変形例8)
第1の実施の形態では、被膜の厚みは直線部34よりも頭部31が厚いとした。しかし被膜の厚みの関係が逆、すなわち頭部31よりも直線部34の被膜の厚みが厚くてもよい。この場合は、頭部31の被膜を薄くして、すなわち曲げ加工における頭部31の変形を大きくしてコイルエンドの高さを低く抑えることができる。
第1の実施の形態では、被膜の厚みは直線部34よりも頭部31が厚いとした。しかし被膜の厚みの関係が逆、すなわち頭部31よりも直線部34の被膜の厚みが厚くてもよい。この場合は、頭部31の被膜を薄くして、すなわち曲げ加工における頭部31の変形を大きくしてコイルエンドの高さを低く抑えることができる。
上述した各実施の形態および変形例は、それぞれ組み合わせてもよい。上記では、種々の実施の形態および変形例を説明したが、本発明はこれらの内容に限定されるものではない。本発明の技術的思想の範囲内で考えられるその他の態様も本発明の範囲内に含まれる。
30…セグメントコイル
31…頭部
32…傾斜部
33…屈曲部
34…直線部
40…プレス冶具
41…直線状コイル
41A…断面加工済コイル
42…圧延ロール
100…モータ
31…頭部
32…傾斜部
33…屈曲部
34…直線部
40…プレス冶具
41…直線状コイル
41A…断面加工済コイル
42…圧延ロール
100…モータ
Claims (10)
- 複数のスロットが形成された固定子鉄心の前記スロットに挿入され、それぞれを接続して固定子の巻線を構成する、コイル用のセグメント導体であって、
前記スロットに挿入される直線状の平行な1組の直線部と、
それぞれの前記直線部の端部に設けられる1組の屈曲部と、
前記1組の直線部の間に配される頭部と、
前記頭部とそれぞれの前記屈曲部とを接続する1組の傾斜部とを備え、
前記頭部から断面が連続する部位の断面は、前記直線部から断面が連続する部位の断面に比べてアスペクト比が小さいセグメント導体。 - 請求項1に記載のセグメント導体において、
前記直線部の断面が矩形、たる形、台形、および菱形のいずれかの断面形状を有するセグメント導体。 - 請求項1に記載のセグメント導体において、
前記直線部の断面のアスペクト比に比べて、前記頭部および前記傾斜部の断面のアスペクト比が小さいセグメント導体。 - 請求項1に記載のセグメント導体において、
前記直線部の断面のアスペクト比に比べて、前記頭部、前記傾斜部、および前記屈曲部の断面のアスペクト比が小さいセグメント導体。 - 請求項1に記載のセグメント導体において、
前記アスペクト比は、断面の長辺と断面の短辺の長さの比であり、
前記断面の短辺の長さとは、前記断面の短辺に複数の長さがある場合に最も短い長さであるセグメント導体。 - 請求項1に記載のセグメント導体において、
前記頭部における絶縁性被膜の厚みは、前記直線部における絶縁性被膜の厚みよりも厚いセグメント導体。 - 請求項1に記載のセグメント導体において、
前記直線部における絶縁性被膜の厚みは、前記頭部における絶縁性被膜の厚みよりも厚いセグメント導体。 - 複数のスロットが形成された固定子鉄心の前記スロットに挿入され、それぞれを接続して固定子の巻線を構成する、コイル用のセグメント導体の製造方法であって、
絶縁性の被膜が形成され断面形状が一様な直線状コイルを対象として、少なくとも一部の断面形状を加工し、アスペクト比が異なる少なくとも2種類の断面を有する断面加工済コイルを形成する断面加工工程と、
前記断面加工済コイルを曲げることで、前記スロットに挿入される直線状の平行な1組の直線部と、それぞれの前記直線部の端部に設けられる1組の屈曲部と、前記1組の直線部の間に配される頭部と、前記頭部とそれぞれの前記屈曲部とを接続する1組の傾斜部とを形成する曲げ工程とを含み、
前記頭部から断面が連続する部位の断面は、前記直線部から断面が連続する部位の断面に比べてアスペクト比が小さい、セグメント導体の製造方法。 - 請求項8に記載のセグメント導体の製造方法において、
前記断面加工工程は、圧延ロールを用いて行われる、セグメント導体の製造方法。 - 請求項8に記載のセグメント導体の製造方法において、
前記アスペクト比は、断面の長辺と断面の短辺の長さの比であり、
前記断面の短辺の長さとは、前記断面の短辺に複数の長さがある場合に最も短い長さであるセグメント導体の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018160023A JP2020036427A (ja) | 2018-08-29 | 2018-08-29 | セグメント導体、セグメント導体の製造方法 |
| PCT/JP2019/025598 WO2020044761A1 (ja) | 2018-08-29 | 2019-06-27 | セグメント導体、セグメント導体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018160023A JP2020036427A (ja) | 2018-08-29 | 2018-08-29 | セグメント導体、セグメント導体の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020036427A true JP2020036427A (ja) | 2020-03-05 |
Family
ID=69643259
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018160023A Withdrawn JP2020036427A (ja) | 2018-08-29 | 2018-08-29 | セグメント導体、セグメント導体の製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2020036427A (ja) |
| WO (1) | WO2020044761A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022075126A1 (ja) | 2020-10-07 | 2022-04-14 | 株式会社アイシン | コイルおよびステータの製造方法 |
| WO2022163755A1 (ja) * | 2021-02-01 | 2022-08-04 | 株式会社アイシン | ステータの製造方法およびステータの製造装置 |
| WO2022264494A1 (ja) * | 2021-06-18 | 2022-12-22 | 日立Astemo株式会社 | 回転電機および回転電機の製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3734166B2 (ja) * | 2002-06-25 | 2006-01-11 | 株式会社デンソー | 回転電機のセグメント順次接合ステータコイルおよびその製造方法 |
| CN1669201B (zh) * | 2002-12-26 | 2010-04-14 | 三菱电机株式会社 | 旋转电机的定子及该定子线圈的制造方法 |
| US8671559B2 (en) * | 2011-04-27 | 2014-03-18 | GM Global Technology Operations LLC | System for joining stator wires |
| JP6135614B2 (ja) * | 2014-07-23 | 2017-05-31 | トヨタ自動車株式会社 | セグメントコイルの製造方法 |
| JP2016165208A (ja) * | 2015-02-26 | 2016-09-08 | 日本電産コパル株式会社 | セグメントコンダクタ、ステータ、回転電機、車両 |
-
2018
- 2018-08-29 JP JP2018160023A patent/JP2020036427A/ja not_active Withdrawn
-
2019
- 2019-06-27 WO PCT/JP2019/025598 patent/WO2020044761A1/ja active Application Filing
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022075126A1 (ja) | 2020-10-07 | 2022-04-14 | 株式会社アイシン | コイルおよびステータの製造方法 |
| EP4210202A4 (en) * | 2020-10-07 | 2024-02-28 | Aisin Corp | COIL AND STATOR MANUFACTURING METHOD |
| WO2022163755A1 (ja) * | 2021-02-01 | 2022-08-04 | 株式会社アイシン | ステータの製造方法およびステータの製造装置 |
| WO2022264494A1 (ja) * | 2021-06-18 | 2022-12-22 | 日立Astemo株式会社 | 回転電機および回転電機の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020044761A1 (ja) | 2020-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020044761A1 (ja) | セグメント導体、セグメント導体の製造方法 | |
| JP5805346B2 (ja) | 回転電機 | |
| CN103023167B (zh) | 电动机及电动机的制造方法 | |
| JP5028234B2 (ja) | 回転電機、及び固定子の製造方法 | |
| JP5314908B2 (ja) | 回転電機の固定子および回転電機 | |
| CN107078565A (zh) | 用于旋转电机的定子 | |
| JPWO2015079732A1 (ja) | 電気機械の電機子 | |
| US9197103B2 (en) | Stator core for electric rotary apparatus | |
| CN105406629A (zh) | 电机定子、永磁发电机 | |
| WO2015093157A1 (ja) | 回転電機 | |
| US20130342065A1 (en) | Brushless motor and method for manufacturing brushless motor | |
| JP2009213283A (ja) | ブラシレスモータ | |
| KR20150019028A (ko) | 축방향자속모터의 고정자코어 및 이의 제작방법 | |
| JP5343625B2 (ja) | 回転電機用インシュレーター及び回転電機用ステーター | |
| JP2012095488A (ja) | 回転電機用ロータ、およびこれを用いた回転電機 | |
| US20230093998A1 (en) | Stator for rotary electric machine | |
| US20160204684A1 (en) | Squirrel-cage rotor and method for manufacturing squirrel-cage rotor | |
| JP5769890B2 (ja) | 回転電機のコイルおよび回転電機 | |
| JP6366849B2 (ja) | 回転電機および回転電機の製造方法 | |
| JP2017112687A (ja) | 誘導モータ | |
| JP2005312182A (ja) | 回転電機の集中巻き型ステータコイル | |
| JPH08266013A (ja) | 電動機 | |
| JP6338767B2 (ja) | 回転電機 | |
| JP5889235B2 (ja) | 回転電機の電機子およびその製造方法 | |
| JP2018074698A (ja) | 回転電機の固定子および固定子巻線の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201118 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20210402 |