JP2019148046A - シート製造装置 - Google Patents
シート製造装置 Download PDFInfo
- Publication number
- JP2019148046A JP2019148046A JP2018035258A JP2018035258A JP2019148046A JP 2019148046 A JP2019148046 A JP 2019148046A JP 2018035258 A JP2018035258 A JP 2018035258A JP 2018035258 A JP2018035258 A JP 2018035258A JP 2019148046 A JP2019148046 A JP 2019148046A
- Authority
- JP
- Japan
- Prior art keywords
- crushing
- unit
- sheet
- surplus
- manufacturing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/006—Cutting the edges of the paper-web
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21B—FIBROUS RAW MATERIALS OR THEIR MECHANICAL TREATMENT
- D21B1/00—Fibrous raw materials or their mechanical treatment
- D21B1/04—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres
- D21B1/06—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by dry methods
- D21B1/061—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by dry methods using cutting devices
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21B—FIBROUS RAW MATERIALS OR THEIR MECHANICAL TREATMENT
- D21B1/00—Fibrous raw materials or their mechanical treatment
- D21B1/04—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres
- D21B1/06—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by dry methods
- D21B1/063—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by dry methods using grinding devices
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21B—FIBROUS RAW MATERIALS OR THEIR MECHANICAL TREATMENT
- D21B1/00—Fibrous raw materials or their mechanical treatment
- D21B1/04—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres
- D21B1/06—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by dry methods
- D21B1/08—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by dry methods the raw material being waste paper; the raw material being rags
- D21B1/10—Fibrous raw materials or their mechanical treatment by dividing raw materials into small particles, e.g. fibres by dry methods the raw material being waste paper; the raw material being rags by cutting actions
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C5/00—Other processes for obtaining cellulose, e.g. cooking cotton linters ; Processes characterised by the choice of cellulose-containing starting materials
- D21C5/02—Working-up waste paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F9/00—Complete machines for making continuous webs of paper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/64—Paper recycling
Abstract
Description
前記シートを搬送する搬送部と、
前記シートの搬送方向と交差する方向に位置している前記シートの一方の縁部と、他方の縁部とを切断する切断部と、
前記切断部により前記一方の縁部を切断したことによって生じる第1余剰分を粗砕する第1粗砕部と、
前記切断部により前記他方の縁部を切断したことによって生じる第2余剰分を粗砕する第2粗砕部と、を備えることを特徴とする。
前記第2粗砕部は、前記シートと一部が接続されている前記第2余剰分の粗砕を開始するのが好ましい。
前記第2粗砕部は、回転により前記第2余剰分を粗砕する少なくとも1つの第2回転刃を有するのが好ましい。
前記第2回転刃は、前記搬送方向と交差する方向を軸として回転するのが好ましい。
前記第2回転刃は、前記搬送方向に沿う方向を軸として回転するのが好ましい。
前記第2粗砕部に前記第2余剰分を案内する第2案内部と、を備えるのが好ましい。
前記制御部は、
前記シートの搬送速度に応じて前記第1余剰分を粗砕する前記第1粗砕部の粗砕速度を変化させ、
前記シートの搬送速度に応じて前記第2余剰分を粗砕する前記第2粗砕部の粗砕速度を変化させるのが好ましい。
前記粗砕片と前記第1粗砕片および前記第2粗砕片とが混合された状態で前記解繊部で解繊されるのが好ましい。
これにより、第1余剰分や第2余剰分をシートの製造に再利用することができる。
前記粗砕部により粗砕された粗砕片を解繊する解繊部と、
前記集積部に集積された前記第1粗砕片および前記第2粗砕片を前記解繊部に移送する移送部と、を備えるのが好ましい。
これにより、第1余剰分や第2余剰分をシートの製造に再利用することができる。
前記原料を粗砕する粗砕部と、
前記粗砕部により粗砕された粗砕片を受けるホッパーと、を備え、
平面視にて、前記原料を前記粗砕部に搬送する方向と、前記シートの搬送方向とは交差し、前記集積部と前記ホッパーとは少なくとも一部が重なっているのが好ましい。
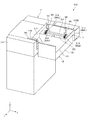
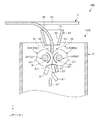
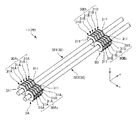
図1は、本発明のシート製造装置(第1実施形態)を示す概略側面図である。図2は、図1に示すシート製造装置の最上流側付近の構成を示す斜視図である。図3は、図1に示すシート製造装置の最上流側付近の構成を示す部分垂直断面図である。図4は、図1に示すシート製造装置の最上流側付近において、シートの余剰分が粗砕されている状態を示す平面図である。図5は、図1に示すシート製造装置の最上流側付近において、シートの余剰分が粗砕されている状態を示す垂直断面図である。図6は、図1に示すシート製造装置の最上流側付近において、シートの余剰分を粗砕する第1粗砕部および第2粗砕部を示す斜視図である。なお、以下では、説明の便宜上、図1に示すように、互いに直交する3軸をx軸、y軸およびz軸とする。また、x軸とy軸を含むxy平面が水平となっており、z軸が鉛直となっている。また、各軸の矢印が向いた方向を「正」、その反対方向を「負」と言う。また、図1〜図3、図5および図6中の上側を「上」または「上方」、下側を「下」または「下方」と言うことがある。
原料供給部11は、粗砕部12に原料M1を供給する原料供給工程を行なう部分である。この原料M1としては、繊維(セルロース繊維)を含む原料である。なお、セルロース繊維とは、化合物としてのセルロース(狭義のセルロース)を主成分とし繊維状をなすものであればよく、セルロース(狭義のセルロース)の他に、ヘミセルロース、リグニンを含むものであってもよい。また、原料M1は、織布、不織布等、形態は問わない。また、原料M1は、例えば、古紙を解繊して製造された(再生された)リサイクルペーパーや、合成紙のユポ紙(登録商標)であってもよいし、リサイクルペーパーでなくてもよい。また、本実施形態では、原料M1は、使用済みの古紙(シート)である。
第1選別物M4−1は、ドラム部141から落下する。
図7は、本発明のシート製造装置(第2実施形態)の最上流側付近において、シートの余剰分を粗砕する第1粗砕部および第2粗砕部を示す斜視図である。
図8は、本発明のシート製造装置(第3実施形態)の最上流側付近において、シートの余剰分が粗砕されている状態を示す平面図である。
図9は、本発明のシート製造装置(第4実施形態)における、シートを搬送する搬送速度と、シートの余剰分を粗砕する粗砕速度との関係を示すグラフである。
Claims (13)
- 繊維を含む材料を用いてシートを形成するシート形成部と、
前記シートを搬送する搬送部と、
前記シートの搬送方向と交差する方向に位置している前記シートの一方の縁部と、他方の縁部とを切断する切断部と、
前記切断部により前記一方の縁部を切断したことによって生じる第1余剰分を粗砕する第1粗砕部と、
前記切断部により前記他方の縁部を切断したことによって生じる第2余剰分を粗砕する第2粗砕部と、を備えることを特徴とするシート製造装置。 - 前記第1粗砕部は、前記シートと一部が接続されている前記第1余剰分の粗砕を開始し、
前記第2粗砕部は、前記シートと一部が接続されている前記第2余剰分の粗砕を開始する請求項1に記載のシート製造装置。 - 前記第1粗砕部は、回転により前記第1余剰分を粗砕する少なくとも1つの第1回転刃を有し、
前記第2粗砕部は、回転により前記第2余剰分を粗砕する少なくとも1つの第2回転刃を有する請求項1または2項に記載のシート製造装置。 - 前記第1回転刃は、前記搬送方向と交差する方向を軸として回転し、
前記第2回転刃は、前記搬送方向と交差する方向を軸として回転する請求項3に記載のシート製造装置。 - 前記第1回転刃は、前記搬送方向に沿う方向を軸として回転し、
前記第2回転刃は、前記搬送方向に沿う方向を軸として回転する請求項3に記載のシート製造装置。 - 前記第1粗砕部に前記第1余剰分を案内する第1案内部と、
前記第2粗砕部に前記第2余剰分を案内する第2案内部と、を備える請求項1ないし5のいずれか1項に記載のシート製造装置。 - 制御部を備え、
前記制御部は、
前記シートの搬送速度に応じて前記第1余剰分を粗砕する前記第1粗砕部の粗砕速度を変化させ、
前記シートの搬送速度に応じて前記第2余剰分を粗砕する前記第2粗砕部の粗砕速度を変化させる請求項1ないし6のいずれか1項に記載のシート製造装置。 - 前記第1粗砕部と前記第2粗砕部とは、互いに同期して作動する請求項1ないし7のいずれか1項に記載のシート製造装置。
- 前記第1粗砕部と前記第2粗砕部とは、互いに独立して作動する請求項1ないし7のいずれか1項に記載のシート製造装置。
- 前記第1粗砕部により前記第1余剰分が粗砕された第1粗砕片と、前記第2粗砕部により前記第2余剰分が粗砕された第2粗砕片とを集積する集積部を備える請求項1ないし9のいずれか1項に記載のシート製造装置。
- 繊維を含む原料を粗砕する粗砕部から排出された粗砕片を解繊する解繊部を有し、
前記粗砕片と前記第1粗砕片および前記第2粗砕片とが混合された状態で前記解繊部で解繊される請求項10に記載のシート製造装置。 - 繊維を含む原料を粗砕する粗砕部と、
前記粗砕部により粗砕された粗砕片を解繊する解繊部と、
前記集積部に集積された前記第1粗砕片および前記第2粗砕片を前記解繊部に移送する移送部と、を備える請求項10に記載のシート製造装置。 - 繊維を含む原料を供給する原料供給部と、
前記原料を粗砕する粗砕部と、
前記粗砕部により粗砕された粗砕片を受けるホッパーと、を備え、
平面視にて、前記原料を前記粗砕部に搬送する方向と、前記シートの搬送方向とは交差し、前記集積部と前記ホッパーとは少なくとも一部が重なっている請求項10に記載のシート製造装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018035258A JP7059693B2 (ja) | 2018-02-28 | 2018-02-28 | シート製造装置 |
| TW108106248A TWI732184B (zh) | 2018-02-28 | 2019-02-25 | 片材製造裝置 |
| CN201910138002.XA CN110205849B (zh) | 2018-02-28 | 2019-02-25 | 薄片制造装置 |
| EP19159370.6A EP3533924B1 (en) | 2018-02-28 | 2019-02-26 | Sheet manufacturing apparatus |
| US16/287,371 US11060242B2 (en) | 2018-02-28 | 2019-02-27 | Sheet manufacturing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018035258A JP7059693B2 (ja) | 2018-02-28 | 2018-02-28 | シート製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019148046A true JP2019148046A (ja) | 2019-09-05 |
| JP7059693B2 JP7059693B2 (ja) | 2022-04-26 |
Family
ID=65598508
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018035258A Active JP7059693B2 (ja) | 2018-02-28 | 2018-02-28 | シート製造装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11060242B2 (ja) |
| EP (1) | EP3533924B1 (ja) |
| JP (1) | JP7059693B2 (ja) |
| CN (1) | CN110205849B (ja) |
| TW (1) | TWI732184B (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020116527A (ja) * | 2019-01-24 | 2020-08-06 | セイコーエプソン株式会社 | 粗砕装置 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11193238B2 (en) * | 2016-08-31 | 2021-12-07 | Seiko Epson Corporation | Sheet manufacturing apparatus and control method for sheet manufacturing apparatus |
| JP7211022B2 (ja) * | 2018-11-07 | 2023-01-24 | セイコーエプソン株式会社 | ウェブ製造装置およびシート製造装置 |
| JP7395884B2 (ja) | 2019-08-30 | 2023-12-12 | セイコーエプソン株式会社 | シート製造装置 |
| JP7447410B2 (ja) * | 2019-08-30 | 2024-03-12 | セイコーエプソン株式会社 | 小片供給装置および繊維体成形装置 |
| CN112593430A (zh) * | 2020-12-21 | 2021-04-02 | 郑州运达造纸设备有限公司 | 一种废纸干浆的制备工艺 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53104204U (ja) * | 1977-01-21 | 1978-08-22 | ||
| JPS542688B2 (ja) * | 1975-11-19 | 1979-02-10 | ||
| JPH1086097A (ja) * | 1996-09-11 | 1998-04-07 | Fuji Photo Film Co Ltd | ウェブの耳回収処理装置 |
| JP2015003387A (ja) * | 2014-07-23 | 2015-01-08 | デュプロ精工株式会社 | 古紙再生処理装置の断裁装置及び古紙再生処理装置の断裁方法 |
| JP2016113735A (ja) * | 2014-12-18 | 2016-06-23 | セイコーエプソン株式会社 | シート製造装置 |
| JP2016163944A (ja) * | 2015-03-06 | 2016-09-08 | セイコーエプソン株式会社 | シート製造装置 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1144614B (it) * | 1981-07-31 | 1986-10-29 | Beloit Italia Spa | Procedimento per la regolazione del formato di strati continui di sospensioni acquose di fibre erogati da casse d afflusso di una macchina per la fabbricazione della carta e dispositivo atto a realizzare tale procedimento |
| JPS5915593A (ja) | 1982-07-12 | 1984-01-26 | 株式会社東芝 | 抄紙機のパルパ−駆動装置 |
| US6327948B1 (en) * | 1995-09-26 | 2001-12-11 | Esko Tuori | Method and apparatus for cutting the edge of a moving paper web |
| JP3872152B2 (ja) * | 1997-02-03 | 2007-01-24 | セイコーエプソン株式会社 | インクジェット方式の画像記録装置用記録媒体 |
| FI108304B (fi) | 1998-03-12 | 2001-12-31 | Andritz Ahlstrom Oy | Menetelmä ja laitteisto mineraalipitoisen kuitususpension kuten päällystetyn hylyn käsittelyyn paperin valmistuksessa |
| US6358367B1 (en) * | 2000-02-01 | 2002-03-19 | Voith Sulzer Paper Technology North America, Inc. | Pulping system for a paper machine |
| CN201155068Y (zh) * | 2008-03-27 | 2008-11-26 | 中国轻工业长沙工程有限公司 | 一种纸机网部损纸处理设备 |
| JP5354968B2 (ja) | 2008-06-16 | 2013-11-27 | デュプロ精工株式会社 | 古紙処理装置 |
| US9217225B2 (en) * | 2012-02-28 | 2015-12-22 | Paprima Industries Inc. | Paper manufacturing |
| CN202865683U (zh) * | 2012-07-31 | 2013-04-10 | 建滔(佛冈)绝缘材料有限公司 | 复卷机纸边处理装置 |
| US8968519B2 (en) * | 2013-03-14 | 2015-03-03 | Georgia-Pacific Consumer Products Lp | Sheet edge trimming and removal from a structured paper fabric |
| JP6365837B2 (ja) * | 2014-10-02 | 2018-08-01 | セイコーエプソン株式会社 | シート製造装置 |
| FI10811U1 (fi) * | 2015-02-18 | 2015-03-19 | Valmet Technologies Oy | Järjestely sellunkuivauskoneen reunanauhan käsittelyssä |
| JP6543989B2 (ja) * | 2015-03-26 | 2019-07-17 | セイコーエプソン株式会社 | シート製造装置、シート製造方法 |
-
2018
- 2018-02-28 JP JP2018035258A patent/JP7059693B2/ja active Active
-
2019
- 2019-02-25 CN CN201910138002.XA patent/CN110205849B/zh active Active
- 2019-02-25 TW TW108106248A patent/TWI732184B/zh active
- 2019-02-26 EP EP19159370.6A patent/EP3533924B1/en active Active
- 2019-02-27 US US16/287,371 patent/US11060242B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS542688B2 (ja) * | 1975-11-19 | 1979-02-10 | ||
| JPS53104204U (ja) * | 1977-01-21 | 1978-08-22 | ||
| JPH1086097A (ja) * | 1996-09-11 | 1998-04-07 | Fuji Photo Film Co Ltd | ウェブの耳回収処理装置 |
| JP2015003387A (ja) * | 2014-07-23 | 2015-01-08 | デュプロ精工株式会社 | 古紙再生処理装置の断裁装置及び古紙再生処理装置の断裁方法 |
| JP2016113735A (ja) * | 2014-12-18 | 2016-06-23 | セイコーエプソン株式会社 | シート製造装置 |
| JP2016163944A (ja) * | 2015-03-06 | 2016-09-08 | セイコーエプソン株式会社 | シート製造装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020116527A (ja) * | 2019-01-24 | 2020-08-06 | セイコーエプソン株式会社 | 粗砕装置 |
| JP7225834B2 (ja) | 2019-01-24 | 2023-02-21 | セイコーエプソン株式会社 | 粗砕装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190264391A1 (en) | 2019-08-29 |
| EP3533924A1 (en) | 2019-09-04 |
| JP7059693B2 (ja) | 2022-04-26 |
| CN110205849A (zh) | 2019-09-06 |
| US11060242B2 (en) | 2021-07-13 |
| CN110205849B (zh) | 2021-11-09 |
| EP3533924B1 (en) | 2020-10-14 |
| TW201937040A (zh) | 2019-09-16 |
| TWI732184B (zh) | 2021-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7059693B2 (ja) | シート製造装置 | |
| TWI703026B (zh) | 網材形成裝置及片材製造裝置 | |
| JP7167671B2 (ja) | 繊維材料堆積装置およびシート製造装置 | |
| EP3674480B1 (en) | Swirling flow generation device and deposition device | |
| JP2020016004A (ja) | 処理装置およびシート製造装置 | |
| JP7187817B2 (ja) | シート供給装置、粗砕装置、ウェブ形成装置およびシート再生装置 | |
| JP2020104236A (ja) | ホッパーおよび切断処理装置 | |
| JP7172518B2 (ja) | 繊維体堆積装置およびシート製造装置 | |
| JP7218545B2 (ja) | ウェブ製造装置およびシート製造装置 | |
| JP2020015027A (ja) | シュレッダーおよびシート製造装置 | |
| JP7395884B2 (ja) | シート製造装置 | |
| CN113246255B (zh) | 纤维体堆积装置以及纤维结构体制造装置 | |
| CN110773290B (zh) | 碎纸机及薄片制造装置 | |
| JP2018159156A (ja) | シート製造装置およびシート製造システム | |
| JP6965542B2 (ja) | シート製造装置およびシート製造システム | |
| EP4310247A1 (en) | Refining device | |
| JP2019143254A (ja) | シート製造装置 | |
| JP2021123066A (ja) | 繊維体堆積装置および繊維構造体製造装置 | |
| JP2022056063A (ja) | シート製造装置 | |
| JP2021123832A (ja) | 繊維体堆積装置および繊維構造体製造装置 | |
| JP2019081638A (ja) | シート貯留器および古紙再生装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211019 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211217 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220315 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220328 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7059693 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |