JP2019011134A - 製品プッシャー - Google Patents
製品プッシャー Download PDFInfo
- Publication number
- JP2019011134A JP2019011134A JP2018154457A JP2018154457A JP2019011134A JP 2019011134 A JP2019011134 A JP 2019011134A JP 2018154457 A JP2018154457 A JP 2018154457A JP 2018154457 A JP2018154457 A JP 2018154457A JP 2019011134 A JP2019011134 A JP 2019011134A
- Authority
- JP
- Japan
- Prior art keywords
- tray
- pusher
- blank
- product
- attached
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 claims abstract description 128
- 239000004744 fabric Substances 0.000 claims abstract description 70
- 238000000034 method Methods 0.000 claims abstract description 69
- 239000003292 glue Substances 0.000 claims description 25
- 239000011087 paperboard Substances 0.000 claims description 13
- 238000012546 transfer Methods 0.000 claims description 12
- 238000003825 pressing Methods 0.000 claims description 11
- 239000011248 coating agent Substances 0.000 claims description 9
- 238000000576 coating method Methods 0.000 claims description 9
- 238000003780 insertion Methods 0.000 claims description 8
- 230000037431 insertion Effects 0.000 claims description 8
- 238000010008 shearing Methods 0.000 claims description 6
- 230000000694 effects Effects 0.000 claims description 5
- 229920001971 elastomer Polymers 0.000 claims description 4
- 229920001296 polysiloxane Polymers 0.000 claims description 4
- 230000006835 compression Effects 0.000 claims description 3
- 238000007906 compression Methods 0.000 claims description 3
- 230000001419 dependent effect Effects 0.000 claims description 3
- 235000013305 food Nutrition 0.000 claims description 3
- 230000005484 gravity Effects 0.000 claims description 3
- 239000004810 polytetrafluoroethylene Substances 0.000 claims description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 claims description 2
- 230000000452 restraining effect Effects 0.000 claims 5
- 238000011068 loading method Methods 0.000 description 42
- 238000004026 adhesive bonding Methods 0.000 description 17
- 230000008878 coupling Effects 0.000 description 17
- 238000010168 coupling process Methods 0.000 description 17
- 238000005859 coupling reaction Methods 0.000 description 17
- 239000000853 adhesive Substances 0.000 description 10
- 230000001070 adhesive effect Effects 0.000 description 10
- 230000033001 locomotion Effects 0.000 description 10
- 239000012858 resilient material Substances 0.000 description 9
- 239000010410 layer Substances 0.000 description 7
- 239000011324 bead Substances 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- 238000012856 packing Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 235000019219 chocolate Nutrition 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 238000007373 indentation Methods 0.000 description 2
- 238000004806 packaging method and process Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 229920000114 Corrugated plastic Polymers 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000026058 directional locomotion Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 235000013410 fast food Nutrition 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
Images






















































































































































































































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47F—SPECIAL FURNITURE, FITTINGS, OR ACCESSORIES FOR SHOPS, STOREHOUSES, BARS, RESTAURANTS OR THE LIKE; PAYING COUNTERS
- A47F1/00—Racks for dispensing merchandise; Containers for dispensing merchandise
- A47F1/04—Racks or containers with arrangements for dispensing articles, e.g. by means of gravity or springs
- A47F1/12—Racks or containers with arrangements for dispensing articles, e.g. by means of gravity or springs dispensing from the side of an approximately horizontal stack
- A47F1/125—Racks or containers with arrangements for dispensing articles, e.g. by means of gravity or springs dispensing from the side of an approximately horizontal stack with an article-pushing device
- A47F1/126—Racks or containers with arrangements for dispensing articles, e.g. by means of gravity or springs dispensing from the side of an approximately horizontal stack with an article-pushing device the pushing device being urged by spring means
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47F—SPECIAL FURNITURE, FITTINGS, OR ACCESSORIES FOR SHOPS, STOREHOUSES, BARS, RESTAURANTS OR THE LIKE; PAYING COUNTERS
- A47F5/00—Show stands, hangers, or shelves characterised by their constructional features
- A47F5/10—Adjustable or foldable or dismountable display stands
- A47F5/11—Adjustable or foldable or dismountable display stands made of cardboard, paper or the like
- A47F5/112—Adjustable or foldable or dismountable display stands made of cardboard, paper or the like hand-folded from sheet material
- A47F5/114—Adjustable or foldable or dismountable display stands made of cardboard, paper or the like hand-folded from sheet material in the form of trays with a base
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/20—Construction of rigid or semi-rigid containers provided with two or more compartments
- B31B2120/25—Construction of rigid or semi-rigid containers provided with two or more compartments formed by partitions or like inserts not integral with walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/30—Construction of rigid or semi-rigid containers collapsible; temporarily collapsed during manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/74—Auxiliary operations
- B31B50/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/02—Machines characterised by incorporation of means for making the containers or receptacles
- B65B5/024—Machines characterised by incorporation of means for making the containers or receptacles for making containers from preformed blanks
- B65B5/026—Machines characterised by incorporation of means for making the containers or receptacles for making containers from preformed blanks for making trays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
- B65B5/068—Packaging groups of articles, the groups being treated as single articles in trays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/20—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding-up portions connected to a central panel from all sides to form a container body, e.g. of tray-like form
- B65D5/28—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding-up portions connected to a central panel from all sides to form a container body, e.g. of tray-like form with extensions of sides permanently secured to adjacent sides, with sides permanently secured together by adhesive strips, or with sides held in place solely by rigidity of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/44—Integral, inserted or attached portions forming internal or external fittings
- B65D5/48—Partitions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/44—Integral, inserted or attached portions forming internal or external fittings
- B65D5/48—Partitions
- B65D5/48024—Partitions inserted
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/44—Integral, inserted or attached portions forming internal or external fittings
- B65D5/48—Partitions
- B65D5/48024—Partitions inserted
- B65D5/48042—Strip provided with series of folding lines forming the partitions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/64—Lids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/08—Containers or packages with special means for dispensing contents for dispensing thin flat articles in succession
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/08—Containers or packages with special means for dispensing contents for dispensing thin flat articles in succession
- B65D83/0847—Containers or packages with special means for dispensing contents for dispensing thin flat articles in succession through an aperture at the junction of two walls
- B65D83/0852—Containers or packages with special means for dispensing contents for dispensing thin flat articles in succession through an aperture at the junction of two walls with means for assisting dispensing
- B65D83/0858—Containers or packages with special means for dispensing contents for dispensing thin flat articles in succession through an aperture at the junction of two walls with means for assisting dispensing the articles being automatically urged towards the dispensing aperture, e.g. spring-loaded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
- B31B2100/0024—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed having all side walls attached to the bottom
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2110/00—Shape of rigid or semi-rigid containers
- B31B2110/30—Shape of rigid or semi-rigid containers having a polygonal cross section
- B31B2110/35—Shape of rigid or semi-rigid containers having a polygonal cross section rectangular, e.g. square
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/72—Contents-dispensing means
- B65D5/724—Internal fittings facilitating the discharge of contents, e.g. guiding panels, movable bottoms or lifting strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/42—Applications of coated or impregnated materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Packages (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Making Paper Articles (AREA)
- Buffer Packaging (AREA)
- Wrappers (AREA)
- Display Racks (AREA)
- Container Filling Or Packaging Operations (AREA)
- Packging For Living Organisms, Food Or Medicinal Products That Are Sensitive To Environmental Conditiond (AREA)
- Management, Administration, Business Operations System, And Electronic Commerce (AREA)
Abstract
Description
トレイの少なくとも一部を形成するようにブランクを折り畳むことと、
その面に跨って弾力性のウェブを供給することと、
ウェブが伸長された状態において複数の製品の周りを部分的に包み込むように、トレイ中に複数の製品を挿入することと、
を含むもの、を提供する。
トレイの少なくとも一部を形成するためのブランクを提供することと、
その面に跨って弾力性のウェブを供給することと、
トレイの少なくとも一部を形成するようにブランクを折り畳むことと、
ウェブが伸長された状態において複数の製品の周りを部分的に包み込むように、トレイ中に複数の製品を挿入することと、
を含むもの、を提供する。
トレイの少なくとも一部を形成するためのブランクを提供することと、
トレイの少なくとも一部を形成するようにブランクを折り畳むことと、
トレイ中に挿入されるべき複数の製品の後部の周りと、複数の側部の周りを少なくとも部分的に、伸長された状態における弾力性のウェブで包み込むことと、
ウェブが伸長された状態において複数の製品の周りを部分的に包み込んだまま残って、トレイの面に向かって複数の製品を付勢するように、トレイ中に複数の製品を挿入することと、
を含むもの、を提供する。
a)製品プッシャーを有するトレイを組み立てる方法であって、
トレイの少なくとも一部を形成するためのブランクを提供することと、
トレイの少なくとも一部を形成するようにブランクを折り畳むことと、
トレイ中に挿入されるべき複数の製品の後部の周りと、上部および底部の周りを少なくとも部分的に、伸長された状態における弾力性のウェブで包み込むことと、
ウェブが伸長された状態において複数の製品の周りを部分的に包み込んだまま残って、トレイの面に向かって複数の製品を付勢するように、トレイ中に複数の製品を挿入することと、
を含むものと、
b)製品プッシャーを有するトレイを組み立てる方法であって、
トレイの少なくとも一部を形成するためのブランクを提供することと、
トレイの少なくとも一部を形成するようにブランクを折り畳むことと、
トレイ中に挿入されるべき複数の製品の底部の周りと、前部および後部の周りを少なくとも部分的に、伸長された状態における弾力性のウェブで包み込むことと、
ウェブが伸長された状態において複数の製品の周りを部分的に包み込んだまま残って、トレイの面に向かって複数の製品を付勢するように、トレイ中に複数の製品を挿入することと、
を含むものと、
も提供する。上で適用された通りの方法は、発明の第1および第2の側面のトレイを提供するのに使われても良く、またそのようなトレイを使って行われても良い。
トレイの少なくとも一部を形成するためのブランクを提供することと、
製品プッシャーを提供することと、を含み、
製品プッシャーが、トレイ内に含まれた複数の製品の背後および複数の側部を包み込んで、トレイ内に含まれるそれらの製品の背面に弾力性の付勢力を印加する、弾性的に伸長可能な布地または材料の長さから形成されているもの、を提供する。
よって、前部を引っ張り離す際に、側部のミシン目もまた破られ、よって製品の取り除きのために製品を掴むための容易なエッジを提供する。その他の実施形態が、切欠きを適切な位置に有するように同様に変形されても良い。
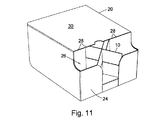
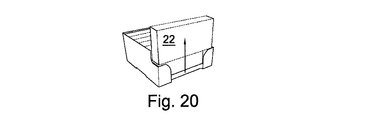
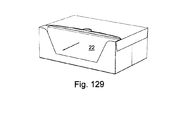
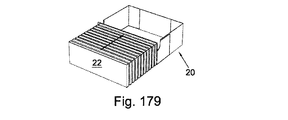
第2の補助ボード1699がトレイ20中の位置で製品22を保持するのに使われていることを除けば、同じ蓋をもった前の実施形態を参照して上で記載されたのと同じやり方で折り畳まれる。第2の補助ボード1699は、もし仮により長く、即ち、示されたものよりも製品に対してより高く、なるように配置されたとしても、もし好ましければ、トレイのベースの前部凹み中に在駐することができ、それによりそれは蓋の適用と干渉しない。
Claims (108)
- 製品プッシャーを含んだ製品トレイであって、製品プッシャーは、単一の布地または材料だけから形成され、トレイ内に含まれた製品の後方表面に弾性付勢力を印加するように配置されている、トレイ。
- 単一の布地または材料が、ゴム、シリコンまたは弾性のストリップのような、弾力性のあるテープ、または編まれたかあるいはそうではない、シャーリングエラスティック、の長さである、請求項1のトレイ。
- 単一の布地または材料が、ゴム、シリコンまたは弾性のストリップのような、弾力性のあるテープの単一のタイプの複数の長さである、請求項1のトレイ。
- 弾力性のあるテープが、シャーリングエラスティックまたはクリアエラスティックの長さである、請求項2または3のトレイ。
- 単一の布地または材料が、製品トレイに、その複数の端部がまたはそれらの近くが取り付けられている、請求項1−4のいずれか1つのトレイ。
- 単一の布地または材料が、トレイの複数のサイドに少なくとも部分的に沿って配置された1つまたは複数のボードに、その複数の端部がまたはそれらの近くが取り付けられている、請求項1−4のいずれか1つのトレイ。
- 単一の布地または材料が、トレイの複数のサイドに、その複数の端部がまたはそれらの近くが取り付けられている、請求項1−5のいずれか1つのトレイ。
- 単一の布地または材料が、トレイの前部付近に形成された、複数の折り畳まれたフラップに、その複数の端部がまたはそれらの近くが取り付けられている、請求項1−5、7のいずれか1つのトレイ。
- 複数の折り畳まれたフラップが、トレイの前部と一体的である、請求項1−5のいずれか1つに従属する時の請求項8のトレイ。
- トレイの複数のサイドが、複数の折り畳まれたフラップを含み、単一の布地または材料が、複数の折り畳まれたフラップの外側に、その複数の端部がまたはそれらの近くが取り付けられている、請求項7のトレイ。
- 単一の布地または材料が、複数のフラップの複数の前方端部の周りを通る、請求項10のトレイ。
- 複数の折り畳まれたフラップが、インナーボードである、請求項10または11のトレイ。
- トレイの複数のサイドが、複数のインナーおよびアウターボードを含み、単一の布地または材料が、複数のアウターボードの内側に、その複数の端部がまたはそれらの近くが取り付けられている、請求項7のトレイ。
- 単一の布地または材料が、複数のインナーボードの複数の前方端部の周りを通る、請求項13のトレイ。
- 複数のアウターボードが、トレイの前部フラップと一体的な複数のフラップである、請求項13または14のトレイ。
- トレイの複数のサイドが、複数のインナーおよびアウターボードを含み、単一の布地または材料が、複数のインナーボードの内側に、その複数の端部がまたはそれらの近くが取り付けられている、請求項7のトレイ。
- 単一の布地または材料が、取り付けの時点で共通の平面に横たわる2つの表面に、その複数の端部がまたはそれらの近くが取り付けられている、請求項1−16のいずれか1つのトレイ。
- 単一の布地または材料が取り付けられた製品トレイのパーツが、複数の隠しフラップによって隠されている、請求項1−17のいずれか1つのトレイ。
- 単一の布地または材料が、ロールから供給されている、請求項1−18のいずれか1つのトレイ。
- 単一の布地または材料が、その長さに沿った2つ以上の取り付けのサイトにおいて製品トレイに取り付けられている、請求項1−19のいずれか1つのトレイ。
- 抑制部材を含み、単一の布地または材料が、前記抑制部材によって抑制されている、請求項1−20のいずれか1つのトレイ。
- 抑制部材が、クランプである、請求項21のトレイ。
- クランプが、プッシャーテープの上に折り畳まれたタブであり、タブの最上部分が、トレイの壁におけるゾーンに糊付けされている、請求項22のトレイ。
- ゾーンが、ミシン目のラインによって境界付けられている、請求項23のトレイ。
- 抑制部材によって掛けられた抑制力が、オプションでユーザーインターフェースによって解放されることができる、請求項21−24のトレイ。
- 単一の布地または材料が、トレイ内に含まれた複数の製品の背後および複数のサイドを包み込むように配置されて、それらの製品の後方表面に弾性付勢力を印加する、弾性的に伸長可能な布地または材料の1つ以上の長さ部である、請求項1−25のいずれか1つのトレイ。
- プッシャーが、2つの相互係合したウェブを含み、各ウェブが、2つの蝶番ラインと3つの相互係合スロットを含み、2つの蝶番ラインは、反対向きに曲げられており、3つの相互係合スロットは、もう1つのウェブ上の対向する相互係合スロットとつなぎ合わされている、請求項1のトレイ。
- プッシャーが、トレイに取り付けられておらず、代わりにトレイ内に単に位置する、請求項1または2のトレイ。
- 材料の弾性または複数のウェブの構造が、プッシャーの弾性付勢の少なくとも一部を提供する、請求項28のトレイ。
- スロットの相互係合が、コンチェルティーナ風のプッシャーの圧縮に際した干渉フィットで提供され、それに際してフィットおよび材料構造が、プッシャーの弾性付勢の少なくとも一部を提供する、請求項27のトレイ。
- 蝶番ラインが、プッシャーの弾性付勢の少なくとも一部を提供する、請求項27のトレイ。
- 複数のウェブが、複数のウェブのパーツの厚さを2倍にすべく、折り畳まれた複数のサイドを含む、請求項27−31のいずれか1つのトレイ。
- プッシャーが、単一のシートからカットされた、2つのブランクだけから形成されている、請求項27−32のいずれか1つのトレイ。
- プッシャーが、板紙とオプションで糊だけから形成されている、請求項27−33のいずれか1つのトレイ。
- プッシャーが、波形の材料とオプションで糊だけから形成されている、請求項27−34のいずれか1つのトレイ。
- 波形は、それらが蝶番ラインと直角に延びるそれらの平行な軸で流れるように向き付けられている、請求項35のトレイ。
- トレイは、使用時には、重力が前方積み上げ効果を補助できるように、隆起した後部をもった店内の棚上に載置される、請求項1−36のいずれか1つのトレイ。
- トレイが、1つ以上の波形の材料シートから形成されている、請求項1−37のいずれか1つのトレイ。
- トレイが、蓋または上部を追加的に含む、請求項1−38のいずれか1つのトレイ。
- 蓋または上部は、トレイとは別の部品であっても良い、請求項39のトレイ。
- 蓋は、トレイ上に再フィットされることができる、請求項40のトレイ。
- 蓋または上部は、トレイと一体的ではあるが、それからの単純な取り外し、または部分的な取り外しのために、それに対してミシン目を入れてある、請求項39のトレイ。
- トレイの製品受け取りエリアを1つより多くのチャンバに分割するのに分割器が提供されている、請求項1−42のいずれか1つのトレイ。
- 各チャンバについて、別のプッシャーが提供されている、請求項43のトレイ。
- 単一の弾力性のストリップが、2つ以上のチャンバを橋渡しし、それにより両方または各々のチャンバについて1つのプッシャーを提供する、請求項43のトレイ。
- スロットが、トレイのベース中に形成されている、請求項1−45のいずれか1つのトレイ。
- スロットが、トレイの前向き/後向き方向に延びる、請求項46のトレイ。
- スロットが、トレイのベースに一体的に形成された2つ以上のフロップを内向きにまたは外向きに折り畳むことによって形成されている、請求項46または47のトレイ。
- トレイのベースの内側表面が、摩擦低減コーティングで覆われている、請求項1−48のいずれか1つのトレイ。
- コーティングが、食品に安全なコーティングである、請求項49のトレイ。
- コーティングが、PTFEコーティングである、請求項50のトレイ。
- 製品プッシャーを含んだ製品トレイであって、製品プッシャーが、トレイ内に含まれた複数の製品の背後および複数のサイドを包み込むように配置されて、トレイ内に含まれるそれらの製品の後方表面に弾性付勢力を印加する、弾性的に伸長可能な布地または材料の長さ部から形成されている、トレイ。
- 請求項1−51のいずれか1つ以上の特徴を含む、請求項52のトレイ。
- トレイ内に含まれた製品の背後に提供されるべきプッシャーボードを更に含む、請求項1−53のいずれか1つによるトレイ。
- プッシャーボードが、製品プッシャーの前で、製品プッシャーに取り付けられている、請求項54のトレイ。
- プッシャーボードが、その底面エッジ中に凹みを有する、請求項54または55のトレイ。
- プッシャーボードが、その複数のサイド中に複数の凹みを有する、請求項54、55または56のトレイ。
- 製品プッシャーを含んだ製品トレイであって、製品プッシャーは、a)トレイ内に含まれる複数の製品に弾性付勢力を印加するように配置された、布地または材料から形成されているエレメントと、b)トレイ内に含まれる複数の製品の背後に提供されるべきプッシャーボードと、を含む、トレイ。
- 請求項1−57のいずれか1つ以上の特徴を更に含む、請求項58のトレイ。
- そのベースの前部エッジに沿って凹み部分を更に有する、請求項1−59のいずれか1つのトレイ。
- 製品プッシャーを有するトレイを組み立てる方法であって、
トレイの少なくとも一部を形成するようにブランクを折り畳むことと、
その面に跨って弾力性のウェブを供給することと、
ウェブが伸長された状態において複数の製品の周りを部分的に包み込むように、トレイ中に複数の製品を挿入することと、
を含む方法。 - 製品プッシャーを有するトレイを組み立てる方法であって、
トレイの少なくとも一部を形成するためのブランクを提供することと、
その面に跨って弾力性のウェブを供給することと、
トレイの少なくとも一部を形成するようにブランクを折り畳むことと、
ウェブが伸長された状態において複数の製品の周りを部分的に包み込むように、トレイ中に複数の製品を挿入することと、
を含む方法。 - 製品プッシャーを有するトレイを組み立てる方法であって、
トレイの少なくとも一部を形成するためのブランクを提供することと、
トレイの少なくとも一部を形成するようにブランクを折り畳むことと、
トレイ中に挿入されるべき複数の製品の後部の周りと、複数のサイドの周りを少なくとも部分的に、伸長された状態における弾力性のウェブで包み込むことと、
ウェブが伸長された状態において複数の製品の周りを部分的に包み込んだまま残って、トレイの面に向かって複数の製品を付勢するように、トレイ中に複数の製品を挿入することと、
を含む方法。 - 弾力性のウェブの長さが、転送デバイスによって供給される、請求項61、62または63の方法。
- 複数の製品を挿入することに先立って、トレイの後部と複数のサイド壁の周りに向かって弾力性のウェブの長さを押圧することの追加のステップを含む、請求項61−64のいずれか1つの方法。
- 弾力性のウェブの長さが、張力ガイドによって押圧し戻される、請求項65の方法。
- 張力ガイドが、複数の製品の挿入の後でトレイから引き出される、請求項66の方法。
- 張力ガイドの引き出しに先立って、張力ガイドの引き出しに際してウェブをその位置に維持するために、トレイの後部壁における1つ以上のスロットと、張力ガイドの後部壁における対応する複数のチャネルを通して、1つ以上のロッドが挿入される、請求項67の方法。
- 複数の製品は、トレイにサイド装填される、請求項61−68のいずれかの方法。
- 複数の製品は、トレイに上部装填される、請求項61−68のいずれかの方法。
- 複数の製品は、トレイに前部装填される、請求項61−68のいずれかの方法。
- 蓋または上部が、トレイに追加される、請求項61−71のいずれか1つの方法。
- 弾力性のウェブの長さが、ロールから引き出される、請求項61−72のいずれか1つの方法。
- 製品トレイのためのブランクであって、ブランクは製品プッシャーを含み、製品プッシャーが、トレイ内に含まれた複数の製品の背後および複数のサイドを包み込んで、トレイ内に含まれるそれらの製品の後方表面に弾性付勢力を印加する、弾性的に伸長可能な布地または材料の長さ部から形成されている、ブランク。
- 弾性的に伸長可能な布地または材料の長さ部が、ブランクに、その複数の端部がまたはそれらの近くが取り付けられている、請求項74によるブランク。
- 弾性的に伸長可能な布地または材料の長さ部が、複数のフラップに、その複数の端部がまたはそれらの近くが取り付けられている、請求項74または75によるブランク。
- 弾性的に伸長可能な布地または材料の長さ部が、その長さに沿った2つ以上の取り付けのサイトにおいてブランクに取り付けられている、請求項74によるブランク。
- ブランクが、1つ以上の波形の材料シートから形成されている、請求項74−77のいずれか1つによるブランク。
- ブランクが、製品トレイを形成するためのものである、請求項74−78のいずれか1つによるブランク。
- ブランクが、製品トレイを成形するための少なくとも1つのフラップまたはタブを含む、請求項79によるブランク。
- ブランクが、平行な折り畳みラインの少なくとも1つのペアまたはセットを含む、請求項74−80のいずれか1つによるブランク。
- ブランクが、平行な折り畳みラインの2つ以上のペアまたはセットを含む、請求項74−80のいずれか1つによるブランク。
- 平行な折り畳みラインの少なくとも1つのペアが、平行な折り畳みラインの対称的なペアである、請求項81または82によるブランク。
- 折り畳みラインのペア中の1つの折り畳みラインが、ブランクの、1つのパネルまたは複数のパネルのラインの、対向する端部において、折り畳みラインのペアのもう1つの折り畳みラインから、間隔を空けられている、請求項74−83のいずれか1つによるブランク。
- 折り畳みラインの第1のペアによって境界付けられたパネルを含み、パネルはベースを規定し、折り畳みラインの第1のペアはブランクによって形成されるべき容器の2つのサイドを規定し、パネルが、容器の前部および後部を規定するための折り畳みラインの更なるペアによって更に境界付けられている、請求項81−84のいずれか1つによるブランク。
- 折り畳みラインの少なくとも2つのペアがあり、それら2つのペアは、それらの間に規定されたベースまたはパネルが全体的に長方形または正方形であるように、お互いと直角である、請求項81−85のいずれか1つによるブランク。
- その上の少なくとも2つのパネルの端部における折り畳みラインのペアを含む、請求項74−86のいずれか1つによるブランク。
- パネルはトレイの2つのサイドを規定し、折り畳みラインのペアはブランクを組み立てられた形にしっかり留めるための複数のタブを規定する、請求項87によるブランク。
- プッシャーが、糊を使ってブランクに取り付けられている、請求項74−88のいずれか1つによるブランク。
- プッシャーが、少なくとも1つのホッチキスの針を使ってブランクに取り付けられている、請求項74−88のいずれか1つによるブランク。
- プッシャーが、少なくとも2つのホッチキスの針を使ってブランクに取り付けられている、請求項74−88のいずれか1つによるブランク。
- プッシャーが、少なくとも2つのパネル、タブ、フラップ、またはブランクを使って形成されるべき最終の容器のサイドに取り付けられている、請求項74−91のいずれか1つによるブランク。
- ブランクが、容器の部分的にオープンなサイドまたはパネルを規定するための切欠き部分と共に提供された、容器の1つ以上のパネルまたはサイドを規定する、請求項74−92のいずれか1つによるブランク。
- プッシャーが、その切欠き部分に跨って延びるように配置されている、請求項93のブランク。
- ブランクが、プッシャーボードを含む、請求項74−94のいずれか1つによるブランク。
- 弾性的に伸長可能な布地または材料の長さ部が、プッシャーボードに取り付けられている、請求項95によるブランク。
- ブランクが、トレイと蓋の両方を規定する、請求項74−96のいずれか1つによるブランク。
- 蓋が、ブランクの一体的な一部である、請求項97によるブランク。
- ブランクが、蓋が剥ぎ取り式の蓋となることを許容する、複数のミシン目またはスロットカットを含む、請求項97または98によるブランク。
- ブランクが、トレイと蓋の両方を規定するための複数の折り畳みラインを含む、請求項97−99のいずれか1つによるブランク。
- ブランクが、蓋内に剥ぎ取り式のストリップまたはフラップを規定する、蓋内の複数のミシン目を含む、請求項97−100のいずれか1つによるブランク。
- 弾性的に伸長可能な布地または材料の長さ部が、張力を掛けられた状態にある、請求項74−96のいずれか1つによるブランク。
- ブランクが、完全に折り畳まれていない状態にある、請求項74−102のいずれか1つによるブランク。
- ブランクが、少なくとも部分的に折り畳まれている、請求項74−102のいずれか1つによるブランク。
- ブランクが、少なくとも部分的に折り畳まれているが、依然として実質的に平坦である、請求項74−102のいずれか1つによるブランク。
- 請求項74−105のいずれか1つによる少なくとも1つのブランクを含んだブランクのスタック。
- 製品トレイのためのブランクを形成する方法であって、トレイの少なくとも一部を形成するためのブランクを提供することと、
製品プッシャーを提供することと、を含み、
製品プッシャーが、トレイ内に含まれた複数の製品の背後および複数のサイドを包み込んで、トレイ内に含まれるそれらの製品の後方表面に弾性付勢力を印加する、弾性的に伸長可能な布地または材料の長さ部から形成されている、方法。 - ブランクが、請求項74−106のいずれか1つ以上に従ったものである、請求項107の方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1211787.5 | 2012-07-03 | ||
| GB1211787.5A GB2503677B (en) | 2012-07-03 | 2012-07-03 | Product pusher |
| GB1300373.6 | 2013-01-09 | ||
| GB1300373.6A GB2503759B8 (en) | 2012-07-03 | 2013-01-09 | Product pusher |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015519351A Division JP2015527105A (ja) | 2012-07-03 | 2013-07-02 | 製品プッシャー |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019011134A true JP2019011134A (ja) | 2019-01-24 |
| JP6674601B2 JP6674601B2 (ja) | 2020-04-01 |
Family
ID=46721808
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015519351A Pending JP2015527105A (ja) | 2012-07-03 | 2013-07-02 | 製品プッシャー |
| JP2018154457A Active JP6674601B2 (ja) | 2012-07-03 | 2018-08-21 | 製品トレイとその形成方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015519351A Pending JP2015527105A (ja) | 2012-07-03 | 2013-07-02 | 製品プッシャー |
Country Status (17)
| Country | Link |
|---|---|
| US (3) | US20150166249A1 (ja) |
| EP (1) | EP2870073B1 (ja) |
| JP (2) | JP2015527105A (ja) |
| CA (1) | CA2898395C (ja) |
| DE (2) | DE202013012351U1 (ja) |
| DK (1) | DK2870073T3 (ja) |
| ES (1) | ES2660816T3 (ja) |
| GB (4) | GB2518519A (ja) |
| HU (1) | HUE036032T2 (ja) |
| NO (1) | NO2870073T3 (ja) |
| PL (1) | PL2870073T3 (ja) |
| PT (1) | PT2870073T (ja) |
| RU (2) | RU2643128C2 (ja) |
| SG (4) | SG10201702789WA (ja) |
| TR (1) | TR201802378T4 (ja) |
| UA (3) | UA115065C2 (ja) |
| WO (1) | WO2014006398A2 (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2518519A (en) | 2012-07-03 | 2015-03-25 | Ds Smith Packaging Ltd | Corrugated pusher |
| US9422071B2 (en) * | 2013-07-23 | 2016-08-23 | Ashley John Beck Adams | Automatic, T-fold carton erector and sealer |
| DE202013012311U1 (de) | 2013-11-14 | 2016-03-02 | Ds Smith Packaging Deutschland Stiftung & Co. Kg | Zuschnitt und hieraus hergestellte Verpackung |
| DE102013112566A1 (de) | 2013-11-14 | 2015-05-21 | Ds Smith Packaging Deutschland Stiftung & Co. Kg | Verfahren und Anlage zur Herstellung einer Verpackung |
| AU2015271643A1 (en) * | 2014-06-02 | 2017-02-02 | Aero Health Aust Pty Ltd | A product dispensing package |
| MX2016016910A (es) * | 2014-06-20 | 2017-04-27 | Procter & Gamble | Exhibidor para comercializar products para colorear el cabello. |
| GB2530547A (en) * | 2014-09-25 | 2016-03-30 | Smurfit Kappa Uk Ltd | Shelf ready packaging |
| KR200480755Y1 (ko) | 2014-10-22 | 2016-07-01 | 씨제이제일제당 (주) | 진열용 포장 박스 |
| DE102014015757B4 (de) * | 2014-10-27 | 2020-04-02 | Thimm Verpackung Gmbh + Co. Kg | Verkaufsverpackung und Verfahren zum Herstellen einer Verkaufsverpackung |
| DE102015204414A1 (de) | 2014-11-13 | 2016-05-19 | Thimm Verpackung Gmbh + Co. Kg | Verkaufsverpackung |
| DE102014222367A1 (de) | 2014-11-03 | 2016-05-04 | Robert Bosch Gmbh | Vorrichtung zu einem Bearbeiten eines Verpackungsbehälters |
| EP3020655B1 (de) * | 2014-11-13 | 2018-05-23 | THIMM Verpackung GmbH + Co. KG | Verkaufsverpackung |
| US10798922B1 (en) * | 2015-02-23 | 2020-10-13 | Jill Adele Woods | Bee installation funnel and associated assembly and method for using the same |
| AU2016256328B2 (en) * | 2015-04-30 | 2020-07-16 | O&M Halyard International Unlimited Company | Glove dispensing assembly |
| EP3288858B1 (en) | 2015-04-30 | 2020-07-29 | O&M Halyard, Inc. | Glove dispensing assembly |
| WO2016176016A1 (en) * | 2015-04-30 | 2016-11-03 | Avent, Inc. | Glove dispensing assembly |
| WO2016178967A1 (en) * | 2015-05-01 | 2016-11-10 | Abbvie Inc. | Container assembly for shipping a product and method of forming the same |
| US10292471B2 (en) * | 2015-05-13 | 2019-05-21 | Martin Zoland | Bag expanders |
| US10987889B2 (en) | 2015-09-21 | 2021-04-27 | Westrock Shared Services, Llc | Methods and machine for forming a shipping container with an article retaining web |
| ES2653706T3 (es) | 2015-12-01 | 2018-02-08 | Saica Pack, S.L. | Contenedor expositor |
| ES2653728T3 (es) | 2015-12-02 | 2018-02-08 | Saica Pack, S.L. | Contenedor expositor con banda elástica |
| EP3284687B1 (en) * | 2016-08-16 | 2020-11-04 | Quadient Technologies France | System and method for automatically packaging items varying in size and number for shipment |
| PL3535195T3 (pl) | 2016-11-01 | 2023-01-30 | Kraft Foods Schweiz Holding Gmbh | <div>ZINTEGROWANY SYSTEM POCIĄGANIA Z TYLNĄ KLAPKĄ</div> |
| DE102016122710A1 (de) | 2016-11-24 | 2018-05-24 | Thimm Verpackung Gmbh + Co. Kg | Verkaufsverpackung |
| JP6971131B2 (ja) * | 2017-11-22 | 2021-11-24 | 澁谷工業株式会社 | ラップラウンドケーサ |
| US10899101B2 (en) | 2018-04-10 | 2021-01-26 | Westrock Shared Services, Llc | Machine and methods for attaching retaining web to container blank |
| US11400679B2 (en) | 2018-04-10 | 2022-08-02 | Westrock Shared Services, Llc | Machine and methods for attaching a tray blank to a cover blank |
| DE102018115999A1 (de) | 2018-07-02 | 2020-01-02 | Thimm Verpackung Gmbh + Co. Kg | Verpackungsmaschine |
| EP3921242A1 (en) * | 2019-02-06 | 2021-12-15 | Marel Salmon A/S | System for opening and emptying a box with a lid |
| US11877702B2 (en) | 2019-06-28 | 2024-01-23 | Medline Industries, Lp | Article advancer |
| USD967644S1 (en) | 2019-06-28 | 2022-10-25 | Medline Industries, Lp | Compressible article advancer |
| ES2828148A1 (es) * | 2019-11-25 | 2021-05-25 | Llabres Solivellas Jose | Sistema para la unión invisible de placas frontales para rótulos |
| CN117775467B (zh) * | 2024-02-27 | 2024-06-14 | 民航成都电子技术有限责任公司 | 一种无人机收纳箱、系统及路径规划方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2937742A (en) * | 1958-04-07 | 1960-05-24 | Michiel Joseph | Dispensing device for merchandise |
| JPS59128272U (ja) * | 1983-02-17 | 1984-08-29 | レンゴ−株式会社 | 陳列ケ−ス |
| JPS61137521U (ja) * | 1985-02-19 | 1986-08-26 | ||
| JPH06255685A (ja) * | 1993-06-25 | 1994-09-13 | Tokiwa Kogyo:Kk | 包装用容器 |
| US6454107B1 (en) * | 2000-01-24 | 2002-09-24 | International Paper Company | Shipping and display container |
| US7481313B1 (en) * | 2005-09-26 | 2009-01-27 | The Hammer Corporation | Candy display system |
Family Cites Families (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2735553A (en) * | 1956-02-21 | lehman | ||
| US1593532A (en) * | 1925-04-02 | 1926-07-20 | Emil J Hansen | Toilet-paper-dispensing device |
| US1718572A (en) | 1927-07-30 | 1929-06-25 | Moses M Marcuse | Cigarette package |
| US1959614A (en) * | 1933-10-20 | 1934-05-22 | Tissue Company | Napkin package |
| US2185605A (en) | 1938-04-25 | 1940-01-02 | John M Murphy | Package accessory |
| US2331035A (en) | 1940-01-22 | 1943-10-05 | Axel H Lundstrom | Package jack |
| US2634855A (en) | 1951-09-04 | 1953-04-14 | Mandel Jacob | Tissue dispensing device |
| US2774467A (en) * | 1956-08-31 | 1956-12-18 | Michiel Joseph | Dispensing device for packaged merchandise |
| US3122236A (en) | 1962-11-05 | 1964-02-25 | Michiel Joseph | Dispensing device for merchandise |
| US3202316A (en) | 1963-09-24 | 1965-08-24 | Electro Nite Inc | Biased stack facial tissue dispenser |
| DE1293429C2 (de) * | 1964-07-13 | 1973-05-03 | Buenger Bob Textil | Behaelter zum Aufnehmen eines Stapels von Wareneinheiten, wie Packungen von Kurzwarenartikeln, und zum Ausgeben der jeweils vordersten Einheit des Stapels |
| US3373922A (en) * | 1965-07-16 | 1968-03-19 | Reynolds Metals Co | Container and blanks for making the same |
| DE1554649A1 (de) * | 1966-11-24 | 1970-03-12 | Buenger Bob Textil | Verkaufs- und Lagerbehaelter fuer textile Kurzwaren |
| US3591049A (en) | 1969-11-06 | 1971-07-06 | Universal Oil Prod Co | Bottle storage and dispensing unit |
| US3647114A (en) | 1969-12-01 | 1972-03-07 | Keith T Bleuer | Tissue dispenser having resiliently biased follower |
| FR2215819A5 (ja) | 1973-01-26 | 1974-08-23 | Michel Marcel | |
| DE7510538U (de) | 1975-04-04 | 1975-08-21 | Parco Nahrungs Und Genussmitte | Schachtel mit Spendevorrichtung fuer einzelne Zigarettenpackungen |
| US4020946A (en) | 1975-09-29 | 1977-05-03 | Gardner Marshall J | Display and dispensing carton structure and blank therefor |
| DE3231787A1 (de) | 1982-08-26 | 1984-03-01 | BKW Handels- und Vertriebsgesellschaft, 6940 Weinheim | Transportable strahlgutschleuder |
| US4588093A (en) | 1982-12-20 | 1986-05-13 | Field Frank P | Merchandise display device |
| JPS59128272A (ja) | 1982-12-29 | 1984-07-24 | 株式会社神戸製鋼所 | 溶銑脱珪樋用流込み材 |
| JPS59193180U (ja) | 1983-06-09 | 1984-12-21 | 清藤 三津郎 | テイツシユペ−パ−ボツクス |
| DE8328422U1 (de) * | 1983-10-03 | 1984-01-19 | August Storck Kg, 4802 Halle | Regalsteller fuer waren |
| JPS61137521A (ja) | 1984-12-07 | 1986-06-25 | ナツクス株式会社 | 電磁レンジ用加熱容器 |
| JP2502981B2 (ja) | 1986-07-28 | 1996-05-29 | マツダ株式会社 | 自動車のスリップ制御装置 |
| JPS6331865U (ja) * | 1986-08-20 | 1988-03-01 | ||
| FR2628357B1 (fr) | 1988-03-09 | 1994-10-28 | Neyret Guy | Dispositif plieur et machine de fabrication de barquettes utilisant un tel dispositif |
| US4844331A (en) | 1988-06-24 | 1989-07-04 | Boise Cascade Corporation | Self-locking corner structure |
| FR2646398B1 (fr) | 1989-04-26 | 1992-07-31 | Bello Martino | Perfectionnements apportes a une machine autorisant la mise en forme de plateaux d'emballage pour le conditionnement et l'expedition de fruits et/ou legumes |
| US5161702A (en) * | 1989-11-14 | 1992-11-10 | Thomas A. Schutz Company | Display device |
| FR2678247B1 (fr) * | 1991-06-25 | 1994-10-28 | Kaysersberg Sa | Emballage formant distributeur pour produits plats et souples. |
| SE469225B (sv) | 1991-10-02 | 1993-06-07 | Tetra Laval Holdings & Finance | Anordning foer frammatning av foerpackningsaemnen med elastisk rem |
| US5197631A (en) | 1991-12-06 | 1993-03-30 | Eiichi Mishima | Mechanism for automatically pushing up tissues |
| US5393291A (en) * | 1993-07-08 | 1995-02-28 | Marq Packaging Systems, Inc. | Mini case erector |
| JPH07291372A (ja) | 1994-04-22 | 1995-11-07 | Minoru Inagaki | ポケットテッシュ収納箱 |
| DE4443775C2 (de) | 1994-12-08 | 1997-12-11 | Eichler Projektierungs & Planu | Selbsttätige Verpackungseinheit in einem Ladenregal |
| JPH09224789A (ja) * | 1996-02-23 | 1997-09-02 | Sanko Hatsujo Kk | 物品押出装置 |
| JPH107129A (ja) | 1996-06-19 | 1998-01-13 | Furou:Kk | 外 箱 |
| FR2762502B1 (fr) | 1997-04-29 | 1999-07-16 | Smurfit Socar Sa | Nouvelle barquette en un materiau semi-rigide, pour l'exposition en vente d'articles divers |
| US5988407A (en) | 1997-08-28 | 1999-11-23 | L&P Property Management Company | Merchandising shelf assembly |
| US6082558A (en) * | 1997-08-28 | 2000-07-04 | L&P Property Management Company | Shelf assembly with pusher having memory characteristic and method of use |
| US6015051A (en) | 1997-08-28 | 2000-01-18 | L&P Property Management Company | Shelf assembly with pusher having memory characteristic and method of use |
| US5992683A (en) * | 1998-08-31 | 1999-11-30 | Kimberly-Clark Worldwide, Inc. | Clip lift for sheet dispensing system |
| DE29908078U1 (de) | 1999-05-06 | 1999-10-07 | Thimm GmbH, 37154 Northeim | Wellpapp-Warenschieber mit umlegbarer Zug- und Schiebelasche |
| US6227386B1 (en) | 1999-05-14 | 2001-05-08 | James Garth Close | System and method for product display, arrangement and rotation |
| US6109458A (en) * | 1999-05-27 | 2000-08-29 | Frontline, Inc. | Product advancement roll |
| JP2001017281A (ja) * | 1999-07-08 | 2001-01-23 | Kawajun Kk | 商品陳列具 |
| US6193067B1 (en) | 1999-09-03 | 2001-02-27 | Mcmahan Timothy C. | Self-fronting merchandise display box |
| FI108843B (fi) * | 2000-03-09 | 2002-04-15 | Man Metalli Oy | Siirtojärjestely |
| SE516038C2 (sv) | 2000-03-20 | 2001-11-12 | Foldy Pac Trading Ab | Förbindningsanordning, låda och spännbygel |
| AT409366B (de) | 2000-06-20 | 2002-07-25 | Haas Beteiligungsgesellschaft | Magazin zur aufnahme und vereinzelten abgabe von tabletten |
| GB2407083B (en) | 2001-07-31 | 2005-10-12 | Sca Packaging Ltd | Packaging |
| US20050072747A1 (en) | 2002-05-10 | 2005-04-07 | Roslof James P. | Merchandising system |
| US20040178157A1 (en) | 2003-03-15 | 2004-09-16 | Tse Hing Fai Gary | Display rack |
| DE10314232A1 (de) | 2003-03-27 | 2004-10-14 | Thimm Verpackung Gmbh & Co. Kg | Verpackung mit Schieber für die abverkaufsgerechte Präsentation von Packgütern im Handel |
| DE20316963U1 (de) * | 2003-11-02 | 2005-03-17 | Thimm Verpackung Gmbh & Co Kg | Präsentationsverpackung mit Schieber |
| DE10352206B4 (de) | 2003-11-05 | 2010-12-16 | Thimm Verpackung Gmbh + Co. Kg | Warenverpackung |
| US20050161413A1 (en) * | 2003-12-03 | 2005-07-28 | Close James G. | Method and apparatus for in-carton display and fronting of merchandise items |
| DE102004015701B3 (de) | 2004-03-29 | 2005-07-21 | Thimm Verpackung Gmbh & Co. Kg | Verpackung für die abverkaufsgerechte Präsentation von Waren und Einsatz für eine Verkaufsverpackung |
| CN2687060Y (zh) | 2004-03-29 | 2005-03-23 | 许红飚 | 纸质饮水杯卫生存贮装置 |
| DE102004015576B4 (de) * | 2004-03-30 | 2006-08-17 | Gustav Stabernack Gmbh | Regaltray mit elastischem Rückzugmittel |
| US8997997B2 (en) | 2004-04-30 | 2015-04-07 | Close-In Solutions, LLC | Apparatus and method for product display alignment |
| US7284662B2 (en) | 2004-05-04 | 2007-10-23 | Graphic Packaging International, Inc. | Retail dispensing and display carton |
| RU2385142C2 (ru) * | 2005-09-12 | 2010-03-27 | Ар Ти Си ИНДАСТРИЗ, ИНК. | Система управления показом продуктов с бесконвейерным толкательным механизмом |
| US7497342B2 (en) | 2005-10-25 | 2009-03-03 | Rtc Industries, Inc. | Product management display system |
| US20070108083A1 (en) | 2005-11-15 | 2007-05-17 | Sonon James A | Tray with fronting member, associated displays and methods |
| DE102005056162A1 (de) * | 2005-11-23 | 2007-07-12 | Mtc Trading Company Gmbh | Verpackungs- und Displaykarton |
| CN2882432Y (zh) | 2005-12-22 | 2007-03-28 | 苏南 | 一种弹性自动送烟包装置 |
| US20130037562A1 (en) | 2006-01-13 | 2013-02-14 | James Garth Close | Spring driven method and apparatus for in-carton display and fronting of merchandise items |
| US7896172B1 (en) | 2006-01-31 | 2011-03-01 | Hester Thomas F | Compactable product pusher system and display |
| DE202006007162U1 (de) | 2006-05-03 | 2006-12-28 | Sca Verpackung + Display Vertriebsgesellschaft Mbh & Co. Kg | Warenvorschubsystem |
| DK176445B1 (da) | 2006-07-04 | 2008-02-25 | Anne-Mette Ju Nygaard-Petersen | Vatrondelholder |
| CN100570643C (zh) | 2006-09-27 | 2009-12-16 | 广东省电子技术研究所 | 一种发卡机 |
| CN201026050Y (zh) | 2007-05-24 | 2008-02-27 | 王杰 | 一种敞开式药品柜 |
| US20090020548A1 (en) | 2007-07-18 | 2009-01-22 | Rapid Displays, Inc. | Pusher and merchandise display system |
| DE102007034862B4 (de) | 2007-07-24 | 2009-05-28 | Thimm Verpackung Gmbh & Co. Kg | Verfahren zur Herstellung einer Verpackung und Warenschieber zum Einsatz in einer Verpackung |
| DE202007011163U1 (de) | 2007-08-09 | 2008-02-14 | Sca Verpackung + Display Vertriebsgemeinschaft Mbh | Verpackung mit Warenvorschubsystem |
| DE102007042764A1 (de) * | 2007-09-07 | 2009-03-12 | Heuchemer Verpackung Gmbh & Co. Kg | Verpackung |
| US7997427B2 (en) | 2008-08-25 | 2011-08-16 | Pepsico, Inc. | Merchandise display system |
| AU2009310639A1 (en) | 2008-10-31 | 2010-05-06 | Australian Packaging Solutions | Assembly of a cardboard tray |
| IT1393009B1 (it) | 2009-03-26 | 2012-04-11 | Kartè Srl | Spintore elastico per espositori e supporti pubblicitari autoportanti. |
| CN201422663Y (zh) | 2009-05-05 | 2010-03-17 | 上海豪锦有机玻璃工艺品有限公司 | 方便拿取盒装物品的展示容器 |
| FR2953385A1 (fr) | 2009-12-04 | 2011-06-10 | Julien Robert Pierre Sylvain | Module de soutenement en materiau semi-rigide et lit forme a partir de cet objet |
| DE102010053042A1 (de) | 2010-09-28 | 2012-03-29 | Torsten Brandt | Verkaufskarton mit einer Warenvorschubvorrichtung |
| CN201948530U (zh) | 2010-11-30 | 2011-08-31 | 李蛟 | 货架专用助推器 |
| US8646621B2 (en) | 2011-03-16 | 2014-02-11 | Meadwestvaco Corporation | Product biasing and dispensing system with security engagement |
| JP3171773U (ja) | 2011-09-03 | 2011-11-17 | 邦章 深山 | ティッシュボックスおよびその組み立てセット |
| GB2518519A (en) | 2012-07-03 | 2015-03-25 | Ds Smith Packaging Ltd | Corrugated pusher |
| GB2524921B (en) | 2012-11-06 | 2017-01-18 | Kraft Foods Uk R & D Ltd | Pusher |
| US8758860B1 (en) | 2012-11-07 | 2014-06-24 | Bayer Materialscience Llc | Process for incorporating an ion-conducting polymer into a polymeric article to achieve anti-static behavior |
| DE102013112566A1 (de) | 2013-11-14 | 2015-05-21 | Ds Smith Packaging Deutschland Stiftung & Co. Kg | Verfahren und Anlage zur Herstellung einer Verpackung |
| DE202013012311U1 (de) | 2013-11-14 | 2016-03-02 | Ds Smith Packaging Deutschland Stiftung & Co. Kg | Zuschnitt und hieraus hergestellte Verpackung |
| GB2545160B (en) | 2015-11-05 | 2020-04-29 | Ds Smith Packaging Ltd | Packaging |
-
2012
- 2012-07-03 GB GB1414725.0A patent/GB2518519A/en not_active Withdrawn
- 2012-07-03 GB GB1211787.5A patent/GB2503677B/en active Active
-
2013
- 2013-01-09 GB GB1515359.6A patent/GB2527438B8/en active Active
- 2013-01-09 GB GB1300373.6A patent/GB2503759B8/en active Active
- 2013-07-02 ES ES13733458.7T patent/ES2660816T3/es active Active
- 2013-07-02 DE DE202013012351.6U patent/DE202013012351U1/de not_active Expired - Lifetime
- 2013-07-02 SG SG10201702789WA patent/SG10201702789WA/en unknown
- 2013-07-02 UA UAA201500769A patent/UA115065C2/uk unknown
- 2013-07-02 WO PCT/GB2013/051755 patent/WO2014006398A2/en active Application Filing
- 2013-07-02 DE DE202013012359.1U patent/DE202013012359U1/de not_active Expired - Lifetime
- 2013-07-02 CA CA2898395A patent/CA2898395C/en active Active
- 2013-07-02 NO NO13733458A patent/NO2870073T3/no unknown
- 2013-07-02 JP JP2015519351A patent/JP2015527105A/ja active Pending
- 2013-07-02 US US14/412,338 patent/US20150166249A1/en not_active Abandoned
- 2013-07-02 UA UAA201607693A patent/UA123984C2/uk unknown
- 2013-07-02 SG SG11201408841TA patent/SG11201408841TA/en unknown
- 2013-07-02 SG SG10201702787PA patent/SG10201702787PA/en unknown
- 2013-07-02 RU RU2015103212A patent/RU2643128C2/ru active
- 2013-07-02 SG SG10201702788QA patent/SG10201702788QA/en unknown
- 2013-07-02 DK DK13733458.7T patent/DK2870073T3/en active
- 2013-07-02 UA UAA201607692A patent/UA123620C2/uk unknown
- 2013-07-02 EP EP13733458.7A patent/EP2870073B1/en active Active
- 2013-07-02 PT PT137334587T patent/PT2870073T/pt unknown
- 2013-07-02 TR TR2018/02378T patent/TR201802378T4/tr unknown
- 2013-07-02 PL PL13733458T patent/PL2870073T3/pl unknown
- 2013-07-02 RU RU2017146618A patent/RU2697543C2/ru active
- 2013-07-02 HU HUE13733458A patent/HUE036032T2/hu unknown
-
2016
- 2016-06-21 US US15/188,056 patent/US20160296040A1/en not_active Abandoned
- 2016-06-21 US US15/187,941 patent/US10758061B2/en active Active
-
2018
- 2018-08-21 JP JP2018154457A patent/JP6674601B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2937742A (en) * | 1958-04-07 | 1960-05-24 | Michiel Joseph | Dispensing device for merchandise |
| JPS59128272U (ja) * | 1983-02-17 | 1984-08-29 | レンゴ−株式会社 | 陳列ケ−ス |
| JPS61137521U (ja) * | 1985-02-19 | 1986-08-26 | ||
| JPH06255685A (ja) * | 1993-06-25 | 1994-09-13 | Tokiwa Kogyo:Kk | 包装用容器 |
| US6454107B1 (en) * | 2000-01-24 | 2002-09-24 | International Paper Company | Shipping and display container |
| US7481313B1 (en) * | 2005-09-26 | 2009-01-27 | The Hammer Corporation | Candy display system |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6674601B2 (ja) | 製品トレイとその形成方法 | |
| US20030150759A1 (en) | Carrying carton and can dispenser | |
| KR200492642Y1 (ko) | 포장상자와 물품 디스펜서 | |
| KR100453125B1 (ko) | 전시및보존용수납케이스 | |
| AU2014338277B2 (en) | Box for packaging and exhibition, and packaging device for same | |
| EP3623316B1 (en) | Package and method for realising the package | |
| EP1200316B1 (en) | Package, comprising a series of individual product packages | |
| US20180319531A1 (en) | Packaging | |
| EP3317187A1 (en) | System and method for forming a foldable package housing individually wrapped articles | |
| JP7456277B2 (ja) | 箱型容器とその組み立て方法 | |
| WO2016046566A1 (en) | Shelf ready packaging | |
| US20130081359A1 (en) | Shipping container for carded packages | |
| US20050258223A1 (en) | Carton and a blank therefor | |
| WO2005034692A1 (en) | Apparatus and method for securing items to a hangable merchandiser | |
| GB2418422A (en) | Transit and display container | |
| EP3317211A1 (en) | Package for confectionary products and method for forming same | |
| CA2791978A1 (en) | Shipping container for carded packages |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180918 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180918 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200107 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20200121 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6674601 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |