JP2018024170A - ゴム部材の成形装置及び成形方法 - Google Patents
ゴム部材の成形装置及び成形方法 Download PDFInfo
- Publication number
- JP2018024170A JP2018024170A JP2016157579A JP2016157579A JP2018024170A JP 2018024170 A JP2018024170 A JP 2018024170A JP 2016157579 A JP2016157579 A JP 2016157579A JP 2016157579 A JP2016157579 A JP 2016157579A JP 2018024170 A JP2018024170 A JP 2018024170A
- Authority
- JP
- Japan
- Prior art keywords
- rubber
- molding
- rubber member
- extruder
- amount
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
【課題】回転支持体にゴムを巻き付けてゴム部材を成形する際、成形開始時に起こるゴムの接着不良を防止できるゴム部材の成形装置及び成形方法を提供する。【解決手段】ゴムSを押し出す押出機1と、押出機1から押し出されたゴムSの先端部が貼り付けられ、そのゴムSが巻き付けられる成形ドラム2と、を備えるゴム部材の成形装置であって、成形ドラム2に取り付けられ、ゴムSの先端部が貼り付けられる位置での成形ドラム2の外表面2aのひずみ量を検出する検出部21と、検出部21で検出されたひずみ量が所定値に達したときに、回転を開始するように成形ドラム2を制御する制御部3と、を備える。【選択図】図1
Description
本発明は、回転支持体にゴムを巻き付けてゴム部材を成形するためのゴム部材の成形装置及び成形方法に関する。
従来より、生産性や作業効率の観点から、成形ドラム(回転支持体)にストリップゴムを順次巻き付けることでタイヤを構成するゴム部材を成形する方法が知られている(例えば、下記特許文献1)。ストリップゴムを順次巻き付けて行なうゴム部材を成形する方法では、薄い帯状のストリップゴムを積層することから、従来のシート貼りによる成形方法に比べて、所望形状のゴム部材を容易に得ることができる。
ところが、このようにストリップゴムを順次巻き付けてゴム部材を成形する場合、成形時間が長くなる上、巻き付け開始部と巻き付け終了部では、ゴム部材の厚みが不均一になりやすく、ユニフォミティの悪化に繋がるという課題があった。
そこで、下記特許文献2では、押出機により金型を介して押し出したゴムを回転支持体に巻き付け、巻き始め部と巻き終わり部を接合して円筒状に成形する円筒状ゴム部材の成形方法であって、回転支持体に接近させた金型からゴムの押し出しを開始するのと同時に回転支持体の回転を開始し、ゴムの押出量を所定量まで徐々に増加させるとともに、金型の回転支持体からの距離を円筒状ゴム部材の所望の厚みに相当する所定距離まで徐々に大きくすることにより、断面楔状の巻き始め部を成形する巻き始め工程と、ゴムの押出量を前記所定量に維持し、金型の回転支持体からの距離を前記所定距離に維持することにより、ゴムを巻き付けていく巻き付け工程と、金型の回転支持体からの距離を前記所定距離に維持したまま、ゴムの押出量を前記所定量から徐々に減少させることにより、前記巻き始め部の上に断面楔状の巻き終わり部を成形する巻き終わり工程とを備えることを特徴とする成形方法が開示されている。この方法によれば、幅を一定に保ち、かつ巻き始めと巻き終わりの接合部での段差を無くして全周に亘って所望の厚みに円筒状ゴム部材を成形できる。
しかしながら、特許文献1及び2のいずれの成形方法であっても、回転支持体にゴムを巻き始める際、ゴムが回転支持体に完全に接着しないまま回転支持体が回転を開始し、ゴム部材を成形できないことがあった。
そこで、本発明の目的は、回転支持体にゴムを巻き付けてゴム部材を成形する際、成形開始時に起こるゴムの接着不良を防止できるゴム部材の成形装置及び成形方法を提供することにある。
上記目的は、下記の如き本発明により達成できる。
即ち、本発明のゴム部材の成形装置は、ゴムを押し出す押出機と、前記押出機から押し出されたゴムの先端部が貼り付けられ、そのゴムが巻き付けられる回転支持体と、を備えるゴム部材の成形装置であって、
前記回転支持体に取り付けられ、前記ゴムの先端部が貼り付けられる位置での前記回転支持体の外表面のひずみ量を検出する検出部と、
前記検出部で検出された前記ひずみ量が所定値に達したときに、回転を開始するように前記回転支持体を制御する制御部と、を備えることを特徴とする。
即ち、本発明のゴム部材の成形装置は、ゴムを押し出す押出機と、前記押出機から押し出されたゴムの先端部が貼り付けられ、そのゴムが巻き付けられる回転支持体と、を備えるゴム部材の成形装置であって、
前記回転支持体に取り付けられ、前記ゴムの先端部が貼り付けられる位置での前記回転支持体の外表面のひずみ量を検出する検出部と、
前記検出部で検出された前記ひずみ量が所定値に達したときに、回転を開始するように前記回転支持体を制御する制御部と、を備えることを特徴とする。
この構成に係るゴム部材の成形装置では、押出機から押し出されたゴムを先端部から回転支持体に巻き付けてゴム部材を成形する。押出機から押し出されたゴムの先端部は、停止状態の回転支持体の外表面に貼り付けられる。このとき、検出部で検出された回転支持体の外表面のひずみ量に基づいて、貼り付け位置でのゴムの先端部の圧力が推定できるため、回転支持体の外表面のひずみ量が所定値に達したときには、ゴムの先端部の圧力が、回転支持体への十分な接着力を発揮し得る圧力に達したものと判定できる。よって、回転支持体の外表面のひずみ量が所定値に達したときに回転支持体の回転を開始することで、成形開始時に起こるゴムの接着不良を防止できる。
本発明に係るゴム部材の成形装置において、前記検出部は、前記回転支持体の外表面の圧力を検出する圧力センサであることが好ましい。この構成によれば、ゴムの先端部の圧力を直接的に検出することができる。
本発明に係るゴム部材の成形装置において、前記回転支持体の外表面の温度を検出する温度センサと、前記温度センサが検出した温度に応じて、前記回転支持体の外表面の温度を調整する温度調整装置と、を備えることが好ましい。回転支持体の外表面の温度は、ゴムの接着力に大きな影響を与えるため、回転支持体の外表面の温度を調整することで、成形開始時に起こるゴムの接着不良を効果的に防止できる。
また、本発明のゴム部材の成形方法は、押出機から押し出したゴムの先端部を回転支持体の外表面に貼り付け、そのゴムを前記回転支持体に巻き付けてゴム部材を成形するゴム部材の成形方法であって、
前記押出機の口金を停止状態の前記回転支持体の外表面に接近させる工程と、
接近させた前記口金からゴムの押し出しを開始する工程と、
前記ゴムの先端部が貼り付けられる位置での前記回転支持体の外表面のひずみ量を検出し、検出したひずみ量が所定値に達したときに、前記回転支持体の回転を開始する工程と、を含むことを特徴とする。
前記押出機の口金を停止状態の前記回転支持体の外表面に接近させる工程と、
接近させた前記口金からゴムの押し出しを開始する工程と、
前記ゴムの先端部が貼り付けられる位置での前記回転支持体の外表面のひずみ量を検出し、検出したひずみ量が所定値に達したときに、前記回転支持体の回転を開始する工程と、を含むことを特徴とする。
かかる構成によるゴム部材の成形方法の作用効果は、上記で述べた通りであり、回転支持体にゴムを巻き付けてゴム部材を成形する際、成形開始時に起こるゴムの接着不良を防止できる。
本発明に係るゴム部材の成形方法において、前記所定値は、前記回転支持体の外表面の温度に応じて設定されることが好ましい。回転支持体の外表面の温度は、ゴムの接着力に大きな影響を与えるため、回転支持体の外表面の温度に応じて当該所定値を設定することで、成形開始時に起こるゴムの接着不良を効果的に防止できる。
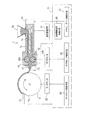
以下、本発明の実施の形態について図面を参照しながら説明する。図1は、ゴム部材を成形するための成形装置の構成の一例を示す模式図である。図1に示す成形装置は、押出機1、ギアポンプ10、口金11、成形ドラム2(回転支持体に相当)、及び制御部3を備えている。
押出機1は、円筒形のバレル1aと、バレル1aの供給口に接続されたホッパー1bと、ゴムを混練して先端側に送り出すスクリュー1cと、スクリュー1cを回転駆動させるスクリュー用モータ1dとを有する。スクリュー用モータ1dは、後述するように制御部3により回転数が制御される。
押出機1の押出方向先端側にはギアポンプ10が接続され、ギアポンプ10の先端側は口金11に接続されている。押出機1により混練されたゴム材料は、ギアポンプ10に供給され、ギアポンプ10は、口金11に対して定量のゴムを供給する。口金11からは所定の押出量でゴムSが押し出される。
ギアポンプ10は、一対のギア10aを有しており、口金11に向けて出口側にゴムを送り出す機能を有する。一対のギア10aは、それぞれギア用モータ10bによって回転駆動され、その回転数は、制御部3により制御される。ギア用モータ10bの回転数、及びスクリュー用モータ1dの回転数を制御部3により連動させて制御することで、口金11から押し出されるゴムSの押出量を制御することができる。なお、図示の都合上、1対のギア10aは、図1の上下方向に並べられているが、実際は平面方向(ギア10aの回転軸が図1の上下となる方向)に並べてもよい。
ギアポンプ10の入口側、すなわち押出機1に近い側には、第1圧力センサ12が設けられ、押出機1から供給されてくるゴムの圧力を検出する。また、ギアポンプ10の出口側には、第2圧力センサ13が設けられ、口金11から押し出されるゴムSの圧力を検出する。
ギアポンプ10の入口側の圧力は、ギアポンプ10のギア10aと押出機1のスクリュー1cによるゴム送り量によって決定される。この入口側の圧力を一定に保つことで、ギアポンプ10は定量のゴムを口金11へ供給でき、口金11からの押出量も安定する。しかし、入口側の圧力が不安定であると、口金11からの押出量にばらつきが生じ、所望の寸法のゴム部材を成形することが困難となる。
ギアポンプ10の入口側の圧力を制御する方法としては、ギアポンプ10のギア10aの回転数と押出機1のスクリュー1cの回転数とをPID制御することが知られている。このPID制御は、一般的にゴムを定量で連続的に押し出す際に使用される。
なお、本実施形態では、押出機1の押出方向先端側にギアポンプ10が接続された、いわゆる外付けギアポンプを用いる例を示している。ただし、これに替えて、押出機内にギアポンプを内蔵したギアポンプ内蔵型押出機を用いるようにしてもよい。
成形ドラム2は、サーボモータ20によりR方向に回転可能に構成されている。サーボモータ20の回転数は、制御部3により制御される。成形ドラム2には、口金11を介して押し出されたゴムSが供給され、ゴムSが外表面2aに貼り付いた状態で成形ドラム2をR方向に回転駆動することにより、ゴムSを周方向に沿って巻き付けることができる。なお、成形ドラム2に供給されたゴムを圧着する不図示の圧着ローラを設けてもよい。
成形ドラム2の外表面2aには、検出部21が設けられている。検出部21は、成形ドラム2の外表面2aのひずみ量を検出できる。検出部21は、例えば、ひずみセンサ、変位センサ、圧力センサ等であり、ひずみ量を直接的又は間接的に検出できる。検出部21で検出されたひずみ量のデータは、制御部3へ送られる。検出部21は、成形ドラム2の外表面2aの全周に亘って設けられてもよいが、ゴムSの先端部が貼り付けられる部分に少なくとも設けられればよい。
制御部3は、成形装置の各部の動作を制御する機能を有する。スクリュー用モータ制御手段31は、第1圧力センサ12で検出されたギアポンプ10の入口側の圧力に基づいて、押出機1のスクリュー用モータ1dの回転数を制御する。ギア用モータ制御手段32は、予め定められた(時間の係数による)制御プログラムに基づいて、ギア用モータ10bの回転数を制御する。サーボモータ制御手段33は、サーボモータ20の回転数を制御する。
押出機1、ギアポンプ10及び口金11は、一体として前後駆動装置14により押出方向の前後に移動可能に構成されており、成形ドラム2に対して近付いたり遠ざかったりすることができる。かかる前後の移動も、制御部3の前後駆動装置制御手段34によって制御される。
<ゴム部材の成形方法>
次に、上記の成形装置を用いてゴム部材を成形する方法について説明する。本発明に係るゴム部材の成形方法は、押出機1から押し出したゴムSの先端部を成形ドラム2の外表面2aに貼り付け、そのゴムSを成形ドラム2に巻き付けてゴム部材を成形するゴム部材の成形方法であって、押出機1の口金11を停止状態の成形ドラム2の外表面2aに接近させる工程と、接近させた口金11からゴムSの押し出しを開始する工程と、ゴムSの先端部が貼り付けられる位置での成形ドラム2の外表面2aのひずみ量を検出し、検出したひずみ量が所定値に達したときに、成形ドラム2の回転を開始する工程と、を含む。
次に、上記の成形装置を用いてゴム部材を成形する方法について説明する。本発明に係るゴム部材の成形方法は、押出機1から押し出したゴムSの先端部を成形ドラム2の外表面2aに貼り付け、そのゴムSを成形ドラム2に巻き付けてゴム部材を成形するゴム部材の成形方法であって、押出機1の口金11を停止状態の成形ドラム2の外表面2aに接近させる工程と、接近させた口金11からゴムSの押し出しを開始する工程と、ゴムSの先端部が貼り付けられる位置での成形ドラム2の外表面2aのひずみ量を検出し、検出したひずみ量が所定値に達したときに、成形ドラム2の回転を開始する工程と、を含む。
図2は、ゴム部材を成形する際の手順の一例を示すフローチャートである。図3は、ゴム部材を成形する様子を示す概略図である。
まず、押出機1、ギアポンプ10及び口金11を一体として前進させ(#1)、図3(a)に示すように口金11を静止状態の成形ドラム2の外表面2aに接近させる。このとき、口金11は、成形ドラム2の外表面2aに所定の間隔D1まで接近させられる。D1は、0.1mm以下が好ましい。なお、口金11を成形ドラム2に接近させるタイミングは、ゴムSが口金11から押し出されるまでに前記の所定間隔が設けられるものであれば、特に制限されない。
次に、前工程にて調整されたゴムSのゴム材料が、押出機1のホッパー1bに投入される。ここで、ゴム材料としては特に制限がなく、例えば、天然ゴム、スチレンーブタジエンゴム(SBR)、ブタジエンゴム(BR)、イソプレンゴム(IR)などの汎用のゴム原料に、配合材料を常法にて混練し、加熱架橋を可能に調製したものが挙げられる。また、投入されるゴム材料の形状としては、特に制限がなく、例えば、リボン状、シート状、ペレット状などの形状が挙げられる。
ホッパー1bに投入されたゴム材料は、押出機1のスクリュー1cによって混練され、押出方向先端側に送り出されてギアポンプ10に供給される(#2、3)。そして、ギアポンプ10に供給されたゴム材料は、回転する一対のギア10aによって、口金11に向けて出口側に送り出される。
口金11に供給されたゴム材料は、口金11の開口からゴムSとして押し出される(#4)。図3(b)のように、押し出されたゴムSの先端部が、成形ドラム2の外表面2aに接触する。
ギアポンプ10によってゴム材料が口金11に送り続けられると、ゴムSの圧力が高まり成形ドラム2の外表面2aが押されて変形する(ひずみを生じる)。この成形ドラム2の外表面2aのひずみ量は、検出部21で検出され、ひずみ量のデータは、制御部3へ送られる。制御部3は、検出部21で検出されたひずみ量が所定値に達すると(#5)、サーボモータ20を制御して、成形ドラム2の回転を開始する(#6)。本発明の所定値は、成形ドラム2への十分な接着力を発揮し得るゴムSの圧力に基づいて予め設定されている。接着力を発揮するための圧力は、ゴムの物性値、ゴム温度、成形ドラム2の外表面2aの表面粗さRa、成形ドラム2の外表面2aの材質、成形ドラム2の外表面2aの温度等によって決定される。
成形ドラム2の回転数は、回転の開始後から徐々に増加させる。また、成形ドラム2の回転の開始とほぼ同時に、ギア10aの回転数及びスクリュー1cの回転数を制御することで、口金11から押し出されるゴムSの押出量を所定量まで徐々に増加させる。さらに、ゴムSの押出量の増加とともに、図3(c)のように口金11を徐々に後退させて、口金11の成形ドラム2からの距離を徐々に大きくする(#7)。これにより、ゴムSの巻き始め部S1は、断面楔状となる。
より具体的には、成形ドラム2の回転角度がθ度となるまで、ゴムSの押出量を所定量Q1まで徐々に増加させる。また、成形ドラム2の回転角度がθ度となるまで口金11は徐々に後退し、口金11の成形ドラム2からの距離をD1から所定距離D2まで徐々に大きくする。
その後は、ゴムSの押出量を所定量Q1に維持し、口金11の成形ドラム2からの距離を所定距離D2に維持したまま、成形ドラム2は回転され続ける。ここで所定距離D2は、成形したいゴム部材の所望の厚みに相当し、押し出されたゴムSは、口金11と成形ドラム2の表面との隙間を通過して、D2の厚みとなる。これにより、ゴムSは、巻き始め部S1が断面楔状となり、その後は、図3(d)のように一定の厚みD2となる。
そして、図3(e)に示すように、ゴムSの巻き始め部S1が口金11に近づくと、ギア10aの回転数及びスクリュー1cの回転数を制御することで、口金11から押し出されるゴムSの押出量を所定量Q1から徐々に減少させる(#8)。
より具体的には、成形ドラム2の回転角度が360°となるまではゴムSの押出量を所定量Q1に維持し、回転角度が(360+θ)度になるまでに、ゴムSの押出量を所定量Q1から徐々に減少させる。このとき、口金11の成形ドラム2からの距離は所定距離D2に維持する。これにより、図3(f)に示すように、ゴムSは、巻き終わり部S2が断面楔状となり、この巻き終わり部S2を巻き始め部S1の上に重ねて成形する。これにより、巻き始め部S1と巻き終わり部S2の接合部の厚みがその他の部分の厚みと略同じとなったゴム部材が成形される。
最後に、図3(g)に示すように、口金11は後退して、ゴム部材の成形が終了する(#9)。
<別実施形態>
(1)本発明の成形装置は、成形ドラム2の外表面2aの温度を検出する温度センサと、前記温度センサが検出した温度に応じて、成形ドラム2の外表面2aの温度を調整する温度調整装置と、を備えることが好ましい。温度調整装置としては、例えば、電熱ヒーター、水媒体式温調機、油媒体式温調機などを用いることができる。なお、温度センサは、検出部21と同様、ゴムSの先端部が貼り付けられる部分に少なくとも設けられればよい。
(1)本発明の成形装置は、成形ドラム2の外表面2aの温度を検出する温度センサと、前記温度センサが検出した温度に応じて、成形ドラム2の外表面2aの温度を調整する温度調整装置と、を備えることが好ましい。温度調整装置としては、例えば、電熱ヒーター、水媒体式温調機、油媒体式温調機などを用いることができる。なお、温度センサは、検出部21と同様、ゴムSの先端部が貼り付けられる部分に少なくとも設けられればよい。
(2)前述の実施形態では、押出機1を前後に移動させて成形ドラム2に対して近付けたり遠ざけたりしているが、成形ドラム2を前後に移動させて押出機1に対して近付けたり遠ざけたりしても構わない。
1 押出機
2 成形ドラム
3 制御部
10 ギアポンプ
11 口金
12 第1圧力センサ
13 第2圧力センサ
14 前後駆動装置
20 サーボモータ
21 検出部
2 成形ドラム
3 制御部
10 ギアポンプ
11 口金
12 第1圧力センサ
13 第2圧力センサ
14 前後駆動装置
20 サーボモータ
21 検出部
Claims (5)
- ゴムを押し出す押出機と、前記押出機から押し出されたゴムの先端部が貼り付けられ、そのゴムが巻き付けられる回転支持体と、を備えるゴム部材の成形装置であって、
前記回転支持体に取り付けられ、前記ゴムの先端部が貼り付けられる位置での前記回転支持体の外表面のひずみ量を検出する検出部と、
前記検出部で検出された前記ひずみ量が所定値に達したときに、回転を開始するように前記回転支持体を制御する制御部と、を備えることを特徴とするゴム部材の成形装置。 - 前記検出部は、前記回転支持体の外表面の圧力を検出する圧力センサであることを特徴とする請求項1に記載のゴム部材の成形装置。
- 前記回転支持体の外表面の温度を検出する温度センサと、
前記温度センサが検出した温度に応じて、前記回転支持体の外表面の温度を調整する温度調整装置と、を備えることを特徴とする請求項1又は2に記載のゴム部材の成形装置。 - 押出機から押し出したゴムの先端部を回転支持体の外表面に貼り付け、そのゴムを前記回転支持体に巻き付けてゴム部材を成形するゴム部材の成形方法であって、
前記押出機の口金を停止状態の前記回転支持体の外表面に接近させる工程と、
接近させた前記口金からゴムの押し出しを開始する工程と、
前記ゴムの先端部が貼り付けられる位置での前記回転支持体の外表面のひずみ量を検出し、検出したひずみ量が所定値に達したときに、前記回転支持体の回転を開始する工程と、を含むことを特徴とするゴム部材の成形方法。 - 前記所定値は、前記回転支持体の外表面の温度に応じて設定されることを特徴とする請求項4に記載のゴム部材の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157579A JP2018024170A (ja) | 2016-08-10 | 2016-08-10 | ゴム部材の成形装置及び成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016157579A JP2018024170A (ja) | 2016-08-10 | 2016-08-10 | ゴム部材の成形装置及び成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018024170A true JP2018024170A (ja) | 2018-02-15 |
Family
ID=61194718
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016157579A Pending JP2018024170A (ja) | 2016-08-10 | 2016-08-10 | ゴム部材の成形装置及び成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018024170A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111331890A (zh) * | 2018-12-19 | 2020-06-26 | 通伊欧轮胎株式会社 | 环保轮胎的制造装置及环保轮胎的制造方法 |
-
2016
- 2016-08-10 JP JP2016157579A patent/JP2018024170A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111331890A (zh) * | 2018-12-19 | 2020-06-26 | 通伊欧轮胎株式会社 | 环保轮胎的制造装置及环保轮胎的制造方法 |
| CN111331890B (zh) * | 2018-12-19 | 2021-11-16 | 通伊欧轮胎株式会社 | 环保轮胎的制造装置及环保轮胎的制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5651504B2 (ja) | シート状ゴム成形装置及び方法 | |
| JP5313741B2 (ja) | タイヤ成形方法 | |
| JP6644626B2 (ja) | ビードコア被覆方法及びビードコア被覆装置 | |
| JP4567428B2 (ja) | ゴム部材成形設備及びゴム材料成形方法 | |
| WO2006046354A1 (ja) | ゴム部材成形設備及びゴム部材成形方法 | |
| JP6882964B2 (ja) | ビードコア被覆方法及びビードコア被覆装置 | |
| JP2018024170A (ja) | ゴム部材の成形装置及び成形方法 | |
| JP5989387B2 (ja) | 円筒状ゴム部材の成形方法 | |
| JP5210128B2 (ja) | タイヤ製造装置及びタイヤ製造方法 | |
| US11975472B2 (en) | Method for forming belt-like rubber member | |
| JP2004358738A (ja) | ストリップゴム連続成型設備及び連続成型方法 | |
| JP6511295B2 (ja) | ゴム部材の成形方法及び成形装置 | |
| US11130302B2 (en) | Bead core coating method and bead core coating apparatus | |
| CN113260501B (zh) | 胎圈芯包覆方法及胎圈芯包覆装置 | |
| JP2008018571A (ja) | ダイヘッド、ゴム押出機及びストリップゴム巻付装置 | |
| JP2007237508A (ja) | タイヤ成形設備及びタイヤ成形方法 | |
| JP5039919B2 (ja) | ゴム部材成形設備及びゴム部材成形方法 | |
| JP2018047561A (ja) | 円筒状ゴム部材の成形方法 | |
| JP4534225B2 (ja) | ゴム部材成形設備及びゴム部材成形方法 | |
| JP6741515B2 (ja) | ビードコア被覆方法及びビードコア被覆装置 | |
| JP2009132076A (ja) | ストリップゴム押出装置及びストリップゴム押出方法 | |
| JP6747919B2 (ja) | ビードコア被覆方法及びビードコア被覆装置 | |
| JP2009137034A (ja) | ストリップゴム押出装置及びストリップゴム押出方法 | |
| JP2021041551A (ja) | 環状ゴム部材の成形装置及び成形方法、回転支持体、並びにセグメント |