本明細書では、実施形態を示している添付図面を参照しながら1つまたは複数の実施形態の詳細な説明が提供される。しかし、本開示の構成、要素、デバイス、システムおよび方法は多くの異なる形態で具体化され得ることから、本明細書に記載される実施形態のみに限定されるものとして解釈されるべきではないことを理解されたい。本明細書で開示される具体的な詳細は限定的であると解釈されず、むしろ、特許請求の範囲のための、ならびに、開示される構成、デバイス、システムおよび方法を任意適切な形で採用することができるように当業者に教示するための、代表的な基準として解釈される。これらの実施形態は、本開示を徹底的でありかつ完全であるものとするように提供され、本開示の概念を当業者に完全に伝えるものである。さらに、本明細書に含まれるすべての項目名は本発明を限定するものとして解釈されず、むしろ、これらは、本明細書によって提供される本発明の例示的な説明を構築するために提供されるものである。また、種々の実施形態を理解するのを促進するために、以下で用語の説明を行う。
「例えば」、「など」、「といったような」および「含む」などのフレーズが使用される場合、特に明記しない限り、「限定しないが」というフレーズが続くことを理解されたい。同様に、「例」および「例示」なども非限定的であると理解される。
「実質的に」という用語は、意図される目的に悪影響を与えないような、記述語(descriptor)からの逸脱を許容する。「実質的に」という言葉が特に明記されない場合であっても、記述的用語は「実質的に」という用語によって修飾されるものとして理解される。
「約」という用語は実験誤差による変化を説明することを意味する。すべての測定値または数値は、「約」という用語が特に明記されない場合であっても約という用語によって修飾されるものとして暗黙的に理解される。
「comprising」、「including」、「having」および「involving」などの用語は交換可能に使用され、同じ意味を有する。同様に、「comprises」「includes」「has」および「involves」なども交換可能に使用され、同じ意味を有する。具体的には、これらの用語の各々が、米国特許法での「comprising」の共通の定義と一致するように定義され、したがって、「少なくとも以下の」を意味するオープンタームであるとして解釈され、追加の特徴、制限、態様などを排除するものとして解釈されない。したがって、例えば、「構成要素a、bおよびcを有するデバイス」は、このデバイスが少なくとも構成要素a、bおよびcを有することを意味する。同様に、「ステップa、bおよびcを含む方法」というフレーズは、その方法が少なくともステップa、bおよびcを含むことを意味する。
特に明記しない限り、単数形の「a」、「an」および「the」は複数の対象物も含む。これに関連して、いずれであれ「a」、「an」または「the」という用語が使用される場合、特に明記しない限りまたはそのような解釈が文脈で意味をなさないというわけではない限りにおいて、「1つまたは複数」として理解される。
「関連付けられる」または「それに関連付けられる」という言葉は、2つ以上のアイテムが、一体に、独立して、連続的に、または、歩調を合わせて、仕事をするか、移動するかまたは動作することを意味する。また、これらの要素は、互いの要素のうちの1つまたは複数の要素に物理的にまたは電子的に接続されてよく、したがって、1つの要素が別の1つの要素に近接する形で追随する。関連付けられる要素は物理的に一体に結合されてもよい。
特に明記しない限り、本明細書で使用されるすべての技術用語または科学用語は、本開示の属する技術分野の当業者によって一般に理解される意味と同じ意味を有する。本明細書において1つの用語に複数の定義が存在する場合、特に明記しない限り、本セクションでの定義が優先される。
カバースリッピングプロセスの間では、しばしば、流体の乱れ、渦電流、カバースリップの底部上の予め乾燥された接着剤の表面粗さ、および、静電荷により、泡が発生して捕らえられる可能性がある。本開示は、スライドの標本担持表面上の流体のしぶき、汚染および泡の混入を最小にするかまたは排除しながら、カバースリップを捕捉して標本担持顕微鏡スライド上に設置するための自動システムおよび方法に関連する。少なくとも1つの実施形態が、カバースリップの適用中にカバースリップの下で流体が泡にならないようにするための自動カバースリッパ装置を有する。本開示のカバースリッパは、例えば図15を参照すると、流体を移動させるのに、正確に制御される片持ち式のカバースリッピング降下プロセスを使用するように構成される。開示されるこのカバースリッパは、個別に配管されて制御される3つのサクションカップ(1つのリフタヘッドにつき3つのサクションカップ)と、コントロールバルブと、ブリードオフバルブとを利用することにより、これを達成し、このブリードオフバルブは、任意選択の機械的な律動運動と併せて、標本を含む顕微鏡スライドの上におよびスライド上の流体の上に1つのカバースリップをゆっくり下ろすのを可能し、結果として、カバースリップは、スライド上にあるカバースリップの端部上で作られる流体の波面の後方に下ろされることになり、流体の波面は片持ち式の降下プロセスでもう一方側の端部まで緩やかに押される。その結果、流体の波面(図14の移動するメニスカスなど)をこのようにタイミングを調節し、制御することにより、スライドの遠位側の端部からラベル側の端部まで移動するバルク流体の慣性に乗ることになる泡が、カバースリップが最後の角部に接触する前に、表面に沿って空気中に逃げることが可能となる。
一実施形態では、カバースリップが一方の端部のみによって保有/保持される。カバースリップの自由に吊り下げられる方の端部では、カバースリップが下げられるときまたは上げられるときのいずれでも、カバースリップが弓形に曲げられることになる。このように弓形に曲げることにより、カバースリップの構造内のポテンシャルエネルギーが増大することになる。カバースリップ内の「弓形部分」を段階的に低減することにより、つまり、カバースリップ内のポテンシャルエネルギーを低減することにより、カバースリップの保有される方の端部を解放するのを制御することで、その端部がエネルギーの減少と並行して段階的に解放され得るようになり、その結果、その端部がスライドまたはスライド表面の上の流体に「打ちつけら」れることがなくなる。このように、スライド上へのカバースリップの降下および解放のための降下プロセスを注意深く制御して意図的にその速度を低くすることにより、カバースリップの下の流体中での泡の形成が大幅に低減される。このプロセスは1つのスライドにつき約15秒を要してよい。一実施形態では、最も低い移動速度は0.127mm/秒(0.005インチ/秒)であるが、降下プロセスの速度が上で言及した複数のファクタによって決定されることを認識されたい。この降下プロセスは平坦なメニスカスを発生させ、これは、それ以外の場合(例えば、放物線形のメニスカス)で生じる可能性がある泡を排除するのに最適である。カバースリッパはまた、個別に配管されて制御されるサクションカップ(リフタヘッド上にある3つのサクションカップ)を通して脱イオン空気のバーストを加えることができ、それにより、泡または静電的事象(static event)をさらに抑えることができ、また、残っている余分な流体をカバースリップの下から押し出すことができる。
図1および2が本発明の一実施形態を示しており、ここでは、組み立てプレート100が第1のリフタヘッド110および第2のリフタヘッド111を支持する。組み立てプレートは、図1に示されるよりも多いまたは少ないリフタヘッドを支持することもできる。リフタヘッド110が、その底部表面120から延在する3つのサクションカップ130、132、134を有する。底部表面120が、それぞれサクションカップ130、134の周りにある面取り部分122、124を備える。ガス導管140がサクションカップ130を空気圧モジュール(図示せず)に流体接続し、それにより、真空、大気圧または増大圧力(increase pressure)をサクションカップ130のところに適用するのを可能にする。同様に、ガス導管142,144がサクションカップ132、134を空気圧モジュール(図示せず)に流体接続する。また、リフタヘッド111が、底部表面121から延在する3つのサクションカップ131、133、135を有する。この底部表面121は面取り部分123、125を特徴とする。組み立てプレート100上に設置されるステッパモータ150および151が、リフタヘッド110、111を選択的に上げたり下げたりするのを可能にする。
図2が、図1に示される組み立てプレート100、および、リフタヘッド110、111の逆さの斜視図を提供する。
図3が、ステッパモータ380および送りねじ組立体381を使用して移送台350に往復動可能に設置されるリフタヘッド310、311を有する実施形態の2つの斜視図を提供する。ステッパモータ380が起動されるとき、リフタヘッド310、311が標本トレー320に対して移動する。支持機構がトレー320によりスライドを保持するための場所を提供し、その結果、リフタヘッド310、311がカバースリップを選択し、移送し、スライド上に設置することができるようになる。リフタヘッド310上のサクションカップおよびリフタヘッド311上のサクションカップが、リフタヘッド310および311の下側表面から突出する。図3Aの上側の図が、トレー320から離れるように移動させられる取り付けられた支持ブロックを備える移送台350を示しており、図3Bの下側の図が、リフタヘッド310および311の各々によりトレー320上に設置される標本スライドのうちの1つの標本スライドにカバースリップを適用するために、トレー320の上で位置決めされる台を示している。移動台が送りねじ381の軸に沿わせてリフタヘッドを左側および右側に移動させるのを可能にし、一方で、各々のリフタヘッドの垂直位置が、図1に示される150および151などのステッパモータにより独立して制御される。
図4が、片持ちの形態で単一のカバースリップ490を捕捉するリフタヘッド410を示す。ガス導管440、442がサクションカップ430、432をそれぞれ空気圧モジュール(図示せず)に接続し、一方で、ガス導管444がカバースリップ490により隠れているサクションカップに流体接続される。他で説明するように、サクションカップ430、432および隠れているサクションカップのところに選択的に適用される真空が、2つの以上のカバースリップを誤って取るのを回避するかまたは最小にしながらおよびいくつかの実施形態ではカバースリップ490を誤って破損させるのを回避するかまたは最小にしながら、カバースリップのスタックからカバースリップ490を剥ぎ取るのを可能にする。この実施形態では、リフタヘッド410の底部表面420が、この片持ちの形態を容易にする面取り部分422を有する。
図5が図4に描かれる実施形態と同様の実施形態を示しており、ここでは、リフタヘッド610が透明となっている。サクションカップ630、632、634が、面取り部分622のところで接触する片持ちの形態でカバースリップ690を保持しているのを見ることができる。さらに、ガス導管640、642、644がサクションカップ630、632、634を空気圧モジュール(図示せず)に流体接続するのを見ることができる。他で説明するように、空気圧モジュールが、カバースリップ690の選択、移動および設置を制御するために各々のサクションカップ630、632、634のところに、真空、大気圧または増大圧力を選択的に適用するのを可能にする。
図6が、ガスナイフ860、861のところに配置される流体ディスペンサ850、851を有する組立体を示している。流体ディスペンサ850、851が流体モジュール(図示せず)に流体接続され、流体モジュールがブラケット862上に設置され、ブラケット862がさらにガスナイフ860、861上に設置される。ブラケット862は、いくつかの実施形態では、ガスナイフ860、861のところに配置される流体ディスペンサ850、851をリフタヘッド(図示せず)に結合し、また他の実施形態では、流体ディスペンサ850、851およびガスナイフ860、861がリフタヘッドに関連付けられる(結合はされない)。これらの他の実施形態では、流体ディスペンサ850、851およびガスナイフ860、861がリフタヘッドから独立して操作され得る。任意選択で、効率を上げるために、組立体は一方向のみ移動するように構成されてもよい。他の実施形態では、2つ以上の流体ディスペンサがスライド上に流体を置くように構成され、その結果、各スライドに対して複数の流体ディスペンサが構成される場合に、組立体700を横に動かすことの必要性がなくなる。あるいは、一か所で分注することで、スライドの一方の端部の1つのスポットに流体を置いてもよく、本明細書において他で説明するように、その位置から、カバースリップを片持ち式に垂直に接近させる機構により流体が分散される。
図7が、図6で描かれる実施形態と同様の実施形態を示す。流体ディスペンサ950、951が、流体導管996、997をそれぞれ介して流体バルブ952、953にそれぞれ流体接続される。流体モジュール952が流体導管994およびカプラ998を介して流体リザーバ(図示せず)に流体接続される。流体モジュール953が流体導管995およびカプラ999を介して流体リザーバ(図示せず)に流体接続される。バルブ952、953が、ワイヤセット954、955をそれぞれ介して制御モジュール(図示せず)に電子的に繋げられた状態で維持される。このような電子通信を通して、制御モジュールが、流体ディスペンサ950、951によりスライド(図示せず)上に置かれる流体の量およびタイミングを制御する。
図8が、その底部表面1020から延在するサクションカップ1030、1032、1033を有するリフタヘッド1010を備える実施形態を示している。この実施形態では、底部表面1020が実質的に平坦である。サクションカップ1030、1032、1033のところに真空および圧力を選択的かつ連続的に適用することにより、カバースリップがカバースリップのスタックから選択的に個別に取り外され得る。
図9が、リフタヘッド1110の底部表面が、実質的に平坦で実質的に平行である表面1122、1124の側方に位置する中央凹形状1123と特徴とするという点が、図8に示される実施形態とは異なる実施形態を示している。また、サクションカップ1132がサクションカップ1130、1134の直径より大きい直径を有する。ガス導管1140、1142および1144がサクションカップ1130、1132、1134をそれぞれ流体モジュール(図示せず)に流体接続する。中央凹形状1123は、図10に示されるように個別のカバースリップを選択的に取り外すのを補助する、サクションカップ1132の周りにある凹形の特徴部分である。
図10が、図9に描かれる実施形態と同様の実施形態の写真を提供する。ここでは、リフタヘッド1210が、その底部表面から延在してカバースリップ1290を握持するサクションカップ1230、1232、1234を有する。サクションカップ1232上の真空が、カバースリップ1290を中央凹形状1223の凹形状に従わせる。この凹形状が、カバースリップのスタック内の次の隣接するカバースリップからカバースリップ1290を分離するのを促進し、それにより、リフタヘッド1210により1つのカバースリップ1290のみを捕捉することが可能となる。サクションカップ1230、1232、1234のところの圧力が任意適切な手法により任意適切な順序で調整され得る。例えば、最初にガス導管1244を介してサクションカップ1234のところで真空が引き出され得、次いで、ガス導管1242を介してサクションカップ1232のところでより強い真空が引き出され得、最後に、ガス導管1240を介してサクションカップ1230のところで真空が引き出され得る。あるいは、所望される場合、サクションカップ1230、1232、1234のところで同時に真空が引き出されてもよい。その他には、保有されるカバースリップに対して「渋面(frown)」形状を与えるような順序でサクションカップに真空が適用されてもよい。
図11が実施形態を示しており、ここでは、リフタヘッド1310が、面取り部分1322、1324を特徴とする底部表面1320を有する。これらの面取り部分1322、1324は、サクションカップ1330、1332、1334によりカバースリップのスタックから1つのカバースリップを確実に持ち上げて分離するのを可能にする。いくつかの事例では、面取り部分1322、1324が底部表面1320と角度を形成する。この角度は任意適切な大きさを有してよく、例えば1度〜30度などであってよい。サクションカップ1330、1332、1334により真空を適用するときにカバースリップを破損させる危険性を増大させるくらいに角度を大きくしないことに注意は払うべきである。
図12が別の実施形態の斜視図を提供しており、ここでは、リフタヘッド1510が本明細書で開示されるいくつかの別の実施形態より狭い幅1578を有する。幅が小さいことにより、カバースリップとリフタヘッド1510の底部表面との間の接触が最小になると考えられる。流体が存在する場合、流体がカバースリップの設置を複雑にする可能性があり、その理由は、流体がカバースリップをリフタヘッド1510に接着させ、また、リフタヘッドの底部に接着するいかなる流体も、その後の回収ステップ中に未使用のカバースリップのスタックに戻るように移送される可能性があり、さらにはそれによりカバースリップの接着剤が一体に付着する可能性があることである。この実施形態では、リフタヘッド1510の底部表面1523が、サクションカップ1530、1534が出ているところに面取り部分1522、1524を有する。サクションカップ1532は、中央で、実質的に平坦な底部表面1523から出ている。
図13が別の実施形態を示しており、ここでは、リフタヘッド1610が、リフタヘッド1610の主ボディより狭い幅1678を有するその底部表面1620内に特徴部分を有する。特徴部分には、それぞれサクションカップ1630、1634の周りにある面取り部分1622、1624が含まれる。サクションカップ1632が実質的に平坦な底部分1620から出ている。
図14が、図13に描かれる実施形態と同様の実施形態の絵を示す。ここでは、リフタヘッド1710がサクションカップ1730、1732、1734に係合されるカバースリップ1790を有し、カバースリップがリフタヘッド1710の底部表面の幾何形状に従うように押し込まれている。この底部表面が、面取り部分1722と、実質的に平坦な部分1723と、面取り部分1724とを特徴とする。底部表面が、リフタヘッド1710のボディより狭い幅1778を有する特徴部分を有する。図14はスライド1793へのカバースリップ1790の設置をさらに示しており、カバースリップ1790が接続されるとき、泡のない状態でカバースリップ1790をスライド1793に対して接着させていることを示す流体の線1714が形成される。この事例では、カバースリップ1790が、スライド1793の遠位側の端部からスライド1793のラベル側の端部1712の方へ設置されている。
図15Aが本発明の実施形態を示しており、ここでは、スライドの一方の端部の近くに60μLの流体が配置されていることで、カバースリップをスライド上に配置するときに流体が制御される形で移動させられるようになる。この降下プロセスにより、スライド縁部およびカバースリップによって制御される細長い波面(capillary wavefront)が作られる。図15Bが、流体がより広範囲に分注されてスライド表面が「濡れた」状態となっている状況を示している。カバースリップがスライドを跨るように下げられるとき、液だまり(wet puddle of fluid)を制御することが困難であることから、こぼれたり、カバースリップを配置する時間が長引いたり、または、泡が混入したりする。本発明者らにより、湿潤プロセスでは、早期に接触することで波面がまとまる可能性があること、および、屈曲したまたは曲げられたカバースリップからの静電荷により泡が発生する可能性があることが示された。図15Aに示される「乾燥」表面プロセスは単一の波面を作る傾向があることから、カバースリップ内に蓄積するいかなる静電気に対しても電気接地を形成することがない。これによりカバースリップの下で泡が生成されることおよび捕らえられることが低減される。
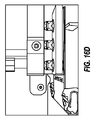
図16が、一連の絵により、スライド上にカバースリップを設置する方法を示している。最初に、ガスナイフ(図示せず)が、その上に生物標本を有するスライドに対して吹付けを行う。次に、流体ディスペンサによりスライド上に流体が置かれ、ガスナイフ(図示せず)により余分な流体が取り除かれる。次いで、リフタヘッドが個別のカバースリップを選択し、泡のない状態での設置を達成するために片持ちの形態を利用してそのカバースリップをスライドの上に慎重に配置する。最後に、リフタヘッドが、設置されたカバースリップを解放する。
図18が、リフタヘッド2010と、空気圧モジュール2070と、制御モジュール2085との間の関係を概略的に示す。リフタヘッド2010が、その底部表面から延在するサクションカップ2030、2032、2034を有する。これらのサクションカップ2030、2032、2034が、ガス導管2040、2042、2044をそれぞれ介して空気圧モジュール2070に流体連通される。空気圧モジュール2070は、センサ2071と、各ガス導管2040、2042、2044のそれぞれのためのコントロールバルブ2074、2075、2076とを有する。各コントロールバルブ2074、2075、2076は制御モジュール2085に電子的に繋げられ、制御モジュール2085によって制御される。センサ2071は、デジタルIOボード2084を通して制御モジュール2085にやはり電子的に繋げられる真空圧トランスデューサ(vacuum pressure transducer)であり、したがって、制御モジュール2085は、サクションカップ2030、2032、2034に対してカバースリップが適切に接着されたかどうかまたはカバースリップが破損しているかどうかを決定することができる。第4のコントロールバルブ2073がバルブマニホルド2090の真空マニホルド側を開閉し、それによりブリードレストリクタ(bleed restrictor)2078を通して真空を抜く。この機能は、カバースリップの降下ステップ中に真空圧をゆっくり解放するのを実施するのに有用である。エアナイフ2050がガス導管2045によりエアナイフバルブ2095に接続され、エアナイフバルブ2095がデジタルIOボード2084を通して制御モジュール2085によって制御され、それにより、加圧ガスをエアナイフを通して外に出すことが可能となる。加えて、空気圧モジュール2070が真空源2077および任意選択のガス源2079をさらに含むかまたはそれらに流体接続される。いくつの事例では、ガスは空気である。
図19が、カバースリップ1892のスタックから個別のカバースリップ1890を選択するための1つの方法を写真により示している。図19Aでは、右側のサクションカップ(見えない)がその上まで引き出された真空1838を有し、一方で、残りの2つのサクションカップが大気圧1836、1837で保持される。リフタヘッド1810がカバースリップ1892のスタックに向かって下方1818に移動させられ、そこで真空1838が一番上のカバースリップ1890に作用する。図19Bでは、リフタヘッド1810が上方1818に移動させられ、カバースリップ1892のスタックからカバースリップ1890を持ち上げる。図19Cでは、2つのサクションカップがこの時点ではそれらの上に引き出された真空1837、1838を有しており、カバースリップ1890を分離する。図19Dでは、3つのすべてのサクションカップが真空1836、1837、1838を有する。したがって、カバースリップ1890がリフタヘッド1810の底部表面の幾何形状に従うようになる。
少なくとも1つの実施形態が、スライド上にカバースリップを設置するための自動カバースリッパに関連し、この自動カバースリッパが、(i)少なくとも1つのカバースリップと、(ii)生物標本を含む少なくとも1つのスライドと、(iii)個別に制御される少なくとも3つのサクションカップが配置された底部表面を有するプレートを備える少なくとも1つのリフタヘッドと、を備え、各サクションカップがガス導管を介して空気圧モジュールに流体接続され、この空気圧モジュールが、真空源と、センサと、配管される各ガス導管のためのコントロールバルブと、を有し、空気圧モジュールが、リフタヘッドの底部表面によりカバースリップを片持ち式に捕捉することおよびカバースリップをスライド上まで片持ち式に下げることを実施するのを可能にするために各サクションカップに個別の真空または加圧ガスを供給するように構成されるか、1回または複数回の機械化された律動的な運動(mechanized pulsed movement)を実現するように構成されるか、あるいは、1つまたは複数の加圧空気バーストを供給するように構成される。
一実施形態では、カバースリッパが、(i)モータに結合され、かつ、リフタヘッドを実質的に垂直位置で懸吊するような形となるようにリフタヘッドに取り付けられる移送機であって、この移送機が、回収中にカバースリップの上でまたは降下中にスライドの上でリフタヘッドの底部表面を位置決めすることを目的として、水平方向、垂直方向または斜め方向にリフタヘッドを移動させるように構成される、移送機と、(ii)移送機、リフタヘッド、サクションカップおよび空気圧モジュールに電気接続される制御モジュールであって、この制御モジュールがカバースリッパの構成要素の機能を調整する、制御モジュールと、をさらに備える。一実施形態では、カバースリッパが、(i)リフタヘッドに結合され、かつ、流体ディスペンサに対してグルーまたはグルー溶媒などの試薬を供給する流体モジュールに流体連通される、少なくとも1つの流体ディスペンサであって、この流体ディスペンサがスライド上に流体を分注するように構成される、少なくとも1つの流体ディスペンサと、(ii)リフタヘッドに結合されかつ空気圧モジュールに流体連通される少なくとも1つのガスナイフであって、このガスナイフがスライドの上側の標本担持表面にガスを提供するように構成される、少なくとも1つのガスナイフと、をさらに備え、ここでは、流体ディスペンサおよびガスナイフが実質的に垂直位置で懸吊され、リフタヘッドがスライドの上で流体ディスペンサおよびガスナイフを水平方向に移動させるように構成され、流体ディスペンサおよびガスナイフが制御モジュールに電気接続される。別の実施形態では、カバースリッパが、(i)一列または複数の列となるように配置される複数のスライドを実質的に水平の位置で保持する少なくとも1つのスライドトレーと、(ii)スタックの頂部をカートリッジ内の頂部開口部を介してアクセス可能とするように配置される、垂直に積み重ねられる複数のカバースリップを含むカートリッジと、をさらに備える。別の実施形態では、カートリッジおよびカバースリップのスタックが、カートリッジの内部のスタックを1つまたは複数の角度で傾斜させるように構成される。
別の実施形態では、カバースリッパが、2列のスライドに対して同時にまたは個別に仕事をするように歩調を合わせて位置決めされる2つのリフトヘッドを有する。
別の実施形態では、本開示が、カバースリップを片持ち式に捕捉するのを実施するための装置および方法に関連する。この実施形態では、リフタヘッドが、カバースリップを捕捉してそのカバースリップをリフタヘッドの底部表面に付着させた状態で保持することを目的としてカートリッジからカバースリップを片持ち式に捕捉するのを実施するために3つのサクションカップに個別の真空を提供するように構成される。この場合、リフタヘッドが3つのサクションカップを有するように構成され、真空源が、カバースリップの一方の端部のみを上方に持ち上げてリフタヘッドの底部表面に付着させた状態で保持することを目的としておよび片持ち式の捕捉中にカートリッジから離すようにカバースリップを持ち上げることを目的として、3つのサクションカップの各々に個別の真空を提供するように起動され得る。この場合、片持ち式の捕捉中、リフタヘッドが、上昇して、一方の端部のところでのみリフタヘッドの底部表面に付着された状態で保持されているカバースリップを離す方向に持ち上げ、さらにそれにより、カバースリップをカートリッジから離すように持ち上げるように、構成される。さらに、リフタヘッドが、カバースリップ全体をリフタヘッドの底部表面に付着させた状態で保持することを目的として、真空源を起動して、残りの2つのサクションカップに個別の真空を同時にまたは連続的に提供するように構成される。さらに、リフタヘッドが、吸引されたカバースリップをスライド上で移送して位置決めする。
一実施形態では、リフタヘッドが、サクションカップ上の真空圧を1回または複数回にわたって測定するための1つまたは複数の真空センサをさらに備える。
別の実施形態では、本開示が、吸引力により持ち上げられたカバースリップを片持ち式に下ろすのを実施するための方法に関連する。この片持ち式の降下には、3つのサクションカップ内の真空を一度に1つ段階的に抜き取ることにより、一度に、持ち上げられたカバースリップの一方の端部のみをスライドの上に下ろすことが含まれる。このようにして、カバースリップの一方の端部(吸引力を有さない端部)が最初にスライド上に置かれ、その後、残っている真空が段階的に抜き取られるときに、カバースリップの残りの部分(吸引力を受けており、リフタヘッドに付着された状態で保持される)がスライド上にロールダウンされる。一実施形態では、リフタヘッドが、2つの隣接するサクションカップの真空を最初に取り除くことにより片持ち式の降下を実施するように構成され、その結果、1つのサクションカップのみが真空を有するようになる。吸引力を受けているこの1つのサクションカップがカバースリップの一方の端部を保持し、この場合、カバースリップのもう一方の端部が下げられてスライド上に置かれ、次いで、最後のサクションカップ上の真空が段階的に取り除かれ、その結果、カバースリップの残りの部分がスライド上にロールダウンされる。
本開示はまた、カバースリップのカートリッジからカバースリップを片持ち式に捕捉するのを実施するための方法に関連し、この方法が、(i)その上に配置される少なくとも3つの個別に制御されるサクションカップを備える底部表面を有するプレートを備える少なくとも1つのリフタヘッドを、カートリッジ内の最も上側のカバースリップ上で位置決めすることであって、各サクションカップがガス導管により空気圧モジュールに流体接続され、この空気圧モジュールが、真空源と、センサと、各ガス導管のためのコントロールバルブとを有し、空気圧モジュールがサクションカップの各々に個別の真空または加圧ガスを供給するように構成される、ことと、(ii)最も上側のカバースリップの一方の端部のみを上方に持ち上げてリフタヘッドの底部表面に付着させた状態で保持することを目的として、3つのサクションカップのうちの1つのサクションカップ内の真空源を起動することと、(iii)カバースリップの持ち上げられた端部を保持するリフタヘッドを上げることと、(iv)さらに吸引して上方に持ち上げるために同時にまたは連続的に残りのサクションカップ内の真空源を起動することであって、その結果、3つのサクションカップが真空を維持してカバースリップを完全に持ち上げてリフタヘッドの底部表面に付着させた状態で保持することになる、ことと、を含む。この方法では、リフタヘッドが、吸引されるカバースリップのカートリッジ内の他のカバースリップから分離するのを補助するような湾曲部が、片持ち式の捕捉によりカバースリップ上に誘導されるように、構成される。
本開示はまた、標本担持顕微鏡スライド上にカバースリップを片持ち式に下ろすのを実施するための方法に関連し、この方法が、(i)スライド上で吸引力によって持ち上げられたカバースリップを位置決めするステップであって、吸引力によって持ち上げられたカバースリップが、底部表面上に配置される個別に制御される3つのサクションカップ内の真空によりリフタヘッドの底部表面に付着された状態で保持され、各サクションカップがガス導管を介して空気圧モジュールに流体接続され、この空気圧モジュールが、真空源と、センサと、各ガス導管のためのコントロールバルブとを有し、空気圧モジュールが、3つのサクションカップのそれぞれに対して個別の真空を供給してそれによりカバースリップを底部表面に付着させた状態で保持する、ことと、(ii)3つのサクションカップの真空を段階的に取り除くことであって、その結果、カバースリップの一方の端部が最初にスライド上に置かれ、次いで、カバースリップの残りの部分がスライド上にロールダウンされることになる、ことと、を含む。一実施形態では、本方法が、サクションカップのうちの2つのサクションカップ内の真空を最初に取り除くことを含み、その結果、カバースリップが、依然として真空を有する1つのサクションカップのみによって一方の端部のところで保持されるようになる。別の実施形態では、本方法が、カバースリップをスライド上にゆっくり下げるために1回または複数回の機械的な律動的運動を利用することを含む。別の実施形態では、本方法が、静電的事象をさらに抑えるためにおよび残っている余分な流体を押し出すために、1つまたは複数の脱イオン空気のバーストをサクションカップを通して加えることを含む。
ここで図を参照すると、図1が2つのリフタヘッド110および111を担持する組み立てプレート100を示す実施形態を示しており、2つのリフタヘッド110および111の各々が3つのサクションカップ130、132、134、131、133および135を備え、また、2つのリフタヘッド110および111の各々が、各リフタヘッドの垂直方向の移動を支持する2つの線形ローラベアリングによって安定する垂直軸のステッパモータを採用する。各組立体の上に設置されるU形ブラケットは、リフタヘッドがその行程の上側の端に到達したことを検出するように構成される光学式の家庭用フラグセンサである。左側においてリフタの前方側に取り付けられかつ右側においてリフタの後方側に取り付けられるような形で平面の中央にある垂直方向線形ストリップが、垂直方向における家庭用のセンサからのリフタヘッドの距離に対応する信号を提供するための磁気ストリップのエンコーダを有する。
カバースリッパが以下のように構成される:各リフタヘッドが、コントロールバルブおよびセンサを備える空気圧モジュールに流体連通される個別に配管される3つのサクションカップを有する。空気圧モジュールが、カートリッジから1つのカバースリップを片持ち式に捕捉するのを実施することを目的として(つまり、カバースリップの一方の端部を最初に持ち上げて捕捉し、次いで、カバースリップの残りの部分を持ち上げて捕捉する)、および、スライド上にカバースリップを片持ち式に下ろすのを実施することを目的として(つまり、カバースリップの一方の端部を最初に下ろして次いでカバースリップの残りの部分を下ろす)、あるいは、空気バーストを適用することを目的として、制御可能である個別の真空または加圧ガスを、個別に配管される各サクションカップに供給する。
いくつかの実施形態では、自動カバースリッパが、(i)リフタヘッドに関連付けられ、かつ、流体ディスペンサに試薬を供給する流体モジュールに流体連通される、少なくとも1つの流体ディスペンサと、(ii)リフタヘッドに関連付けられかつ空気圧モジュールに流体連通される少なくとも1つのエアナイフと、をさらに備える。カバースリッパ内で、モータに結合される1つまたは複数の移送機がリフタヘッドに取り付けられる。このような1つの移送機がモータに結合されてオーバーヘッドレールに沿って移動し、また、リフタヘッドを実質的に垂直な位置で懸吊し、この移送機が、底部表面によりカートリッジからカバースリップを捕捉してそのカバースリップをスライド上に下ろすのを可能にするために、リフタヘッドを水平方向および垂直方向に移動させて位置決めするように構成される。カバースリッパが、第1の移送機と、リフタヘッドと、サクションヘッドと、空気圧モジュールとに電気接続される制御モジュールをさらに有し、この制御モジュールが、動作中の装置の構成要素の機能を調整するように構成される。
リフタヘッド組立体 − 図を参照すると、本開示のカバースリッパが1つまたは複数のリフタヘッド110、111を含み、これらの1つまたは複数のリフタヘッド110、111の各々が、1つのカバースリップを捕捉、移送し、それらを標本担持スライド上に下ろすように構成される。各リフタヘッドが、底部表面を有するハウジングまたはプレートと、個別に制御される少なくとも3つのサクションカップとを有し、サクションカップの各々が真空源に流体連通される。リフタヘッドは、エアナイフと、流体ディスペンサと、センサとに結合されてもよいかまたはそれらに一体化されてもよい。
いくつかの実施形態では、サクションカップの形状が、円形、概略円形または楕円であってよく、あるいは、カバースリップを捕捉して保持するための真空を維持することができる他の任意適切な形状を有してもよい。供給メーカーは非円形のサクションカップも販売しており、最も有用であるのは細長い楕円形状である。このような形状は、曲げに対する抵抗が低い可撓性軸を有するという利点を有することができるが、カップを好適な方向に位置合わせする必要がありそれによりデバイスを組み立てることが複雑になるということが欠点である。
図11を参照すると、一実施形態で、サクションカップが、中央に入口ポートを備える湾曲表面である動作面を有する円形である(図14A〜Cを参照)。各サクションカップがハウジング/プレートの底部に取り付けられ、カバースリップ上の吸引力を維持するために外側底部表面からアクセス可能である。各サクションカップが、底側の外側表面と面一となるように構成され得るか、底部表面内の孔内でわずかに窪んでいてよいか、底部表面からわずかな距離だけ外に延在してよいか、または、底部表面から外に延在して底部表面上の孔内で後方に窪むように構成されてもよい。
サクションカップは、真空が適用されるときに、吸引力を維持してカバースリップを捕捉して保持することができる任意のサイズまたは寸法であってよい。一実施形態では、サクションカップは、約2mmから約20mmの範囲、約3mmから約10mmの範囲、約4mmから約8mmの範囲の直径を有するサクションカップであり、一実施形態ではこれは約6mmである。いくつかの実施形態では、より大きいカップが使用されてもよく、その理由は、より大きいカップは等しい真空でより大きい力を提供することができるからであるが、より大きいカップは物理的により大きい装置も必要とし、これは望ましくない可能性があり、また、最大直径には限界値があり、これはカバースリップの幾何形状および所望されるサクションカップの数に基づく。50.8mm(2インチ)の長さのカバースリップ上で直線状である3つのカップの場合、直径の実際的な限界値は約10mm〜12mmである。サクションカップの中央動作面内にある入口ポートは、約5mmから約22mmの範囲の最大幅を有する円形開口部である。
いくつかの実施形態では、リフタヘッド上のサクションカップのサイズおよび形状が等しい。別法としてこれらのサイズおよび形状が異なってもよい。サクションカップは、カバースリップ上に真空吸引力を供給して維持するのに適する任意の材料から作られる。例えば、サクションカップは、シリコーン、ゴム、NBR、ウレタン、プラスチックなどから作られてよい。一実施形態では、ヘッドが、シリコーンゴムで作られる真空吸引カップである。例えば、サクションカップは、SMC Corporationの、部品番号ZPT06BS−A5の、パッド直径6mmを有するシリコーンゴムの垂直方向入口サクションパッド(vertical entry suction pad)であってよい。
図9に示されるように、リフタヘッドハウジング/プレートは一部品構成または多部品構成を有することができ、個別のガスラインまたは導管ライン1140、1142および1144を各サクションカップ1130、1132および1134に結合することができる。各ラインには、限定しないが、1つまたは複数の導管(例えば、ホース)、バルブ、または、底部表面プレート上のサクションカップと空気圧/加圧デバイスとの間の流体接続を確立するための他の流体構成要素、が含まれてよく、空気圧/加圧デバイスには、さらに、1つまたは複数のセンサまたはコントロールバルブが含まれてよい。一実施形態では、各サクションカップが、真空源として機能する空気圧モジュールまで、リフタヘッドハウジング/プレートを通るかまたはそれに沿って延びる導管ガスラインに流体接続される。これに関して、分離した空気圧モジュールがリフタヘッドに接続され、その結果、個別の真空または加圧空気を供給するために、各ヘッドが複数のヘッドから独立して動作させられて制御され得るようになる。図18に示されるように、各空気圧モジュールが、少なくとも、導管ガスラインと、センサと、コントロールバルブと、個別の各サクションカップのためのコントロールバルブに流体連通される加圧・真空源(または、加圧源と真空源との組み合わせ)とを備える。真空デバイスは、確実にカバースリップを捕捉して/持ち上げてリフタヘッドの底部の外側表面に付着させた状態で保持するのに十分な真空を引き出すことができる。コントロールバルブは真空をオンまたはオフにすることができるか、あるいは、そこを通して一定の大きさの圧容量のガスを加えることができる。コントロールバルブは、完全な真空状態から完全な解放状態へと段階的に移行するのを可能にするためのブリーダバルブとして機能してもよい(または、ブリーダバルブを有してもよい)。各サクションカップは大気を吸引する状態または圧力を加える状態となり得るが、実際の設定は所望される出力に基づいてカップごとに異なってよい。一般に、真空デバイスは、カバースリップを捕捉してリフタヘッドの底部表面に付着させた状態で保持するのに十分な真空を引き出すことができる。いくつかの実施形態では、真空デバイスは、約−50kPa(−7.2psi)から約−69kPa(−10psi)以上の範囲の真空レベルを発生させるように構成される。真空源の動作は、このような真空レベルまたは他の所望される真空レベルを達成するように調整され得る。吸引されたカバースリップを解放する場合、真空が排除されるかまたは低減され得る。これに関して、センサおよびコントロールバルブが、必要に応じて、真空または空気圧を測定して変化させることができる。例えば、降下プロセス中、このシステムは、流体中に泡を発生させる可能性がある、解放されるカバースリップの端部を「打ちつける」ことを低減することを目的としてカバースリップをスライド上に制御する形で緩やかに下ろすのを可能にするために真空圧をゆっくり抜き取るように構成される。このように真空を抜き取ることにより、端のサクションカップのうちの1つのサクションカップによって保持されるかまたは他の形で保有されるカバースリップの端部を緩やかに解放するのを可能にすることができる。一実施形態では、このバルブが約0.7mmのオリフィスを有する。カバースリップをスライド上に下げるプロセスは1つのスライドにつき約15秒を要してよく、これは、所望されるカバースリッパの処理能力を含めた多くのファクタによって決定される。加圧デバイスが、限定しないが、最大約172kPa(25psi)の圧力レベルを発生させるために、1つまたは複数の真空デバイス、ポンプ、ホースまたはセンサなどを有することができる。一実施形態では、別個の真空デバイスおよび圧力デバイスが利用される。
空気圧モジュールが、カバースリッパの動作中に真空圧を測定するための1つまたは複数の圧力センサをさらに有する。センサは、カバースリップがリフタヘッドに付着するように吸引されるときのカバースリップの完全性(カバースリップがいくらかでも破損していたりまたは欠けていたりしているかどうか)を判断するためにおよび2つ以上のカバースリップがリフタの底部表面に付着して上方に吸引されているかどうかを検出するために、真空圧を測定する。
一実施形態では、図8を参照すると、リフタヘッド1010が個別に配管される3つの円形サクションカップヘッド1030、1032、1033を有し、これらは底部表面に沿って実質的に直線となるように順々に配置される。サクションカップヘッドは個別に配管および制御され、その結果、各カップが個別に仕事を行うことができるようになる。図9を参照すると、いくつかの実施形態では、3つのサクションカップヘッドのうちの2番目のサクションカップヘッド、すなわち、中央のサクションカップ1132が、等しいサイズの1番目および3番目のサクションカップヘッド1130および1134(遠位側の端部のサクションカップヘッドおよびラベル側の端部のサクションカップヘッド)より大きい(直径が大きい)。
リフタヘッドハウジング/プレートは多様な形状を有してよく、これには例えば、概略正方形形状、概略長方形形状、および、円筒形状(例えば、円形または楕円)が含まれる。ハウジングまたはプレートはまた、プレートの底部表面(サクションカップを有し、カバースリップに接触する)が多用な形状を有することができるように構成され、これには、例えば、概略正方形形状、概略長方形形状、および、円形状または楕円形状が含まれる。この底部表面は平坦であってよく、1つまたは複数のカーブまたは曲げ部分を有してよく、またこの表面は、標本担持顕微鏡スライドの寸法と比較して、相対的に大きい寸法、相対的に小さい寸法、または、実質的に等しい寸法を有してよい。例えば、一実施形態では、リフタヘッドは、標準的な長方形形状のカバースリップと同様であるかまたはそれと実質的に等しい寸法を有する比較的平坦である底部表面を有する概略長方形形状のプレートであり、またこのプレートは、平坦な底部表面上に実質的に直線状に順々に配置される個別に配管される3つの小さいサクションカップヘッドを有する。別法として、リフタヘッドは、底部表面(つまり、サクションカップを有する表面)を平坦とするか、湾曲させるか、面取りするか、斜めにするか、またはそれらを組み合わせるように、構成されてもよい。
図8を参照すると、1つのリフトヘッド構成が、3つの等しい小さいサクションカップを備える平坦な底部表面(正方形形状または長方形形状)を有する。これはDE構成とされる。
1つのリフトヘッド構成は中央凹形のデザインであってよい。図9を参照すると、凹形のデザインが、「渋面」構成(渋面の記号(frown icon)のような)を形成する下向きの中央カーブを備える平坦な底部表面の面を有するハウジング/主ボディを特徴とする。一実施形態では、サクションカップヘッドはサイズが等しくても異なっていてもよい。一実施形態では、リフタヘッドが、下向きのカーブの外側に位置する2つの小さいサクションカップヘッド(遠位側/ラベル側)と、中央の下向きのカーブ内に位置する1つの大きい中央サクションカップヘッド(2つの小さい外側のサクションカップヘッドの間にある)を特徴とする。
別のリフタヘッド構成は、「幅狭の二重面取り」のリフタヘッドおよび「幅広の二重面取り」のリフタヘッドを含めた、凸形つまり「スマイル」の形態/構成のデザインである。図11を参照すると、凸形つまり「スマイル」の形態が、上方に湾曲する平坦であるかまたは部分的に平坦である底部表面を有するハウジング/主ボディ1310を特徴としており、その結果、この表面は凸形となるかまたは部分的に凸形となり、カバースリップと共に「スマイル」形状を形成する。一実施形態では、サクションカップヘッド1330、1332および1334は等しいサイズであっても異なるサイズであってもよい。この二重面取りのデザインは、各リフタヘッドの遠位側の端部および近位側の端部上に5度の面取り角度を採用する。図13を参照すると、「幅狭の二重面取り」のデザインでは、底部表面プレートのサイズが、リフタのハウジング/プレートの主ボディの残りの部分と比較して、縮小されている。これに関連して、「幅狭の二重面取り」の場合の凸形の湾曲底部表面のサイズは「幅広の二重面取り」のサイズより小さい。幅狭の二重面取りのデザインではこのように幅が小さいことにより、流体がリフタヘッドに接触する可能性が制限される。ここでは回避されるべきである流体の接触は、実際には、カバースリップとスライドの標本領域との間から余分な溶媒が「押し出され」てスライド/カバースリップの組合せの上側へ移動することの結果として起こる。「スマイルのデザイン」の一実施形態では、両方の面取り部分の角度は5度であり、リフタヘッドの端部から面取り部分の端部までの距離が1.32cm(0.52インチ)となるように設定される。一実施形態では、「スマイル」形態の場合、真ん中のカップがしばしば大気圧となり、その場合は、カバースリップを保持するときに、外側の2つのカップが真空を引き寄せる。
保有されるカバースリップに加えられる凹形の形状および凸形の形状は、大抵は、サクションカップ上の真空によって誘導される幾何形状によって決定される。「渋面」形態および「スマイル」形態は、共に、それぞれが本発明のカバースリップ器具および方法の標準的な特徴および機能であると考えられる。
図3を参照すると、カバースリッパが1つまたは複数の移送機構を含む。例えば、各リフタヘッドが1つまたは複数のモータに結合される1つまたは複数の移送機構(または、移送機)に取り付けられ、移送機構が、自動カバースリッパ内で各リフタヘッドを移動させるように構成される。これに関して、リフタヘッド、カバースリップのカートリッジ、および、スライドトレー(ならびに、任意の他の構成部品)は、リフタヘッドの移動経路を基準としてカートリッジ内のカバースリップまたはスライドを正確に位置決めするために、直交方向に移動させられ得る。移送機構は、限定しないが、1つまたは複数のロボットアーム、コンベア、プランジャ、モータ(例えば、ステッパモータ、駆動モータなど)、レール組立体(例えば、台と線形レールとの組立体)、制御装置、またはそれらの組合せを有してよく、これらは直接にまたは間接的にリフタヘッドに取り付けられる。移送機構の構成要素および構成はリフタヘッドの所望される動きに基づいて選択されてよい。
一実施形態では、図3を参照すると、移送機構が、オーバーヘッドレールに取り付けられる台プラットフォームから垂直方向に懸吊される形で台プラットフォームに取り付けられ、例えば1つまたは複数のリフタヘッドに取り付けられるステッパモータ駆動の送りねじによりレールに沿うように往復動可能に駆動される。この実施形態では、リフタヘッドがやはりカバースリッパ内の台プラットフォームから垂直方向に懸吊され、標本に接着剤溶剤を加えること、カバースリップを捕捉すること、カバースリップを移送して配置して標本の標的領域上に下ろすことを含めた、種々の動作および機能を実施するためにカバースリップのカートリッジとスライドとの間で移動することができる。これによりリフタヘッドを水平方向に移動させることが可能となる。加えて、往復動可能に垂直方向に移動可能であるプランジャが各リフタ上にさらに設置され、垂直軸に沿って延在する。プランジャが、実質的に垂直方向にリフタヘッドを上げたり下げたりするように構成されるステッパモータ駆動送りねじによって駆動され、それにより、カートリッジからカバースリップを捕捉してそのカバースリップをスライド上に下ろすことが可能となる。一実施形態では、図2および3を参照すると、カバースリッパが、トレー上の2列のスライドに対して同時に仕事をするように歩調を合わせて位置決めされる2つのリフタヘッドを有する。
いくつかの実施形態では、2つ以上のリフタヘッドがリフタヘッド組立体および移送機構に取り付けられ得る(図3Bを参照)。各リフタヘッドが、個別に配管された、完全にアドレス可能なラインを有することから、動作させることが必要である場合に、リフタヘッドがカバースリップのいずれかの端部を捕捉してその端部からロールダウンさせることができるようになる。この実施形態では、2つのリフタヘッドが同様の構成を有することができ、左側のリフタヘッドおよび右側のリフタヘッドが両方のスライドトレーの列に同じように対処するように同時に仕事をする。別の実施形態では、リフタヘッドが互いに鏡像的に動作するように構成されてもよい。
加えて、各リフタヘッドが、流体ディスペンサおよびエアナイフなどの他のデバイスに結合されるかまたはそれらに一体化され得る。移動機構にやはり取り付けられるこれらのデバイスは、カバースリップを下ろす前にスライドを用意することを含めた、種々の手順を実施する。
流体ディスペンサ − カバースリッパのリフタヘッド組立体が、泡の混入、静電荷およびしぶきを原因として変形するのをさらに最小にするような形で流体を分注するための1つまたは複数の流体ディスペンサをさらに含む。流体ディスペンサ(図6および7を参照)は各リフタヘッドおよび移送機に一体化されてよいか、または、各リフタヘッドおよび移送機と共に移動するように構成されてよい(流体ディスペンサは、リフタヘッドの一部であってよいか、リフタから分離されるがリフタに取り付けられてよいか、または、ヘッドの隣に配置されてリフタヘッドと並んで別個に動作してもよい)。これに関して、流体ディスペンサはリフタヘッドと歩調を合わせてまたはリフタヘッドとは別個に移動することができる。正確に制御される量の流体を軽量分配するために、流体ディスペンサが、スライドに沿う1つまたは複数のポイントのところに、(センサおよびコントロールバルブを備える流体導管ラインを介して)流体モジュールに流体連通される1つまたは複数のノズル(針または出口)を備える移動可能ディスペンサヘッドを含む。センサおよびコントロールバルブが、分注される流体の種類および量を制御する。流体ディスペンサの移動経路を基準としてスライドを正確に位置決めするために、流体ディスペンサおよびスライドトレーが直交方向に移動させられ得る。カバースリッパ内に配置されたスライドがあれば、スライドからの正確なかつ制御可能である距離のところにノズルを配置するために、流体ディスペンサヘッド自体も垂直方向に移動することができる(この移動はリフタヘッドとは別であってよい)。流体ディスペンサは、スライド上に流体を分注するとき、移動しても静止したままであってもよい。例えば、流体ディスペンサは、スライドまたはスライド上の流体に一切触れることなくスライドの長手方向軸に概して平行な経路に沿って移動することができる。一実施形態では、流体ディスペンサはスライド上の8つの中央のポイントのところで流体を分注する。別の実施形態では、その後で分散させるときに毛細管ギャップの作用(capillary gap action)に依存するものとして、スライドの遠位側の端部のところで分注を1回行うことで、泡および静電荷を最小にするのに十分であることが分かっており、泡および静電荷は流体を不規則にし、スライド上の流体およびさらにスライド外の流体を「はね」させたり「とば」したりする。
流体ディスペンサは、予め接着されるカバースリップのためのカバースリッピング封入剤(coverslipping mounting medium)または活性剤溶媒(activator solvent)などの、正確に制御される量の流体をスライド上に分注することができる。例えば、1回の分注中に分注されるカバースリッピング流体のボリュームは、約5μlから約80μlの範囲、約10μlから約70μlの範囲、約20μlから約60μlの範囲、約30μlから約50μlの範囲であり、一実施形態ではこれは約20μlである。一実施形態では、流体ディスペンサが1つのノズルを含み、顕微鏡スライドの遠位側の端部(ラベルを有さない端部)に向かって1回に約20μlから約30μlのカバースリッピング液を迅速に分注するのを2回行う(合計で約40μlから約60μl)。別の実施形態では、分注されるカバースリッピング流体の合計の量は約40μlである。一実施形態では、本開示のカバースリッパが、2.54×5.08cm(1×2インチ)のカバースリップの場合には15μlから60μlの間である溶媒活性剤(solvent activator)の合計のボリュームの範囲で良好に機能するような独自の予め接着されるカバースリップを採用する。HE600の場合のすべての具体的な要求条件を考慮して特定される最適なボリュームは約40μlである。このボリュームは1回の分注で分注され得るか、あるいは、スライド上の同じ分注位置のところでのまたはその近くでの複数回の少量の分注で分注され得る。一実施形態が、1つのカバースリップにつき22μlの2回の分注を採用する。この手法の利点は、スライド上の流体がより容易に制御され得ること、および、移動する流体の波面の先にあるスライドの表面および試料が乾燥しているのを理由として、変形することにより誘導されるカバースリップ内の静電気の放電が大幅に低減されることである。本発明者らは、カバースリップから流体表面へ静電気が放出されると泡が形成される可能性があることを発見した。
一実施形態では、カバースリッピング液が使用され、これには、モノテルペン(例えば、リモネン)などのテルペンが含まれる。本テクノロジの特定の実施形態に従って選択または調合されるカバースリッピング液には、500ppmのブチル化ヒドロキシトルエンなどの適切な防腐剤を有する約100%のd−リモネンが含まれる。カバースリッピング液の中にモノテルペンを使用することにより、従来の自動カバースリッパで使用されるような他の試薬を使用する場合よりも問題が大幅に低減される傾向がある。例えば、少なくとも一部の事例では、モノテルペンのカバースリッピング液の利用される量は、目に見えて分かるくらいの有毒ガスを発生させることなくその使用後に完全に蒸発するくらいに十分に少ない量である。これらの事例では、液体モノテルペンの廃棄物が存在しないことから、それらが存在する場合においては、これらの液体中にモノテルペンが存在することを理由としてシステムの廃液を修正したりまたは取り扱ったりするための特別なプロトコルの必要性をなくすことができる。この「カバースリッピング液」は、単に、一般的ではない予め接着されるカバースリップの場合に有用である選択肢である。他の自動カバースリッパの実質的にすべてが、キシレンまたはトルエン中に溶解するPoly−Mountブランドのアクリルポリマーなどのカバースリッピング封入剤を採用するが、水ベースまたはリモネンベースの媒体も市販されている。
本テクノロジの実施形態に従って構成される自動カバースリッパでは、一般に標本が染色されてステーナから出てカバースリップに入った後で、カバースリッピング液が標本に加えられ得る。カバースリッピング液は最初にスライド上に分注され、分注されたカバースリッピング液がその後で取り除かれる。カバースリッピング液はスライド上にまたはスライドの側方縁部の近くに分注され得、エアナイフを使用してスライドの狭い方の寸法全体に跨るように広げられる。これは、スライド上に残っているいかなる残留コンディショニング液も取り除くように機能することができる。その後、カバースリッピング液が、上で考察したように、スライドの一方の端部のところにまたはその近くに分注され得る。
エアナイフ − 一実施形態では、マルチステップの分注および補助付きの液体の移動(例えば、エアナイフによって補助される液体の移動)が使用され得る。これ関して、カバースリッパが、エアナイフ(または、ガスナイフ)あるいは吸引要素(この吸引要素はリフタヘッド内のサクションカップから分離される)を有する1つまたは複数の液体除去デバイスを有し、エアナイフおよび吸引要素はリフタヘッドに結合されるか、一体化されるか、または、単に関連付けられ、したがってこれらはリフタヘッドと共に移動することになるか、または、歩調を合わせて移動するように同期されることになる。ガスナイフおよび吸引要素は、カバースリッピング液のボリュームの大部分またはすべてを吸引要素の中へと引き入れるために協働するように構成される。ガスナイフは線形の(例えば、一平面上にある)ガスナイフであってよいか、あるいは、吸引要素を部分的に囲むためのV形のガスナイフであってよい。ガスナイフは、空気、窒素、空気/窒素の混合物、または、処理液および組織標本に適合する他のガスなどの、多様な適切なガスと共に使用され得る。「エアナイフ」という用語は本明細書では参照を容易にするために使用され得るが、特に明記しない限り、この用語は、任意適切なガスから構成されるガスカーテンを作ることができるガスナイフも意味する。エアナイフは、空気カーテンを作るために空気(例えば、周囲空気、濾過空気など)の流れを出力することができるか、窒素カーテンを作るために窒素の流れを出力することができるか、あるいは、他の種類のガスカーテンを作るために他のガスの流れを出力することができる。
ガスナイフは移動可能であり、移送機に取り付けられ、流体ディスペンサおよびリフタヘッドに一体化され得る。ガスナイフは1つまたは複数のセンサを有することができる。ガスナイフは、スライドを基準としたある位置へガスナイフを正確に位置決めするように構成される。
次に図6を参照すると、一実施形態では、カバースリッパが、スライドの表面を基準として45度の方向に向けられかつスライドから約0.254cm(0.10インチ)から0.381cm(0.15インチ)だけ上方に位置する、約5.08cm(2インチ)の幅および0.00508cm(0.002インチ)の高さの単一の拡張スロットを採用するエアナイフ(図示せず)を利用する。
所望される時間長でカバースリッピング液がスライドに接触した後、ガスナイフがスライドの一方の側方縁部の方に向けるように1つまたは複数のガスの流れを送達することができ、それにより、スライドの表面から液体を押し込むためのガスカーテンを作ることができる。ガスナイフは、1つのみのガスの流れを使用するかまたは2つ以上のガスの流れを使用してガスカーテンを作るように構成され得る。液体除去デバイスを移動させる前、移動させる間、または、移動させた後、吸引要素が接触せずにスライドから液体を取り除くことができる。ガスナイフがスライドの幅全体に跨って移動するとき、例えば、ガスカーテンが、このボリュームの液体を閉じ込めて、スライドの長手方向の縁部から離してもう一方の縁部まで移動させることができる。スライドに物理的に接触することなくスライドから液体を取り除くことを目的として部分的な真空を引き出すために、追加の吸引要素が使用されてもよい。
約48kPa(7psi)+/−1.38kPa(0.2psi)のガスナイフの入力圧力(input gas knife pressure)を達成するためには、ガスナイフのガス消費/流速は約8リットル/分から約9リットル/分の範囲内にあってよく、これは例えば約8.6リットル/分であってよい。過度に高いガスナイフの圧力または流速は、除去後の液体分布の不足(過剰な濡れ)(loss of removed liquid distribution(over wetting))、または、スライドの表面から試料が取り除かれることを引き起こす可能性があり、また、過度に低い圧力または流速は、大量の残留物を残すことを引き起こす可能性がある。ガスナイフおよび吸引要素は、このボリュームの液体の近位側の領域を側方縁部から離すように付勢するための圧力差を発生させるように協働する。いくつかの実施形態では、ガスナイフおよび吸引要素が、収集ゾーンを少なくとも部分的に画定する低圧領域を作り、傾向として収集ゾーン内で液体が収集されるようになる。収集ゾーンは吸引要素の入口ポートのすぐ下に配置され得る。
別の実施形態では、液体除去デバイスが、スライドの長手方向軸に概して平行である処理経路に沿って移動することができる。吸引要素が、収集ゾーンのところに低圧領域を作るために部分的な真空を提供することができ、収集ゾーンでは液体が吸引され得る(液体が流れることができる)。低圧領域と大気圧との間の圧力勾配が、ガスナイフと吸引要素との間のガス流れの相互作用と併せて、収集ゾーンの方に液体を付勢することができる。ガスカーテンの後方に配置される上側表面の一領域には実質的に液体が存在しなくてよい。しかし、この領域上にわずかな量の残留液が存在する可能性もあるが、スライド上の液体の全ボリュームの大部分はガスカーテンとスライドの端部との間に位置することができる。液体の特性(例えば、表面張力)に応じて、液体のボリュームの大部分または実質的にすべてが、処理経路に沿って移動するガスカーテンの前方側で維持され得る。ガスカーテンが遠位側に前進するとき、傾向として液体がカーテン部分に沿って流れるようになり、このカーテン部分が、スライドから液体を落下させる可能性を低減するために、液体のかたまりの外側部分(図16B)をそれぞれの長手方向の縁部から離すように付勢することができる。有利には、ガスカーテンの長手方向の移動により、および、ガスカーテンの位置により、このボリュームの液体をスライド上で維持しながらリフタヘッド組立体を比較的高い速度で移動させることが可能となる。
この液体除去プロセスは、このボリュームの液体の大部分または実質的にすべてを取り除くように実施され得る。いくつかの実施形態では、液体除去デバイスが、上側表面上の液体のボリュームの少なくとも90%を取り除くことができる。他の実施形態では、吸引要素およびガスナイフが、上側表面から、体積で、液体の少なくとも95%、98%または99%を取り除くために協働するように構成される。加えてまたは別法として、この液体除去プロセスは、目標の最大残留物ボリュームに基づいて制御され得る。いくつかの実施形態では、液体除去デバイスが十分なボリュームの液体を取り除くことができ、その結果、液体を取り除いた後の、上側表面上の最大残留物ボリュームが最大残留物ボリューム未満となる。1つのプロセスでは、上側表面上の液体のボリュームが約0.5mLから約0.9mLの処理液であってよく、液体除去デバイスが十分なボリュームの液体を取り除くことができ、その結果、上側表面上の液体の最大残留物ボリュームが約50μL以下となる。
いくつかの実施形態では、ガスナイフおよび吸引要素が、スライドから落下するような液体が存在する場合にその液体の合計のボリュームを最大落下ボリューム以下で維持しながらスライドから液体を引き出すように協働する。落下ボリュームは、体積で、液体除去プロセスの開始前のスライド上の液体の全体のボリュームの約5%、3%または2%に等しくてよい。したがって、ガスナイフおよび吸引要素は、単独の液体(つまり、標本に一体化されずに表面に沿うように位置する液体)のボリュームの少なくとも約95%、97%または98%を吸引要素の中へ引き入れるために協働するように構成され得る。
液状廃棄物がラインを通して廃棄物容器の中へ送達され得る。例えば、スライドトレーが、スライドに対してカバースリップを適用するのに使用されるカバースリッピング液などの任意の液状廃棄物を収集することができる。液状廃棄物が収集されて廃棄物容器まで圧送される。この廃棄物容器は、アクセスすることができるようにおよび廃棄物容器を空にすることができるように開けられ得る。このように液状廃棄物を定期的に取り除くことは、取り扱い中に廃棄物をスライドトレーからこぼれないように維持するのに有用となり得る。
カバースリップ − 図17を参照すると、一実施形態では、カバースリッパが、開いた分配端部(open dispensing end)を有するカバースリップカートリッジ/カセット(図17A)をさらに有する。このマガジンが、実質的に垂直な配置となるように積み重ねられるカバースリップを保持するように構成される容器を画定する。一実施形態では、カバースリップの垂直方向スタックが一定の角度で傾斜する(図17B)。例えば、スタックはカセットの右下の角部の方へと下方に傾斜してよく(カセットのデザインにより)、ここでは、スタックはカセットの後方側が高くなり、また、カセットの左側が高くなる。このようにスタックが2.5度で傾斜することは、正圧を有する接近するサクションカップヘッドから剪断力を生じさせるのを補助することもできる。
カバースリップは、概略円形状、長方形形状、正方形形状、または、他の任意適切な形状であってよい。いくつかの実施形態では、カバースリップが、18mm、22mmまたは25mmの直径を有する円形である。正方形のカバースリップは約18mm、22mmまたは25mmの長さの辺を有することができる。長方形のカバースリップは、約11mm×22mmから約48mm×60mmの長さを有する辺を有することができる。カバースリップの寸法、形状および特性は、例えば、顕微鏡スライドのサイズに基づいて選択されてよい。カバースリップは、全体としてまたは部分的に、透明プラスチック、ガラス、あるいは、他の透明材料または半透明材料で作られてよい。特定の実施形態では、カバースリップが、概略平坦な頂部表面および底部表面、ならびに、概略長方形の構成を有し、標本スライドよりわずかに小さい長さおよび厚さを有する。
特定の実施形態では、スライドに適用されるカバースリップの底部表面が、乾燥した活性化可能な接着剤(activatable adhesive)などの接着剤で被覆される。接着剤が、カバースリッパ内の流体ディスペンサによりスライド上に配置される、カバースリッピングに適合する溶媒によって活性化される。活性化可能な接着剤は、例えば、乾燥した活性化可能なトルエンまたはキシレンなどであってよい。乾燥した活性化可能な接着剤の例には、Permount(商標)(ペンシルベニア州、ピッツバーグ、Fisher Scientific)またはShurMount(商標)(ノースカロライナ州、ダラム、Triangle Biomedical)が含まれる。米国特許第6,759,011号が、カバースリッパ内で使用され得る予め接着されるカバースリップのより具体的な例を説明しており、これは参照により本明細書に組み込まれる。これに関して、一実施形態では、カバースリッパが、予め乾燥されて接着されるガラスのカバースリップ(つまり、適度な厚さとなるように乾燥されたグルー)を使用する。代替的実施形態では、スライド上にカバースリップが配置される前に、グルーがスライドに加えられる(分注ノズルなどを通す)。
制御モジュール − 少なくとも一部の実施形態が、技術者による入力を可能にする制御モジュールを有する。制御手段(control)が、1つまたは複数のコンピュータ(CPUによって実行されるソフトウェア)、および、カバースリッパの構成部品に電気接続されるセンサを有し、この構成部品には、例えば、リフタヘッド、流体ディスペンサ、エアナイフ、センサ、移送機およびモータ、空気圧モジュール(例えば、真空源、コントロールバルブ、導管ライン、および、センサ)、サクションカップ、スライドトレーなどが含まれる。制御モジュールが電子データおよびソフトウェアを受信して保存し、装置の構成部品のすべての機能および動きを調整する。
予較正 − リフタヘッドモジュールを装着するとき、標本担持スライドをデバイスの中に挿入してカバースリップの適用を実行する前の段階において、しばしば、技術者が、リフタヘッドと、スライドトレーと、スライドと、カートリッジ内のカバースリップとの間の種々の距離および寸法、さらには、スライドのサイズおよび寸法を測定するための較正プロトコルを開始することができる(制御モジュール(および、ソフトウェア)を介する)。例えば、標本を有さない未使用のスライドを使用して、カバースリッパ上のセンサが、スライドの高さ、さらには、リフタヘッドを例えばスライドまで下方に移動させるといったようにデバイス内で移動させるのに必要である最大距離および最小距離を測定する。さらに、ゴムのサクションカップの張力が測定される。次いで、制御モジュール上のソフトウェアを利用して、カバースリッパが、種々の構成部品の最大安全移動距離および最小安全移動距離を有するように較正される。片持ち式の捕捉・降下プロセスを実行するソフトウェアがゴムのカップの既知の距離および張力に大きく依存することを理由として、この予較正ステップが重要となる。
カバースライドの用意 − 少なくとも一実施形態では、1つまたは複数の顕微鏡標本スライドを含むスライドトレーがカバースリッパ内に導入され、リフタヘッドに一体化されるセンサがスライド用意プロトコルを開始し、このスライド用意プロトコルは、最初に、スライド上に蓄積するいかなる移送流体に対しても吹付けを行うことを目的としたガスナイフ(リフタヘッドに一体化される)を使用する最初の吹付けを含む。この移送流体は、単純に、添加される組織構造試料(histology sample)をステーション間で水和させて維持することが意図される流体である。最初の吹付けの後、流体ディスペンサが、縁部での1回の分注または縁部での複数のポイントでの分注を利用してカバースリッピング液(リモネンなど)を分注する。この時点で、取り扱われているスライドに対してカバースリップを適用することの準備が整う。別法として、いくつかの実施形態では、2回目の吹付けが実施されてもよく、それにより、ガスナイフおよびその上にある吸引要素を使用して、いかなるバックグラウンド流体(background fluid)もこのポイントより前方へ移動させるように、加えられたカバースリッピング液に対して吹付けが行われてカバースリッピング液が取り除かれ、これは、実際には、実際の溶媒として後から加えられる同じ流体であり、さらに、2回目の吹付けの後、カバースリッピング液が、スライドの中央の下方の複数のポイントで再び加えられるか、または、別法としてリフタヘッドが流体/溶媒を1回分注することを採用してもよい。この時点で、取り扱われているスライドに対してカバースリップを適用することの準備が整う。
リフタヘッドが、カバースリップの捕捉の前、その間、または、その後の、いずれかでカバースリップを用意することを実施するように構成され得ることに留意されたい。一般に、カバースリップを用意することは、必要である場合に、カバースリップを下ろす前に実施される。
いくつかの実施形態では、自動カバースリッパが、顕微鏡スライド上の生物標本を処理および分析するためのより大きい自動機器と併せて使用され得るかまたはそのようなより大きい自動機器に構成部品として組み込まれ得る。これの例を、米国特許第7,271,006号(Reinhardt)、米国特許第7,468,161号(Reinhardt)、米国特許第7,727,774号(Reinhardt)および米国特許第8,048,373号(Reinhardt)で見ることができる。
片持ち式の捕捉 − 上で考察したように、各空気圧モジュールが、片持ち式で捕捉することおよび片持ち式でスライド上にカバースリップを下ろすことまたは1つまたは複数の空気バーストを供給することを可能にするのに十分な程度で、制御される個別の真空または加圧ガスを各サクションカップに供給するように構成される。片持ち式の捕捉は、基本的に、真空が捕捉プロセスを個別に制御する手法の図19A〜Dに示される4つのステップを伴う。ステップAで、リフタヘッド1818の底部表面が、カートリッジ上の開口部内にあるカバースリップまで下げられる。この時点では、カバースリップのカセット内で接触するときに(または、カバースリップの周りで浮く状態の所定の短い距離のところにあるとき)、ラベル側の端部のサクションカップのみが真空で起動される。ステップ2で、ラベル側の端部のサクションカップ内の起動された真空が一番上のカバースリップの一方の端部を持ち上げて捕捉する。これは、カバースリップが一方の端部のみで保持されていることを理由として片持ちの形態として知られており、これにより1つのカバースリップをより効率的に持ち上げることが可能となる。ステップ3で、カバースリップのラベル側の端部が固定されてカバースリップのカセットの頂部まで持ち上げられた後、中央のサクションカップでさらに真空が起動される。ステップ4で、真空が遠位側の端のサクションカップヘッドに適用され、その結果、3つのすべてのサクションカップ内の3つのすべての真空が作動されることになる。この時点で、圧力センサが、いかなる破損部または薄片も見つけることができるようにおよび2つ以上のカバースリップが上方に吸引されたかどうかを決定するために、持ち上げられたカバースリップの完全性を判断する。破損がなく、1つのカバースリップが持ち上げられている場合、持ち上げられたカバースリップが、適用されるために、リフタヘッドを介してスライドトレーまで運ばれる。この時点で、万が一移動中にカバースリップに何かが起こった場合に備えて持ち上げられたカバースリップの完全性をもう一度判断するために、圧力センサが作動され得る。
片持ち式の降下 − 最小閾値を達成した後、持ち上げられたカバースリップがスライドトレーまで移送されて標本担持顕微鏡スライド上で位置決めされ、それにより、持ち上げられたカバースリップをスライド上に置くプロセスが開始される。カバースリップ降下プロセスは反対側の剥ぎ取りアクションまたはロールダウンアクションを利用するが、これらの反対側の剥ぎ取りアクションまたはロールダウンアクションは、実際には、遠位側の端部のサクションカップヘッド内の真空を最初に解放することにより行われる。捕捉プロセスの最後に、遠位側の端部のサクションカップヘッドが、スライド上に配置されたときに、真空圧をゆっくり抜き取るためにコントロールバルブを使用して、その端部を最初に解放する。これにより、片持ちの効果が再び得られる。この時点で、適切に平坦である(放物線形ではない)メニスカスの形成を乱す可能性があり、さらには不明瞭にするような泡を混入させる可能性がある、振動による打ちつけを防止するために、カバースリップが遠位側の端部のところでスライドに接触するときに、以下の2つのことが行われる:1)中央のサクションカップおよびラベル側のサクションカップヘッド上の真空がコントロールバルブを使用して非常にゆっくりと抜き取られ、2)最後の2つのサクションカップヘッドでの抜き取り/解放が1回または複数回の短い時間で行われる。このようにカバースリップを下ろすことが律動的であることは、泡を完全に消してリモネンを適切にしみ込ませるのに必要となるような平坦なメニスカスの分散を生じさせるのに非常に重要である。したがって、このようにして、残りの2つのサクションカップ内の真空がゆっくり抜き取られるとき、泡を発生させることなく流体を最適に分散させるのを促進するような形で、カバースリップがゆっくり下ろされることになる。一実施形態では、この降下プロセスは6回の漸進的な律動(incremental pulse)の高度に制御されるプロセスを伴い、ここでは、圧力が解放され、カバースリップが200ミリ秒ごとに0.004572cm(0.0018インチ)だけロールダウンされる。これにより、最適に制御することおよび精度を得ることが可能となる。
別の実施形態では、ラベルの方の端部のサクションカップ(その上にラベルを有することができるスライドの端部に対応する)の圧力が抜き取られ、カバースリップの最後の縁部が接触した後、リフタヘッドが、3つのすべてのサクションカップヘッドからの加圧空気の1つまたは複数の最後のバーストを加え、その後、リフタヘッドが引き上げられる。例えば、一実施形態では、3つのすべてのサクションカップからの正確に測定した最後のバースト(100ミリ秒)が適用された後で、リフタヘッドの引き上げが開始される。この最後の空気バーストが、回転トルク(1つのカップのみが使用される場合に生じる可能性がある)を発生させることなく、任意の静電的引力を有するリフタヘッドからカバースリップを分離するのを補助し、さらには、カバースリップとスライドとの接触面の周囲部からすべての余分な溶媒を押し出すのを補助する。
このプロセスは制御された降下に最適である。3つのカップを解放すること(真空を抜き取る場合とは異なる)を利用してスライドの上にカバースリップを落下させるかまたは下方に打ちつけることでは、泡を深刻に混入させる可能性があり、さらには、トレー上の、スライドの底部上の、さらには、サクションカップ自体の上の、溶媒をはね返させる危険もあり、それにより、材料を経時的に腐食させる可能性があり、その後の機能を妨害する可能性もある。その理由は、このプロセスを実行するソフトウェアがゴムのカップの既知の距離および張力に大きく依存しているからである。
一実施形態では、カバースリッパが、その上に予め加えられた乾燥した封入剤を有するガラスのカバースリップを使用する。乾燥した封入剤を活性化するために溶媒(リモネン)が加えられる。カバースリップが、カバースリップの下にあるいかなる泡も押し出すために溶媒の波を利用して、スライドの遠位側の端部からラベル側の端部の方へ適用される。
非限定的な種々の実施形態を以下の実施例において考察する。これらの実施例は非限定的であり、本明細書で開示されるテクノロジを単に表すものである。
一実施形態では、カバースリッパデバイスが、捕捉段階、降下段階、および、最後のバースト段階を実施する。図を参照すると、捕捉段階で、リフタヘッドがカセットからカバースリップを抜き出すとき、リフタヘッドがこれを一方の端部のみで行う。これがこのプロセスが片持ちの形態と呼ばれる理由である。カセットのカートリッジの目的のため、「ラベル側の端部の」サクションカップヘッドが真空に対して開いており、一方で、残りの2つのサクションカップヘッドが大気圧に対して開いている。これに関して、「ラベル側の端部」とは、顕微鏡スライドのラベル側の端部の側に最終的に下ろされることになるカバースリップの端部を捕捉するサクションカップヘッドを意味する。リフタヘッドがカセットの中まで下げられ、その間、予め指定される閾値圧力に達するまでラベル側の端部のサクションカップ上の圧力が監視される。これにより、ラベル側の端部のサクションカップに対してカバースリップのラベル側の端部が強固に添着されていることが確認される。この時点で、リフタヘッドが引き上げられるとき、中央のサクションカップヘッドがさらに起動され、一方で、遠位側のサクションカップヘッドのみが大気圧に対して開いている。リフタヘッドが持ち上げられるとき、カバースリップがカセットから上方へと剥ぎ取られる(持ち上げて剥ぎ取る)。これが達成されると、遠位側のサクションカップヘッドの真空が作動させられ、その結果、3つのすべてのサクションカップヘッドがスライドに対して同じ大きさの吸引力を作用させることになる。このとき、スリップがいくらかでも破損しているかどうかまたは裂けているかどうかを決定するために、関連付けられるセンサを通して全圧が測定される。圧力が最小閾値に達しない場合、カバースリップが欠陥を有するかまたは破損しているとみなされ、カバースリップが廃棄され、プロセス全体が繰り返される。最小閾値を超える場合、2つ以上のカバースリップが捕捉されている可能性があり、これらもやはり廃棄される。この全プロセスは、片持ちの形態を利用して1つのカバースリップを抜き出すことを伴う。
次に、カバースリップが準備された後(種々の流体に対して吹付けが行われ、カバースリッピング液が中央へと下方に加えられる)、リフタヘッドが、吸引された/持ち上げられたカバースリップをスライド上に下ろすことを試みる(降下段階)。このカバースリップ降下プロセスは反対側の剥ぎ取りアクションまたはロールダウンアクションを利用するが、これらの反対側の剥ぎ取りアクションまたはロールダウンアクションは、実際には、遠位側のサクションカップヘッドを最初に解放することにより行われる。捕捉段階の最後に、遠位側のサクションカップヘッドがスライド上で位置決めされるときにその端部を最初に解放する。この時点で、適切に平坦である(放物線形ではない)メニスカスの形成を乱す可能性がある(さらには、不明瞭にするような泡をやはり混入させる可能性がある)振動による打ちつけを防止するために、カバースリップが遠位側の端部のところでスライドに接触するときに、以下の2つのことが行われる:1)中央のサクションカップヘッドおよびラベル側のサクションカップヘッド上の真空がコントロールバルブを使用して非常にゆっくりと抜き取られ、2)最後の2つのサクションカップヘッドの抜き取り/解放が、200ミリ秒で意図的に遅延される6回の短いインターバルを置いて行われる。このようにカバースリップを下ろすのを律動的に行うことで、メニスカスが平坦に分散されるようになり、これは、泡を完全に消してリモネン流体を適切にしみ込ませるのに必要なことである。
次に、最後のバースト段階で、ラベル側のサクションカップヘッドの圧力が抜き取られて、カバースリップの最後の縁部が接触した後で、リフタヘッドが、3つのすべてのサクションカップヘッドから、正確に測定した最後のバースト(100ミリ秒)を適用し、その後、リフタヘッドの引き上げが開始される。これは、回転トルク(1つのカップのみが使用される場合に生じる可能性がある)を発生させることなく、任意の静電的引力を有するリフタヘッドからカバースリップを分離するのを補助し、さらには、カバースリップとスライドとの接触面の周囲部からすべての余分な溶媒を押し出すのを補助する。
別の実施形態では、カバースリッパデバイスが、やはり、捕捉段階、降下段階、および、最後のバースト段階を実施する。上記の第1の実施例の場合と同様に、この第2の実施形態のリフタヘッドは配管される3つのサクションカップヘッドを利用し、これらの3つのサクションカップヘッドの各々が、取り扱いの柔軟性を最大にするための個別のコントロールバルブを備える専用の空気圧チューブを特徴とする。スライドトレーがカバースリッパモジュール内に導入されるとき、リフタヘッドが、スライド上に蓄積する移送流体に対して吹付けを行うことを目的としてガスナイフ(リフタヘッドに一体化される)を使用することを最初に含むプロトコルを開始する。この移送流体は、単純に、添加される組織構造試料をステーション間で水和させて維持することを意図される流体である。最初の吹付けの後、リフタヘッドが、縁部の複数のポイントにおいて分注を行うことによりリモネンを分注する。このリモネンも、いかなるバックグラウンド流体もこのポイントより前方へと移動させるように、スライドを跨るように吹き付けられ、これは実際には、実際の溶媒として後で加えられる流体と同じである。2回目の吹付けの後、リフタヘッドがスライドの中央の下方の複数のポイントのところにリモネンを分注する。この時点で、スライドに対してカバースリップを適用する準備が整う。
この実施形態の捕捉段階では、各サクションカップヘッドが大気圧状態または吸引状態へと切り替えられ得、設定は、所望される出力に応じてカップごとに異なっていてよい。いくつかの例では、スライドを持ち上げてカートリッジから分離することが、リフタヘッドの遠位側のサクションカップヘッド(3つのサクションカップのうちの第3のサクションカップ)のみの吸引力を起動することによって最も良好に達成される。これにより、ヘッドがスタックの最も下側の端部を吸引することが可能となる。端部のカップがカバースリップの端部を固定した後、残りの2つのサクションカップが、スタックから離れるようにカバースリップを上方に効果的にすくい上げるための「剥ぎ取り」アクションを行うように起動される。
持ち上げて剥ぎ取った後、カバースリップが破損しているかどうかをチェックするために、ソフトウェアプロトコルが実行される。これは、リフタヘッドの底部表面に対して完全に付着されているカバースリップに対して圧力が釣り合っているかどうかを判断するための、関連付けられるリフタヘッドマニホルド内にある真空センサを用いて行われる。圧力読取値が低すぎる場合、リフタヘッドが自動で廃棄ベルトの上まで移動してカバースリップを落下させる。カバースリップの受け渡しが適切に行われたことを確認することができるようになるまで、このプロセスが繰り返される。
この実施形態の降下段階では、その時点で成功裏に持ち上げられているカバースリップが、リフタヘッドを用いて、スライドの上に置くためのコンベアトラックに沿って運ばれる。この時点で、リフタヘッド自体がスライドの上に下げられるとき、配管されたラインがブリードバルブとして使用され、サクションカップを1つずつ順番にゆっくり解放し、その結果、反対側の剥ぎ取りアクションにおいてカバースリップがスライドの上に効率的にロールダウンされる。これに関連して、カップが、カバースリップを適切に位置決めするためのアクチュエータとして使用される。カバースリップが遠位側の端部からラベル側の端部へと適用される。このスライドの旋回アクションにより、スライドの上に単に分注されただけの溶媒を適切に分散させることができる。
この実施形態の最後のバースト段階では、カバースリップの最後の角部がスライドの上へと解放されるとき、リフタヘッドが、カバースリップとスライドとの接触面の周囲部から余分なリモネンを押し出すのを補助するために、3つのすべてのカップから最後の圧力バーストを加える。この圧力バーストは、縁部から泡を押し出す形で、泡を排除するのを補助する。これはまた、リフタヘッドと、この時点で結合されているカバースリップ/スライドとの間の接触を遮断する。
この実施例は本開示の別の実施形態を示す。この実施例では、各リフタヘッドが、マニホルドに繋がる空気圧チューブを備える、個別に配管される3つのサクションカップを有し、ここでは、3つのカップに関連する圧力を測定するためのセンサも存在する。各カップが、圧力または吸引力を段階的に変化させるのを可能にするコントロールバルブまたはブリーダバルブをさらに有する。各サクションカップヘッドが大気圧状態または吸引状態へと切り替えられ得、実際の設定は、所望される出力に応じてカップごとに異なっていてよい。
この実施形態の捕捉段階では、カートリッジからスライドを持ち上げて分離することが、リフタヘッドのラベル側のサクションカップヘッド(3つのリフタヘッドのうちの第1のリフタヘッド)のみの吸引力を最初に起動することにより最も良好に達成される。これにより、ラベル側のサクションカップヘッドによりスタックの最も下側(ラベル側)の端部を吸引することが可能となる。ラベル側のサクションカップヘッドがカバースリップの端部を固定した後、リフタヘッドがスライドから引っ込められるときに、第2のサクションカップが、スタックから離れるようにカバースリップを上方に効果的にすくい上げるための「剥ぎ取り」アクションを行うように起動され、この時点で、遠位側のカップが、リフタヘッドの底部表面に対してカバースリップを完全に添着するために吸引力を作動させる。
この実施形態では、捕捉段階が、基本的に、真空が捕捉プロセスを制御する手法を示す4つのステップを伴う。ステップ1で、カバースリップのカセット内で接触するときに、ラベル側の端部のサクションカップのみが真空で起動される。ステップ2で、ラベル側の端部のサクションカップからの真空が一番上のカバースリップの一方の角部のみを持ち上げる。これは、カバースリップが一方の端部のみで保持されていることを理由として片持ちの形態として知られており、これにより、1つのカバースリップをより効率的に持ち上げることが可能となる。試験により、3つのすべてのサクションカップヘッド内に真空を有する場合には、頻繁に、一度に2つ以上のカバースリップが持ち上げられることが明らかとなった。ステップ3で、ラベル側の端部のカバースリップが固定されてカバースリップのカセットの上まで持ち上げられた後、中央のサクションカップでも真空が起動される。ステップ4で、3つのすべてのサクションカップ内の3つのすべての真空が作動される。この時点で、持ち上げられたカバースリップが破損しているかどうかを決定するために、圧力が測定される。次いで、持ち上げられたカバースリップが、適用されるために、リフタヘッドを介してスライドトレーまで運ばれる。
この実施形態の降下段階では、降下プロセスが、スライドの上にカバースリップを置くための逆圧シーケンス(reverse pressure sequence)を利用する。この降下プロセスは、コントロールバルブを使用して遠位側のサクションカップヘッドを解放し、それにより、真空圧が非常にゆっくりと抜き取られる。次いで、この降下プロセスが、残りの2つのサクションカップヘッドを非常にゆっくりと抜き取り、その結果が、泡を発生させることなく流体を最適に分散させるのを促進するような形で、カバースリップがゆっくり下ろされることになる。これは、実際には、6回の漸進的な律動の高度に制御されるプロセスであり、ここでは、圧力が解放され、スライドが200ミリ秒ごとに0.04572mm(0.0018インチ)だけロールダウンされる。これにより、最適に制御することおよび精度を得ることが可能となる。
この実施形態の最後のバースト段階では、ラベル側のカップの圧力が抜き取られて、カバースリップの最後の縁部が接触した後で、リフタヘッドが、3つのすべてのカップから、正確に測定した最後のバースト(100ミリ秒)を適用し、その後、リフタヘッドの引き上げが開始される。これは、回転トルク(1つのカップのみが使用される場合に生じる可能性がある)を発生させることなく、任意の静電的引力を有するリフタヘッドからスリップを分離するのを補助し、さらには、カバースリップとスライドとの接触面の周囲部からすべての余分な溶媒を押し出すのを補助する。
この実施例は本開示の別の実施形態を示す。上で考察したように、リフタヘッドが、底部表面(つまり、サクションカップを有する表面)を平坦とするか、湾曲させるか、面取りするか、斜めにするか、またはそれらを組み合わせるように、構成されてよい。リフタの底部表面のこの構成は、カバースリッピングプロセスに影響することが分かっている。例えば、平坦な表面の底部を有するリフタヘッドは、カセット内のカバースリップの間に静電気を発生させやすいことが分かっており、また、片持ちされる1つのサクションカップを用いる場合でもしばしば2つ以上のカバースリップを持ち上げることが分かっている。別の問題は、高い信頼性の再現性のある形でいかにして1つのスライドを持ち上げて分離させるかということ、および、それらをいかにして緩やかに下ろすかということ(落下させたり打ちつけたりしない)、である。その理由は、それにより流体をはねさせて通常は泡を混入させるからである。したがって、異なる形で設計された複数のリフタヘッドを試験した。
有用である1つのリフタヘッド構成は、凹形のデザインを有するリフタヘッドであった。図10を参照すると、凹形のデザインが、中央凹形構成(渋面の記号のような)を形成する下向きの中央カーブを備える平坦な底部表面の面を有するハウジング/主ボディを特徴とする。加えて、ヘッドが、下向きの凹形カーブの外側に位置する2つの小さいサクションカップヘッドと、中央の下向きの凹形カーブ内に位置する(2つの小さい外側サクションカップの間にある)1つの大きい中央サクションカップとを特徴とする。すべてのサクションカップが個別に配管され、リフタヘッドの底部表面に沿って順々に配置される。試験により、このデザインでカバースリップを分離することが静電気に対してより高いロバスト性を有することが明らかとなった。加えて、中央のカップが大きいことで、このデザインにおいてカバースリップに作用する力が強化された。これは、片持ち状態となってカセットから抜き出された後、中央の(最も強力な)カップがカバースリップに強い真空を作用させ、その結果、カバースリップも、渋面形状に似る、リフタヘッドと同じ下向きの凹形カーブを有するようになる、ことを意味する。言い換えると、凹形の構成はカバースリップを下方に曲げ、それにより他のスライドとの静電的引力が抑えられる。これは、実際に、この時点でくっついている2番目のカバースリップを切り離すことに有用であった。このように、中央が渋面である構成(center frown configuration)は、カバースリップを下方に曲げ、それにより他のスライドとの静電的引力が抑えられる。この凹形のデザインは、1つのカバースリップを完全に分離させて捕捉するのに非常に効果的であることが示された。
使用者の要求に従ってカバースリッパ内で実装され得るリフタヘッドの考えられる代替の構成は凸形の形態つまり「スマイル」の形態である。この実施形態には、「幅狭の二重面取り」のデザイン(図12)および「幅広の二重面取り」のデザイン(図13)が含まれる。図11および12を参照すると、凸形の形態つまり「スマイル」の形態が、上方にわずかに湾曲する平坦なまたは部分的に平坦な底部表面を有するハウジング/主ボディを特徴とし、したがって、この表面は凸形であるかまたは部分的に凸形であり、「スマイル」を形成している。一実施形態では、サクションカップヘッドが同じサイズであっても異なるサイズであってもよい。
試験した種類に関しては、「幅狭の二重面取り」が、制御する形でカバースリップを降下させるという課題に対しての最適な解決策であることが分かった。このように制御する形で適用するということにおいて重要なことは、各リフタヘッドの遠位側の端部および近位側の端部上の単純な5度の面取り角度により、片持ち状態時にカバースリップがブラブラすることがより制御された、ということである。これにより、降下時に「S」字のカーブとなるのを排除することが補助され、応力を低くして制御しながらスライドの上に配置されるようになる。「幅狭の二重面取り」のリフタヘッドを用いる場合、圧力が変化することで、カバースリップを持ち上げたり適用したりするときの結果が大きく異なることになり、しばしばこの結果が向上する、ことが分かった。加えて、「幅狭の二重面取り」のリフタヘッドでは幅が縮小されることにより、流体がリフタヘッドに接触することが制限される。
試験中、カバースリップを解放するときの最後のステップで(スマイルの形態または渋面の形態のいずれかにおいて)、3つのすべてのカップが非常に小さい圧力を作用させ、これが、リフタヘッドを押して取り外して、最後のわずかな溶媒を、この時点で結合しているカバースリップ/スライドの周辺部から押し出すのを、補助する。カバースリップが解放されるとき、3つのすべてのカップを同時に用いて空気バーストが適用され、ここではすべてのカップを使用することで、リフタヘッドにより押されて取り外されるときに回転トルクが生じることが防止され、また、追加の溶媒を押し出すことが補助される(カバースリップの捕捉および降下に関しての詳細は、別個の記述を参照されたい)。
「スマイル」の形態および「渋面」の形態は、共に、カバースリッパ器具の標準的な特徴であると考えられる。互いに比較すると、凸形つまり「スマイル」の形態が、カバースリップを制御する形で降下させることに関してわずかに優れた結果を示し、凹形つまり「渋面」の形態が高い信頼性で1つのスリップを持ち上げることに関してわずかに優れていることが分かった。
この実施例は、カバースリップの捕捉・回収ステップの別の実施形態を示している。ステップ1:接触〜検出 − 図19A〜Dを参照すると、このステップでは、ラベルの方のサクションカップ(右側の矢印)が最初に真空に対して開けられ、一方で、遠位側のサクションカップヘッド(左側の矢印)および中央のサクションカップヘッド(真ん中の矢印)が大気圧に対して開いている。次いで、リフタヘッドがカセットの中へ下げられ(黒い矢印の方向)、一方で、カバースリッパが、予め指定した目標の閾値圧力に達したかどうかに関してラベル側のサクションカップヘッドの圧力(右側の矢印)を監視している。この閾値に達することで、真空によりカバースリップがラベル側のサクションカップヘッドに強固に添着されていることが確認される。閾値に達した後、リフタヘッドが最大0.127cm(0.050インチ)の追加の分だけ降下し、遠位側および中央のカップを押圧する。この実施形態では、カバースリップのスタックがカセットの右下の角部の方へと下向きに傾斜しており(カセットのデザインによる)、ここでは、スタックはカセットの後方側が高くなり、また、カセットの左側が高くなる。このようにスタックが2.5度で傾斜することは、正圧を有する接近するサクションカップから剪断力を生じさせるのを補助することもできる。ステップ2:持ち上げ〜剥ぎ取り − この時点で、リフタヘッドの方向が反転され、スタックからわずかに0.381cm(0.150インチ)だけ(上方に)移動することが実施される。これによりスタックからの剥離力が生じ、一方で、遠位側のサクションカップヘッド(左側の矢印)および中央のサクションカップヘッド(中央の矢印)がカバースリップを遠位側の端部のところでスタックに接触させて維持する力を提供する。ステップ3:引き上げ〜中央および遠位側のカップ − この時点で、中央のサクションカップヘッドおよび遠位側のサクションカップヘッドが順番に真空圧に対して開かれる(遠位側のサクションカップヘッドよりも先に中央のサクションカップヘッドが開かれる)。これによりカバースリップが中央の位置のところで引き上げられ、最後に、遠位側の位置のところで引き上げられ、それにより、ヘッドに接触する状態で完全に引き上げられるカバースリップが比較的平坦となる。ステップ4:遠位側のカップによる片持ち − ラベル側のサクションカップヘッドおよび中央のサクションカップヘッドの真空がオフにされる。これにより、遠位側のサクションカップヘッドのみに隣接するところのカバースリップが片持ちの形となり、カバースリップの下側の端部のところがスタックの最も下側の部分の上に載置される。ステップ5:良好なカバースリップの検出 − 中央のサクションカップヘッドおよびラベル側のサクションカップヘッドの真空が再び順番にオンにされ、それにより真空ヘッドに接触する状態でカバースリップが完全に引き上げられる。この時点で、すべてのサクションカップヘッドが、目標の真空閾値に達しているかどうかに関してチェックされる。この時点で、3つのすべてのサクションカップヘッドがカバースリップに対して等しい大きさの吸引力を作用させており、それにより、カバースリップをリフタヘッドの底部表面に対して完全に添着する。この時点で、すべてのサクションカップヘッドが、目標の真空閾値に達しているかどうかに関してチェックされる。最小閾値に達している場合、持ち上げられたカバースリップが、標本担持顕微鏡スライドに対して適用されるために、スライドトレーまで移送される。
上述したように、本明細書では、本発明の詳細な実施形態が開示されるが、開示される実施形態が、種々の形態で具体化され得る本発明の単に例示であることを理解されたい。多くの修正形態および他の変形形態が、以下で特許請求される本発明の意図される範囲内にあることを認識されたい。