JP2017193756A - 厚鋼板 - Google Patents
厚鋼板 Download PDFInfo
- Publication number
- JP2017193756A JP2017193756A JP2016085147A JP2016085147A JP2017193756A JP 2017193756 A JP2017193756 A JP 2017193756A JP 2016085147 A JP2016085147 A JP 2016085147A JP 2016085147 A JP2016085147 A JP 2016085147A JP 2017193756 A JP2017193756 A JP 2017193756A
- Authority
- JP
- Japan
- Prior art keywords
- less
- content
- toughness
- test
- ctod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 55
- 239000010959 steel Substances 0.000 title claims abstract description 55
- 239000002131 composite material Substances 0.000 claims abstract description 73
- 239000002245 particle Substances 0.000 claims abstract description 13
- 239000000203 mixture Substances 0.000 claims abstract description 11
- 239000000126 substance Substances 0.000 claims abstract description 10
- 239000012535 impurity Substances 0.000 claims abstract description 7
- 229910052748 manganese Inorganic materials 0.000 abstract description 3
- 229910052760 oxygen Inorganic materials 0.000 abstract description 3
- 229910052782 aluminium Inorganic materials 0.000 abstract description 2
- 229910052759 nickel Inorganic materials 0.000 abstract description 2
- 229910052757 nitrogen Inorganic materials 0.000 abstract description 2
- 229910052799 carbon Inorganic materials 0.000 abstract 1
- 229910052804 chromium Inorganic materials 0.000 abstract 1
- 229910052802 copper Inorganic materials 0.000 abstract 1
- 229910052750 molybdenum Inorganic materials 0.000 abstract 1
- 229910052758 niobium Inorganic materials 0.000 abstract 1
- 229910052698 phosphorus Inorganic materials 0.000 abstract 1
- 229910052717 sulfur Inorganic materials 0.000 abstract 1
- 229910052720 vanadium Inorganic materials 0.000 abstract 1
- 230000000052 comparative effect Effects 0.000 description 31
- 229910000859 α-Fe Inorganic materials 0.000 description 30
- 238000003466 welding Methods 0.000 description 26
- 230000003247 decreasing effect Effects 0.000 description 24
- 238000004519 manufacturing process Methods 0.000 description 15
- 239000000463 material Substances 0.000 description 14
- 238000000034 method Methods 0.000 description 11
- 238000001816 cooling Methods 0.000 description 10
- 238000005096 rolling process Methods 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 9
- 230000007423 decrease Effects 0.000 description 9
- 230000000694 effects Effects 0.000 description 8
- 230000002950 deficient Effects 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 6
- 229910001566 austenite Inorganic materials 0.000 description 6
- 239000013078 crystal Substances 0.000 description 6
- 230000001276 controlling effect Effects 0.000 description 5
- 230000009467 reduction Effects 0.000 description 5
- 230000009466 transformation Effects 0.000 description 5
- 239000007789 gas Substances 0.000 description 4
- 150000001247 metal acetylides Chemical class 0.000 description 4
- 239000002893 slag Substances 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000001556 precipitation Methods 0.000 description 3
- 238000005204 segregation Methods 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 238000007670 refining Methods 0.000 description 2
- 239000000523 sample Substances 0.000 description 2
- 230000000087 stabilizing effect Effects 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- -1 VC are formed Chemical class 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000010953 base metal Substances 0.000 description 1
- 239000011246 composite particle Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 238000013507 mapping Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000000550 scanning electron microscopy energy dispersive X-ray spectroscopy Methods 0.000 description 1
Landscapes
- Heat Treatment Of Steel (AREA)
Abstract
Description
C:0.05〜0.20%、
Si:0.10〜0.30%、
Mn:1.30〜2.50%、
P:0.01%以下、
S:0.0010〜0.0100%、
Ti:0.005〜0.030%、
Al:0.003%以下、
O:0.0010〜0.0050%、
N:0.005%以下、
Cu:0〜0.5%、
Ni:0〜0.5%未満、
Cr:0〜0.5%、
Mo:0〜0.50%、
V:0〜0.10%、
Nb:0〜0.05%、および、
残部:Feおよび不純物であり、かつ、
鋼中に、Ti酸化物の周囲にMnSが存在する複合介在物を含み、
前記複合介在物の断面における前記MnSの面積率が、10%以上90%未満であり、
前記複合介在物の界面における前記MnSの割合が、10%以上であり、
粒径0.5〜5.0μmの前記複合介在物の個数密度が、10〜100個/mm2であ
る、厚鋼板。
Cu:0.01〜0.5%、
Ni:0.01〜0.5%未満、
Cr:0.01〜0.5%、
Mo:0.01〜0.5%、
V:0.01〜0.1%、および、
Nb:0.01〜0.05%、
から選択される1種以上を含有する、前記(1)に記載の厚鋼板。
各元素の作用効果と、含有量の限定理由は下記のとおりである。なお、以下の説明において含有量についての「%」は、「質量%」を意味する。
Cは、母材およびHAZの強度を高める作用を有する元素である。400〜500MPaの強度を確保するためには、C含有量を0.05%以上とする必要がある。一方、Cを過剰に含有させると、HAZが硬質組織を形成しやすくなるため、HAZの靱性が低下する。したがって、C含有量は0.20%以下とする。なお、母材およびHAZの強度を確保し、かつ、HAZの低温靱性を確保する観点から、C含有量は、0.06%以上であることが好ましく、0.15%以下であることが好ましい。
Siは、鋼材製造中に脱酸剤として作用することから、酸素量の制御に有効であるとともに、鋼中に固溶して強度を増加させる元素である。前記効果を得るため、Si含有量は0.10%以上とする。一方、Siを過剰に含有させると、母材の靱性が低下するとともに、HAZが硬質組織を形成しやすくなるため、HAZの靱性が低下する。したがって、Si含有量は0.30%以下とする。なお、適正な酸素量に制御し、かつ、HAZの低温靱性を確保する観点から、Si含有量は、0.13%以上であることが好ましく、0.25%以下であることが好ましい。
Mnは、オーステナイト安定化元素として作用し、粒界における粗大なフェライトの生成を抑制する。前記効果を得るため、Mn含有量は、1.30%以上とする。一方、Mnを過剰に含有させると、Mnが偏析しやすくなり、HAZが局所的に硬質組織を形成しやすくなる。その結果、HAZの靱性が低下する。したがって、Mn含有量は2.50%以下とする。なお、粗大なフェライトの生成を抑制し、かつ、偏析を防止する観点から、Mn含有量は、1.40%以上であることが好ましく、2.10%以下であることが好ましい。
Pは、不純物元素である。P含有量の低減は、HAZにおいて粒界強度の低下を抑制する。したがって、P含有量は、0.01%以下とする。
Sは、MnSを複合析出させるための元素である。そのため、S含有量は、0.0010%以上とする。一方、Sを過剰に含有させると、粗大な単体MnSが析出するため、HAZの靱性が低下する。そのため、S含有量は、0.0100%以下とする。なお、MnSを複合析出させ、かつ、HAZの低温靱性を確保する観点から、S含有量は、0.0020%以上であることが好ましく、0.0050%以下であることが好ましい。
Tiは、Ti系酸化物の生成に必須の元素である。充分な介在物密度を得るため、Ti含有量は、0.005%以上とする。一方、Tiを過剰に含有させると、TiCなどの炭化物を生成しやすくなるため、HAZの靱性が低下する。そのため、Ti含有量を0.030%以下とする。なお、充分な介在物密度を確保し、かつ、HAZの靱性を確保する観点から、Ti含有量は、0.009%以上であることが好ましく、0.020%以下であることが好ましい。
Alは、不純物元素である。Al含有量が増加することにより、Ti系酸化物の生成が抑制される。そのため、Al含有量は、0.003%以下とする。
Oは、Ti系複合酸化物の生成に必須の元素である。充分な介在物密度を得るため、O含有量は、0.0010%以上とする。一方、Oを過剰に含有させると、破壊起点となり得る粗大な酸化物を形成しやすくなる。そのため、O含有量は、0.0050%以下とする。
Nは、Tiと結合してTiNを生成することにより、結晶粒の微細化に寄与する元素である。しかしながら、Nを過剰に含有させると、TiNが凝集して、破壊の起点となる。そのため、N含有量は、0.005%以下とする。
Cuは、強度を高める作用があるので、含有させてもよい。しかしながら、Cuを過剰に含有させると、熱間脆化が生じ、スラブ表面の品質低下につながる。したがって、Cu含有量は、0.5%以下とする。Cu含有量は、強度を高めるため、0.01%以上であることが好ましい。一方、Cu含有量は、スラブ表面の品質を確保する観点から、0.3%以下であることが好ましい。
Niは、靱性を低下させずに、強度を高める作用があるため、含有させてもよい。しかしながら、Niは、オーステナイト安定化元素であるため、過剰に含有させると、粒内フェライトが生成しにくくなる。したがって、Ni含有量は、0.5%未満とする。Ni含有量は、粒内フェライトの生成を促進させるため、0.4%以下であることが好ましい。また、Ni含有量は、強度を高めるため、0.01%以上であることが好ましい。
Crは、強度を高める作用があるため、含有させてもよい。しかしながら、Crを過剰に含有させると、HAZの靱性が低下する。したがって、Cr含有量は、0.5%以下とする。Cr含有量は、0.3%以下であることが好ましい。また、Cr含有量は、強度を高めるため、0.01%以上であることが好ましく、0.1%以上であることがより好ましい。
Moは、少量の含有で強度が顕著に増加する元素であるため、含有させてもよい。しかしながら、Moを過剰に含有させると、HAZの靱性が著しく低下する。したがって、Mo含有量は、0.50%以下とする。Mo含有量は、0.30%以下であることが好ましい。また、Mo含有量は、強度を高めるため、0.01%以上であることが好ましい。
Vは、母材の強度および靱性の向上に有効な元素であるため、含有させてもよい。しかしながら、Vを過剰に含有させると、VCなどの炭化物を形成し、靱性の低下につながる。したがって、V含有量は、0.10%以下とする。V含有量は、炭化物生成による靱性の低下を抑制する観点から、0.05%以下であることが好ましい。また、V含有量は、母材の強度および靱性を向上させるため、0.01%以上であることが好ましい。
Nbは、母材の強度および靱性の向上に有効な元素であるため、含有させてもよい。しかしながら、Nbを過剰に含有させると、NbCなどの炭化物を生成しやすくなり、靱性の低下につながる。したがって、Nb含有量は、0.05%以下とする。Nb含有量は、0.03%以下であることが好ましい。また、Nb含有量は、母材の強度および靱性を向上させるため、0.01%以上であることが好ましい。
本発明の厚鋼板は、鋼中に、Ti酸化物の周囲にMnSが存在する複合介在物を含む。
本発明では、任意の切断面に現出した複合介在物を分析し、その複合介在物の断面積におけるMnSの面積率を測定することにより、複合介在物中のMnS量を規定している。複合介在物の断面におけるMnSの面積率が10%未満であると、複合介在物中のMnS量が少なく、充分なMn欠乏層を形成できない。その結果、粒内フェライトの生成が困難となる。一方、複合介在物の断面におけるMnSの割合が90%以上であると、複合介在物がMnS主体となり、Ti系酸化物の占める割合が低下する。その結果、Mn吸収能が低下し、充分なMn欠乏層を形成できないため、粒内フェライトの生成が困難となる。
MnSは、複合介在物の周囲からMnを吸収する必要があるため、複合介在物の界面に存在する必要がある。複合介在物の界面におけるMnSの割合が10%未満であると、複合介在物の周囲から充分にMnを吸収できないため、Mn欠乏層を形成できない。その結果、粒内フェライトの生成が困難となる。
複合介在物の粒径が0.5μm未満では、複合介在物の周囲から吸収できるMn量が少なく、その結果、粒内フェライトの生成に必要なMn欠乏層の形成が困難となる。一方、複合介在物の粒径が5.0μmより大きいと、複合介在物が破壊の起点となる。
安定した粒内フェライトを生成させるためには、各複合介在物が旧γ内に少なくとも1つ程度含まれる必要がある。そのため、複合介在物の個数密度は、10個/mm2以上とする。一方、複合介在物が過剰に多い場合は、破壊起点となりやすい。そのため、複合介在物の個数密度は、100個/mm2以下とする。
本発明に係る厚鋼板の製造方法については、特に制限は設けないが、例えば、上記で説明した化学組成を有するスラブを加熱した後、熱間圧延し、最後に冷却することにより製造することができる。
表1に示す試験No.実施例1〜28、および、比較例1〜18の化学組成を有する鋼を実製造プロセスにて溶製した。実製造では、RH前にArガスを上部より溶鋼内に吹き込み、溶鋼表面のスラグと溶鋼とを反応させることにより、スラグ内のトータルFe量を調整した。ここで、Arガスの流量は100〜200L/min、吹き込み時間は5〜15minの間で調節した。その後、RHにて各元素を添加して成分調整を行い、連続鋳造にて300mmの厚スラブを鋳造した。鋳造後のスラブは、加熱炉にて1000〜1100℃の範囲で加熱した。加熱後に、最終仕上げ板厚tに対し2tの厚さになるまで、760℃以上で圧延をした後、最終仕上げ板厚tまで730〜750℃の温度範囲で圧延した。圧延後に、200℃以下まで−2〜−3℃/secにて水冷し、供試材を作成した。
<複合介在物の界面におけるMnS割合の算出>
複合介在物分析用の試験片は、前記供試材の板厚をtとするときの板厚1/4t部より採取したものを用いた。複合介在物は、電子プローブマイクロアナライザー(EPMA)を用い、複合介在物を面分析したマッピング画像から、MnS面積率および複合介在物の界面におけるMnSの割合を測定した。より具体的には、MnS面積率は、複合介在物全体の断面積と複合介在物全体に占めるMnS部分の断面積とを画像から測定することにより算出した。複合介在物の界面におけるMnS割合は、複合介在物中のTi酸化物の周長とそのTi酸化物に接するMnS界面の長さとを画像から測定することにより算出した。なお、測定のばらつきを少なくするため、MnS面積率および複合介在物の界面におけるMnSの割合は、各供試材につき20個ずつEPMAによる分析を行い、平均値を算出することにより求めた。結果を表1に示す。
複合介在物の個数は、SEM−EDXを組み合わせた自動介在物分析装置により行い、検出された複合介在物の形状測定データから、粒径が0.5〜5.0μmの範囲である複合介在物の個数を算出することにより、個数密度を算出した。結果を表1に示す。
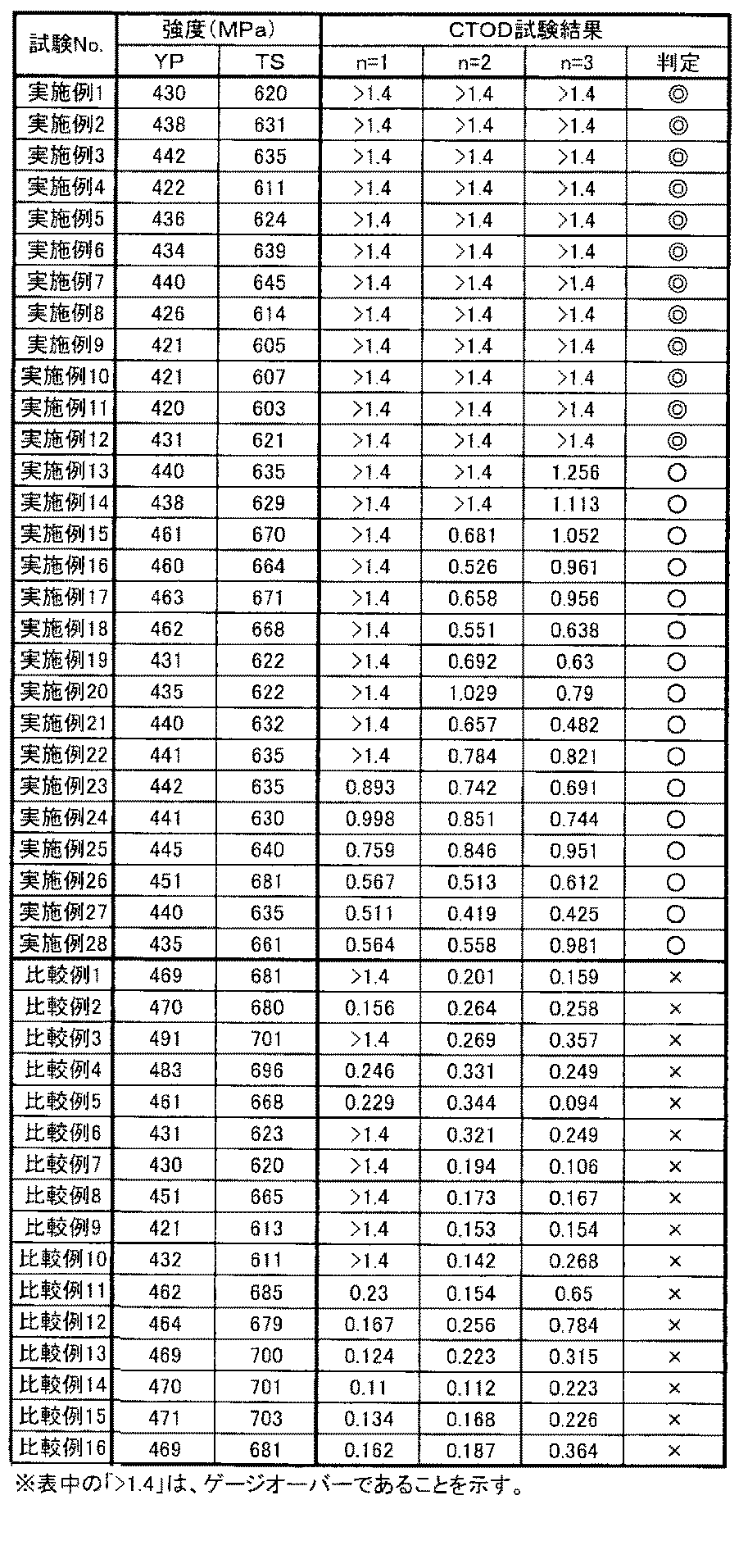
作成した供試材の板厚をtとするときの1/4t位置よりJIS 4号引張試験片を採取し、室温にて引張試験を実施し、圧延母材の降伏応力(YP)および引張強度(TS)を測定した。結果を表2に示す。
作成した供試材からCTOD試験用の試験片をn=3で採取した。各試験片に開先加工を施し、サブマージアーク溶接(SAW)にて入熱5.0kJ/mmにて多層溶接を行った。作成した溶接継手のHAZにノッチ加工を施し、試験温度−20℃でBS7448規格準拠にて、CTOD試験を行った。試験結果の良否は、下記の基準に基づいて判定した。下記の基準のうち、判定が◎または○であった試験片を合格とした。結果を表2に示す。
◎:3本の試験片がすべてゲージオーバー
○:3本の試験片うち、0〜2本がゲージオーバー、かつ、ゲージオーバーでない試験片すべてのCTOD値が0.4mm以上
×:3本の試験片のうち、1本以上の試験片のCTOD値が0.4mm未満
表1に示す試験No.実施例1〜28、および、比較例1〜16の化学組成を有する鋼を実製造プロセスにて溶製した。実製造では、RH前にArガスを上部より溶鋼内に吹き込み、溶鋼表面のスラグと溶鋼とを反応させることにより、スラグ内のトータルFe量を調整した。ここで、Arガスの流量は100〜200L/min、吹き込み時間は5〜15minの間で調節した。その後、RHにて各元素を添加して成分調整を行い、連続鋳造にて300mmの厚スラブを鋳造した。鋳造後のスラブは、加熱炉にて1000〜1100℃の範囲で加熱した。加熱後に、最終仕上げ板厚tに対し2tの厚さになるまで、760℃以上で圧延をした後、最終仕上げ板厚tまで730〜750℃の温度範囲で圧延した。圧延後に、200℃以下まで−2〜−3℃/secにて水冷し、供試材を作成した。
Claims (2)
- 化学組成が、質量%で、
C:0.05〜0.20%、
Si:0.10〜0.30%、
Mn:1.30〜2.50%、
P:0.01%以下、
S:0.0010〜0.0100%、
Ti:0.005〜0.030%、
Al:0.003%以下、
O:0.0010〜0.0050%、
N:0.005%以下、
Cu:0〜0.5%、
Ni:0〜0.5%未満、
Cr:0〜0.5%、
Mo:0〜0.50%、
V:0〜0.10%、
Nb:0〜0.05%、および、
残部:Feおよび不純物であり、かつ、
鋼中に、Ti酸化物の周囲にMnSが存在する複合介在物を含み、
前記複合介在物の断面における前記MnSの面積率が、10%以上90%未満であり、
前記複合介在物の界面における前記MnSの割合が、10%以上であり、
粒径0.5〜5.0μmの前記複合介在物の個数密度が、10〜100個/mm2であ
る、厚鋼板。 - 前記化学組成が、質量%で、
Cu:0.01〜0.5%、
Ni:0.01〜0.5%未満、
Cr:0.01〜0.5%、
Mo:0.01〜0.5%、
V:0.01〜0.1%、および、
Nb:0.01〜0.05%、
から選択される1種以上を含有する、請求項1に記載の厚鋼板。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016085147A JP6747032B2 (ja) | 2016-04-21 | 2016-04-21 | 厚鋼板 |
| CN201780024463.3A CN109072383B (zh) | 2016-04-21 | 2017-04-21 | 厚钢板 |
| EP17786057.4A EP3447162B1 (en) | 2016-04-21 | 2017-04-21 | Thick steel plate |
| KR1020187033428A KR20180132909A (ko) | 2016-04-21 | 2017-04-21 | 후강판 |
| PCT/JP2017/016090 WO2017183720A1 (ja) | 2016-04-21 | 2017-04-21 | 厚鋼板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016085147A JP6747032B2 (ja) | 2016-04-21 | 2016-04-21 | 厚鋼板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017193756A true JP2017193756A (ja) | 2017-10-26 |
| JP6747032B2 JP6747032B2 (ja) | 2020-08-26 |
Family
ID=60154603
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016085147A Active JP6747032B2 (ja) | 2016-04-21 | 2016-04-21 | 厚鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6747032B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113322408A (zh) * | 2020-02-28 | 2021-08-31 | 宝山钢铁股份有限公司 | 一种大线能量焊接EH550MPa级调质海工钢板及其制造方法 |
-
2016
- 2016-04-21 JP JP2016085147A patent/JP6747032B2/ja active Active
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113322408A (zh) * | 2020-02-28 | 2021-08-31 | 宝山钢铁股份有限公司 | 一种大线能量焊接EH550MPa级调质海工钢板及其制造方法 |
| WO2021170104A1 (zh) * | 2020-02-28 | 2021-09-02 | 宝山钢铁股份有限公司 | 一种大热输入焊接EH550MPa级调质海工钢板及其制造方法 |
| CN113322408B (zh) * | 2020-02-28 | 2022-06-28 | 宝山钢铁股份有限公司 | 一种大线能量焊接EH550MPa级调质海工钢板及其制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6747032B2 (ja) | 2020-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6978613B2 (ja) | 極低温用高強度溶接継手の製造方法 | |
| JP6245417B1 (ja) | 鋼材 | |
| JP6665659B2 (ja) | 厚鋼板およびその製造方法 | |
| WO2017183719A1 (ja) | 高張力鋼および海洋構造物 | |
| JPWO2020203336A1 (ja) | ガスメタルアーク溶接用ソリッドワイヤおよびガスメタルアーク溶接方法 | |
| US20180363091A1 (en) | Thick steel plate for high heat input welding and having great heat-affected area toughness and manufacturing method therefor | |
| JP2003213366A (ja) | 母材および大小入熱溶接熱影響部の靭性に優れた鋼材 | |
| JP6665658B2 (ja) | 高強度厚鋼板 | |
| JP2018012853A (ja) | 厚鋼板とその製造方法 | |
| JP5435837B2 (ja) | 高張力厚鋼板の溶接継手 | |
| JP4041447B2 (ja) | 大入熱溶接継手靭性に優れた厚鋼板 | |
| JP5708349B2 (ja) | 溶接熱影響部靭性に優れた鋼材 | |
| WO2017183720A1 (ja) | 厚鋼板 | |
| JP2007107055A (ja) | 高温強度と靭性に優れた耐火構造用溶接継手 | |
| JP2006328523A (ja) | 低温用高強度鋼管 | |
| JPWO2010038470A1 (ja) | 母材および溶接熱影響部の低温靭性に優れかつ強度異方性の小さい鋼板およびその製造方法 | |
| JP4276576B2 (ja) | 大入熱溶接熱影響部靭性に優れた厚手高強度鋼板 | |
| JPWO2017150665A1 (ja) | 低温用h形鋼及びその製造方法 | |
| JP6187270B2 (ja) | 溶接熱影響部靱性に優れた鋼材 | |
| JP6747032B2 (ja) | 厚鋼板 | |
| JP6662174B2 (ja) | 厚鋼板 | |
| US20240227088A9 (en) | Tig welded joint | |
| JP2009179844A (ja) | 溶接熱影響部の靭性に優れた高張力厚鋼板 | |
| JP5883257B2 (ja) | 母材および溶接熱影響部の靭性に優れた鋼材、およびその製造方法 | |
| JP5213517B2 (ja) | 溶接熱影響部靭性に優れた鋼材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170328 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181206 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200221 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200707 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200720 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6747032 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |