JP2017104906A - 成形システム - Google Patents
成形システム Download PDFInfo
- Publication number
- JP2017104906A JP2017104906A JP2016228890A JP2016228890A JP2017104906A JP 2017104906 A JP2017104906 A JP 2017104906A JP 2016228890 A JP2016228890 A JP 2016228890A JP 2016228890 A JP2016228890 A JP 2016228890A JP 2017104906 A JP2017104906 A JP 2017104906A
- Authority
- JP
- Japan
- Prior art keywords
- base material
- molding system
- rack
- holding
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





















Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
なお、図面及び以下の説明において、共通の又は対応する要素については、同一又は類似の符号を付して、重複する説明を省略する。
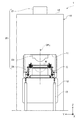
図5は予熱装置30の正面図であり、図6は予熱装置30の右側面図である。予熱装置30には基材搬送装置Cが組み込まれている。図6は、基材搬送装置Cを最大に展開し、基材保持部50を基材セット位置(図2)まで移動した状態を示す。
図9は上部ヒーター昇降機構34の正面図であり、図10はその側面図である。上部ヒーター昇降機構34及び下部ヒーター昇降機構36は、実質的に同一の構成を有するため、両者を代表して上部ヒーター昇降機構34の構成について以下に説明する。
次に、基材搬送装置Cの構成について説明する。上述したように、基材搬送装置Cは、搬送部40及び基材保持部50を備える。
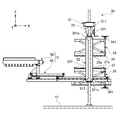
図11、図12及び図13は、それぞれ搬送部40の平面図、右側面図及び正面図である。
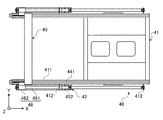
図14及び図15は、それぞれ基材保持部50の平面図及び正面図である。また、図16は、図14におけるA−A矢視図である。
図18は、基材支持アーム52(左アーム52L)の正面図である。なお、右アーム52Rと左アーム52Lは中心面CPYに対して実質的に対称であるため、以下では代表して左アーム52Lについて説明する。
図19及び図20は、それぞれ左アーム52Lにおける基材保持・投下機構70の正面図及び右側面図である。基材保持・投下機構70は、シャフト72、一対の軸受73、複数の支持ピン74、押出しバー75、一対のクランプ76、ガイドプレート77及びモーター78を備える。モーター78、一対の軸受73及びシャフト72を含む複数の部材から、後述する投下位置と保持位置との間で支持ピン74を駆動する駆動部が構成される。
図21及び図22は、それぞれ左アーム52Lにおける第2基材センタリング機構80の平面図及び正面図である。第2基材センタリング機構80は、ギア機構80Gと押板881及び882を備える。ギア機構80Gは、第1基材センタリング機構60Aのギア機構Gと同一構成のものである。第2基材センタリング機構80では、第1基材センタリング機構60Aの連結板681及び682に替えて、押板881(第1作動片)及び押板882(第2作動片)が、ラック83及び84にそれぞれ固定されている。第2基材センタリング機構80は、ピニオン85に連結された操作ノブ851の回転操作に応じて、奥行方向(X軸方向)の中心面CPX(YZ平面)に対する押板881及び882の対称な位置関係を保ちながら、押板881及び882をX軸方向へ逆向きに移動させ、一対の押板881及び882の間隔を変えられるように構成されている。
図23は、プレス成形システム1の制御システムの概略構成を示すブロック図である。プレス成形システム1は、プレス成形システム全体を統合制御するコントローラー2と、油圧作動装置(油圧シリンダー21)への油圧の供給を制御する油圧制御部3と、空圧作動装置(ドア開閉器13、ロッドレスシリンダー45、46及びモーター78)への空圧の供給を制御する空圧制御部4と、真空チャンバー10の吸排気を制御する真空制御部5と、予熱装置30の赤外線ヒーター素子351及び371並びに上熱板22aの電熱ヒーター221及び下熱板25aの電熱ヒーター251の作動/停止を個別に制御するヒーター制御部6を備える。なお、ヒーター制御部6は、温度センサー38の検出結果に基づいて赤外線ヒーター素子351及び371に供給する電力を制御し、温度センサー222及び252の検出結果に基づいて伝熱ヒーター221及び251に供給する電力をそれぞれ制御する。油圧制御部3、空圧制御部4、真空制御部5及びヒーター制御部6は、コントローラー2と通信可能に接続されていて、コントローラー2の制御下で動作する。
次に、プレス成形システム1の動作について説明する。
まず、スクリュージャッキ33のハンドル331を操作して、成形金型(上金型23、下金型24)の形状及び寸法に合わせて、予熱高さを調整する。
上記の実施形態では、予熱高さ調整機構33、上部ヒーター昇降機構34、下部ヒーター昇降機構36、第1基材センタリング機構60A及び第2基材センタリング機構80が、それぞれハンドル331、ハンドル341、ハンドル361、操作ノブ651及び操作ノブ851によって手動操作されるように構成されているが、本発明はこの構成に限定されない。これらのハンドル又は操作ノブの全部又は一部に替えて、各機構を駆動するサーボモーター等の駆動装置を設けて、各機構を自動化することもできる。
10…真空チャンバー
20…成形装置
30…予熱装置
40…搬送部
50…基材保持部
70…基材保持・投下機構
60…第1基材センタリング機構
80…第2基材センタリング機構
Claims (21)
- 基材をプレス成形する成形部と、
前記基材を前記成形部に搬送する搬送部と、
を備え、
前記搬送部が、
前記基材を保持する基材保持部と、
前記基材保持部に保持された前記基材を少なくとも水平方向の一方向において該基材保持部の所定位置に寄せる基材センタリング機構と、を備えた、
成形システム。 - 前記成形部が金型を備え、
前記基材が前記成形部に搬送されたときに、前記所定位置が前記金型の中央の真上に位置するように構成された、
請求項1に記載の成形システム。 - 前記基材センタリング機構がギア機構を備え、
前記ギア機構が、
歯面を向かい合わせて平行に配置された第1ラック及び第2ラックと、
前記第1ラック及び前記第2ラックを移動可能に保持するラックガイドと、
前記第1ラックの一端部に固定され、その一端が前記ラックガイドの外部まで延びた第1作動片と、
前記第2ラックの一端部に固定され、その一端が前記ラックガイドの外部まで延びた第2作動片と、
前記第1ラック及び前記第2ラックと噛み合い、前記ラックガイドに回転可能に保持されたピニオンと、
前記ピニオンを駆動するピニオン駆動部と、
を備えた、
請求項1又は請求項2に記載の成形システム。 - 前記ラックガイドに、
前記第1ラックを収容する第1溝と、
前記第2ラックを収容する第2溝と、
前記第1溝と前記第2溝とを連絡し、前記ピニオンを収容する貫通穴と、が形成された、
請求項3に記載の成形システム。 - 前記ラックガイドの長さ方向における一端側に、前記第1溝と前記第2溝とを隔てる隔壁が形成されていない溝結合部が形成され、
前記第2作動片が、前記溝結合部を横断して、前記第1ラック側から前記ラックガイドの外部まで延びた、
請求項4に記載の成形システム。 - 前記基材センタリング機構が、水平方向である第1方向において前記基材を前記所定位置に寄せる第1基材センタリング機構を含む、
請求項1から請求項5のいずれか一項に記載の成形システム。 - 前記基材保持部が、
前記第1方向に並んで配置された、前記第1方向と直交する水平方向である第2方向に延びる一対の基材支持アームと、
前記一対の基材支持アームを連結するアーム連結部と、を備え、
前記基材支持アームが、
前記基材を下方から支持する基材支持部と、
前記基材の前記第2方向における側面と対向する側壁と、を備え、
前記アーム連結部が、
少なくとも一方の前記基材支持アームを前記第1方向に可動に支持する可動支持部と、
前記第1基材センタリング機構と、を備え、
前記第1基材センタリング機構が、
前記少なくとも一方の基材支持アームを前記第1方向に駆動して、前記一対の基材支持アームの前記側壁間で前記基材を挟み込むことにより、該基材を前記基材保持部の該第1方向における中央に寄せる、
請求項6に記載の成形システム。 - 前記ギア機構が、前記第1基材センタリング機構を駆動する第1ギア機構を含み、
一方の前記基材支持アームが前記第1ギア機構の前記第1作動片に連結され、
他方の前記基材支持アームが前記第1ギア機構の前記第2作動片に連結された、
請求項3を直接又は間接的に引用する請求項7に記載の成形システム。 - 前記可動支持部が、
リニアガイドウェイと、
前記リニアガイドウェイのキャリッジに固定されたフレーム部と、を備え、
前記第1ギア機構の前記第1作動片及び前記基材支持アームのフレームが、前記可動支持部の前記フレーム部に固定された、
請求項8に記載の成形システム。 - 前記基材保持部が、前記基材を保持する保持位置と前記基材を投下する投下位置との間で前記基材支持部を駆動する駆動部を備えた、
請求項7から請求項9のいずれか一項に記載の成形システム。 - 前記駆動部が、
側面に前記基材支持部が固定され、前記第2方向と平行な回転軸の周りに回動可能に支持されたシャフトと、
前記シャフトを回転駆動するモーターと、を備えた、
請求項10に記載の成形システム。 - 前記基材支持部が、前記シャフトから半径方向の一方向に突出して、該シャフトの長手方向に一列に整列した複数の支持ピンを有する、
請求項11に記載の成形システム。 - 前記側壁が、前記支持ピン上の前記基材が載置される位置と前記シャフトとの間に配置され、
前記側壁には、前記回転軸の周りを旋回する前記複数の支持ピンが通る複数のスロットが形成された、
請求項12に記載の成形システム。 - 前記基材支持アームのそれぞれに前記駆動部が設けられた、
請求項10から請求項13のいずれか一項に記載の成形システム。 - 前記基材保持部が、前記保持位置から前記投下位置に切り替わるときに、前記基材を下方に押し出す基材押出部を備えた、
請求項10から請求項14のいずれか一項に記載の成形システム。 - 前記基材押出部が、前記シャフトに固定され、前記基材支持部と共に前記回転軸の周りを旋回する、
請求項15に記載の成形システム。 - 前記基材支持部及び前記基材押出部は、それぞれ前記シャフトと平行な平面上に形成された平面部分を有し、
前記保持位置から前記投下位置に切り替わる際に、前記基材押出部の平面部分が前記基材支持部の平面部分より位相が遅れて旋回する、
請求項16に記載の成形システム。 - 前記保持位置から前記投下位置に切り替わる際に、前記基材押出部の平面部分が前記基材支持部の平面部分より90度位相が遅れて旋回する、
請求項17に記載の成形システム。 - 前記基材押出部が、
前記平面部分である押出部と、
前記基材支持部と平行に延び、前記シャフトと前記押出部とを所定距離だけ離して連結するオフセット連結部と、を備えた、
請求項17又は請求項18に記載の成形システム。 - 前記基材センタリング機構が、
前記第1方向と直交する水平方向である第2方向において前記基材を前記所定位置に寄せる第2基材センタリング機構を含む、
請求項6から請求項18のいずれか一項に記載の成形システム。 - 前記第2基材センタリング機構の前記第1作動片及び前記第2作動片が押板であり、
前記基材が、前記第2基材センタリング機構の前記第1作動片と前記第2作動片とで挟まれることにより、前記第2方向において前記所定位置に寄せられる、
請求項3を直接又は間接的に引用する請求項20に記載の成形システム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015232480 | 2015-11-27 | ||
| JP2015232480 | 2015-11-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017104906A true JP2017104906A (ja) | 2017-06-15 |
| JP6916461B2 JP6916461B2 (ja) | 2021-08-11 |
Family
ID=59058525
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016228890A Active JP6916461B2 (ja) | 2015-11-27 | 2016-11-25 | 成形システム |
| JP2016228889A Active JP6804083B2 (ja) | 2015-11-27 | 2016-11-25 | 基材加熱装置及び成形システム |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016228889A Active JP6804083B2 (ja) | 2015-11-27 | 2016-11-25 | 基材加熱装置及び成形システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP6916461B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109037107B (zh) * | 2018-07-27 | 2023-09-08 | 成都尚明工业有限公司 | 一种半导体框架用打弯排片机 |
| CN113829614B (zh) * | 2021-10-29 | 2022-10-25 | 江苏雅驹新材料实业有限公司 | 一种基于全彩显示屏生产的曲面成型装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4859472A (ja) * | 1971-11-19 | 1973-08-21 | ||
| JPH03126238U (ja) * | 1990-03-30 | 1991-12-19 | ||
| JPH071704A (ja) * | 1993-06-18 | 1995-01-06 | Metsushiyu Kogyo Kk | 位置決め装置及びこれを利用したスクリーン印刷装置 |
| JPH09388U (ja) * | 1997-01-20 | 1997-07-11 | 東洋鋼鈑株式会社 | 板材把持装置 |
| JP2004136300A (ja) * | 2002-10-16 | 2004-05-13 | Yachiyo Industry Co Ltd | プレスライン |
| JP2010222216A (ja) * | 2009-03-25 | 2010-10-07 | Olympus Corp | 成形装置および成形型 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0777725B2 (ja) * | 1988-01-08 | 1995-08-23 | 新東工業株式会社 | シート部材の加熱装置 |
| JP2001024320A (ja) * | 1999-07-07 | 2001-01-26 | Sony Corp | 半田リフロー装置 |
| JP4317302B2 (ja) * | 1999-11-11 | 2009-08-19 | 株式会社浅野研究所 | 熱成形装置 |
| JP3499511B2 (ja) * | 2000-06-28 | 2004-02-23 | 住友重機械工業株式会社 | シート成形機の加熱装置 |
| JP2007304459A (ja) * | 2006-05-15 | 2007-11-22 | Fujifilm Corp | 画像形成装置および画像形成方法 |
| JP5756839B2 (ja) * | 2013-11-01 | 2015-07-29 | 株式会社浅野研究所 | 熱成形装置 |
-
2016
- 2016-11-25 JP JP2016228890A patent/JP6916461B2/ja active Active
- 2016-11-25 JP JP2016228889A patent/JP6804083B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4859472A (ja) * | 1971-11-19 | 1973-08-21 | ||
| JPH03126238U (ja) * | 1990-03-30 | 1991-12-19 | ||
| JPH071704A (ja) * | 1993-06-18 | 1995-01-06 | Metsushiyu Kogyo Kk | 位置決め装置及びこれを利用したスクリーン印刷装置 |
| JPH09388U (ja) * | 1997-01-20 | 1997-07-11 | 東洋鋼鈑株式会社 | 板材把持装置 |
| JP2004136300A (ja) * | 2002-10-16 | 2004-05-13 | Yachiyo Industry Co Ltd | プレスライン |
| JP2010222216A (ja) * | 2009-03-25 | 2010-10-07 | Olympus Corp | 成形装置および成形型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6804083B2 (ja) | 2020-12-23 |
| JP2017105182A (ja) | 2017-06-15 |
| JP6916461B2 (ja) | 2021-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20170008791A1 (en) | Forming apparatus and forming method using the same | |
| US8887544B2 (en) | Conveyor apparatus and hot press-forming apparatus comprising the same | |
| JP6916461B2 (ja) | 成形システム | |
| US20190134695A1 (en) | Transport Apparatus Having Gripping Tongs | |
| CN205571955U (zh) | 一种机械生产线中轴类零件的定位对中装置 | |
| JPS5823523A (ja) | プレスの送り装置 | |
| JP6886194B2 (ja) | ガラス板位置決め装置および方法 | |
| US8826509B2 (en) | Automated multi-stage machine for forming composite details | |
| CN106078329A (zh) | 气缸翻转机 | |
| US10662490B2 (en) | Hardening apparatus for a long member, and a hardening method for a long member | |
| JP4509313B2 (ja) | プレス装置システム | |
| CN212551415U (zh) | 弯板机自动上下料装置 | |
| CN210413340U (zh) | 一种晶体组装设备 | |
| US6361304B1 (en) | Adjustable clamp frame for a thermo-forming machine | |
| JP2021533077A (ja) | ガラス成形装置 | |
| US20190308237A1 (en) | Transport Device for Press Lines and Method for Controlling Such a Transport Device | |
| JP3887163B2 (ja) | 曲面ミラー用ガラス素材の曲げ成形装置 | |
| KR20160097990A (ko) | 2열 이송장치가 구비된 복합금형 장치 | |
| CN214265616U (zh) | 一种螺母锻压机用直线式移料机械手 | |
| CN219465114U (zh) | 激光切管机的料库 | |
| CN210147285U (zh) | 一种用于型材焊接的焊接机构以及型材焊接设备 | |
| JPH0741641B2 (ja) | 射出成形機 | |
| JP2009056477A (ja) | プレス設備のワーク自動搬送装置 | |
| JPH04115909A (ja) | 金型交換装置 | |
| CN115742265A (zh) | 一种热成形生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170717 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190815 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200811 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201006 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210106 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210531 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210629 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6916461 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |