(1.複合加工機の構成)
以下、工作物Wであるベアリングの外輪Wa、及び内輪Wbに対する複数種の研削(本発明における加工に相当)を同時に行なう複合加工機1について説明する。このように、本実施形態において、複合加工機1は、工作物Wの研削を行なう複合研削盤である。図1においては、水平面で直交する方向をX軸線方向及びY軸線方向とし、X軸線方向及びY軸線方向に直交する方向をZ軸線方向とする。図1に示すように、複合加工機1は、ベッド2を備え、ベッド2上には、テーブル状の旋回部5と、コラム3a,3b,3cと、図略の駆動機構でZ軸線方向と平行なZd軸線回りに旋回可能な旋回アーム3dと、を備える。また、複合加工機1は、旋回部5、コラム3a,3b,3c、及び旋回アーム3d等を制御する制御装置30を備える。
旋回部5は、後に詳述する4つの保持装置61,62,63,64を支持する円板状の支持部5aと、図3における支持部5aの下側の面5a1の中央から下方に延在し、支持部5aをC軸線(旋回軸線に相当する)周りに回転可能に支持する回転軸5bと、図3における回転軸5bの下端に設けられ、後述する駆動機構51を構成するウォームホイール51aと、を備える。図3に示すように、旋回部5は、回転軸5bがボールベアリング6を介して、ベッド2にC軸周りに回転可能に支持される。なお、上記において、C軸線と回転軸5bの軸線とは一致している。
図1、及び図2に示すように、旋回部5の支持部5aの上面には、工作物Wの保持が可能な4つの保持装置61,62,63,64(複数の保持装置に相当)が、C軸線を中心とする同一円周C1上に等角度間隔(90度間隔)で設けられる。図3に示すように、各保持装置61〜64には、主軸台81〜84がそれぞれ取り付けられる(ただし、図3では、代表として保持装置61及び主軸台81のみ示す)。ここでは、各保持装置61〜64は同一装置であり、各主軸台81〜84も同一主軸台となっている。主軸台81は、主軸本体811と、工作主軸812とを備える。工作主軸812は、主軸本体811に内蔵される図略の駆動機構でC軸線方向と平行なG軸線(主軸線)回りに回転可能に、主軸本体811の上端から突出するように設けられる。保持装置(図3では保持装置61を示す)は、工作主軸812の上端に固定される。
具体的には、各保持装置61〜64が配置される旋回部5の支持部5aには、貫通穴52がそれぞれ穿設される。そして、主軸台81の主軸本体811が、各貫通穴52に対応する旋回部5の支持部5aの下側の面5a1に固定され、主軸台81の工作主軸812が、各貫通穴52に貫装される。各保持装置61〜64は、磁気力で外輪Wa又は内輪Wb(工作物W)を吸引して上面に保持し、工作主軸812とともにG軸線(図3参照)回りに回転する。
旋回部5は、図3に示す駆動機構51によって、Z軸線方向と平行なC軸線回りに旋回可能に構成される。図3に示すように、駆動機構51は、前述のウォームホイール51a、ウォーム51b、及びモータMoによって構成される。前述したように、ウォームホイール51aは、旋回部5の回転軸5bと一体回転可能に設けられる。ウォーム51bは、一端がモータMoの出力回転軸MLに連結され、他端に形成されたネジ部51b1が、ウォームホイール51aに形成されるはす歯歯車に噛合する。
モータMoは、制御装置30に電気的に結合され、制御装置30の指令に基づいて、出力回転軸MLが、所望の方向に所定の角度だけ回転駆動される。これにより、モータMoの出力回転軸MLに連結されたウォーム51bが軸線周りに回転され、この回転に伴いウォーム51bのネジ部51b1と噛合するウォームホイール51aが回転軸5bと一体回転されて、旋回部5が、C軸線周りに回転される。
駆動機構51を構成するウォーム51bと、ウォームホイール51aとの間の噛合部は、構造上、若干のバックラッシを有している。このため、旋回部5に対して、C軸線周りの回転モーメントMが付与された場合、回転モーメントMの方向と、ウォーム51bとウォームホイール51aとの間のバックラッシ(噛合部の隙間があるとき)によって旋回部5が回転可能な方向と、が一致した場合、旋回部5は、ウォーム51bとウォームホイール51aとの間のバックラッシ分だけ回転する虞れがある。なお、ウォーム51bとウォームホイール51aとの間のバックラッシは、完全にフリーな状態でバックラッシを詰める方向に自在に移動できるものではない。つまり、旋回部5に対し、所定以上の大きさの回転モーメントMがバックラッシを詰める方向に付与されたときに移動する。このため、回転モーメントMの大きさが十分大きければ、旋回部5は、ウォーム51bとウォームホイール51aとの間のバックラッシ分を完全に詰めるようにベッド2に対して相対回転する。また、回転モーメントMの大きさが小さければ、旋回部5は、全バックラッシ分のうち、小さな回転モーメントMの大きさに応じたバックラッシ分だけベッド2に対して相対回転する。
旋回部5が、このようにバックラッシ分を詰める方向へ回転することにより、各保持装置61〜64上に固定された工作物Wと各砥石車9a、9b、9c及び砥石9dとの相対位置がずれ、各砥石車9a、9b、9c及び砥石9dによって研削される各工作物Wの形状精度及び面粗さ精度が低下する場合がある。本発明においては、上記のように、各工作物Wに対する砥石車9a、9b、9c及び砥石9dの研削によって、旋回部5に対しC軸線周りの所定の回転モーメントMが付与された場合においても、旋回部5の回転を抑制し、つまり、工作物Wの位置の変位を抑制して、研削される工作物Wの形状精度、及び面粗さ精度を維持することを目的とする(詳細は後述する)。
旋回部5の支持部5aの上面中央部には、凹部5cが設けられる。凹部5c内には、C軸線回りにおける旋回部5の回転角度を検出する回転角度センサ7が設けられる。回転角度センサ7は、どのような形式のものでもよく、例えばエンコーダが用いられる。回転角度センサ7は、制御装置30に電気的に接続され、検出された旋回部5の回転角度に応じた出力信号を、適時、制御装置30に送信する。
旋回部5は、図2において、時計回り(CW)に旋回するものとする。旋回部5は、C軸線回りに所定角度(本実施形態では90deg又は180deg)で旋回し、保持装置61〜64に保持される外輪Wa又は内輪Wbを搬送する。このとき、旋回部5の回転角度は、回転角度センサ7によって検出され、検出値が制御装置30に送信される。そして、制御装置30が、回転角度センサ7から送信された、回転角度の検出値に基づいて、モータMoに指令を送信し、旋回部5の回転角度が所定角度となるまで、モータMoを回転駆動させる。
コラム3a,3b,3cは、駆動機構(図1にコラム3aの駆動機構3Aのみ示す)によって、X軸線方向と平行なXa軸線方向、Xb軸線方向、Xc軸線方向にそれぞれ往復移動(進退)可能に構成される。図1に示すように、各コラム3a,3b,3cの側面には、駆動機構41a,41b,41cによって、Z軸線方向と平行なZa軸線方向、Zb軸線方向、Zc軸線方向にそれぞれ昇降(進退)可能な砥石台4a,4b,4cをそれぞれ備える。各砥石台4a,4b,4cは、駆動機構91a,91b,91cによって、Za軸線(砥石軸線)回り、Zb軸線(砥石軸線)回り、Zc軸線(砥石軸線)回りにそれぞれ回転駆動可能なロータリー型の砥石車9a,9b,9c(本発明の複数の工具に相当する)をそれぞれ備える。各砥石車9a,9b,9cは、下方に延びる保持軸92a,92b,92cの下端にそれぞれ保持される。
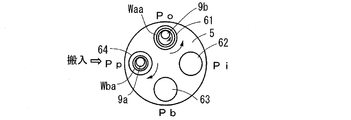
各コラム3a,3b,3cは、各砥石車9a,9b,9cが、図2における保持装置61、62、63にそれぞれ保持される各工作物Wに対して研削を行なう。具体的には、図2において、左側に位置する保持装置61では、搬入される工作物Wが外輪Waの場合には外周面研削が行われる。また、搬入される工作物Wが内輪Wbの場合には内周面研削が行われる。上側に位置する保持装置62では、外輪Waの内周面に設けられる軌道溝WaGに対する研削である外輪軌道溝面研削が行われる。また、右側に位置する保持装置63では、内輪Wbの外周面に設けられる軌道溝WbGに対する研削である内輪軌道溝面研削が行われる。そして、各コラム3a,3b,3cは、各砥石車9a,9b,9cが、各研削位置に対しそれぞれ進退可能となるように、ベッド2上に配置される。
また、下側に位置する保持装置64では、外輪Waの軌道溝WaGに対して行なわれる外輪軌道溝面超仕上げ研削、又は内輪Wbの軌道溝WbGに対して行なわれる内輪軌道溝面超仕上げ研削が、砥石9d(本発明の複数の工具のうちの一つに相当する)によって行われる。そして、外輪Wa又は内輪Wbは、超仕上げ研削終了後、搬出される(図2参照)。なお、以下の説明では、旋回部5において上記左側の位置は、周面研削位置Pp、上記上側の位置は、外輪研削位置Po、上記右側の位置は、内輪研削位置Pi、上記下側の位置は、超仕上げ研削位置Pbと称して説明する。
各砥石車9a,9b,9c(工具)が、それぞれ対応する各工作物W(外輪Wa又は内輪Wb)を研削するために、進退する方向は相互に平行である。言い換えると、各砥石車9a,9b,9cが各工作物Wを、研削のために押圧する押圧方向、即ち切込方向は相互に平行である。このように、各砥石車9a,9b,9c(工具)は、旋回部5に対して相対移動可能にそれぞれ設けられ、旋回部5の旋回により各工作物Wが順次搬送されることで対応するそれぞれの加工位置に工作物Wが位置決めされる場合に、対応する工作物Wを加工する。このような構成により、各コラム3a,3b,3cをコンパクトに配置することができ、複合加工機の小型化が図れる。
外輪Waの外周面研削、又は内輪Wbの内周面研削を行なう砥石車9aには、例えばCBN(Cubic Boron Nitride)砥石が用いられる。また、外輪Waの外輪軌道溝面研削、内輪Wbの内輪軌道溝面研削を行なう、砥石車9b,9cには、例えばアルミナ砥石が用いられる。
旋回アーム3dは、図略の駆動機構でZ軸線方向と平行なZd軸線方向に昇降可能且つZd軸線(砥石軸線)回りに回転可能な単石型の砥石9d(工具)を備える。砥石9dは、旋回アーム3dの先端から下方に延びる保持軸92dの下端部の周面に砥石9dの研削部がZe軸線に直角な方向を向くように保持される。砥石9dは、外輪Waの外輪軌道面超仕上げ研削又は内輪Wbの内輪軌道面超仕上げ研削を行うため、例えばCBN砥石が用いられる。なお、単石型の砥石9dに代えて、ロータリー型の砥石車でもよい。
制御装置30は、上記の制御以外に、コラム3a,3b,3cのX軸線方向へ送りの制御、砥石台4a,4b,4cのZ軸線方向への昇降の制御、旋回部5の旋回の制御、主軸台81〜84の回転と保持装置61〜64の吸引又は解除の制御、砥石車9a,9b,9cの回転の制御、旋回アーム3dの旋回と砥石9dの昇降の制御、及びデータやプログラムの記録等を行なう。制御装置30は、予め設定された制御データに基づき、各装置を制御することで、複数の研削工程を同時に実施する。
(2.複合加工機の基本作動)
複合加工機1の一連の基本作動について、図2及び図4A〜図4Dを参照して簡単に説明する。研削前の外輪Wa又は内輪Wbは、図2の紙面上において左側に位置する保持装置(図2の状態では保持装置61であるが、旋回部5の旋回により入れ替わる。以下、同様である。)に搬入される。また、研削加工後の、外輪Wa又は内輪Wbは、図2の紙面上において下側に位置する保持装置(図2の状態では保持装置64であるが、旋回部5の旋回により入れ替わる。以下、同様である。)から搬出される。
外輪Wa又は内輪Wbの搬入及び搬出は、図略のロボットにより行われる。ロボットは、外輪Wa又は内輪Wbの中心軸線を保持装置61の回転中心と一致させた状態で、外輪Wa又は内輪Wbを搬入可能に構成される。なお、外輪Wa又は内輪Wbの搬入及び搬出は、作業者により行なうようにしてもよく、その場合の上記中心位置合わせは、治具等を用いて行なう。
各図4A〜図4D中において、各砥石車9a,9b,9c周りの矢印は、研削加工時における各砥石車9a,9b,9cのそれぞれの回転方向を示している。また、各工作物W周りの矢印は、各工作物Wのそれぞれの回転方向を示している。本実施形態において、各砥石車9a,9b,9cの回転方向は、複合加工機1の運転が一度回転を開始された後には、複合加工機1の運転が終了するまで、その回転方向は一定とする。これは、所定の温度上昇によって膨張し安定した各砥石車9a,9b,9cの形状を維持させた状態で加工を実施することにより、工作物Wの形状精度、及び面粗さ精度を向上させるためである。また、保持装置61〜64に固定された各工作物Wの回転方向は、各工作物Wの研削が終了する毎に、逆転可能である。このような条件で、工作物Wの研削加工を行なう。
前述したように、本実施形態では、複合加工機1が、ベアリングの外輪Waの外周面研削、外輪軌道溝面研削(内周面)、外輪軌道溝面超仕上げ研削(内周面)、及び内輪Wbの内周面研削、内輪軌道溝面研削(外周面)、及び内輪軌道溝面超仕上げ研削(外周面)を行なう。ここで、複合加工機1では、保持装置61が周面研削位置Ppに位置決めされている状態(図2、図4Aに示す状態)を初期状態とし、この時の旋回部5の旋回位置を基準位置の0度とする。
図4Aに示すように、先ず、制御装置30は、最初の外輪Waaを磁気による吸着力(磁気吸引力)によって保持装置61に吸引固定する。そして、制御装置30は、外周面研削プログラムに基づき、外輪Waaの外周面研削を制御する。
次に、制御装置30は、周面研削位置Ppにおける外輪Waaの外周面研削が完了したら、旋回部5を時計回りに90度旋回させ、図4Bに示す状態とする。これにより、保持装置61は、外輪研削位置Poに位置決めされ、保持装置64は、周面研削位置Ppに位置決めされる。そして、制御装置30は、最初の内輪Wbaを保持装置64に固定する。その後、制御装置30は、図4Bの状態において、外輪軌道溝面研削プログラムに基づき、外輪研削位置Poに位置決めされた外輪Waaの外輪軌道溝面研削を制御する。また、制御装置30は、内周面研削プログラムに基づき、周面研削位置Ppに位置決めされた内輪Wbaの、内周面研削を制御する。これらの制御は、平行に行われる。
次に、制御装置30は、内輪Wbaの内周面研削及び外輪Waaの外輪軌道溝面研削が完了したら、旋回部5を時計回りに180度旋回させ図4Cに示す状態とする。これにより、保持装置61は、超仕上げ研削位置Pbに位置決めされる。保持装置64は、内輪研削位置Piに位置決めされ、保持装置62は、周面研削位置Ppに位置決めされる。保持装置63は、外輪Wa及び内輪Wbが吸着されていない空の状態で外輪研削位置Poに位置決めされる。
図4Cに示す状態において、制御装置30は、次の外輪Wabを保持装置62に磁気力によって固定する。そして、制御装置30は、外周面研削プログラムに基づき外輪Wabの外周面研削を制御する。また、制御装置30は、内輪軌道溝面研削プログラムに基づき内輪Wbaの内輪軌道溝面研削を制御する。さらに、制御装置30は、外輪超仕上げ研削プログラムに基づき外輪Waaの外輪軌道溝面超仕上げ研削を制御する(図4C参照)。これらの各研削プログラムの制御による各研削は、同時に行われる。
外輪軌道溝面超仕上げ研削を制御する際、制御装置30は、旋回アーム3dを旋回させるとともに砥石9dを下降させ、砥石9dを保持装置61上の外輪Waaの軌道溝面に接触させて外輪超仕上げ研削を行なう。外輪超仕上げ研削の完了後、制御装置30は、砥石9dを待機位置へ退避させる。また、外輪Waaの外輪軌道溝面超仕上げ研削が完了したら、制御装置30は、保持装置61の磁気吸着力を解除し、外輪Waaを保持装置61から搬出する(図4C参照)。
次に、制御装置30は、外輪Wabの外周面研削、内輪Wbaの内輪軌道溝面研削、及び外輪Waaの外輪軌道溝面超仕上げ研削が完了した後、旋回部5を時計回りに90度旋回させ図4Dに示す状態とする。これにより、保持装置61は、周面研削位置Ppに位置決めされ、保持装置62は、外輪研削位置Poに位置決めされ、保持装置64は、超仕上げ研削位置Pbに位置決めされる。そして、保持装置63は、外輪Wa及び内輪Wbが吸着されていない空の状態で内輪研削位置Piに位置決めされる。
このとき、制御装置30は、次の内輪Wbbを保持装置61に磁気力によって固定する(図4D参照)。そして、制御装置30は、内周面研削プログラムに基づき周面研削位置Ppに位置決めされた内輪Wbbの内周面研削を制御する。また、制御装置30は、外輪軌道溝面研削プログラムに基づき、外輪研削位置Poに位置決めされた外輪Wabの外輪軌道溝面研削を制御する。また、制御装置30は、内輪軌道溝面超仕上げ研削プログラムに基づき、超仕上げ研削位置Pbに位置決めされた内輪Wbaの内輪軌道溝面超仕上げ研削を制御する。これらの各研削プログラムの制御による研削は、同時に行われる。
内輪軌道溝面超仕上げ研削を制御する際、制御装置30は、旋回アーム3dを旋回させるとともに砥石9dを下降させ、砥石9dを保持装置64上の内輪Wbaの軌道溝面に接触させて内輪超仕上げ研削を行なう(図4D参照)。内輪超仕上げ加工の完了後、制御装置30は、砥石9dを待機位置へ退避させる。また、制御装置30は、内輪Wbaの内輪超仕上げ研削の完了後、保持装置64の磁気吸着力を解除し、内輪Wbaを保持装置64から排出する(図4D参照)。
次に、旋回部5を時計回り(CW)に、さらに180deg回転させる。これにより、旋回部5は、再び図4Cに示す状態と実質的に同様の状態となる。そこで、制御装置30は、上記で説明した図4Cにおける各研削加工を制御する。そして、図4Cにおける研削加工完了後、制御装置30は、図4Cの状態に対し、前述のように旋回部5を時計回り(CW)に90deg回転させて図4Dと実質的に同様の状態とする。そして、上記で説明した図4Dにおける各研削加工を制御する。このように、以降の加工においても、制御装置30は、図4Cの状態と、図4Dの状態とを、交互に繰り返しながら研削を制御することで、複数の工作物Wを同時に効率的に加工できる。
(3.旋回部5に付与される回転モーメントMの詳細)
次に、上記の作動の説明において、各工作物Wが、旋回部5の支持部5aの上面で図4C、及び図4Dに示す状態に配置され、制御装置30によって各工作物Wの研削加工が制御されたときに、旋回部5に付与される回転モーメントMについて説明する。なお、以降の説明においては、図4Cに示す、工作物Wの配置状態、及び各砥石車9a,9b,9cによる工作物Wの研削状態をパターン1とする。また、図4Dに示す、工作物Wの配置状態、及び各砥石車9a,9b,9cによる工作物Wの研削状態をパターン2とする。
<パターン1について>
まず、パターン1について図5に基づき説明する。なお、図5は、図4Cの拡大図であり、回転モーメントMの説明を行なうための図である。パターン1では、砥石車9aによって周面研削位置Ppに固定される外輪Wabの外周面研削が行われる。なお、このとき、砥石車9aは、本発明に係る第一工具に相当するものとする。外周面研削では、図5に示すように、砥石車9aが、外輪Wabの外周の図5における上点T1に当接し、図5における下方に向かって外輪Wabを所定の荷重で押圧する。このとき、砥石車9aが外輪Wabの外周面を押圧する荷重、及び砥石車9aの回転数(回転方向は前述した通り)は、外輪Wabの外周面に求められる形状精度、及び面粗さに基づいて設定される。
図5に示すように、砥石車9aが外輪Wabの外周面を押圧すると、上点T1においては、外輪Wabの法線方向外方に向かって加工抵抗fa1(破線)が生じる。また、外輪Wabの接線方向には、加工抵抗fb1(破線)が生じる。なお、加工抵抗fa1、fb1は、通常、研削抵抗と称されるものである。加工抵抗fa1、fb1のそれぞれの大きさの関係は、fa1>fb1とする。
加工抵抗fa1、fb1は、上点T1において、外輪Wabが砥石車9aに対して付与する抵抗力である。従って、砥石車9aは、各抵抗fa1、fb1の反力として、加工抵抗反力Fa1(Fa1=fa1)、及び加工抵抗反力Fb1(Fb1=fb1)を外輪Wabに対して付与する。詳細には、加工抵抗反力Fa1と加工抵抗反力Fb1との合力である第一の加工抵抗反力Fab1が、砥石車9aから外輪Wabに付与される。そして、図5に示すように、第一の加工抵抗反力Fab1は、旋回部5をC軸線回りにおいて反時計回りに回転させる第一の回転モーメントM1(CCW)を発生させる。
次に、内輪研削位置Piでは、砥石車9cによって、内輪Wbaの外周面に設けられる軌道溝WbGに対する研削である内輪軌道溝面研削が行われる。このとき、砥石車9cは、本発明に係る第二工具に相当するものとする。このように、パターン1では、複数ある工具(砥石車9a〜9c、砥石9d)のうち、少なくとも一つ以上の第一工具、及び第二工具によって研削が行なわれる。
内輪軌道溝面研削では、砥石車9cが、内輪Wbaの外周の軌道溝WbGの図5における上点T2に当接し、図5における下方に向かって内輪Wbaを所定の荷重で押圧する。このとき、砥石車9cが内輪Wbaの外周の軌道溝WbGを押圧する荷重、及び砥石車9cの回転数(回転方向は前述した通り)は、内輪Wbaの軌道溝WbGに求められる形状精度、及び面粗さに基づいて設定される。
砥石車9cが内輪Wbaの外周面に形成される軌道溝WbGを押圧すると、上点T2においては、内輪Wbaの法線方向に加工抵抗fa2が生じる。また、内輪Wbaの接線方向には、加工抵抗fb2が生じる。加工抵抗fa2、fb2のそれぞれの大きさの関係は、fa2>fb2とする。
加工抵抗fa2、fb2は、上点T2において、内輪Wbaが砥石車9cに対して付与する抵抗力である。従って、砥石車9cは、各加工抵抗fa2、fb2の反力として、加工抵抗反力Fa2(Fa2=fa2)、及び加工抵抗反力Fb2(Fb2=fb2)を内輪Wbaに付与する。詳細には、加工抵抗反力Fa2と加工抵抗反力Fb2との合力である第二の加工抵抗反力Fab2が、砥石車9cから内輪Wbaに付与される。図5に示すように、第二の加工抵抗反力Fab2は、旋回部5をC軸線回りにおいて時計回りに回転させる第二の回転モーメントM2(CW)を発生させる。このように、本実施形態においては、第二の回転モーメントM2(CW)は、第一の回転モーメントM1(CCW)と方向が逆向きであり、かつその大きさは、第二の回転モーメントM2(CW)<第一の回転モーメントM1(CCW)の関係を有する。
上記より、砥石車9a(第一工具)、及び砥石車9c(第二工具)による外輪Wabの外周面研削、及び内輪Wbaの内輪軌道溝面研削によって、旋回部5は、C軸線回りに第一の回転モーメントM1と第二の回転モーメントM2との差分の回転モーメント(M1−M2)で反時計回りの方向に回転力を受ける。つまり、第二の回転モーメントM2分は相殺される。これにより、旋回部5は、第一の回転モーメントM1と第二の回転モーメントM2と、が同じ回転方向に付与された場合と比べ、回転される力(回転モーメント(M1−M2))は確実に低減される。
さらに、超仕上げ研削位置Pbでは、砥石9dによって、外輪Waaの内周面の軌道溝WaG面に対し、外輪軌道溝面超仕上げ研削が行われる。このとき、砥石9dを第二工具のうちの1つとし、砥石9dによって、旋回部5に発生する回転モーメントは、第二の回転モーメントのうちの1つとする。なお、外輪軌道溝面超仕上げ研削では、砥石9dが超仕上げ研削のために外輪Waaに付与する荷重、及び当該荷重により発生する旋回部5をC軸線周りに回転させる第二の回転モーメントM3は、前述した第一の回転モーメントM1及び第二の回転モーメントM2と比べると小さな値である。
図5に示すように、砥石9dが、外輪Waaの内周面に形成された軌道溝WaGの図5における左点E1に当接し、図5における左方に向かって外輪Waaを所定の荷重で押圧する。このときの押圧方向は、上述した第一の回転モーメントM1(CCW)と第二の回転モーメントM2(CW)の関係に基づいて設定される。つまり、本実施形態においては、第二工具である砥石車9cにより発生する第二の回転モーメントM2(CW)の回転方向は、第一工具である砥石車9aにより発生する第一の回転モーメントM1(CCW)の回転方向と逆向きである。また、その大きさは、第二の回転モーメントM2(CW)<第一の回転モーメントM1(CCW)の関係を有する。このため、超仕上げ研削位置Pbでは、第一の回転モーメントM1(CCW)と第二の回転モーメントM2(CW)のうち、小さい方の回転モーメントである、第二の回転モーメントM2と同じ回転方向となるよう、第二の回転モーメントM3(CW)の回転方向を設定する。
これにより、第一の回転モーメントM1(CCW)のうち、第二の回転モーメントM2(CW)との間で相殺され残った分の回転モーメント(M1−M2)が、さらに第二の回転モーメントM3(CW)によって相殺される。従って、バックラッシ内における旋回部5の回転量は更に抑制される。なお、上記の態様に限らず、砥石車9c、砥石9dを第一工具と呼称し、砥石車9aを第二工具と呼称してもよい。
なお、第二の回転モーメントM3(CW)も、第一、第二の回転モーメントM1、M2と、砥石9dによる押圧方向が異なるのみであり、その他については同様の構成である。つまり、図5に示すように、砥石9dは、外輪Waaの軌道溝WaGの図5における左点E1に当接し、図5における左方に向かって外輪Waaを所定の荷重で押圧する。砥石9dが外輪Waaの軌道溝WaGを押圧すると、左点E1においては、外輪Waaの法線方向に加工抵抗fa3(図5中破線参照)が生じる。また、外輪Waaの接線方向には、加工抵抗fb3(図5中破線参照)が生じる。加工抵抗fa3、fb3のそれぞれの大きさの関係は、fa3>fb3とする。
従って、砥石9dは、各加工抵抗fa3、fb3の反力として、加工抵抗反力Fa3(Fa3=fa3)、及び加工抵抗反力Fb3(Fb3=fb3)を外輪Waaに付与する。詳細には、加工抵抗反力Fa3と加工抵抗反力Fb3との合力である第二の加工抵抗反力Fab3が、砥石9dから外輪Waaに付与される。図5に示すように、第二の加工抵抗反力Fab3は、旋回部5をC軸線回りにおいて時計回りに回転させる第二の回転モーメントM3(CW)を発生させる。
<パターン2について>
次に、パターン2について図6に基づき説明する。なお、図6は、図4Dの拡大図であり、回転モーメントMの説明を行なうための図である。パターン2では、周面研削位置Ppに搬入される内輪Wbbに対し、砥石車9aによって、内周面研削が行われる。なお、このとき、砥石車9aが本発明の第一工具に相当するものとする。図6に示すように、砥石車9aが、内輪Wbbの内周面の図6における上点T3に当接し、図6における上方に向かって、内輪Wbbを所定の荷重で押圧する。このとき、内輪Wbbの内周面を押圧する荷重、及び砥石車9aの回転数(回転方向は前述した通り)は、内輪Wbbの内周面に求められる形状精度、及び面粗さに基づいて設定される。
図6に示すように、砥石車9aが内輪Wbbの内周面における上点T3を押圧すると、上点T3においては、内輪Wbbの法線方向に加工抵抗fa4(破線)が生じる。また、内輪Wbbの接線方向には、加工抵抗fb4(破線)が生じる。なお、加工抵抗fa4、fb4は、通常、研削抵抗と称されるものである。加工抵抗fa4、fb4のそれぞれの大きさの関係は、fa4>fb4とする。
加工抵抗fa4、fb4は、上点T3において、内輪Wbbが砥石車9aに対して付与する抵抗力である。従って、砥石車9aは、各抵抗fa4、fb4の反力として、加工抵抗反力Fa4(Fa4=fa4)、及び加工抵抗反力Fb4(Fb4=fb4)を内輪Wbbに対して付与する。詳細には、加工抵抗反力Fa4と加工抵抗反力Fb4との合力である第一の加工抵抗反力Fab4が、砥石車9aから内輪Wbbに付与される。図6に示すように、第一の加工抵抗反力Fab4は、旋回部5をC軸線回りにおいて時計回りに回転させる第一の回転モーメントM4(CW)を発生させる。
外輪研削位置Poでは、砥石車9bによって、外輪Wabの内周面に設けられる軌道溝WaGに対する研削である外輪軌道溝面研削が行われる。このとき、砥石車9bが本発明の第二工具に相当するものとする。
外輪軌道溝面研削では、砥石車9bが、外輪Wabの内周面の軌道溝WaGの図6における上点T4に当接し、図6における上方に向かって外輪Wabを所定の荷重で押圧する。このとき、砥石車9bが外輪Wabの内周の軌道溝WaGを押圧する荷重、及び砥石車9cの回転数(回転方向は前述した通り)は、外輪Wabの軌道溝WaGに求められる形状精度、及び面粗さに基づいて設定される。
砥石車9bが外輪Wabの内周面に形成される軌道溝WbGを押圧すると、上点T4においては、外輪Wabの法線方向に加工抵抗fa5が生じる。また、外輪Wabの接線方向には、加工抵抗fb5が生じる。加工抵抗fa5、fb5のそれぞれの大きさの関係は、fa5>fb5とする。
加工抵抗fa5、fb5は、上点T4において、外輪Wabが砥石車9bに対して付与する抵抗力である。従って、砥石車9bは、各加工抵抗fa5、fb5の反力として、加工抵抗反力Fa5(Fa5=fa5)、及び加工抵抗反力Fb5(Fb5=fb5)を外輪Wabに付与する。詳細には、加工抵抗反力Fa5と加工抵抗反力Fb5との合力である第二の加工抵抗反力Fab5が、砥石車9bから外輪Wabに付与される。図6に示すように、第二の加工抵抗反力Fab5は、旋回部5をC軸線回りにおいて反時計回りに回転させる第二の回転モーメントM5(CCW)を発生させる。このように、第二の回転モーメントM5(CCW)は、第一の回転モーメントM4(CW)と方向が逆向きであり、かつその大きさは、第二の回転モーメントM5(CCW)<第一の回転モーメントM4(CW)の関係を有するものとする。
上記より、砥石車9a(第一工具)、及び砥石車9b(第二工具)による内輪Wbbの内周面研削、及び外輪Wabの外輪軌道溝面研削によって、旋回部5は、C軸線回りに第一の回転モーメントM4と第二の回転モーメントM5との差分の回転モーメント(M4−M5)で時計回りの方向に回転力を受ける。つまり、第二の回転モーメントM5分が相殺できる。これにより、旋回部5は、第一の回転モーメントM4と第二の回転モーメントM5と、が同じ回転方向に付与された場合と比べ、回転される力(回転モーメント(M4−M5))を確実に低減できる。また、例え、駆動機構51を構成するウォーム51bと、ウォームホイール51aとの間の噛合部にバックラッシがあっても、旋回部5がバックラッシ分の全ての範囲を移動することを抑制できる。
さらに、超仕上げ研削位置Pbでは、砥石9dによって、内輪Wbaの外周面の軌道溝WbG面に対し、内輪軌道溝面超仕上げ研削が行われる。このとき、砥石9dを第二工具のうちの1つとし、砥石9dによって、旋回部5に発生する回転モーメントは、第二の回転モーメントのうちの1つとする。なお、内輪軌道溝面超仕上げ研削では、砥石9dが超仕上げ研削のために内輪Wbaに付与する荷重、及び当該荷重により発生する、旋回部5をC軸線周りに回転させる第二の回転モーメントM6は、第一の回転モーメントM4及び第二の回転モーメントM5と比べると小さな値である。
このような条件のもと、本実施形態においては、図6に示すように、砥石9dが、内輪Wbaの外周面に形成された軌道溝WbGの図6における左点E2に当接し、図6における右方に向かって内輪Wbaを所定の荷重で押圧する。このときの押圧方向は、上述した第一の回転モーメントM4(CW)と第二の回転モーメントM5(CCW)の関係に基づいて設定される。つまり、本実施形態においては、砥石車9b(第二工具)により発生する第二の回転モーメントM5(CCW)の回転方向は、砥石車9a(第一工具)により発生する第一の回転モーメントM4(CW)の回転方向と逆向きである。また、その大きさは、第二の回転モーメントM5(CCW)<第一の回転モーメントM4(CW)の関係を有する。このため、超仕上げ研削位置Pbでは、第一の回転モーメントM4(CW)と第二の回転モーメントM5(CCW)のうち、小さい方の回転モーメントである、第二の回転モーメントM5と同じ回転方向となるよう、第二の回転モーメントM6(CCW)を発生させるために、内輪Wbaの外周面に砥石9dを押し当てる方向を図6に示すように設定する。
これにより、第一の回転モーメントM4(CW)のうち、第二の回転モーメントM5(CCW)との間で相殺された後、残った分の回転モーメント(M1−M2)が、さらに第二の回転モーメントM6(CCW)によって相殺される。従って、バックラッシ内における旋回部5の回転量は更に抑制される。なお、上記の態様に限らず、砥石車9b,9dを第一工具と呼称し、砥石車9aを第二工具と呼称してもよい。
また、第二の回転モーメントM6(CCW)は、第一、第二の回転モーメントM1,M2,M4、M5と押圧方向が異なるのみであり、その他については同様の構成である。つまり、図6に示すように、砥石9dが内輪Wbaの軌道溝WbGを押圧すると、左点E2においては、内輪Wbaの法線方向に加工抵抗fa6(図6中破線参照)が生じる。また、内輪Wbaの接線方向には、加工抵抗fb6(図6中破線参照)が生じる。加工抵抗fa6、fb6のそれぞれの大きさの関係は、fa6>fb6とする。
従って、砥石9dは、各加工抵抗fa6、fb6の反力として、加工抵抗反力Fa6(Fa6=fa6)、及び加工抵抗反力Fb6(Fb6=fb6)を内輪Wbaに付与する。詳細には、加工抵抗反力Fa6と加工抵抗反力Fb6との合力である第二の加工抵抗反力Fab6が、砥石9dから内輪Wbaに付与される。そして、図6に示すように、第二の加工抵抗反力Fab6は、旋回部5をC軸線回りにおいて反時計回りに回転させる第二の回転モーメントM6(CCW)を発生させる。
(4.実施形態による効果)
上記実施形態によれば、複合加工機1は、旋回軸線C回りに旋回可能な旋回部5と、旋回部5における旋回軸線Cを中心とする円周上にそれぞれ設けられ、旋回軸線Cと平行な主軸G線回りに回転可能な工作主軸812〜842(工作主軸822,832,842は図示しない)を有する複数の主軸台81〜84と、複数の工作主軸812〜842に設けられ、それぞれ工作物Wの保持が可能な複数の保持装置61〜64と、旋回部5に対して相対移動可能にそれぞれ設けられ、旋回部5の旋回により工作物Wが順次搬送されることで、対応するそれぞれの加工位置に工作物W(Wa,Wb)が位置決めされる場合に、対応する工作物W(Wa,Wb)を加工する複数の工具(砥石車9a,9b,9c,砥石9d)と、を備える。そして、複数の工具(砥石車9a,9b,9c,砥石9d)のうち第一工具(砥石車9a)により工作物W(Wa,Wb)に、第一の加工抵抗反力Fab1,Fab4が生じる場合であって、複数の工具(砥石車9a,9b,9c,砥石9d)のうち第二工具(砥石車9b,9c,砥石9d)により工作物W(Wa,Wb)に、第二の加工抵抗反力Fab2,Fab3,Fab5,Fab6が生じる場合に、第一の加工抵抗反力Fab1,Fab4によって旋回軸線C周りに生じる第一の回転モーメントM1,M4と、第二の加工抵抗反力Fab2,Fab3,Fab5,Fab6によって旋回軸線C周りに生じる第二の回転モーメントM2,M3,M5,M6は、逆方向である。
このように、第一工具(砥石車9a)によって旋回部5の旋回軸線周りに生じる第一の回転モーメントM1,M4と、第二工具(砥石車9b,9c,砥石9d)によって旋回部5の旋回軸線周りに生じる第二の回転モーメントM2,M3,M5,M6とは、逆方向である。つまり、第一工具(砥石車9a)、第二工具(砥石車9b,9c,砥石9d)による工作物W(Wa,Wb)への研削によって旋回部5に付与される回転モーメントの大きさは、第一の回転モーメントM1,M4と第二の回転モーメントM2,M3,M5,M6との和ではなく、第一の回転モーメントと第二の回転モーメントとの差となる。これにより、旋回部5を軸線回り方向へ旋回させる力は抑制されるので、旋回部5の回転軸のねじれを含む各工作物W(Wa,Wb)の旋回軸線周り方向への変位量は抑制され、延いては工作物W(Wa,Wb)の加工精度の低下が抑制される。
また、上記実施形態によれば、第一工具(砥石車9a)による工作物W(Wa,Wb)に対する切込方向と、第二工具(砥石車9b,9c,砥石9d)のうち砥石車9b,9cによる工作物W(Wa,Wb)に対する切込方向とは、平行である。このような構成により、各コラム3a,3b,3cをコンパクトに配置することができ、その点において複合加工機1の小型化が図れる。
また、上記実施形態の複合加工機1の加工方法によれば、複合加工機1は、旋回軸線C回りに旋回可能な旋回部5と、旋回部5における旋回軸線Cを中心とする円周上にそれぞれ設けられ、旋回軸線Cと平行な主軸線回りに回転可能な工作主軸812〜842を有する複数の主軸台81〜84と、複数の工作主軸812〜842に設けられ、それぞれ工作物W(Wa,Wb)の保持が可能な複数の保持装置61〜64と、旋回部5に対して相対移動可能にそれぞれ設けられ、旋回部5の旋回により工作物W(Wa,Wb)が順次搬送されることで、対応するそれぞれの加工位置に工作物W(Wa,Wb)が位置決めされる場合に、対応する工作物W(Wa,Wb)を加工する複数の工具(砥石車9a,9b,9c,砥石9d)と、を備える。そして加工方法は、複数の工具(砥石車9a,9b,9c,砥石9d)のうち第一工具(砥石車9a)により工作物W(Wa,Wb)に第一の加工抵抗反力Fab1,Fab4が生じる場合であって、複数の工具(砥石車9a,9b,9c,砥石9d)のうち第二工具(砥石車9b,9c,砥石9d)により工作物W(Wa,Wb)に第二の加工抵抗反力Fab2,Fab3,Fab5,Fab6が生じる場合に、第一の加工抵抗反力Fab1,Fab4によって旋回軸線C周りに生じる第一の回転モーメントM1,M4と、第二の加工抵抗反力Fab2,Fab3,Fab5,Fab6によって旋回軸線C周りに生じる第二の回転モーメントM2,M3,M5,M6とは、逆方向である。これにより、上記実施形態の工作物Wが効率的に製作できる。特に、工作物Wとして、加工精度が必要な複数の部品(組合わせて製品となる部品)を同時加工する場合には、加工効率がより向上する(工作物Wとして、ボールベアリング、プレーンベアリング等のベアリング、その他の組合わせ製品等を適用した場合)。
(5.その他)
なお、上記実施形態によれば、図4C,図5に示すパターン1と、図4D,図6に示すパターン2について説明した。しかし、この態様には限らない。複合加工機において、複数の工具のうち第一工具により工作物に、第一の加工抵抗反力が生じる場合であって、複数の工具のうち第二工具により工作物に第二の加工抵抗反力が生じる場合に、第一の加工抵抗反力Fabによって旋回軸線C周りに生じる第一の回転モーメントMと、第二の加工抵抗反力Fabによって旋回軸線C周りに生じる第二の回転モーメントMが、逆方向であれば、どのような組み合わせで各工作物を研削してもよい。これによっても相応の効果が得られる。
また、上記実施形態によれば、保持装置61〜64に固定された各工作物Wの回転方向は、各工作物Wの研削が終了する毎に、逆転可能である。よって、第一の回転モーメントMと、第二の回転モーメントMとを相殺するにあたって、より効果が得やすいよう、各工作物Wの回転方向を制御してもよい。
また、上記実施形態においては、工作物Wは、ベアリングの内輪Wb又は外輪Waであった。しかしこの態様には限らない。工作物Wは、主軸を回転させて研削するものであればどのようなものでもよい。
また、上記実施形態によれば、複合加工機は、複合研削盤として説明した。しかし、この態様には限らない。複合加工機は、例えば、縦型の旋盤でもよい。縦型の旋盤において、旋回軸線周りに回転可能な旋回テーブルが、複数の主軸及び保持装置を備え、各保持装置が固定し回転する複数の工作物に旋削用の刃物(工具に相当)をそれぞれ押し当てて切り込み、同時に旋削してもよい。これによっても、同様の効果が期待できる。