JP2015200009A - ジルコニウム複合素材コーティング層及びその形成方法 - Google Patents
ジルコニウム複合素材コーティング層及びその形成方法 Download PDFInfo
- Publication number
- JP2015200009A JP2015200009A JP2014234459A JP2014234459A JP2015200009A JP 2015200009 A JP2015200009 A JP 2015200009A JP 2014234459 A JP2014234459 A JP 2014234459A JP 2014234459 A JP2014234459 A JP 2014234459A JP 2015200009 A JP2015200009 A JP 2015200009A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- zrcualmon
- coating layer
- zrcualmo
- composite material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/06—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of metallic material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/0021—Reactive sputtering or evaporation
- C23C14/0036—Reactive sputtering
- C23C14/0084—Producing gradient compositions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/01—Layered products comprising a layer of metal all layers being exclusively metallic
- B32B15/017—Layered products comprising a layer of metal all layers being exclusively metallic one layer being formed of aluminium or an aluminium alloy, another layer being formed of an alloy based on a non ferrous metal other than aluminium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/024—Deposition of sublayers, e.g. to promote adhesion of the coating
- C23C14/025—Metallic sublayers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0641—Nitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/34—Nitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/455—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for introducing gases into reaction chamber or for modifying gas flows in reaction chamber
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/455—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for introducing gases into reaction chamber or for modifying gas flows in reaction chamber
- C23C16/45523—Pulsed gas flow or change of composition over time
- C23C16/45525—Atomic layer deposition [ALD]
- C23C16/45527—Atomic layer deposition [ALD] characterized by the ALD cycle, e.g. different flows or temperatures during half-reactions, unusual pulsing sequence, use of precursor mixtures or auxiliary reactants or activations
- C23C16/45529—Atomic layer deposition [ALD] characterized by the ALD cycle, e.g. different flows or temperatures during half-reactions, unusual pulsing sequence, use of precursor mixtures or auxiliary reactants or activations specially adapted for making a layer stack of alternating different compositions or gradient compositions
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/455—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for introducing gases into reaction chamber or for modifying gas flows in reaction chamber
- C23C16/45523—Pulsed gas flow or change of composition over time
- C23C16/45525—Atomic layer deposition [ALD]
- C23C16/45527—Atomic layer deposition [ALD] characterized by the ALD cycle, e.g. different flows or temperatures during half-reactions, unusual pulsing sequence, use of precursor mixtures or auxiliary reactants or activations
- C23C16/45536—Use of plasma, radiation or electromagnetic fields
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/46—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for heating the substrate
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/50—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating using electric discharges
- C23C16/513—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating using electric discharges using plasma jets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
- Y10T428/263—Coating layer not in excess of 5 mils thick or equivalent
- Y10T428/264—Up to 3 mils
- Y10T428/265—1 mil or less
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31678—Of metal
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Inorganic Chemistry (AREA)
- Electromagnetism (AREA)
- Physical Vapour Deposition (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
【課題】本発明は、自動車のパワートレイン部品の摺動部などに適用できるジルコニウム複合素材コーティング層、前記コーティング層の形成方法、及び効率的なコーティング層を構成する厚さを提供することによって、摺動部などの摩擦を減らし、耐久性などを高めることを課題とする。
【解決手段】母材の表面上に、密着力を増大させるための中間層であるZrCuAlMo層と、摩擦係数が小さく耐久性のための機能層であるZrCuAlMoN層と、がこの順に積層され、機能層であるZrCuAlMoN層は、中間層であるZrCuAlMo層と接する一面から窒素(N)の含量が徐々に増加して形成される混合層を含むことを特徴とする。
【選択図】図1
【解決手段】母材の表面上に、密着力を増大させるための中間層であるZrCuAlMo層と、摩擦係数が小さく耐久性のための機能層であるZrCuAlMoN層と、がこの順に積層され、機能層であるZrCuAlMoN層は、中間層であるZrCuAlMo層と接する一面から窒素(N)の含量が徐々に増加して形成される混合層を含むことを特徴とする。
【選択図】図1
Description
本発明は、ジルコニウム複合素材コーティング層及びその形成方法に関し、より詳しくは、密着力に優れた中間層と摩擦係数が小さく耐久性に優れた機能層とを含み、自動車のパワートレイン部品の摺動部などに適用できるジルコニウム複合素材コーティング層及びその形成方法に関する。
自動車のエンジン及び変速機などのような機械部品は、連動する機械的動きを介して運動エネルギーをホイールまで伝達する役割をする。しかし、各々の機械部品の間では滑り運動、回転運動、及び往復運動などによって発生する摩擦によって運動エネルギーが失われ、また部品の摩耗が発生するという問題がある。
このような問題を解決するために、機械部品が相互に接して摩擦が発生する摺動部の摩擦を減らして摩擦によるエネルギーの損失を減らし、自動車の燃費を向上させ、機械部品の耐久寿命などを向上させる目的で、低摩擦及び高耐久性の表面処理が多様に用いられる。従来は、この目的の表面処理方法として、クロム(Cr)メッキ、窒化処理、及びCrNのような窒化物系コーティング材などが用いられたが、これらの表面処理は摩擦特性が優れておらず、前記表面処理方法が適用された部品の耐久性が不足するという問題が発生した。
このような問題を解決するために、CrNコーティングより摩擦特性に優れ、耐久性に優れたDLC(Diamond Like Carbon)コーティングが開発された(例えば特許文献1を参照)。しかし、PVD(Physical vapor deposition)法を利用してDLCコーティング層を形成する場合、黒鉛ターゲットのスパッタリング速度が非常に遅いために、工程時間が12時間以上必要となってコーティング層の形成効率が落ち、原価競争力が落ちるという問題があった。
また、CVD(Chemical vapor deposition)法を利用してDLCコーティング層を形成する場合、PVD法に比べて迅速な工程速度を確保することができるが、それによって形成されたDLCコーティング層の硬度及び耐久性が落ちるという短所があった。
それのみならず、DLC自体の残留応力が高いためにCr、CrN、WCCのような中間層を挿入する工程が含まれ、このような異種材質の中間層の挿入によって生産効率が低下するという短所があった。
したがって、本発明者は、DLCより摩擦係数が低く蒸着速度が高く、生産の効率化を達成することができ、摺動部品の摩擦低減及び耐摩耗性の向上に効果的なZrCuAlMoNコーティング層を発明した。
本発明は、前記従来技術の問題点を解決するためのものであって、効率的なコーティング層を構成すると共に、最適な厚さを設定することによって摺動部などの摩擦を減らし、耐久性などを高めることにその目的がある。
前記のような目的を達成するために、本発明は、母材の表面上に、密着力を増大させるための中間層であるZrCuAlMo層と、摩擦係数が小さい耐久性のための機能層であるZrCuAlMoN層と、がこの順に積層されることを特徴とする。
また、前記機能層であるZrCuAlMoN層は、ZrCuAlMo層と接する一面から窒素(N)の含量が漸進的に(徐々に)増加して形成される濃度勾配層である混合層を含むことを特徴とする。
また、前記機能層であるZrCuAlMoN層は、ZrCuAlMo層と接する一面から窒素(N)の含量が漸進的に(徐々に)増加して形成される濃度勾配層である混合層を含むことを特徴とする。
また、前記ZrCuAlMo層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)を含み、ZrCuAlMo層の厚さは、0μmを超過し0.5μm以下であることを特徴とする。
また、前記ZrCuAlMoN層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)、及び窒素(N)を含み、ZrCuAlMoN層の厚さは、0.1乃至10μmであることを特徴とする。
また、前記混合層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)、及び窒素(N)を含み、混合層の厚さは、0.1乃至0.5μmであることを特徴とする。
また、前記コーティング層が、母材の一面に、ZrCuAlMo層と、ZrCuAlMoN層と、が繰り返し積層された構造である多層薄膜コーティング層を含むことを特徴とする。
また、前記繰り返し積層されたZrCuAlMo層と、ZrCuAlMoN層と、の厚さは、各々、0μmを超過し0.5μm以下であることを特徴とする。
また、前記繰り返し積層されたZrCuAlMo層と、ZrCuAlMoN層と、の厚さは、各々、0μmを超過し0.5μm以下であることを特徴とする。
また他の側面において、本発明のジルコニウム複合素材コーティング層の形成方法は、コーティングチャンバーにアルゴン(Ar)ガスを注入した後、アルゴンイオン(Ar+)が存在するプラズマ状態を作る第1ステップと、コーティングチャンバーを加熱してジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)ターゲットを活性化し、各金属をイオン化する第2ステップと、イオン化したジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)が母材の一面に蒸着されてZrCuAlMo層を形成する第3ステップと、コーティングチャンバーの窒素ガス(N2)の濃度を漸進的に増加させ、ZrCuAlMo層の一面から窒素の含量が漸進的に増加する濃度勾配層である混合層を含むZrCuAlMoN層を、ZrCuAlMo層の一面に接して形成する第4ステップと、を含むことを特徴とする。
母材の表面にZrCuAlMo層と、ZrCuAlMoN層と、が繰り返し積層されて形成される構造である多層薄膜コーティング層を形成するために、第1ステップ及び第2ステップ後に、第3ステップ及び第4ステップを2回以上繰り返すことを特徴とする。
また、前記ZrCuAlMo層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)を含み、ZrCuAlMo層の厚さは、0μmを超過し0.5μm以下であることを特徴とする。
また、前記混合層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)、及び窒素(N)を含み、混合層の厚さは、0.1乃至0.5μmであることを特徴とする。
また、前記ZrCuAlMoN層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)及び窒素(N)を含み、ZrCuAlMoN層の厚さは、0.1乃至10μmであることを特徴とする。
また、前記第4ステップにおいて、混合層を形成するために漸進的に増加する窒素ガス(N2)の濃度は、アルゴンガス(Ar)の体積に対して0体積%を超過し50体積%以下であることを特徴とする。
また、前記第4ステップにおいて、ZrCuAlMoN層を形成するための窒素ガス(N2)の濃度は、アルゴンガス(Ar)の体積に対して5乃至50体積%であることを特徴とする。
また、前記第4ステップにおいて、ZrCuAlMoN層を形成するための窒素ガス(N2)の濃度は、アルゴンガス(Ar)の体積に対して5乃至50体積%であることを特徴とする。
上述したように、前記のような構成を有する本発明の効果は、摺動部の摩擦を減少させて耐摩耗性及び耐久寿命などを向上させるだけでなく、母材との密着力にも優れ、耐衝撃性などを向上させることができる。
本明細書及び請求範囲に用いられた用語や単語は、通常的または辞書的な意味に限定して解釈してはならず、発明者は、自身の発明を最善な方法で説明するために用語の概念を適切に定義できるという原則に立ち、本発明の技術的思想に符合する意味と概念として解釈しなければならない。
以下、添付の図面及び表などを参照して、本発明を詳細に説明する。
本発明は、ジルコニウム複合素材コーティング層及びコーティング層の形成方法に関し、一観点において、本発明は、自動車のパワートレイン部品などの摺動部の摩擦を減らし、耐摩耗性を向上させるジルコニウム複合素材コーティング層に関する。
本発明は、ジルコニウム複合素材コーティング層及びコーティング層の形成方法に関し、一観点において、本発明は、自動車のパワートレイン部品などの摺動部の摩擦を減らし、耐摩耗性を向上させるジルコニウム複合素材コーティング層に関する。
一般的に、エンジン及び変速機などの摺動部の摩擦を減らし、部品の耐久寿命などを向上させるために、摺動部などの表面にコーティング層などを形成することが好ましい。
図1は、本発明のジルコニウム複合素材コーティング層の断面を示す断面図である。図1に示すように、本発明のジルコニウム複合素材コーティング層は、隣接した他の素材と接触して摩擦が発生する母材10の表面に接し、母材10と、機能層であるZrCuAlMoN層30と、の密着力を増大させる中間層であるZrCuAlMo層20を含むことが好ましい。また、本発明のジルコニウム複合素材コーティング層は、ZrCuAlMo層20の表面に接し、母材より摩擦係数の小さい機能層であるZrCuAlMoN層30を含むことが好ましい。
この時、機能層であるZrCuAlMoN層30は、ZrCuAlMo層20と接する面から窒素(N)の含量が漸進的に(徐々に)増加して形成される濃度勾配層を有する混合層40を含むことが好ましい。この時、混合層40は、ZrCuAlMo層20とZrCuAlMoN層30との密着力を向上させる機能を果たす。
すなわち、ジルコニウム複合素材コーティング層は、母材10とZrCuAlMoN層30との間の密着力を増加させるための中間層であるZrCuAlMo層20と、母材10やZrCuAlMo層20より摩擦係数が小さい耐久性のための機能層であるZrCuAlMoN層30と、が母材の表面上に順次に積層される構造を有する。ZrCuAlMoN層30は混合層40を含み、混合層40は、濃度勾配層を形成して異質な素材間に発生する結合力の低下を抑制することができる。
より具体的には、中間層であるZrCuAlMo層20は、母材10と、機能層であるZrCuAlMoN層30と、がよく接合するように、母材10と機能層との密着力を増大させる役割をする。ZrCuAlMo層20の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)を含むことが好ましい。
ここで、ZrCuAlMo層20の厚さは、0超過0.5μm以下であることが好ましく、0.01〜0.5μm以下であることがより好ましい。ZrCuAlMo層20厚さが0.5μmを超過する場合は、全体的なコーティング層の厚さは厚くはなるが、母材10とZrCuAlMoN層30との密着効果が飽和するため、コーティング層の効率は増加するが、コーティング層の形成費用も増加する。
また、機能層であるZrCuAlMoN層30は、従来用いられたDLC(Diamond Like Carbon)よりも硬度が高く、摩擦係数が低く、母材10に対する蒸着速度が速いため、摺動部などの低摩擦性及び耐摩耗性などの向上に効果的である。ZrCuAlMoN層30は、コーティングの形成速度が高いため、コーティング層の形成効率性が向上する。ZrCuAlMoN層30の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)及び窒素(N)を含むことが好ましい。
ZrCuAlMoN層30の厚さは、0.1〜10μmの範囲であることが好ましい。厚さが0.1μm未満の場合は、ZrCuAlMoN層30が薄すぎて、小さな衝撃によっも破損してそれ以上の機能層の役割を果たしにくくなり、厚さが10μmを超過する場合は、ZrCuAlMoN層30の厚さが厚くなっても、摩擦係数や耐摩耗性などの特性が飽和するため、コーティング層の効果に対する形成費用の比が増加する。したがって、ZrCuAlMo層20及びZrCuAlMoN層30の全体厚さは約0.1〜10.5μmであることが好ましい。
一方、本発明によるジルコニウム複合素材コーティング層は、中間層であるZrCuAlMo層20と、機能層であるZrCuAlMoN層30と、の密着力をより向上させるための混合層40を更に含むことが好ましい。混合層40は、ZrCuAlMo層20と、ZrCuAlMoN層30と、の間に位置し、窒素(N)の濃度がZrCuAlMo層20からZrCuAlMoN層30の方向に漸進的に増加して形成される濃度勾配層(concentration gradient layer)であることが好ましい。
また、混合層40の構成成分はジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)及び窒素(N)が含まれることが好ましく、混合層40の厚さは0.1〜0.5μmであることが好ましく、0.5μmであることがより好ましい。
混合層40の厚さが0.1μm未満の場合は、濃度勾配が形成され難く、厚さが0.5μmを超過する場合は、濃度勾配による効果が飽和するため、効果に比べてコーティングの全体厚さが厚くなるという短所がある。
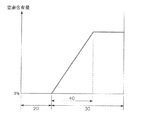
図2は、ZrCuAlMo層と混合層とが含まれたZrCuAlMoN層における窒素(N)含有量の変化を示すグラフである。
図2に示すように、混合層40は、ZrCuAlMo層20と、ZrCuAlMoN層30と、の間に位置し、濃度勾配薄膜法によって形成されることが好ましい。
図2に示すように、混合層40は、ZrCuAlMo層20と、ZrCuAlMoN層30と、の間に位置し、濃度勾配薄膜法によって形成されることが好ましい。
ここで、混合層40は、窒素(N)による濃度勾配が形成されることが好ましい。すなわち、混合層40は、ZrCuAlMo層20と接する面の窒素(N)分率は低いことが好ましく、ZrCuAlMo層20とは接していなく、ZrCuAlMoN層30と接する面の窒素(N)分率は、ZrCuAlMo層20と接する面より高いことが好ましい。
このように、本発明によるコーティング層は、濃度勾配層である混合層が含まれるため、ZrCuAlMo層20とZrCuAlMoN層30との間の接着力が増加する。すなわち、ZrCuAlMo層20とZrCuAlMoN層30との間に、混合層40無しで接着されたZrCuAlMo層20とZrCuAlMoN層30の接着力は約20〜30Nであるのに比べ、混合層40が含まれたZrCuAlMoN層30とZrCuAlMo層20の接着力は約40Nである。
すなわち、濃度勾配層である混合層40は、ZrCuAlMo層20とZrCuAlMoN層30との間を漸進的に変化させ、2層の偏差を最小化したため、2層の接着力を向上させることができる。
それのみならず、本発明によるコーティング層の最表面層であるZrCuAlMoN層30が磨耗しても、ZrCuAlMoN層30とは物性偏差の少ない濃度勾配層である混合層40が存在するため、コーティング層の物性が急激に失われるという問題点を補完することができる。
図3は、本発明によるジルコニウム複合素材コーティング層が繰り返し積層された多層薄膜コーティング層の断面を示す断面図である。図3に示すように、多層薄膜コーティング層は母材10の表面上にZrCuAlMo層20とZrCuAlMoN層30とが2回以上繰り返し積層された構造である多層薄膜コーティング層であることがより好ましく、本発明によるコーティング層は多層薄膜コーティング層を含むことが好ましい。
多層薄膜コーティング層は、単一コーティング層よりコーティング層の硬度、耐摩耗性及び耐衝撃性などが向上し、母材10との密着力などが優れているという長所がある。
ここで、多層薄膜コーティング層を構成するために積層されたZrCuAlMo層20と、ZrCuAlMoN層30と、の厚さは、各々、0μmを超過し0.5μm以下であることが好ましく、0.01〜0.5μm以下であることがより好ましい。ZrCuAlMo層20及びZrCuAlMoN層30の各々の厚さが0.5μmを超過する場合は、積層による効果に比べてコーティング層の形成に投入される費用が増加するという問題がある。
この時、ZrCuAlMoN層30は混合層40を含み、混合層40は、ZrCuAlMo層20と、ZrCuAlMoN層30と、の密着力、接合力などを向上させることができる。
本発明によるジルコニウム複合素材コーティング層は、従来のDLC(Diamond Like Carbon)コーティングやクロム(Cr)メッキなどの代わりに、低い摩擦係数と優れた耐摩耗性及び耐衝撃性が必要な摺動部などに適用されることが好ましく、自動車のパワートレイン部品などの摺動部に好ましく適用される。
また他の観点において、本発明は、ジルコニウム複合素材コーティング層の形成方法に関する。
本発明によるジルコニウム複合素材コーティング層の形成方法は、プラズマスパッタリング法を利用することが好ましい。
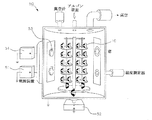
図4は、コーティング装置の断面模式図を示す図である。
図4は、コーティング装置の断面模式図を示す図である。
より具体的には、コーティング層の形成方法は、コーティングチャンバーを真空状態にしてからアルゴン(Ar)ガスを注入した後に電流を印加し、陰極から発生する電子とアルゴン(Ar)ガスとを衝突させ、アルゴンイオン(Ar+)が存在するプラズマ状態を作る第1ステップと、コーティングチャンバーを約200℃に加熱してジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)ターゲットを活性化させ、アルゴンイオン(Ar+)と、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)及びモリブデン(Mo)ターゲットと、を衝突させて各金属をイオン化する第2ステップと、イオン化したジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)及びモリブデン(Mo)イオンが、母材の表面に蒸着されてZrCuAlMo層を形成する第3ステップと、コーティングチャンバーの窒素ガス(N2)の濃度を漸進的に増加させ、ZrCuAlMo層の上面から窒素の含量が漸進的に増加する濃度勾配層である混合層を含むZrCuAlMoN層を、ZrCuAlMo層の表面に接して形成する第4ステップと、を含むことが好ましい。
第1ステップにおいて、電流は、コーティング電源装置51及びバイアス(bias)電源装置52などから印加されることが好ましい。
また、母材10の表面に、ZrCuAlMo層とZrCuAlMoN層とが2回以上繰り返し積層されて形成される構造である多層薄膜コーティング層を形成するために、先ずコーティングチャンバーの窒素ガス(N2)の濃度を下げてZrCuAlMoN層の表面にZrCuAlMo層を形成した後、窒素ガス(N2)の濃度を漸進的に増加させ、形成されたZrCuAlMo層の表面にZrCuAlMoN層を形成することを2回以上繰り返すことが好ましい。ここで、多層薄膜コーティング層のZrCuAlMo層とZrCuAlMoN層の厚さは、各々、約0μmを超過し、0.5μm以下であることが好ましく、0.01〜0.5μm以下であることがより好ましい。
母材の表面にZrCuAlMo層とZrCuAlMoN層とが繰り返し積層されて形成された構造である多層薄膜コーティング層を形成するために、第1ステップ及び第2ステップを行った後に、第3ステップ及び第4ステップを2回以上繰り返して行うことが好ましい。
第3ステップにおいて、ZrCuAlMo層の構成成分はジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)を含むことが好ましく、ZrCuAlMo層の厚さは0μmを超過し、0.5μm以下であることが好ましく、0.01〜0.5μm以下であることがより好ましい。
また、第4ステップにおいて、ZrCuAlMoN層の構成成分はジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)、及び窒素(N)を含むことが好ましく、ZrCuAlMoN層の厚さは0.1〜10μmであることが好ましい。
なお、混合層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)及び窒素(N)が含まれることが好ましく、濃度勾配薄膜法によって形成されることが好ましく、混合層の厚さは約0.1〜0.5μmであることが好ましく、0.5μmであることがより好ましい。
また、第4ステップにおいて、混合層を形成するために漸進的に増加する窒素ガス(N2)の濃度は、アルゴンガス(Ar)の体積に対して0体積%を超過して50体積%以下であることが好ましく、1〜50体積%以下であることがより好ましい。
ここで、窒素ガス(N2)の濃度が0体積%の場合は、混合層の形成が制限され、窒素ガス(N2)の濃度が50体積%を超過する場合は、漸進的な濃度勾配が形成され難く混合層の存在の効果が低減される。
また、第4ステップにおいて、混合層を形成するための窒素ガス(N2)の流量はコーティングチャンバーの容量と関係があるが、0〜30sccm以下であることが好ましい。特に0.1sccmから30sccm以下まで漸進的に窒素ガス(N2)の流量を増加させて濃度勾配薄膜形態の混合層を形成することが好ましい。ここで、窒素ガス(N2)の流量が30sccmを超過する場合は、混合層の段階的な濃度勾配を形成しにくい。
なお、第4ステップにおいて、ZrCuAlMoN層を形成するための窒素ガス(N2)の濃度は、アルゴンガス(Ar)の体積に対して5〜50体積%であることが好ましい。
また、窒素ガス(N2)の流量は30sccmであることが好ましい。この流量範囲を外れる場合は、耐摩耗性などの物性が十分に向上したZrCuAlMoN層を収得することが困難である。
[実施例]
以下、実施例によって本発明をより詳細に説明する。
但し、これらの実施例は単に本発明を例示するためのものであって、本発明の範囲がこれらの実施例によって制限されると解釈されないのは当業界で通常の知識を有する者に明らかなことである。
以下、実施例によって本発明をより詳細に説明する。
但し、これらの実施例は単に本発明を例示するためのものであって、本発明の範囲がこれらの実施例によって制限されると解釈されないのは当業界で通常の知識を有する者に明らかなことである。
本発明によるジルコニウム複合素材コーティング層である実施例の摩擦係数、摩耗率、密着力、硬度、及び蒸着速度を、従来に用いられたコーティング層である比較例のそれらと比較した。

表1は、本発明によるジルコニウム複合素材コーティング層を有する実施例と、母材の表面が窒化(nitriding)処理された比較例1、母材の表面にCrNコーティング層がある比較例2、及び母材の表面にDLCコーティング層がある比較例3の物性を比較した表である。
比較例1を除いた、コーティング層を有する実施例1、比較例2、及び比較例3のコーティング工法はいずれも物理蒸着法(physical vapor deposition)が適用されており、同一のコーティング厚さを有する。
摩擦係数は、回転式摩擦摩耗試験機を用いてコーティングされた円板状の回転板とSUJ2ピンとの間の摩擦係数を測定した。試験条件は、荷重160N、温度27℃、回転板の回転速度100RPM、及びオイルの存在下で1時間測定した。荷重は面と圧力とを計算して1.5GPaの高圧力を印加できるようにした。
試験の結果、摩擦係数は、0.07として実施例1のジルコニウム複合素材コーティングが最も低いことを確認することができ、0.09である比較例3のDLCより約22%小さいことが示された。小さい摩擦係数は小さい摩擦と関連があるため、本発明を適用した実施例1が最も摩擦が小さいことが示された。
また、摩耗率は、回転式摩擦摩耗試験機を用いて、コーティングされた円板状の回転板とベアリング鋼ピンとの間の摩耗量を測定した。試験条件は、荷重160N、温度25℃、回転板の回転速度100RPM、及びオイルの存在下で1時間測定した。
試験の結果、実施例1のジルコニウム複合素材コーティングの摩耗率は0.06μm/hrであって、コーティング層が無く窒化処理だけ行われた比較例1より摩耗率が約60%減少し、CrNコーティング層がある比較例2より摩耗率が約30%減少し、DLCコーティング層がある比較例3と対等な摩耗率を有したことを確認することができた。
また、密着力は、コーティング層と母材との密着程度を測定した値であり、荷重0〜50N、温度25℃でスクラッチテスターを用いてプローブによるスクラッチの発生によって密着力を測定した。図5は、実施例1の密着力試験の終了後の顕微鏡写真であり、49.3Nまでコーティング層の剥離や破れ現象がなく、母材との優れた密着力を示した。実施例1が比較例より遥かに高い密着力を有するのは、実施例1の中間層と機能層との間にある混合層が、コーティング層間の残留応力の偏差を最小化させたためであると判断される。
なお、実施例1の硬度は、比較例の平均である1,416Hvより高いことが分かり、蒸着速度は比較例2及び比較例3より遥かに高いため、コーティング層の形成の効率が高いことを確認することができた。
したがって、本発明によるジルコニウム複合素材コーティング層は、従来に用いられたコーティング層より摩擦係数及び摩耗率が小さく、密着力が大きく、コーティング層の形成効率が優れることが示された。
以上、本発明の具体的な実施形態と関連して本発明を説明したが、これは例示したものに過ぎず、本発明はこれに制限されない。本発明が属する技術分野で通常の知識を有する者であれば、本発明の範囲を逸脱することなく、説明された実施形態を変更または変形することができ、本発明の技術思想と下記に記載される特許請求の範囲の均等範囲内で様々な修正及び変形が可能である。
10 ・・・母材
20 ・・・ZrCuAlMo層
30 ・・・ZrCuAlMoN層
40 ・・・混合層
50 ・・・コーティングチャンバー
51 ・・・コーティング電源装置
52 ・・・バイアス(bias)電源装置
53 ・・・ターゲット
20 ・・・ZrCuAlMo層
30 ・・・ZrCuAlMoN層
40 ・・・混合層
50 ・・・コーティングチャンバー
51 ・・・コーティング電源装置
52 ・・・バイアス(bias)電源装置
53 ・・・ターゲット
Claims (14)
- 母材の表面上に、密着力を増大させるための中間層であるZrCuAlMo層と、摩擦係数が小さく耐久性のための機能層であるZrCuAlMoN層と、がこの順に積層されたことを特徴とするジルコニウム複合素材コーティング層。
- 前記機能層であるZrCuAlMoN層は、前記ZrCuAlMo層と接する一面から窒素(N)の含量が漸進的に増加して形成される濃度勾配層である混合層を含むことを特徴とする請求項1に記載のジルコニウム複合素材コーティング層。
- 前記ZrCuAlMo層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)を含み、前記ZrCuAlMo層の厚さは、0μmを超過し0.5μm以下であることを特徴とする請求項1に記載のジルコニウム複合素材コーティング層。
- 前記ZrCuAlMoN層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)、及び窒素(N)を含み、前記ZrCuAlMoN層の厚さは、0.1乃至10μmであることを特徴とする請求項1に記載のジルコニウム複合素材コーティング層。
- 前記混合層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)、及び窒素(N)を含み、前記混合層の厚さは、0.1乃至0.5μmであることを特徴とする請求項2に記載のジルコニウム複合素材コーティング層。
- コーティング層が、前記母材の一面にZrCuAlMo層と、ZrCuAlMoN層と、が繰り返し積層された構造である多層薄膜コーティング層を含むことを特徴とする請求項1に記載のジルコニウム複合素材コーティング層。
- 繰り返し積層された前記ZrCuAlMo層と、前記ZrCuAlMoN層と、の厚さは、各々、0μmを超過し0.5μm以下であることを特徴とする請求項6に記載のジルコニウム複合素材コーティング層。
- コーティングチャンバーにアルゴン(Ar)ガスを注入した後、アルゴンイオン(Ar+)が存在するプラズマ状態を作る第1ステップと、
前記コーティングチャンバーを加熱してジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)ターゲットを活性化し、各金属をイオン化する第2ステップと、
イオン化したジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)が母材の表面に蒸着されてZrCuAlMo層を形成する第3ステップと、
前記コーティングチャンバーの窒素ガス(N2)の濃度を漸進的に増加させ、前記ZrCuAlMo層の表面から窒素の含量が漸進的に増加する濃度勾配層である混合層を含むZrCuAlMoN層を、前記ZrCuAlMo層の表面に接して形成する第4ステップと、
を含むことを特徴とするジルコニウム複合素材コーティング層の形成方法。 - 前記母材の表面にZrCuAlMo層と、ZrCuAlMoN層と、が繰り返し積層されて形成される構造である多層薄膜コーティング層を形成するために、前記第1ステップ及び前記第2ステップ後に、前記第3ステップ及び前記第4ステップを2回以上繰り返すことを特徴とする請求項8に記載のジルコニウム複合素材コーティング層の形成方法。
- 前記ZrCuAlMo層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、及びモリブデン(Mo)を含み、前記ZrCuAlMo層の厚さは、0μmを超過し0.5μm以下であることを特徴とする請求項8に記載のジルコニウム複合素材コーティング層の形成方法。
- 前記混合層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)、及び窒素(N)を含み、前記混合層の厚さは、0.1乃至0.5μmであることを特徴とする請求項8に記載のジルコニウム複合素材コーティング層の形成方法。
- 前記ZrCuAlMoN層の構成成分は、ジルコニウム(Zr)、銅(Cu)、アルミニウム(Al)、モリブデン(Mo)及び窒素(N)を含み、前記ZrCuAlMoN層の厚さは、0.1乃至10μmであることを特徴とする請求項8に記載のジルコニウム複合素材コーティング層の形成方法。
- 前記第4ステップにおいて、混合層を形成するために漸進的に増加する窒素ガス(N2)の濃度は、アルゴンガス(Ar)の体積に対して0体積%を超過し50体積%以下であることを特徴とする請求項8に記載のジルコニウム複合素材コーティング層の形成方法。
- 前記第4ステップにおいて、ZrCuAlMoN層を形成するための窒素ガス(N2)の濃度は、アルゴンガス(Ar)の体積に対して5乃至50体積%であることを特徴とする請求項8に記載のジルコニウム複合素材コーティング層の形成方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140041202A KR20150116523A (ko) | 2014-04-07 | 2014-04-07 | 지르코늄 복합소재 코팅층 및 상기 코팅층의 형성 방법 |
| KR10-2014-0041202 | 2014-04-07 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015200009A true JP2015200009A (ja) | 2015-11-12 |
Family
ID=54146491
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014234459A Pending JP2015200009A (ja) | 2014-04-07 | 2014-11-19 | ジルコニウム複合素材コーティング層及びその形成方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20150284843A1 (ja) |
| JP (1) | JP2015200009A (ja) |
| KR (1) | KR20150116523A (ja) |
| CN (1) | CN104975261A (ja) |
| DE (1) | DE102014223855A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101727931B1 (ko) | 2015-02-06 | 2017-05-02 | 나코 테크놀로지스, 에스아이에이 | 나노복합 고체 윤활제 코팅 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109112481B (zh) * | 2018-09-29 | 2020-05-12 | 中国科学院宁波材料技术与工程研究所 | 一种具有抗菌和耐腐蚀性能的硬质陶瓷涂层及其制备方法 |
| CN109023283B (zh) * | 2018-09-29 | 2020-05-12 | 中国科学院宁波材料技术与工程研究所 | 一种具有耐腐蚀性能的四元硬质陶瓷涂层及其制备方法和器件 |
| KR102729859B1 (ko) * | 2019-12-09 | 2024-11-13 | 현대자동차주식회사 | 적외선용 무반사 렌즈 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3503105A1 (de) * | 1985-01-30 | 1986-07-31 | Leybold-Heraeus GmbH, 5000 Köln | Verfahren zum beschichten von maschinenteilen und werkzeugen mit hartstoffmaterial und durch das verfahren hergestellte maschinenteile und werkzeuge |
| US4904542A (en) * | 1988-10-11 | 1990-02-27 | Midwest Research Technologies, Inc. | Multi-layer wear resistant coatings |
| US6143424A (en) * | 1998-11-30 | 2000-11-07 | Masco Corporation Of Indiana | Coated article |
| CA2327031C (en) * | 1999-11-29 | 2007-07-03 | Vladimir Gorokhovsky | Composite vapour deposited coatings and process therefor |
| US7211338B2 (en) * | 2003-12-19 | 2007-05-01 | Honeywell International, Inc. | Hard, ductile coating system |
| KR20110055399A (ko) * | 2009-11-19 | 2011-05-25 | 한국생산기술연구원 | 다성분 합금계 스퍼터링 타겟 모물질 및 다기능성 복합코팅 박막 제조방법 |
| KR20140041202A (ko) | 2012-09-27 | 2014-04-04 | 김윤근 | 고무 코팅된 낚싯바늘 |
-
2014
- 2014-04-07 KR KR1020140041202A patent/KR20150116523A/ko not_active Application Discontinuation
- 2014-11-19 JP JP2014234459A patent/JP2015200009A/ja active Pending
- 2014-11-24 DE DE102014223855.2A patent/DE102014223855A1/de not_active Withdrawn
- 2014-11-29 US US14/556,108 patent/US20150284843A1/en not_active Abandoned
- 2014-12-08 CN CN201410743843.0A patent/CN104975261A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101727931B1 (ko) | 2015-02-06 | 2017-05-02 | 나코 테크놀로지스, 에스아이에이 | 나노복합 고체 윤활제 코팅 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104975261A (zh) | 2015-10-14 |
| DE102014223855A1 (de) | 2015-10-08 |
| US20150284843A1 (en) | 2015-10-08 |
| KR20150116523A (ko) | 2015-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2634811C2 (ru) | Элемент скольжения, в частности, поршневое кольцо со стойким покрытием | |
| CN102634753B (zh) | 硬质涂层及其制备方法 | |
| JP5412402B2 (ja) | 摺動部品およびそれを用いた機械装置 | |
| CN107034440B (zh) | 一种复合类金刚石碳膜及其制备方法 | |
| JP6388868B2 (ja) | コーティングを有するコンポーネントおよびその製造方法 | |
| JP2015200009A (ja) | ジルコニウム複合素材コーティング層及びその形成方法 | |
| KR20120136938A (ko) | 금형 모재의 코팅층 구조 | |
| CN108754450A (zh) | 一种低应力类金刚石多层薄膜及其制备方法 | |
| WO2017022660A1 (ja) | ピストンリング及びその製造方法 | |
| KR102576846B1 (ko) | 질화 몰리브덴 기반 코팅을 이용한 마모 및/또는 마찰 감소 | |
| JP2008001951A (ja) | ダイヤモンド状炭素膜およびその形成方法 | |
| JP2003171758A (ja) | ダイヤモンドライクカーボン硬質多層膜成形体およびその製造方法 | |
| JP2007277663A (ja) | 摺動材 | |
| CN110438465B (zh) | 金属基体表面抗磨蚀防护涂层及其制备方法与应用 | |
| JP6238053B2 (ja) | 摺動部材 | |
| JP2009035584A (ja) | 摺動部材 | |
| CN108265291A (zh) | 一种软质基体表面的碳基涂层及其制备方法 | |
| CN106756839B (zh) | 一种基体表面具有耐磨蚀性能的涂层及其制备方法 | |
| CN109722637A (zh) | 润滑涂层及其制备方法 | |
| JP2018076958A (ja) | ピストンリング | |
| CN108456883A (zh) | 一种基体表面碳基减摩耐磨薄膜的制备方法 | |
| CN109338322B (zh) | 一种压缩机滑片表面涂层及其制备方法 | |
| JP2018076873A (ja) | 内燃機関ジャケット | |
| JP2006257466A (ja) | 被覆部材の製造方法 | |
| CN105648410A (zh) | 氮化钛/碳化钛涂层及其制备方法及具有该涂层的被覆件 |