JP2015114255A - 断裁寸法検査装置 - Google Patents
断裁寸法検査装置 Download PDFInfo
- Publication number
- JP2015114255A JP2015114255A JP2013257864A JP2013257864A JP2015114255A JP 2015114255 A JP2015114255 A JP 2015114255A JP 2013257864 A JP2013257864 A JP 2013257864A JP 2013257864 A JP2013257864 A JP 2013257864A JP 2015114255 A JP2015114255 A JP 2015114255A
- Authority
- JP
- Japan
- Prior art keywords
- dimension
- cutting
- booklet
- book
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Length Measuring Devices By Optical Means (AREA)
Abstract
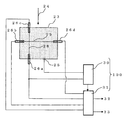
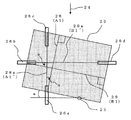
【解決手段】搬送手段と、検査タイミング取得センサー25と、端辺位置検出センサー26a〜26dと、寸法算出手段100と、で構成され、搬送手段は、断裁された刷本23を矢印24で示す方向に搬送する手段であり、検査タイミング取得センサー25は搬送される刷本23の搬送方向先頭端辺を検知する手段であり、端辺位置検出センサー26a〜26dは、刷本の4辺の端辺の位置を検出するセンサーであって、刷本の搬送方向先頭の端辺位置を検出する第一の端辺検出センサー26aと、刷本の搬送方向後端辺位置を検出する第二の端辺検出センサー26cと、刷本の搬送方向と直交する両端辺位置を検出する第三及び第四の端辺検出センサー26b、26dとで構成されている。
【選択図】図6
Description
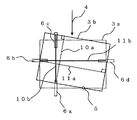
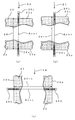
線分の寸法あるが、実線で示すように斜め搬送された場合には、2方向の寸法は10b、11bで示される線分の寸法は、いずれの寸法も良品寸法より長く測定されてしまうので寸法不良と判定されてしまう。しかも刷本3が寸法測定される場所は刷本をロール搬送する場合が一般的であるので、斜め搬送されることが多くある。
断裁された刷本の断裁寸法を検査する装置であって、
搬送手段と、検査タイミング取得センサーと、端辺位置検出センサーと、寸法算出手段と、で構成され、
搬送手段は、断裁された刷本を搬送する手段であって、
検査タイミング取得センサーは、搬送される刷本の搬送方向先頭端辺を検知し、検知した検査タイミング情報を出力する手段であって、
端辺位置検出センサーは、刷本の4辺の端辺の位置を検出するセンサーであって、それぞれ検知した端辺位置情報を出力するもので、刷本の搬送方向先頭の端辺位置を検出する第一の端辺検出センサーと、刷本の搬送方向後端辺位置を検出する第二の端辺検出センサーと、刷本の搬送方向と直交する両端辺位置を検出する第三及び第四の端辺検出センサーで構成され、
寸法算出手段は、斜め情報演算部と寸法演算部とで構成され、
前記斜め情報演算部は、検査タイミング取得センサーから得られた検査タイミング情報と、前記第一の端辺検出センサーから得られた刷本の搬送方向先頭の端辺位置情報から前記搬送される刷本の斜め度合いを算出するもので、
前記寸法演算部は、前記刷本の4辺の端辺位置を検出するセンサーから得られた刷本の搬送方向及び搬送方向と、直交する方向の寸法と前記刷本の斜め度合いと、に基づいて刷本の寸法を算出することを特徴とする断裁寸法検査装置である。
前記搬送手段はローラー搬送装置であることを特徴とする請求項1に記載の断裁寸法検査装置である。
前記搬送手段はベルト搬送装置であることを特徴とする請求項1に記載の断裁寸法検査装置である。
前記4個のセンサーは複数の受光素子を備えたセンサーであることを特徴とする請求項1から3のいずれかに記載の断裁寸法検査装置である。
前記寸法算出手段によって測定された値が許容値を超えた場合は断裁不良品と判定し、搬送手段の外側に排出することを特徴とする請求項1から4のいずれかに記載の断裁寸法検査装置である。
によって搬送される刷本が斜めに搬送された状態であっても、真の寸法を測定することが出来る。
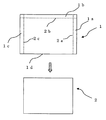
1a、1b、1c・・・刷本の3端辺
1d・・・刷本の針金が打ち込まれる辺
2・・・完成品(完成刷本)
2a、2b、2c・・・断裁箇所
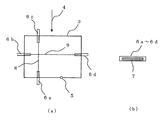
3・・・刷本
4・・・刷本の搬送方向
5・・・検査タイミングを取得するセンサー
6a、6b、6c、6d・・・刷本の端辺の位置を取得するセンサー
7・・・受光素子面
8・・・センサー6a、6c間の線分
9・・・センサー6b、6d間の線分
10a、11a・・・正しく測定される線分
10b、11b・・・斜め搬送された場合に測定される線分
23・・・刷本
24・・・刷本23が搬送される方向
25・・・検査タイミング取得センサー
26a・・・第一の端辺検出センサー
26b・・・第三の端辺検出センサー
26c・・・第二の端辺検出センサー
26d・・・第四の端辺検出センサー
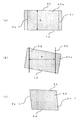
28・・・刷本23の搬送方向の線分
28−1・・・算出された刷本23の搬送方向24の寸法
29−1・・・算出された刷本23の搬送方向24と直交する方向の寸法
29・・・刷本23の搬送方向と直交する方向の線分
30・・・斜め情報演算部
31・・・寸法演算部
32、33・・・刷本23の寸法
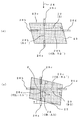
40・・・図7(a−1)の破線で囲まれた部分
41・・・図7(b−1)の破線で囲まれた部分
43・・・平行四辺形に断裁された刷本
50・・・断裁刃
100・・・寸法算出手段
A、B・・・所定の寸法
A´・・・所定の寸法ではない寸法
B´・・・所定の寸法ではない寸法
Aset・・・刷本23の搬送方向24の寸法
Bset・・・刷本23の搬送方向24と直交する方向の寸法
X・・・検査タイミング取得センサー25と第一の端辺検出センサー26aとの距離
Y・・・位置26a−1から位置26a−2まで寸法
α・・・斜め度合い
Claims (5)
- 断裁された刷本の断裁寸法を検査する装置であって、
搬送手段と、検査タイミング取得センサーと、端辺位置検出センサーと、寸法算出手段と、で構成され、
搬送手段は、断裁された刷本を搬送する手段であって、
検査タイミング取得センサーは、搬送される刷本の搬送方向先頭端辺を検知し、検知した検査タイミング情報を出力する手段であって、
端辺位置検出センサーは、刷本の4辺の端辺の位置を検出するセンサーであって、それぞれ検知した端辺位置情報を出力するもので、刷本の搬送方向先頭の端辺位置を検出する第一の端辺検出センサーと、刷本の搬送方向後端辺位置を検出する第二の端辺検出センサーと、刷本の搬送方向と直交する両端辺位置を検出する第三及び第四の端辺検出センサーで構成され、
寸法算出手段は、斜め情報演算部と寸法演算部とで構成され、
前記斜め情報演算部は、検査タイミング取得センサーから得られた検査タイミング情報と、前記第一の端辺検出センサーから得られた刷本の搬送方向先頭の端辺位置情報から前記搬送される刷本の斜め度合いを算出するもので、
前記寸法演算部は、前記刷本の4辺の端辺位置を検出するセンサーから得られた刷本の搬送方向及び搬送方向と、直交する方向の寸法と前記刷本の斜め度合いと、に基づいて刷本の寸法を算出することを特徴とする断裁寸法検査装置。 - 前記搬送手段はローラー搬送装置であることを特徴とする請求項1に記載の断裁寸法検査装置。
- 前記搬送手段はベルト搬送装置であることを特徴とする請求項1に記載の断裁寸法検査装置。
- 前記4個のセンサーは複数の受光素子を備えたセンサーであることを特徴とする請求項1から3のいずれかに記載の断裁寸法検査装置。
- 前記寸法算出手段によって測定された値が許容値を超えた場合は断裁不良品と判定し、搬送手段の外側に排出することを特徴とする請求項1から4のいずれかに記載の断裁寸法検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013257864A JP6331372B2 (ja) | 2013-12-13 | 2013-12-13 | 断裁寸法検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013257864A JP6331372B2 (ja) | 2013-12-13 | 2013-12-13 | 断裁寸法検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015114255A true JP2015114255A (ja) | 2015-06-22 |
| JP6331372B2 JP6331372B2 (ja) | 2018-05-30 |
Family
ID=53528173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013257864A Active JP6331372B2 (ja) | 2013-12-13 | 2013-12-13 | 断裁寸法検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6331372B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022186324A1 (ja) * | 2021-03-03 | 2022-09-09 | 株式会社荏原製作所 | 半導体製造装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5919625A (ja) * | 1982-07-22 | 1984-02-01 | Sumitomo Light Metal Ind Ltd | 連続切断ラインの切断形状制御方法 |
| JPS62229009A (ja) * | 1986-03-31 | 1987-10-07 | Agency Of Ind Science & Technol | ラインセンサによる対象物の姿勢及び寸法の自動計測方法 |
| US5867274A (en) * | 1997-02-14 | 1999-02-02 | Harris Instrument Corporation | System for the measurement of the cut length of moving articles |
| JP2002293058A (ja) * | 2001-04-03 | 2002-10-09 | Kyodo Printing Co Ltd | 糸綴じ製本方法および製本装置 |
| JP2004058550A (ja) * | 2002-07-31 | 2004-02-26 | Nagano Kikai:Kk | 製本曲り検査装置 |
| JP2008100324A (ja) * | 2006-10-20 | 2008-05-01 | Kyodo Seiki:Kk | 断裁品検査装置 |
| JP2010230517A (ja) * | 2009-03-27 | 2010-10-14 | Toppan Printing Co Ltd | 断裁寸法検査装置 |
-
2013
- 2013-12-13 JP JP2013257864A patent/JP6331372B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5919625A (ja) * | 1982-07-22 | 1984-02-01 | Sumitomo Light Metal Ind Ltd | 連続切断ラインの切断形状制御方法 |
| JPS62229009A (ja) * | 1986-03-31 | 1987-10-07 | Agency Of Ind Science & Technol | ラインセンサによる対象物の姿勢及び寸法の自動計測方法 |
| US5867274A (en) * | 1997-02-14 | 1999-02-02 | Harris Instrument Corporation | System for the measurement of the cut length of moving articles |
| JP2002293058A (ja) * | 2001-04-03 | 2002-10-09 | Kyodo Printing Co Ltd | 糸綴じ製本方法および製本装置 |
| JP2004058550A (ja) * | 2002-07-31 | 2004-02-26 | Nagano Kikai:Kk | 製本曲り検査装置 |
| JP2008100324A (ja) * | 2006-10-20 | 2008-05-01 | Kyodo Seiki:Kk | 断裁品検査装置 |
| JP2010230517A (ja) * | 2009-03-27 | 2010-10-14 | Toppan Printing Co Ltd | 断裁寸法検査装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022186324A1 (ja) * | 2021-03-03 | 2022-09-09 | 株式会社荏原製作所 | 半導体製造装置 |
| JP2022134574A (ja) * | 2021-03-03 | 2022-09-15 | 株式会社荏原製作所 | 半導体製造装置 |
| JP7672241B2 (ja) | 2021-03-03 | 2025-05-07 | 株式会社荏原製作所 | 半導体製造装置 |
| TWI911399B (zh) * | 2021-03-03 | 2026-01-11 | 日商荏原製作所股份有限公司 | 半導體製造裝置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6331372B2 (ja) | 2018-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4960466B2 (ja) | 紙葉類処理装置 | |
| JP6668135B2 (ja) | 紙葉類状態検出装置及び紙葉類状態検出方法 | |
| JP2017092560A5 (ja) | ||
| JP6331372B2 (ja) | 断裁寸法検査装置 | |
| JP2019158772A (ja) | 検査装置及び検査方法 | |
| JP6498477B2 (ja) | ニス検査装置およびニス検査方法 | |
| JP2015157693A5 (ja) | ||
| JP2018015430A5 (ja) | ||
| JP2010230517A (ja) | 断裁寸法検査装置 | |
| JPH07277593A (ja) | 折り精度検査装置 | |
| JP2017065855A (ja) | 折れ込み検査装置 | |
| JP2009270888A (ja) | 走行シートの凹凸不良検査装置 | |
| JP4005117B2 (ja) | X線検査装置 | |
| JP2009150765A (ja) | 断裁寸法検査装置 | |
| JP6168395B2 (ja) | ブランク製造システムおよびブランク製造方法 | |
| JP2008239319A (ja) | 光学シート給送装置 | |
| CN103189893A (zh) | 图形检查装置和图形检查方法 | |
| JP2010230378A (ja) | 断裁寸法検査装置 | |
| JP3943002B2 (ja) | X線検査装置および検査方法 | |
| JP5258708B2 (ja) | 積層帳票体のマーク検知システム | |
| JP2016008064A (ja) | 内容物検査装置 | |
| JP2014119270A (ja) | 光学式計測装置 | |
| JPH0581509B2 (ja) | ||
| JP2017092561A5 (ja) | ||
| JP2002060093A (ja) | シート監視装置、シート搬送装置、およびシート監視方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171010 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171201 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180403 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180416 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6331372 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |