JP2015059084A - 耐熱コンポーネントを熱露出コンポーネントの表面上に固定する方法 - Google Patents
耐熱コンポーネントを熱露出コンポーネントの表面上に固定する方法 Download PDFInfo
- Publication number
- JP2015059084A JP2015059084A JP2014191086A JP2014191086A JP2015059084A JP 2015059084 A JP2015059084 A JP 2015059084A JP 2014191086 A JP2014191086 A JP 2014191086A JP 2014191086 A JP2014191086 A JP 2014191086A JP 2015059084 A JP2015059084 A JP 2015059084A
- Authority
- JP
- Japan
- Prior art keywords
- heat
- component
- molten solder
- brazing
- exposed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/19—Soldering, e.g. brazing, or unsoldering taking account of the properties of the materials to be soldered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0018—Brazing of turbine parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/20—Preliminary treatment of work or areas to be soldered, e.g. in respect of a galvanic coating
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/023—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used
- C04B37/026—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles characterised by the interlayer used consisting of metals or metal salts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/288—Protective coatings for blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/001—Turbines
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
- F05D2230/232—Manufacture essentially without removing material by permanently joining parts together by welding
- F05D2230/237—Brazing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/20—Oxide or non-oxide ceramics
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Ceramic Products (AREA)
Abstract
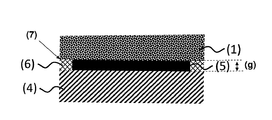
【解決手段】第1の代替例は、周縁境界エッジ(7)を具えるエッジ領域を少なくとも除いて、耐熱コンポーネント(1)の表面を金属化するステップと、金属化表面(2)を、熱露出コンポーネント(4)の表面に対してろう付けするステップと、を含み、耐熱コンポーネント(1)の少なくとも表面は、濡れ性に関する物理化学的な特性を有するセラミック材料から成り、セラミック材料は、溶融ハンダ(3)による濡れ性がない、および/または、濡れ性に関する物理化学的な特性を有する金属または金属合金が、金属化ステップのために用いられ、金属化ステップは、溶融ハンダ(3)による濡れ性がある。
【選択図】図1
Description
2 金属層
3 溶融ハンダ
4 熱露出コンポーネント
5 溶融ハンダ
6 距離層
7 周縁境界エッジ
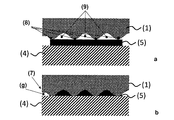
8 波の頂点
9 空間
g ギャップ
r リム領域
Claims (9)
- 耐熱コンポーネント(1)を熱露出コンポーネント(4)の表面に固定する方法において、
周縁境界エッジ(7)によって制限される前記耐熱コンポーネント(1)の表面の少なくとも一部を、前記熱露出コンポーネント(4)の前記表面に、溶融ハンダ(3)を用いてろう付けするステップによる方法であって、前記方法は、
前記周縁境界エッジ(7)を具えるエッジ領域を少なくとも除いて、前記耐熱コンポーネント(1)の前記表面を金属化するステップと、
前記金属化表面(2)を、前記熱露出コンポーネント(4)の前記表面に対してろう付けするステップと、
を含み、
前記耐熱コンポーネント(1)の少なくとも前記表面は、濡れ性に関する物理化学的な特性を有するセラミック材料から成り、前記セラミック材料は、前記溶融ハンダ(3)による濡れ性がない、
および/または、
濡れ性に関する物理化学的な特性を有する金属または金属合金が、金属化ステップのために用いられ、前記金属化ステップは、前記溶融ハンダ(3)による濡れ性がある、
方法。 - 熱露出コンポーネント(4)を耐熱コンポーネント(1)の表面に固定する方法において、
周縁境界エッジ(7)によって制限される前記耐熱コンポーネント(1)の表面の少なくとも一部を、前記熱露出コンポーネント(4)の前記表面に、溶融ハンダ(5)を用いてろう付けするステップによる方法であって、前記方法は、
前記耐熱コンポーネント(1)の前記周縁境界エッジ(7)を具える少なくともエッジ領域を、濡れ性に関する物理化学的な特性を有する距離層(6)によってコーティングするステップと、
濡れ性に関する物理化学的な特性を有する、前記耐熱コンポーネント(1)の前記表面を、前記熱露出コンポーネント(4)の前記表面に対してろう付けするステップと、
を含み、
前記距離層(6)は、前記溶融ハンダ(5)による濡れ性がなく、
前記表面は、前記溶融ハンダ(5)による濡れ性がある、
方法。 - ろう付けステップは、保護空気下で、すなわち、酸素なし、または、減少した量の酸素で実施され、
ろう付けステップの後、前記周縁境界エッジ(7)を具える少なくとも前記エッジ領域をカバーしている前記距離層(6)が空気雰囲気下で燃焼される燃焼ステップが続く、
請求項2に記載の方法。 - 前記耐熱コンポーネント(1)の少なくとも前記表面は、セラミック材料から成り、
前記距離層(6)は、炭素またはポリマー材料から成り、
前記溶融ハンダ(5)は、金属または金属合金から成る、
請求項2または3に記載の方法。 - 耐熱コンポーネント(1)を熱露出コンポーネント(4)の表面に固定する方法において、
周縁境界エッジ(7)によって制限される前記耐熱コンポーネント(1)の接触面を、前記熱露出コンポーネント(4)の前記表面に溶融ハンダ(5)を用いてろう付けするステップによる方法であって、または、請求項4〜6のいずれかに記載の方法であって、前記方法は、
前記耐熱コンポーネント(1)の前記接触面および/または前記熱露出コンポーネント(4)の前記表面を構造化するステップであって、両方の表面を接触させた後に、前記周縁境界エッジ(7)を具える前記耐熱コンポーネント(1)のエッジ領域が前記熱露出コンポーネント(4)の前記表面に接触しないように構造化するステップと、
各々濡れ性に関する物理化学的な特性を有する、前記表面をろう付けするステップと、
を含み、
前記表面は、前記溶融ハンダ(5)による濡れ性がある。 - 構造化ステップは、ろう付けステップの後、前記耐熱コンポーネント(1)の前記周縁境界エッジが、前記熱露出コンポーネント(4)の前記表面とともにフリー・ギャップ(g)を包囲するように実行される、
請求項5に記載の方法。 - 前記溶融ハンダ(3、5)は、ろう付け金属合金である、
請求項1〜6のいずれかに記載の方法。 - 前記熱露出コンポーネント(4)の前記表面は、濡れ性に関する物理化学的な特性を有する金属材料であり、前記金属材料は、前記溶融ハンダ(3、5)による濡れ性がある、
請求項1〜7のいずれかに記載の方法。 - 前記耐熱コンポーネント(1)は、セラミック材料のプレート状コンポーネントであり、
1mm以上10mm以下のプレート厚を、好ましくは6mmのプレート厚を有し、
0.5cm2以上10cm2以下のプレート表面サイズを有する、
請求項1〜8のいずれかに記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13185347.5 | 2013-09-20 | ||
| EP13185347.5A EP2851151B1 (en) | 2013-09-20 | 2013-09-20 | Method of fixing through brazing a heat resistant component on a surface of a heat exposed component |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015059084A true JP2015059084A (ja) | 2015-03-30 |
Family
ID=49230585
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014191086A Pending JP2015059084A (ja) | 2013-09-20 | 2014-09-19 | 耐熱コンポーネントを熱露出コンポーネントの表面上に固定する方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20150083787A1 (ja) |
| EP (1) | EP2851151B1 (ja) |
| JP (1) | JP2015059084A (ja) |
| KR (1) | KR20150032802A (ja) |
| CN (1) | CN104446593A (ja) |
| CA (1) | CA2864230A1 (ja) |
| IN (1) | IN2014DE02658A (ja) |
| RU (1) | RU2014137316A (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SG10201702694WA (en) | 2016-06-23 | 2018-01-30 | Rolls Royce Corp | Joint surface coatings for ceramic components |
| EP3501727B1 (en) * | 2017-12-22 | 2021-02-03 | Ansaldo Energia IP UK Limited | Thermal protection method for gas turbine components |
| CN114029573B (zh) * | 2021-11-19 | 2022-08-30 | 武汉理工大学 | 一种石墨烯薄膜表面超薄软钎焊改性层的制备方法 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59151084A (ja) * | 1983-02-18 | 1984-08-29 | 株式会社日立製作所 | 核融合装置 |
| JPS62182171A (ja) * | 1986-01-31 | 1987-08-10 | 日立化成工業株式会社 | セラミツクスと金属部材との接合法 |
| JPS63139069A (ja) * | 1986-11-28 | 1988-06-10 | 三菱重工業株式会社 | セラミツクスの接合法 |
| JPS63297198A (ja) * | 1987-05-28 | 1988-12-05 | 三菱重工業株式会社 | 壁体 |
| JPS63303874A (ja) * | 1987-06-02 | 1988-12-12 | Kubota Ltd | 金属−セラミック積層接合体の製造方法 |
| JPS63303875A (ja) * | 1987-06-02 | 1988-12-12 | Kubota Ltd | 金属−セラミック積層接合体の製造方法 |
| JPH01206037A (ja) * | 1988-12-23 | 1989-08-18 | Hitachi Ltd | 複合強度部材 |
| JPH02196075A (ja) * | 1989-01-25 | 1990-08-02 | Sumitomo Cement Co Ltd | 接合構造体 |
| JPH03236A (ja) * | 1989-05-26 | 1991-01-07 | Toshiba Corp | 異種材料の接合体 |
| JP2015059083A (ja) * | 2013-09-20 | 2015-03-30 | アルストム テクノロジー リミテッドALSTOM Technology Ltd | 熱暴露構成要素の面に耐熱防護構成要素を設ける方法 |
| JP6109101B2 (ja) * | 2013-02-25 | 2017-04-05 | ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツングGeneral Electric Technology GmbH | 金属−セラミック複合材構造を製造する方法及び金属−セラミック複合材構造 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2090710B (en) * | 1980-12-26 | 1984-10-03 | Matsushita Electric Ind Co Ltd | Thermistor heating device |
| JPS6270274A (ja) | 1985-09-19 | 1987-03-31 | 日立化成工業株式会社 | セラミツクスと金属部材との接合方法 |
| JPS62182172A (ja) | 1986-01-31 | 1987-08-10 | 日立化成工業株式会社 | セラミツクスと金属との接合方法 |
| JPH01176284A (ja) | 1987-12-28 | 1989-07-12 | Ngk Insulators Ltd | 金属・セラミックス接合体 |
| DE3914332A1 (de) | 1989-04-29 | 1990-11-08 | Hoechst Ceram Tec Ag | Verbindung von teilen aus keramischem und metallischem werkstoff |
| JP2756184B2 (ja) | 1990-11-27 | 1998-05-25 | 株式会社日立製作所 | 電子部品の表面実装構造 |
| US5438477A (en) * | 1993-08-12 | 1995-08-01 | Lsi Logic Corporation | Die-attach technique for flip-chip style mounting of semiconductor dies |
| EP0922682A1 (en) | 1997-12-12 | 1999-06-16 | FINMECCANICA S.p.A. AZIENDA ANSALDO | Method of forming a joint between a ceramic substrate and a metal component |
| JP2002373955A (ja) | 2001-06-13 | 2002-12-26 | Sumitomo Metal Electronics Devices Inc | パワーモジュール基板 |
| JP3757881B2 (ja) * | 2002-03-08 | 2006-03-22 | 株式会社日立製作所 | はんだ |
| US7198860B2 (en) | 2003-04-25 | 2007-04-03 | Siemens Power Generation, Inc. | Ceramic tile insulation for gas turbine component |
| US7871716B2 (en) | 2003-04-25 | 2011-01-18 | Siemens Energy, Inc. | Damage tolerant gas turbine component |
| US20050247761A1 (en) * | 2004-05-04 | 2005-11-10 | Albanese Patricia M | Surface mount attachment of components |
| JP3953075B2 (ja) * | 2005-05-16 | 2007-08-01 | ダイキン工業株式会社 | 熱交換器 |
| US8962151B2 (en) * | 2006-08-15 | 2015-02-24 | Integrated Micro Sensors, Inc. | Method of bonding solid materials |
| CN100541944C (zh) * | 2006-12-12 | 2009-09-16 | 核工业第八研究所 | 一种电加热器接插件插头的制造方法 |
| US20080265005A1 (en) * | 2007-04-30 | 2008-10-30 | United Technologies Corporation | Brazing process incorporating graphitic preforms |
| JP5061740B2 (ja) * | 2007-06-12 | 2012-10-31 | 三菱マテリアル株式会社 | パワーモジュール用基板 |
| US9428650B2 (en) * | 2012-12-11 | 2016-08-30 | General Electric Company | Environmental barrier coatings and methods therefor |
-
2013
- 2013-09-20 EP EP13185347.5A patent/EP2851151B1/en active Active
-
2014
- 2014-09-15 RU RU2014137316A patent/RU2014137316A/ru not_active Application Discontinuation
- 2014-09-16 IN IN2658DE2014 patent/IN2014DE02658A/en unknown
- 2014-09-17 US US14/488,410 patent/US20150083787A1/en not_active Abandoned
- 2014-09-18 KR KR20140124277A patent/KR20150032802A/ko not_active Application Discontinuation
- 2014-09-19 CA CA2864230A patent/CA2864230A1/en not_active Abandoned
- 2014-09-19 JP JP2014191086A patent/JP2015059084A/ja active Pending
- 2014-09-22 CN CN201410484918.8A patent/CN104446593A/zh active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59151084A (ja) * | 1983-02-18 | 1984-08-29 | 株式会社日立製作所 | 核融合装置 |
| JPS62182171A (ja) * | 1986-01-31 | 1987-08-10 | 日立化成工業株式会社 | セラミツクスと金属部材との接合法 |
| JPS63139069A (ja) * | 1986-11-28 | 1988-06-10 | 三菱重工業株式会社 | セラミツクスの接合法 |
| JPS63297198A (ja) * | 1987-05-28 | 1988-12-05 | 三菱重工業株式会社 | 壁体 |
| JPS63303874A (ja) * | 1987-06-02 | 1988-12-12 | Kubota Ltd | 金属−セラミック積層接合体の製造方法 |
| JPS63303875A (ja) * | 1987-06-02 | 1988-12-12 | Kubota Ltd | 金属−セラミック積層接合体の製造方法 |
| JPH01206037A (ja) * | 1988-12-23 | 1989-08-18 | Hitachi Ltd | 複合強度部材 |
| JPH02196075A (ja) * | 1989-01-25 | 1990-08-02 | Sumitomo Cement Co Ltd | 接合構造体 |
| JPH03236A (ja) * | 1989-05-26 | 1991-01-07 | Toshiba Corp | 異種材料の接合体 |
| JP6109101B2 (ja) * | 2013-02-25 | 2017-04-05 | ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツングGeneral Electric Technology GmbH | 金属−セラミック複合材構造を製造する方法及び金属−セラミック複合材構造 |
| JP2015059083A (ja) * | 2013-09-20 | 2015-03-30 | アルストム テクノロジー リミテッドALSTOM Technology Ltd | 熱暴露構成要素の面に耐熱防護構成要素を設ける方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2851151B1 (en) | 2017-08-23 |
| CN104446593A (zh) | 2015-03-25 |
| US20150083787A1 (en) | 2015-03-26 |
| RU2014137316A (ru) | 2016-04-10 |
| KR20150032802A (ko) | 2015-03-30 |
| IN2014DE02658A (ja) | 2015-06-26 |
| CA2864230A1 (en) | 2015-03-20 |
| EP2851151A1 (en) | 2015-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102213060B1 (ko) | 저 열팽창 계수의 정상부를 갖는 받침부 구성 | |
| JP6397172B2 (ja) | 層状配列、高温ガス経路構成部品、および層状配列を形成するプロセス | |
| JP6127833B2 (ja) | 接合体の製造方法及びパワーモジュール用基板の製造方法 | |
| US9206983B2 (en) | Internal combustion engine hot gas path component with powder metallurgy structure | |
| KR102202323B1 (ko) | 금속-세라믹 땜납 연결을 생성하는 방법 | |
| JP2015059084A (ja) | 耐熱コンポーネントを熱露出コンポーネントの表面上に固定する方法 | |
| US20180204993A1 (en) | Heat-conductive and electrically insulating connection for a thermoelectric module | |
| JP2009046329A (ja) | セラミックス部材と金属部材との接合方法及び燃料電池スタック構造体の製造方法並びに燃料電池スタック構造体 | |
| JP2006527666A5 (ja) | ||
| KR20170048999A (ko) | 세라믹 기판 제조 방법 및 이 제조방법으로 제조된 세라믹 기판 | |
| US9452499B2 (en) | Method for applying heat resistant protection components onto a surface of a heat exposed component | |
| CN105189931A (zh) | 使用钎焊表面纹理化的超合金箔进行的部件修复 | |
| RU2696910C2 (ru) | Распыляемая мишень | |
| JP2009241030A (ja) | パッケージ、真空容器および反応装置 | |
| JP2010232545A (ja) | 半導体装置 | |
| JP2013170090A (ja) | セラミックスと金属の接合方法及びセラミックスと金属の接合構造 | |
| CN116133540A (zh) | 柔性加热元件、用于制造这种加热元件的方法及柔性加热元件的用途 | |
| KR20210015074A (ko) | 적층제조방식을 이용한 고온부품 및 그 제조방법 | |
| JP2010129290A (ja) | 加熱装置 | |
| EP2851513A1 (en) | Heat exposed component | |
| KR20200000985A (ko) | 열전 변환 모듈 및 그의 제조 방법 | |
| JP6276937B2 (ja) | 反射断熱材および熱処理炉 | |
| JP5359943B2 (ja) | パワーモジュール用基板、パワーモジュール及びパワーモジュール用基板の製造方法 | |
| JP5573407B2 (ja) | 金属ベース基板 | |
| JP2005041712A (ja) | セラミックチャンバー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20141215 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170907 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20171107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180522 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180528 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20181218 |