JP2014514374A - 微細構造化テープ - Google Patents
微細構造化テープ Download PDFInfo
- Publication number
- JP2014514374A JP2014514374A JP2013557737A JP2013557737A JP2014514374A JP 2014514374 A JP2014514374 A JP 2014514374A JP 2013557737 A JP2013557737 A JP 2013557737A JP 2013557737 A JP2013557737 A JP 2013557737A JP 2014514374 A JP2014514374 A JP 2014514374A
- Authority
- JP
- Japan
- Prior art keywords
- support
- tape
- paint
- major
- weakness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



















Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/24—Plastics; Metallised plastics based on macromolecular compounds obtained by reactions involving only carbon-to-carbon unsaturated bonds
- C09J7/241—Polyolefin, e.g.rubber
- C09J7/243—Ethylene or propylene polymers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B12/00—Arrangements for controlling delivery; Arrangements for controlling the spray area
- B05B12/16—Arrangements for controlling delivery; Arrangements for controlling the spray area for controlling the spray area
- B05B12/20—Masking elements, i.e. elements defining uncoated areas on an object to be coated
- B05B12/24—Masking elements, i.e. elements defining uncoated areas on an object to be coated made at least partly of flexible material, e.g. sheets of paper or fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/12—Articles with an irregular circumference when viewed in cross-section, e.g. window profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/13—Articles with a cross-section varying in the longitudinal direction, e.g. corrugated pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/91—Heating, e.g. for cross linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling of flat articles, e.g. using specially adapted supporting means cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/915—Cooling of flat articles, e.g. using specially adapted supporting means with means for improving the adhesion to the supporting means
- B29C48/9155—Pressure rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/203—Adhesives in the form of films or foils characterised by their carriers characterised by the structure of the release feature on the carrier layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0011—Combinations of extrusion moulding with other shaping operations combined with compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0021—Combinations of extrusion moulding with other shaping operations combined with joining, lining or laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
- B29C48/154—Coating solid articles, i.e. non-hollow articles
- B29C48/155—Partial coating thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/08—Dimensions, e.g. volume
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/14—Velocity, e.g. feed speeds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
- B32B37/203—One or more of the layers being plastic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/31—Applications of adhesives in processes or use of adhesives in the form of films or foils as a masking tape for painting
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/16—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/204—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive coating being discontinuous
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1486—Ornamental, decorative, pattern, or indicia
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/15—Sheet, web, or layer weakened to permit separation through thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2848—Three or more layers
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Adhesive Tapes (AREA)
- Laminated Bodies (AREA)
Abstract
【選択図】図1
Description
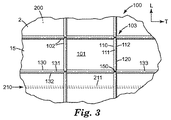
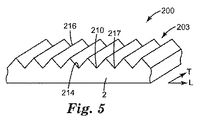
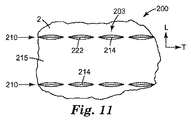
実施形態1.手引き裂き可能なプラスチックテープであって、支持体を含み、該支持体が、長手方向軸、短手方向の幅及び軸、第1の主面、及び相対して面する第2の主面を含み、前記支持体の前記第1の主面が、微小容器を含む塗料保持微細構造パターンを含み、前記微小容器が、複数の第1の微細構造隔壁及び複数の第2の微細構造隔壁によって少なくとも部分的に画定され、該複数の第2の微細構造隔壁の少なくともいくつかが前記第1の微細構造隔壁と交差し、それによって微小容器を画定し、前記支持体の前記第2の主面が、複数の脆弱線を含む手引き裂き微細構造パターンを含み、前記複数の脆弱線の少なくともいくつかが、前記支持体に対して少なくとも略短手方向に配向される長軸を含み、前記支持体の前記第2の主面に感圧接着剤が配置され、前記支持体、前記塗料保持微細構造パターン、及び前記手引き裂き微細構造パターンが全体で一体構造のプラスチックユニットを構成する、手引き裂き可能なプラスチックテープ。
装置
テープ支持体の押出し及び成形を、図21に示される一般型のプロセスラインを使用して行った。直径約12インチ(30.5cm)及び総面幅約16インチ(40.6cm)の第1の金属製成形ロールを入手した。この総面幅のうち、中央の12インチ(30.48cm)を、それぞれが、わずかに異なる塗料保持パターンのネガ型を有する3つの4インチ(10.2cm)幅の横区域に分割した。3つの区域のそれぞれは、(ダイヤモンド切削により)第1及び第2の平行な主溝の組を含み、第1の組の主溝のそれぞれは成形ロールの周りに円周方向に延び、第2の組の主溝のそれぞれは、(その区域内の)成形ロール面をわたって短手方向に延びた。第1及び第2の主溝はテーパ形状であり、約15度の夾角を含む平坦な側壁を備え、溝底(即ち、溝の最深地点)は平坦で約10ミクロンの幅を有し、かつ成形ロールの平らな表面の下約80ミクロンの深さに位置した。3つの区域間の唯一の違いは、中央区域では、主溝のそれぞれの組は約153μmの中心間距離を有し、横方向外方区域の一方では、主溝は約191μmの間隔を有し、他方の横方向外方区域は約127μmの間隔を有したことだけであった。
密度0.918g/cm3及びメルトフローインデックス12の低密度ポリエチレン(LDPE)(Dow Plasticsより商品名「4012」で入手)を約48.5重量%と、密度0.965g/cm3、メルトフローインデックス8.3の高密度ポリエチレン(HDPE)(Dow Plasticsより商品名「8007」で入手)を約48.5重量%と、(濃縮物のポリマー担体樹脂は記録されていなかったが、ポリエチレン材料と思われる)青色染料濃縮物を約3重量%含む、押出可能組成物を得た。材料は乾燥ペレットの形態で入手し、乾式混合し、直径2.5インチ(6.4cm)の一軸スクリュー押出機に送り、公称ギャップ20ミル(508μm)(形成されるウェブのクロスウェブキャリパーを最適化するために必要に応じて調整することができる)を含む幅12インチ(30.5cm)のキャストフィルムダイを通して押出した。ダイの温度を約218℃に設定し、溶融押出品を約1525psi(10500kPa)の融解圧力で押出した。押出品を押出し、分速約15.2メートルのライン速度で処理した。
上記の代表的な実施例の多くの変形を、様々なプロセスライン条件、樹脂組成物などに関して実施した。いくつかの実験では、LDPEとHDPEとの比を、約10:90〜90:10の範囲で変化させた。いくつかの実験では、リエチレンとプロピレンとのブレンドを用いた。いくつかの実験では、様々な充填剤(例えば、タルク、シリカ、炭酸カルシウム等)を組成物に加えた。いくつかの実験では、成形ロールの温度を約38℃〜93℃の範囲で変化させた。
前述の一般的な方法で様々な支持体を製造し、次に、その第2の主面(手引き裂きパターンを含む)上に感圧接着剤を提供した。接着剤を堆積する前に、支持体を、それぞれが上記の3つの塗料保持パターンのうちの1つを含む別個のロールに切り離すのが大抵は便利であった。典型的には、接着剤を支持体上に提供する前に、支持体の第2の主表面を(ロールを切り離す前であるか後であるかを問わず)コロナ処理した(当業者に周知の従来法によって)。様々な実験において、感圧接着剤は、感圧接着剤前駆体を支持体の表面に堆積(例えばコーティング)し、この前駆体を感圧接着剤に変換することによって、支持体の第2の主面に提供された。様々な実験において、これは、接着剤前駆体溶液をコーティングし、コーティング溶媒を乾燥させることによって、接着剤前駆体水性混合物をコーティングし、水を乾燥させることによって、ホットメルト接着剤前駆体を堆積し、この前駆体を固化することによって、及び同様の方法によって達成された。接着剤は、溝の上に位置する領域内の感圧接着剤の最外表面に対応する窪みがほとんど存在しないように、支持体の第2の主表面上の溝を接着剤が充填するやり方で及びかかる厚さで堆積するのが多くの場合好都合であることが見出された。
(実施例)
代表的な実施例に記載された一般型の塗料保持パターンを有し、かつ本明細書に記載される組成物で形成されるプラスチック支持体のサンプルを作製し、塗料保持パターンの細長いリブは約153ミクロンの間隔を含んだ。
微細構造化されておらず、かつ平滑面を含む従来の高密度ポリエチレンプラスチックフィルムを含む第1の比較サンプルを得た。3M Companyから商品名「SCOTCH−BLUE 2090」で入手可能な従来の紙製マスキングテープで使用されるタイプの青色のマスキング紙を含む第2の比較サンプルを得た。
約5グラムのSherwin−Williams A−100屋外用アクリル塗料を、周囲温度でフィルムサンプルのそれぞれの表面に注いだ。フィルムサンプルごとに新しいブラシを使用して、塗布された塗料を、サンプル表面にわたって又はブラシから塗料が広がらなくなるまでブラシの片面のみを使用して塗った。塗料保持パターンを含むプラスチックフィルム上の5グラムの塗料は、70平方インチ(452cm2)を覆うように広がった。微細構造化されていないプラスチックフィルム上の5グラムの塗料は、144平方インチ(929cm2)を覆うように広がった。青色マスキング紙上の5グラムの塗料は、104平方インチ(671cm2)を覆うように広がった。サンプルのそれぞれに関するフィルム面積当たりのおよその液体塗料保持力を、表1に示すように、1平方フィート当たり(0.093平方メートル当たり)のグラムで計算することができた。

(実施例)
以下に記載の違いを有する代表的な実施例と同様のタイプのポリマー支持体を得た。支持体の第1の主面は、直交配向された隔壁の第1及び第2の組を含む塗料保持パターンを含み、隔壁のそれぞれの組は平行に連続的な細長いリブを含む。それぞれの組のリブ間の間隔は約250ミクロンであった。それぞれの組のリブの高さは記録されなかった。直交配向されたリブの第1及び第2の組はそれぞれ、ポリマー支持体の長手方向軸に対して約45度の角度で配向された(一組が支持体の長手方向軸と位置合わせされ、一組が長手方向軸に直交した代表的な実施例と対照をなす)。塗料保持パターンは、代表的な実施例に記載された一般型の二次リブレットを更に含み、その高さは約10ミクロンであり、第1及び第2の組のリブに対して約45度で配向された。支持体は、支持体の第2の主面に手引き裂きパターンも感圧接着剤も含まなかった。支持体はポリプロピレンからなった。
(実施例)
乾燥塗料の定着能力試験に記載されたものと同様のタイプ及び組成物のポリマーフィルムを得た。フィルムは、その第1の主面に、代表的な実施例で記載されたものと概ね同様のタイプの細長いリブを備える隔壁の第1及び第2の組を含む塗料保持パターンを有した。1つは細長いリブのそれぞれの組が約250ミクロン離間し、1つは細長いリブのそれぞれの組が約125ミクロン離間している、2つのタイプのフィルムを得た。隔壁高さは記録されなかった。隔壁の第1及び第2の組は、互いに対して直角であり、それぞれ、ポリマーフィルムの長軸に対して約45度で配向された(即ち、これら隔壁は、上記乾燥塗料の定着能力試験で使用したフィルムと同様のパターンを有した)。塗料保持パターンは、代表的な実施例に記載された一般型の二次リブレットを更に含み、その高さは約10ミクロンであり、第1及び第2の組のリブに対して約45度で配向された。フィルムは、フィルムの第2の主面に手引き裂きパターンを含まなかった。
(実施例)
一般型のテープ(例えば代表的な実施例で例示されたもの)の多数のサンプルを作製し、該テープは、第1の主面に塗料保持パターンを含み、かつ第2の主面に手引き裂きパターン及び感圧接着剤を含んだ。かかるテープの多くは、例えば図22の手で引き裂いた縁部13から明らかなように、テープの幅にわたって満足のいくように手引き裂きされることができた。これに加えて、かかるテープの多くは、例えば図22に示されるテープの手作業で短手方向に湾曲した部分から明らかなように、満足のいくように短手方向に曲げることができた。
Claims (35)
- 手引き裂き可能なプラスチックテープであって、
支持体を含み、該支持体が、長手方向軸、短手方向の幅及び軸、第1の主面、及び相対して面する第2の主面を含み、
前記支持体の前記第1の主面が、微小容器を含む塗料保持微細構造パターンを含み、前記微小容器が、複数の第1の微細構造隔壁及び複数の第2の微細構造隔壁によって少なくとも部分的に画定され、該複数の第2の微細構造隔壁の少なくともいくつかが前記第1の微細構造隔壁と交差し、それによって微小容器を画定し、
前記支持体の前記第2の主面が、複数の脆弱線を含む手引き裂き微細構造パターンを含み、前記複数の脆弱線の少なくともいくつかが、前記支持体に対して少なくとも略短手方向に配向される長軸を含み、
前記支持体の前記第2の主面に感圧接着剤が配置され、
前記支持体、前記塗料保持微細構造パターン、及び前記手引き裂き微細構造パターンが全体で一体構造のプラスチックユニットを構成する、手引き裂き可能なプラスチックテープ。 - 前記脆弱線の少なくともいくつかが、それぞれが前記支持体の前記第2の主面の短手方向幅全体にわたって延在する連続した溝を含む、連続した脆弱線である、請求項1に記載のテープ。
- 前記連続した脆弱線の少なくともいくつかが、前記支持体の前記短手方向軸からプラスマイナス5度以内に配向された長軸を含む、請求項2に記載のテープ。
- 前記連続した溝が長尺長と幅とを含み、前記溝の少なくともいくつかが架橋構造を含み、該架橋構造が、前記支持体と一体成形され、かつ前記溝の前記長尺長に沿って離間配置され、前記架橋構造のそれぞれが、前記支持体の前記長手方向軸と概ね位置合わせされる方向に、前記溝の前記幅の少なくとも一部にわたって延びる、請求項2に記載のテープ。
- 前記脆弱線の少なくともいくつかが、前記支持体の前記第2の主面の前記短手方向幅全体にわたって延びる連続した細長い谷部をそれぞれが含む連続した脆弱線であり、前記支持体の前記第2の主面の前記短手方向幅にわたって延びる細長い隆起部が、前記支持体の前記長手方向長さに沿って、前記細長い谷部の少なくともいくつかの間に点在する、請求項1に記載のテープ。
- 前記脆弱線の少なくともいくつかが、それぞれが前記支持体の前記第2の主面の第2の主表面内の複数の凹部によって集合的に画定される不連続な脆弱線である、請求項1に記載のテープ。
- 前記不連続な脆弱線の少なくともいくつかが、前記支持体の前記第2の主面の前記短手方向幅全体にわたって延在し、かつ、前記支持体の前記短手方向軸からプラスマイナス5度以内に配向された長軸を含む、請求項6に記載のテープ。
- 前記塗料保持微細構造パターンが、それぞれが約10,000〜約100,000平方ミクロンの平均面積を含む複数の微小容器を含み、前記第1及び第2の微細構造隔壁の少なくともいくつかが、約30μm〜約80μmの高さを含む、請求項1に記載のテープ。
- 前記第2の微細構造隔壁の少なくともいくつかが、前記脆弱線の少なくともいくつかの長軸からプラスマイナス約20度以内に配向された長軸を含む、請求項1に記載のテープ。
- 前記第2の微細構造隔壁の少なくともいくつかが、前記支持体に対して少なくとも略短手方向に配向された長軸を含む、請求項9に記載のテープ。
- 前記第2の微細構造隔壁の少なくともいくつかが、前記支持体の前記短手方向軸からプラスマイナス5度以内、及び前記脆弱線の少なくともいくつかの前記長軸からプラスマイナス5度以内に配向された長軸を含む、請求項10に記載のテープ。
- 前記第1の微細構造隔壁の少なくともいくつかが、前記支持体の前記長手方向軸と概ね長手方向に位置合わせされた長軸を含む、請求項10に記載のテープ。
- 前記第1の微細構造隔壁が、それぞれ、前記支持体の前記長手方向軸からプラスマイナス約5度以内に配向された長軸を含み、前記第2の微細構造隔壁が、それぞれ、前記支持体の前記短手方向軸からプラスマイナス5度以内、及び前記脆弱線のそれぞれの前記長軸からプラスマイナス5度以内に配向された長軸を含み、前記脆弱線のそれぞれの前記長軸が、前記支持体の前記短手方向軸からプラスマイナス5度以内に配向される、請求項12に記載のテープ。
- 前記第1の微細構造隔壁の少なくともいくつかが、第1の細長いリブを含み、前記第2の微細構造隔壁の少なくともいくつかが、第2の細長いリブを含む、請求項1に記載のテープ。
- 第2の細長いリブが、それぞれ該第2の細長いリブの長尺長に沿って概ね均一である高さを含む、請求項14に記載のテープ。
- 前記第1の細長いリブが、前記第2の細長いリブの高さと同じである高さを含み、第1の細長いリブそれぞれの前記高さが、該第1の細長いリブの長尺長に沿って概ね均一である、請求項15に記載のテープ。
- 前記第1の細長いリブのいくつかの少なくともいくつかの部分が、前記第2の細長いリブの前記高さの約40%〜約80%である高さを有する、請求項15に記載のテープ。
- 前記第1の細長いリブそれぞれの高さが、該第1の細長いリブの前記長尺長に沿って概ね均一である、請求項17に記載のテープ。
- 前記第1の細長いリブの少なくともいくつかが、該第1の細長いリブと前記第2の細長いリブとの交差点同士の間の位置に、1つ以上の切欠きを含む、請求項17に記載のテープ。
- 前記第1の微細構造隔壁の少なくともいくつかが、それぞれが一連のリブセグメント又は一連のポストを含む不連続な隔壁である、請求項1に記載のテープ。
- 前記プラスチック材料が、存在するいかなる無機充填剤も差し引いて、ブレンド比が重量で約60:40〜約40:60である低密度ポリエチレンと高密度ポリエチレンとのブレンドから本質的になるポリエチレンホモポリマーを少なくとも約95重量%含有する、請求項1に記載のテープ。
- 前記感圧接着剤が、(メタ)アクリレート接着剤、天然ゴム系接着剤、合成ゴム接着剤、シリコーン接着剤、及びブロックコポリマー接着剤からなる群から選択される、請求項1に記載のテープ。
- 当該テープが、当該テープの前記第1の主面の前記第1の微細構造隔壁及び/又は第2の微細構造隔壁の少なくとも一部と前記感圧接着剤の主表面とが剥離可能に接触する、自己巻き取りロールの形態の長尺長を含む、請求項1に記載のテープ。
- 当該手引き裂き可能なプラスチックテープが、弓形形状へと短手方向に湾曲可能である、請求項1に記載のテープ。
- 第2の表面部分を塗装しないようにマスキングした状態で第1の表面部分を塗装する方法であって、
所与の長さの手引き裂き可能なプラスチックテープを前記第2の表面部分に接着により取り付ける工程であって、前記プラスチックテープが、長手方向軸と短手方向の幅及び軸、第1の主面、及び相対して面する第2の主面を含む支持体を含み、該支持体の前記第1の主面が塗料保持微細構造パターンを含み、前記支持体の前記第2の主面が手引き裂き微細構造パターンを含み、前記支持体の第2の主面に感圧接着剤が配置され、前記支持体、前記塗料保持微細構造パターン、及び前記手引き裂き微細構造パターンが全体で一体構造のプラスチックユニットを構成する、取り付ける工程と、
少なくとも前記第1の表面部分に液体塗料を塗布する工程と、
を含む方法。 - 前記液体塗料が、ブラシ、ローラー、又は噴霧器によって塗布される、請求項25に記載の方法。
- 前記塗料が、21℃において少なくとも100cpsの粘度を有するラテックス塗料である、請求項25に記載の方法。
- 前記所与の長さの手引き裂き可能なプラスチックテープが、前記第2の表面部分に接着により取り付けられる前に、手引き裂き可能なプラスチックテープのロールから手で引き裂かれる、請求項25に記載の方法。
- 前記液体塗料を少なくとも前記第1の表面部分に塗布した後、前記所与の長さのテープを前記第2の表面部分から除去する更なる工程を含む、請求項25に記載の方法。
- 前記方法が、前記第2の表面部分の弓形形状と一致させるために、前記所与の長さの手引き裂き可能なプラスチックテープの少なくとも一部を短手方向に曲げる工程と、短手方向に湾曲した前記テープを、弓形形状の前記第2の表面部分に接着により取り付ける工程とを含む、請求項25に記載の方法。
- 塗料保持微細構造パターンを有する第1の主面と、手引き裂き微細構造パターンを有する第2の相対して面する主面とを有する支持体を含む手引き裂き可能なプラスチックテープの製造方法であって、
溶融ポリマー押出品の第1の主表面を、前記塗料保持微細構造パターンのネガ型を含む第1の成形面と接触させ、かつ、前記溶融ポリマー押出品の第2の主表面を、前記手引き裂き微細構造パターンのネガ型を含む第2の成形面と接触させる工程であって、前記溶融ポリマー押出品の前記第1の主表面が第1の成形型に接して成形され、前記溶融ポリマー押出品の前記第2の主表面が第2の成形型に接して成形され、それによって前記支持体の前記第1の主面に塗料保持微細構造パターンを有し、かつ前記支持体の前記第2の主面に手引き裂き微細構造パターンを有する前記支持体を形成する、接触させる工程と、
前記支持体の前記第2の主面に感圧接着剤を配置する工程と、
を含む方法。 - 前記第1及び第2の成形面が、第1及び第2の成形型ロールの概ね相対して面する表面部分、又は第1及び第2の成形型ベルトの概ね相対して面する表面部分を含み、当該方法が、前記溶融ポリマー押出品の前記第2の主表面が前記第2の成形面に接して成形されるのと同時に、前記溶融ポリマー押出品の前記第1の主表面が前記第1の成形面に接して成形されて、長尺長の支持体を形成するように、前記溶融ポリマー押出品を前記概ね相対して面する第1の成形面と第2の成形面との間に送り込む工程と、前記感圧接着剤を長尺長の前記支持体の前記第2の主面に配置して、長尺長の手引き裂き可能なプラスチックテープを形成する工程と、を含む、請求項31に記載の方法。
- 前記手引き裂き微細構造パターンが複数の脆弱線を含み、該複数の脆弱線が、前記支持体の前記第2の主面の前記第2の主表面内の1つ以上の凹部によってもたらされ、かつそれぞれが深さを含み、前記感圧接着剤を前記長尺長の支持体の前記第2の主面に配置することが、前記長尺長の支持体の前記第2の主表面に感圧接着剤前駆体をコーティングした後、前記感圧接着剤が前記凹部を充填し、かつその表面に接着接合されるように、前記感圧接着剤前駆体を前記感圧接着剤に変換することによって行われる、請求項32に記載の方法。
- 前記感圧接着剤の主表面が前記テープの前記第1の主面の前記塗料保持微細構造パターンを画定する微細構造隔壁の少なくとも一部と剥離可能に接触する自己巻きロールを形成するために、手引き裂き可能な前記長尺長のテープを自己巻き取りすることを更に含む、請求項31に記載の方法。
- 前記溶融ポリマー押出品が、存在するいかなる無機充填剤も差し引いて、低密度ポリエチレンと高密度ポリエチレンとの重量比約60:40〜約40:60のブレンドから本質的になる、請求項31に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/042,536 US8530021B2 (en) | 2011-03-08 | 2011-03-08 | Microstructured tape |
| US13/042,536 | 2011-03-08 | ||
| PCT/US2012/025811 WO2012121869A2 (en) | 2011-03-08 | 2012-02-20 | Microstructured tape |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014514374A true JP2014514374A (ja) | 2014-06-19 |
| JP2014514374A5 JP2014514374A5 (ja) | 2015-04-02 |
Family
ID=46795824
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013557737A Pending JP2014514374A (ja) | 2011-03-08 | 2012-02-20 | 微細構造化テープ |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US8530021B2 (ja) |
| EP (1) | EP2683784B1 (ja) |
| JP (1) | JP2014514374A (ja) |
| KR (1) | KR20140023302A (ja) |
| CN (1) | CN103403116B (ja) |
| AU (1) | AU2012226257B2 (ja) |
| BR (1) | BR112013022880A2 (ja) |
| CA (1) | CA2829029C (ja) |
| MX (1) | MX2013010173A (ja) |
| TW (1) | TW201302473A (ja) |
| WO (1) | WO2012121869A2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016056468A1 (ja) * | 2014-10-06 | 2016-04-14 | 日東電工株式会社 | 粘着製品 |
| JP2017002234A (ja) * | 2015-06-12 | 2017-01-05 | スリーエム イノベイティブ プロパティズ カンパニー | 粘着層と剥離層とを備えた物品 |
| JP2018134605A (ja) * | 2017-02-23 | 2018-08-30 | 富士フイルム株式会社 | フィルムの製造方法 |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140063624A (ko) * | 2011-07-27 | 2014-05-27 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 저접착성 백사이즈를 포함하는 수동-인열성 마스킹 테이프 |
| US9663684B2 (en) * | 2011-07-27 | 2017-05-30 | 3M Innovative Properties Company | Hand-tearable masking tape with silicone-containing low adhesion backsize |
| MX349729B (es) * | 2012-02-28 | 2017-08-10 | 3M Innovative Properties Co | Cinta microestructurada que comprende patrones de retencion de pintura y corte a mano que se intersectan y son de la misma extension. |
| US9550921B2 (en) * | 2012-08-13 | 2017-01-24 | 3M Innovative Properties Company | Masking tape with multi-directional hand tear |
| US20140366799A1 (en) * | 2013-06-13 | 2014-12-18 | Shurtape Technologies, Llc | Adhesive tape having shaped edge and method of making same |
| US20170072659A1 (en) * | 2014-03-04 | 2017-03-16 | 3M Innovative Properties Company | Cover tapes and assemblies and method for making |
| CN106661396A (zh) * | 2014-07-25 | 2017-05-10 | 3M创新有限公司 | 用于改善薄膜的阻尼性能的方法 |
| EP3237541A1 (en) | 2014-12-22 | 2017-11-01 | 3M Innovative Properties Company | Compositions and films comprising polylactic acid polymer, polyvinyl acetate polymer and plasticizer |
| JP6542593B2 (ja) * | 2015-06-12 | 2019-07-10 | スリーエム イノベイティブ プロパティズ カンパニー | 支持体層を備えた積層フィルム及びそのフィルムロール |
| AU2017213691B2 (en) | 2016-02-01 | 2019-08-08 | 3M Innovative Properties Company | Folding flap hanger device having multiple peel fronts |
| CN108699272B (zh) | 2016-02-15 | 2021-10-26 | 3M创新有限公司 | 包括结构化表面的聚乳酸聚合物基膜和制品 |
| US10245497B2 (en) * | 2016-04-19 | 2019-04-02 | WOD Solutions Inc | Apparatus for hand protection and method thereof |
| JP7090555B2 (ja) | 2016-05-20 | 2022-06-24 | スリーエム イノベイティブ プロパティズ カンパニー | 配向されたポリ乳酸ポリマー系フィルム |
| US10982090B2 (en) | 2016-06-21 | 2021-04-20 | 3M Innovative Properties Company | Graphic articles comprising polylactic acid polymer based film |
| CN106336823B (zh) * | 2016-08-22 | 2019-09-03 | 惠州市浩明科技股份有限公司 | 防漏胶型胶粘材料 |
| TWI795430B (zh) | 2017-08-25 | 2023-03-11 | 美商3M新設資產公司 | 容許無損傷移除的黏著劑物品 |
| CA3073940A1 (en) | 2017-08-25 | 2019-02-28 | 3M Innovative Properties Company | Adhesive articles permitting damage free removal |
| WO2019186428A1 (en) | 2018-03-29 | 2019-10-03 | 3M Innovative Properties Company | Microfractured film and method for making |
| US11123966B2 (en) | 2018-10-19 | 2021-09-21 | Charter Next Generation, Inc. | Nail sealable multilayered film |
| EP3999247A4 (en) * | 2019-07-19 | 2023-08-23 | Langeman Manufacturing Limited | FLEXIBLE TAPE WITH INTEGRATED CUTTING FILAMENT |
| WO2021198754A1 (en) | 2020-03-31 | 2021-10-07 | 3M Innovative Properties Company | Acrylic microsphere adhesives and mounting articles including the same |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01126387A (ja) * | 1987-07-27 | 1989-05-18 | Minnesota Mining & Mfg Co <3M> | 破断容易な掩蔽テープ |
| JPH0347885A (ja) * | 1988-12-16 | 1991-02-28 | Koyo Kagaku Kk | 粘着テープ |
| JPH06285978A (ja) * | 1993-04-01 | 1994-10-11 | Sekisui Chem Co Ltd | 手切れ性合成樹脂フイルム及び手切れ性粘着テープ |
| JPH08109355A (ja) * | 1994-09-26 | 1996-04-30 | Minnesota Mining & Mfg Co <3M> | 接着テープ構造体 |
| JPH0953055A (ja) * | 1995-08-17 | 1997-02-25 | Mitsubishi Chem Mkv Co | ポリ塩化ビニル製粘着テープ及びその製造方法 |
| JPH09316402A (ja) * | 1996-05-27 | 1997-12-09 | Nitto Denko Corp | 粘着テープ |
| JPH11286664A (ja) * | 1998-03-31 | 1999-10-19 | Nippon Synthetic Chem Ind Co Ltd:The | 手切れ性粘着テープ |
| JP2003516889A (ja) * | 1999-12-14 | 2003-05-20 | スリーエム イノベイティブ プロパティズ カンパニー | 引き裂きが制御された型押しフィルム |
| JP2005023103A (ja) * | 2003-06-30 | 2005-01-27 | Sumika Plastech Co Ltd | 粘着テープ |
| JP2005524726A (ja) * | 2002-05-03 | 2005-08-18 | ジオマスク インコーポレイテッド | 改良型マスキング用粘着テープ |
| JP2005530893A (ja) * | 2002-06-25 | 2005-10-13 | スリーエム イノベイティブ プロパティズ カンパニー | ライナーレス印刷性接着剤テープ |
| US20080213526A1 (en) * | 2007-01-12 | 2008-09-04 | Jerry Serra | High tensile strength adhesive tape |
| JP2008538590A (ja) * | 2005-04-22 | 2008-10-30 | スリーエム イノベイティブ プロパティズ カンパニー | マスキング物品及びコーティングされるべき基材をマスクする方法 |
| US20090053449A1 (en) * | 2005-01-12 | 2009-02-26 | Hannington Michael E | Adhesive article having improved application properties |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4781957A (en) | 1987-07-27 | 1988-11-01 | Minnesota Mining And Manufacturing Company | Easy tear masking tape |
| JP2002512911A (ja) | 1998-04-29 | 2002-05-08 | スリーエム イノベイティブ プロパティズ カンパニー | エンボス加工面を有するインクジェット印刷用受容シート |
| US6524675B1 (en) | 1999-05-13 | 2003-02-25 | 3M Innovative Properties Company | Adhesive-back articles |
| WO2000073083A1 (en) | 1999-06-01 | 2000-12-07 | 3M Innovative Properties Company | Optically transmissive microembossed receptor media |
| ATE246096T1 (de) | 1999-06-01 | 2003-08-15 | 3M Innovative Properties Co | Zufällig mikrogeprägte aufnahmemedien |
| US20030235677A1 (en) | 2002-06-25 | 2003-12-25 | 3M Innovative Properties Company | Complex microstructure film |
| US7105809B2 (en) | 2002-11-18 | 2006-09-12 | 3M Innovative Properties Company | Microstructured polymeric substrate |
| US20050058829A1 (en) | 2003-09-16 | 2005-03-17 | Nitto Denko Corporation | Pressure-sensitive adhesive tape |
| US7651863B2 (en) | 2005-07-14 | 2010-01-26 | 3M Innovative Properties Company | Surface-enhanced spectroscopic method, flexible structured substrate, and method of making the same |
-
2011
- 2011-03-08 US US13/042,536 patent/US8530021B2/en active Active
-
2012
- 2012-02-20 BR BR112013022880A patent/BR112013022880A2/pt not_active Application Discontinuation
- 2012-02-20 EP EP12755509.2A patent/EP2683784B1/en not_active Not-in-force
- 2012-02-20 CA CA2829029A patent/CA2829029C/en not_active Expired - Fee Related
- 2012-02-20 CN CN201280011641.6A patent/CN103403116B/zh not_active Expired - Fee Related
- 2012-02-20 KR KR1020137026206A patent/KR20140023302A/ko not_active Application Discontinuation
- 2012-02-20 WO PCT/US2012/025811 patent/WO2012121869A2/en active Application Filing
- 2012-02-20 JP JP2013557737A patent/JP2014514374A/ja active Pending
- 2012-02-20 AU AU2012226257A patent/AU2012226257B2/en not_active Ceased
- 2012-02-20 MX MX2013010173A patent/MX2013010173A/es active IP Right Grant
- 2012-03-07 TW TW101107730A patent/TW201302473A/zh unknown
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01126387A (ja) * | 1987-07-27 | 1989-05-18 | Minnesota Mining & Mfg Co <3M> | 破断容易な掩蔽テープ |
| JPH0347885A (ja) * | 1988-12-16 | 1991-02-28 | Koyo Kagaku Kk | 粘着テープ |
| JPH06285978A (ja) * | 1993-04-01 | 1994-10-11 | Sekisui Chem Co Ltd | 手切れ性合成樹脂フイルム及び手切れ性粘着テープ |
| JPH08109355A (ja) * | 1994-09-26 | 1996-04-30 | Minnesota Mining & Mfg Co <3M> | 接着テープ構造体 |
| JPH0953055A (ja) * | 1995-08-17 | 1997-02-25 | Mitsubishi Chem Mkv Co | ポリ塩化ビニル製粘着テープ及びその製造方法 |
| JPH09316402A (ja) * | 1996-05-27 | 1997-12-09 | Nitto Denko Corp | 粘着テープ |
| JPH11286664A (ja) * | 1998-03-31 | 1999-10-19 | Nippon Synthetic Chem Ind Co Ltd:The | 手切れ性粘着テープ |
| JP2003516889A (ja) * | 1999-12-14 | 2003-05-20 | スリーエム イノベイティブ プロパティズ カンパニー | 引き裂きが制御された型押しフィルム |
| JP2005524726A (ja) * | 2002-05-03 | 2005-08-18 | ジオマスク インコーポレイテッド | 改良型マスキング用粘着テープ |
| JP2005530893A (ja) * | 2002-06-25 | 2005-10-13 | スリーエム イノベイティブ プロパティズ カンパニー | ライナーレス印刷性接着剤テープ |
| JP2005023103A (ja) * | 2003-06-30 | 2005-01-27 | Sumika Plastech Co Ltd | 粘着テープ |
| US20090053449A1 (en) * | 2005-01-12 | 2009-02-26 | Hannington Michael E | Adhesive article having improved application properties |
| JP2008538590A (ja) * | 2005-04-22 | 2008-10-30 | スリーエム イノベイティブ プロパティズ カンパニー | マスキング物品及びコーティングされるべき基材をマスクする方法 |
| US20080213526A1 (en) * | 2007-01-12 | 2008-09-04 | Jerry Serra | High tensile strength adhesive tape |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016056468A1 (ja) * | 2014-10-06 | 2016-04-14 | 日東電工株式会社 | 粘着製品 |
| JP2017002234A (ja) * | 2015-06-12 | 2017-01-05 | スリーエム イノベイティブ プロパティズ カンパニー | 粘着層と剥離層とを備えた物品 |
| JP2018134605A (ja) * | 2017-02-23 | 2018-08-30 | 富士フイルム株式会社 | フィルムの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012121869A3 (en) | 2013-02-28 |
| CN103403116A (zh) | 2013-11-20 |
| EP2683784A2 (en) | 2014-01-15 |
| MX2013010173A (es) | 2013-10-25 |
| WO2012121869A2 (en) | 2012-09-13 |
| EP2683784A4 (en) | 2014-09-17 |
| BR112013022880A2 (pt) | 2017-08-22 |
| US20120231199A1 (en) | 2012-09-13 |
| CN103403116B (zh) | 2015-04-01 |
| EP2683784B1 (en) | 2016-10-19 |
| US8530021B2 (en) | 2013-09-10 |
| KR20140023302A (ko) | 2014-02-26 |
| AU2012226257B2 (en) | 2014-08-14 |
| TW201302473A (zh) | 2013-01-16 |
| CA2829029A1 (en) | 2012-09-13 |
| AU2012226257A1 (en) | 2013-10-03 |
| CA2829029C (en) | 2019-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014514374A (ja) | 微細構造化テープ | |
| JP6049715B2 (ja) | 低接着バックサイズを備える、手で引き裂くことができるマスキングテープ | |
| US9796885B2 (en) | Hand-tearable masking tape with silicone-containing low adhesion backsize | |
| US9624406B2 (en) | Microstructured tape comprising coextensive, intersecting paint-retention and hand-tear patterns | |
| US9550921B2 (en) | Masking tape with multi-directional hand tear |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150210 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160209 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160913 |