JP2013144303A - 鋳物製造装置及び鋳物製造方法 - Google Patents
鋳物製造装置及び鋳物製造方法 Download PDFInfo
- Publication number
- JP2013144303A JP2013144303A JP2012005680A JP2012005680A JP2013144303A JP 2013144303 A JP2013144303 A JP 2013144303A JP 2012005680 A JP2012005680 A JP 2012005680A JP 2012005680 A JP2012005680 A JP 2012005680A JP 2013144303 A JP2013144303 A JP 2013144303A
- Authority
- JP
- Japan
- Prior art keywords
- core
- mold
- casting
- engaging means
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Abstract
【解決手段】鋳物製造装置1は、鋳枠2と、鋳枠2内に設置された鋳型4と、鋳型4内に配置される中子6と、鋳枠2及び鋳型4を貫通するように配置され、中子6内の芯金10aに係合可能な係合手段8と、を備えている。係合手段8は、芯金10aの両端部にそれぞれ溶接等により取り付けられたナット16と、鋳枠2及び鋳型4を貫通してナット16に係合するボルト14と、を備えている。ボルト14のネジ部14aをナット16に螺合することにより、下中子6a及び上中子6bの上下左右方向への移動を制限し、下中子6a及び上中子6bを所定の位置で固定することができる。
【選択図】 図1
Description
前記中子の側方に位置する前記鋳枠及び前記鋳型を貫通するとともに、前記鋳枠及び前記鋳型の少なくとも何れか一方にて支持され、端部が前記芯金の端部に係合する係合手段を備え、
前記係合手段を前記芯金の端部に係合することにより前記中子を前記鋳型内の所定位置に固定することを特徴とする
前記中子を前記鋳型内に配置する中子配置工程と、
前記芯金の端部に係合可能な係合手段を、前記中子の側方に位置する前記鋳枠及び前記鋳型に貫通させて、前記係合手段の端部を前記芯金の前記端部に係合し、前記中子を前記鋳型内の所定の位置に固定する固定工程と、
前記中子と前記鋳型との間に溶湯を鋳込む注湯工程と、を備えることを特徴とする。
図1は、本発明の第一実施形態に係る鋳物製造装置の断面図である。
図1に示すように、鋳物製造装置1は、鋳枠2と、鋳枠2内に設置される鋳型4と、鋳型4内に配置される中子6と、鋳枠2及び鋳型4を貫通するように配置され、中子6内の芯金10aに係合可能な係合手段8と、を備えている。
また、下中子6a及び上中子6bは、複数の棒状の芯金10に砂を被覆して略半円柱状に形成されている。下中子6a及び上中子6bの両端部には、それぞれ巾木部12が延設形成されている。一方の巾木部12から他方の巾木部12までを貫通するように配置されている芯金10aの両端には砂が被覆されておらず、芯金10aの両端部が露出した状態となっている。当該芯金10aには複数の芯金10bが格子状に溶接等により接続され、下中子6a内及び上中子6b内に埋設されている。
ボルト14のネジ部14aをナット16に螺合することにより、下中子6a及び上中子6bの上下左右方向への移動を制限し、下中子6a及び上中子6bを所定の位置で固定することができる。これにより、中子6を鋳型4内のキャビティの中心位置で固定することができる。したがって、キャビティ内に溶湯が鋳込まれる際の中子6の浮きを防止できる。さらに、ボルト14を締め付けることにより、芯金10に張力を付与することができる。これにより、溶湯の鋳込みにより中子6が上方へたわむことを防止できる。
図4(A)〜図4(C)及び図5に示すように、鋳枠2内に砂を固めて、鋳造する円筒管の外形に対応したキャビティを形成するとともに、下中子4aの巾木部12を載置するためのキャビティも形成する。また、巾木部12が載置される箇所と鋳枠2との間の下型4aに、ボルト14のネジ部14aを挿通させるための溝20を形成する。この溝20は、芯金10aの軸心の延長線上に形成される。なお、溝20は、ボルト14をナット16に螺合させた後、砂により埋め戻される。したがって、溶湯をキャビティ内に鋳込む際には、溝20は埋め戻された状態である。
なお、本実施形態では、孔22をネジ部14aの径よりもかなり大きく形成した場合につい説明したが、これに限定されるものではなく、ネジ部14aの径よりもわずかに大きく形成してもよい。
図6に示すように、上述した方法にて作成された下型4a内に下中子6aを配置した後、鋳枠2の両外側からそれぞれボルト14のネジ部14aを鋳枠2の孔22及び鋳型4の溝20内に挿通させて、各ネジ部14aを各ナット16に螺合させる。そして、両ボルト14を締め付けながら、芯金10に引張力を付与するとともに、下中子6aの位置を固定する。
図7に示すように、両ボルト14を各ナット16に螺合させて下中子6aの位置を固定したら、下型4aの各溝20内に砂を込めて両溝20を埋める。
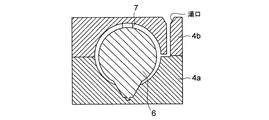
下型4aの割面4cと上型4bの割面4cとを密着させて接合した後、上型4bの湯口から溶湯を流し込み、円筒管を製造する。かかる場合に、下中子6a及び上中子6bは共に所定位置に固定されているため、溶湯を鋳込んでも下中子6a及び上中子6bが浮き上がることはない。
また、ボルト14が芯金10aの両側にそれぞれ設けられており、両ボルト14で芯金10aに引張力を付与するため、鋳型4内に溶湯を鋳込んだ際に、中子6が上方へたわむことを防止できる。これにより、所定の肉厚の鋳物をより正確に製造することができる。
さらに、ボルト14とナット16との螺合は容易なので、短時間で中子6を所定位置に固定することができる。
次に、本発明の第二実施形態について説明する。以下の説明において、上述した第一実施形態に対応する部分には同一の符号を付して説明を省略し、主に相違点について説明する。第二実施形態の係合手段は、第一実施形態の芯金10aの両端部のナット16を雄ネジにしたものである。
図8及び図9に示すように、本発明の第二実施形態に係る係合手段28は、芯金10aの両端部に延設された雄ネジ部30と、当該雄ネジ部30に螺合可能な雌ネジ部32を有する棒状の支持体36と、を備えている。
支持体36の一方側端部、他方側端部には、それぞれ雌ネジ部32、頭部34が形成されている。支持体36の雌ネジ部32を鋳枠2の孔22及び下型4aの溝20内に挿通させて、芯金10aの雄ネジ部30に螺合することにより、下中子6aの上下左右方向への移動を制限し、下中子6aを所定位置で固定することができる。これにより、キャビティ内に溶湯が鋳込まれる際の下中子6aの浮きを防止できる。また、支持体36を締め付けることにより、芯金10aに引張力を付与することができる。これにより、溶湯により下中子6aが上方へたわむことを防止できる。
なお、本実施形態では、係合手段28で下中子6aを支持する場合について説明したが、上中子6bへの適用も可能である。
また、上述した各実施形態においては、芯金10aに引張力を付与する場合について説明したが、これに限定されるものでは無く、圧縮力を付与してもよい。
2 鋳枠
4 鋳型
4a 下型
4b 上型
4c 割面
6 中子
6a 下中子
6b 上中子
6c 割面
7 ケレン
8 係合手段
10 芯金(=10a、10b)
12 巾木部
14 ボルト
14a ネジ部
14b 頭部
16 ナット
20 溝
22 孔
28 係合手段
30 雄ネジ部
32 雌ネジ部
34 頭部
36 支持体
Claims (6)
- 棒状の芯金を内包する中子を鋳枠で囲まれた鋳型の中に配置して中空部を有する鋳物を製造する鋳物製造装置であって、
前記中子の側方に位置する前記鋳枠及び前記鋳型を貫通するとともに、前記鋳枠及び前記鋳型の少なくとも何れか一方にて支持され、端部が前記芯金の端部に係合する係合手段を備え、
前記係合手段を前記芯金の端部に係合することにより前記中子を前記鋳型内の所定位置に固定することを特徴とする鋳物製造装置。 - 前記係合手段は、前記芯金の軸心の延長線上で、且つ前記芯金の両側の位置にそれぞれ設けられており、
両方の前記係合手段により前記芯金に圧縮力又は引張力を付与することを特徴とする請求項1に記載の鋳物製造装置。 - 前記係合手段は、
前記芯金の端部に設けられた雌ネジ部と、
前記雌ネジ部に螺合可能な雄ネジ部を有し、前記鋳枠及び前記鋳型を貫通する棒状の支持体と、を備えることを特徴とする請求項1又は2に記載の鋳物製造装置。 - 前記係合手段は、
前記芯金の端部に設けられた雄ネジ部と、
前記雌ネジ部に螺合可能な雌ネジ部を有し、前記鋳枠及び前記鋳型を貫通する棒状の支持体と、を備えることを特徴とする請求項1又は2に記載の鋳物製造装置。 - 棒状の芯金を内包する中子を鋳枠で囲まれた鋳型の中に配置して、前記中子と前記鋳型との間に溶湯を鋳込んで中空部を有する鋳物を製造する鋳物製造方法であって、
前記中子を前記鋳型内に配置する中子配置工程と、
前記芯金の端部に係合可能な係合手段を、前記中子の側方に位置する前記鋳枠及び前記鋳型に貫通させて、前記係合手段の端部を前記芯金の前記端部に係合し、前記中子を前記鋳型内の所定の位置に固定する固定工程と、
前記中子と前記鋳型との間に溶湯を鋳込む注湯工程と、を備えることを特徴とする鋳物製造方法。 - 前記芯金の軸心の延長線上で、且つ前記芯金の両側に前記係合手段をそれぞれ設けて、両方の前記係合手段により前記芯金に圧縮力又は引張力を付与することを特徴とする請求項5に記載の鋳物製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012005680A JP5758312B2 (ja) | 2012-01-13 | 2012-01-13 | 鋳物製造装置及び鋳物製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012005680A JP5758312B2 (ja) | 2012-01-13 | 2012-01-13 | 鋳物製造装置及び鋳物製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013144303A true JP2013144303A (ja) | 2013-07-25 |
| JP5758312B2 JP5758312B2 (ja) | 2015-08-05 |
Family
ID=49040432
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012005680A Expired - Fee Related JP5758312B2 (ja) | 2012-01-13 | 2012-01-13 | 鋳物製造装置及び鋳物製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5758312B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110465624A (zh) * | 2019-09-19 | 2019-11-19 | 广西玉柴机器股份有限公司 | 一种v型发动机气缸体的超大型手工芯盒模具及制芯方法 |
| CN111250663A (zh) * | 2020-03-09 | 2020-06-09 | 陕西柴油机重工有限公司 | 复杂箱体类铸件用细小孔进行坭芯定位成型装置及方法 |
| CN114226646A (zh) * | 2021-12-01 | 2022-03-25 | 宁波金汇精密铸造有限公司 | 一种中空铸件的铸造装置及制造方法 |
| CN114226647A (zh) * | 2021-12-01 | 2022-03-25 | 宁波金汇精密铸造有限公司 | 一种铸造装置及砂箱 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4981907U (ja) * | 1972-11-07 | 1974-07-16 | ||
| JPS59206141A (ja) * | 1983-03-31 | 1984-11-21 | Riken Corp | 中空カム軸用鋳物の鋳造方法 |
| JPS605749U (ja) * | 1983-06-23 | 1985-01-16 | トヨタ自動車株式会社 | 中子を使用する鋳造用型 |
| JPH0871699A (ja) * | 1994-09-07 | 1996-03-19 | Shinmori Shoji Kk | 鋳造金型の中子支持体 |
| JPH10202341A (ja) * | 1997-01-21 | 1998-08-04 | Toyota Motor Corp | 鋳造用金型における可動型での中子支持方法 |
| JPH11290991A (ja) * | 1998-04-07 | 1999-10-26 | Nemoto Taku | 凹凸外周具備した鋳造用特殊中子を用いた鋳造方法 |
| JP2003025046A (ja) * | 2001-07-09 | 2003-01-28 | Kooee:Kk | 鋳造用の棒状中子およびその製造方法 |
| JP2003181598A (ja) * | 2001-12-11 | 2003-07-02 | Mitsubishi Electric Corp | 鋳造装置 |
-
2012
- 2012-01-13 JP JP2012005680A patent/JP5758312B2/ja not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4981907U (ja) * | 1972-11-07 | 1974-07-16 | ||
| JPS59206141A (ja) * | 1983-03-31 | 1984-11-21 | Riken Corp | 中空カム軸用鋳物の鋳造方法 |
| JPS605749U (ja) * | 1983-06-23 | 1985-01-16 | トヨタ自動車株式会社 | 中子を使用する鋳造用型 |
| JPH0871699A (ja) * | 1994-09-07 | 1996-03-19 | Shinmori Shoji Kk | 鋳造金型の中子支持体 |
| JPH10202341A (ja) * | 1997-01-21 | 1998-08-04 | Toyota Motor Corp | 鋳造用金型における可動型での中子支持方法 |
| JPH11290991A (ja) * | 1998-04-07 | 1999-10-26 | Nemoto Taku | 凹凸外周具備した鋳造用特殊中子を用いた鋳造方法 |
| JP2003025046A (ja) * | 2001-07-09 | 2003-01-28 | Kooee:Kk | 鋳造用の棒状中子およびその製造方法 |
| JP2003181598A (ja) * | 2001-12-11 | 2003-07-02 | Mitsubishi Electric Corp | 鋳造装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110465624A (zh) * | 2019-09-19 | 2019-11-19 | 广西玉柴机器股份有限公司 | 一种v型发动机气缸体的超大型手工芯盒模具及制芯方法 |
| CN110465624B (zh) * | 2019-09-19 | 2024-05-03 | 广西玉柴机器股份有限公司 | 一种v型发动机气缸体的超大型手工芯盒模具及制芯方法 |
| CN111250663A (zh) * | 2020-03-09 | 2020-06-09 | 陕西柴油机重工有限公司 | 复杂箱体类铸件用细小孔进行坭芯定位成型装置及方法 |
| CN114226646A (zh) * | 2021-12-01 | 2022-03-25 | 宁波金汇精密铸造有限公司 | 一种中空铸件的铸造装置及制造方法 |
| CN114226647A (zh) * | 2021-12-01 | 2022-03-25 | 宁波金汇精密铸造有限公司 | 一种铸造装置及砂箱 |
| CN114226646B (zh) * | 2021-12-01 | 2024-03-19 | 宁波金汇精密铸造有限公司 | 一种中空铸件的铸造装置及制造方法 |
| CN114226647B (zh) * | 2021-12-01 | 2024-03-26 | 宁波金汇精密铸造有限公司 | 一种铸造装置及砂箱 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5758312B2 (ja) | 2015-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5758312B2 (ja) | 鋳物製造装置及び鋳物製造方法 | |
| JP5164004B2 (ja) | プレテンションpc部材の製造方法 | |
| RU2552814C2 (ru) | Безопочная литейная форма и способ ее изготовления | |
| RU2015147194A (ru) | Литье по выплавляемым моделям с использованием гибкого приспособления, предназначенного для изготовления восковой литейной модели, для обеспечения опоры для керамического стержня вдоль его длины во время впрыска воска | |
| JP2006289382A (ja) | 金型冷却構造およびその製造方法 | |
| JP2014113636A (ja) | 鋳型及び鋳型の製造方法 | |
| JP5527437B2 (ja) | プレス成形用金型鋳造のための消失模型 | |
| JP2012192418A (ja) | 棒状砂中子を用いる鋳造方法及び棒状砂中子の変形防止具 | |
| JP5574937B2 (ja) | 鋳型の製造方法 | |
| CN206474647U (zh) | 一种预埋在砂型中的芯撑 | |
| JP2009280958A (ja) | 鋼板コンクリート構造体および鋼板コンクリート構造体の構築方法 | |
| JP6259211B2 (ja) | 合成セグメントの製造方法 | |
| JP2007120187A (ja) | ベースプレート及びベースプレートの製造方法 | |
| KR20170064728A (ko) | 내부중공재 누름부재를 구비한 psc 거더의 거푸집 | |
| JP4709562B2 (ja) | 鋳造用金型 | |
| JP5305941B2 (ja) | 床フレーム高さ調整ナットの埋設方法および床フレーム高さ調整ナット保持具 | |
| JP6132391B2 (ja) | 型枠固定具、型枠締結構造、型枠組み立て及び脱型方法 | |
| JP4949438B2 (ja) | コンクリート基礎形成方法 | |
| JP5714743B2 (ja) | 鋼板コンクリート構造体 | |
| JP2008229708A (ja) | インゴット製造用鋳型及び伸線用インゴット製造装置 | |
| CN117684469A (zh) | 箱涵纵向张拉的连接箱的辅助施工装置及施工方法 | |
| JP2005146582A (ja) | 鉄筋コンクリート柱と鉄骨梁の接合構造、および定着金物の製造方法 | |
| JP3224141U (ja) | プレキャストpc床版用のレベル調整コン及びシースハット | |
| KR200393898Y1 (ko) | 제강커버 앵커의 성형용 다이 | |
| JP7082400B2 (ja) | ボックスカルバートの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150109 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150310 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150508 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150603 |
|
| LAPS | Cancellation because of no payment of annual fees |