JP2012523341A - ベルトが熱可塑性ポリマーフィルムにより補強された空気入りタイヤ - Google Patents
ベルトが熱可塑性ポリマーフィルムにより補強された空気入りタイヤ Download PDFInfo
- Publication number
- JP2012523341A JP2012523341A JP2012503988A JP2012503988A JP2012523341A JP 2012523341 A JP2012523341 A JP 2012523341A JP 2012503988 A JP2012503988 A JP 2012503988A JP 2012503988 A JP2012503988 A JP 2012503988A JP 2012523341 A JP2012523341 A JP 2012523341A
- Authority
- JP
- Japan
- Prior art keywords
- thermoplastic polymer
- tire according
- polymer film
- rubber
- tire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/02—Layered products comprising a layer of natural or synthetic rubber with fibres or particles being present as additives in the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/12—Layered products comprising a layer of natural or synthetic rubber comprising natural rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/14—Layered products comprising a layer of natural or synthetic rubber comprising synthetic rubber copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/16—Layered products comprising a layer of synthetic resin specially treated, e.g. irradiated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions
- B32B3/04—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by features of form at particular places, e.g. in edge regions characterised by at least one layer folded at the edge, e.g. over another layer ; characterised by at least one layer enveloping or enclosing a material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/52—Oriented multi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T152/00—Resilient tires and wheels
- Y10T152/10—Tires, resilient
- Y10T152/10495—Pneumatic tire or inner tube
- Y10T152/10765—Characterized by belt or breaker structure
Abstract
Description
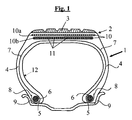
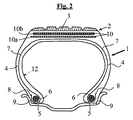
特に、このベルトは、一般にトレッドの下に配置された「保護」プライと呼ばれている1枚又は2枚以上のクラウンプライを有し、かかる保護プライの役割は、ベルトの残部を外部からの攻撃、引き裂き又は他の穿孔から保護することにある。これは、例えば、大型車両又は土木作業車両用のタイヤのベルトにおける一般的な場合である。
本願において、以下の定義が採用される。
‐「ゴム」又は「エラストマー」(これら2つの用語は、同義であると解される):任意種類のジエン又は非ジエン、例えば熱可塑性樹脂、エラストマー。
‐「ジエンゴム」:ジエンモノマー、即ち、2つの炭素‐炭素二重結合(かかる結合が共役であるかないかを問わない)を備えたモノマーから少なくとも一部が(即ち、ホモポリマー又はコポリマー)結果として生じる任意のエラストマー(単一のエラストマー又はエラストマーの混合物)。
‐「層」:厚さが他の寸法に対して比較的小さいストリップ又は任意他の三次元要素であり、厚さと他の寸法のうちの最も大きいものの比が0.5未満、好ましくは0.1未満である。
‐「シート」又は「フィルム」:厚さと他の寸法のうちの最も小さいものの比が0.1未満である任意の薄い層。
‐「補強細線」:断面に対して長さが長く、ゴムマトリックスの引張り特性を強化することができる任意の長くて薄いストランド、任意の要素フィラメント、任意のマルチフィラメントファイバ又はかかるフィラメント若しくはファイバの任意のアセンブリ、例えばもろより糸又はコード。この細線は、場合によっては、真っ直ぐであり又は真っ直ぐではなく、例えば、撚られ又はクリンプ加工されている。
‐「ラミネート」又は「多層ラミネート」:国際特許分類の意味の範囲内において、平べったい又は平べったくない形態の少なくとも2つの層を有する任意の製品。これら層は、互いに接触状態にあり、これら層は、場合によっては互いに接合又は連結され或いはそうではなく、「接合され」又は「連結され」という表現は、特に接着剤による結合回数全ての結合又は組み立て手段を含むよう広義に解されるべきである。
好ましくは、本発明のタイヤの多層ラミネートは、それぞれ2.5mm及び10cmを超え、より好ましくはそれぞれ5mm及び20cmを超える幅及び長さを有する。
‐500MPaを超える引張り弾性率E、
‐100MPaを超える最大引張り応力σmax、
‐5〜10%の降伏点Yp、
‐50%を超えるArで示された破断点伸び率。
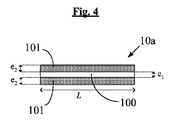
‐一方において、図4に示されているように単に、厚さe2のゴム2つの層(101)相互間に位置決めされた厚さe1の上述の二軸延伸フィルム(100)を有する多層ラミネート(10a)、
‐他方、比較のため、図5に示されているように、約2.5mmの布設ピッチに従って平面内において互いに平行に位置決めされた一連のスチールマルチストランドコード(200)を有する従来型金属ファブリック、これら一連のコードは、ゴム(201)で被覆され、コードの背部のところのゴムの厚さは、この場合、e2、即ち約0.4mmに等しい。

Claims (17)
- 空気入りタイヤであって、該空気入りタイヤのベルトが多層ラミネートにより補強されている、空気入りタイヤにおいて、前記ラミネートは、ゴムコンパウンドの2つの層相互間にこれらゴムコンパウンド層と接触状態をなして配置された少なくとも1枚の多軸延伸熱可塑性ポリマーフィルムを有する、タイヤ。
- 前記ゴムは、ジエンゴムである、請求項1記載のタイヤ。
- 前記ジエンゴムは、ポリブタジエン、天然ゴム、合成ポリイソプレン、種々のブタジエンコポリマー、種々のイソプレンコポリマー及びこれらエラストマーの混合物から成る群から選択されている、請求項2記載のタイヤ。
- 各ゴムコンパウンド層は、50〜100phrの天然ゴムを含む、請求項3記載のタイヤ。
- 前記熱可塑性ポリマーフィルムは、考慮される引張り方向とは無関係に、500MPaを超えるEで示された引張り弾性率を有する、請求項1〜4のうちいずれか一に記載のタイヤ。
- 引張りモジュラスEは、1000MPaを超える、請求項5記載のタイヤ。
- 前記熱可塑性ポリマーフィルムは、考慮される引張り方向とは無関係に、80MPaを超えるσmaxにより示された最大引張り応力を有する、請求項1〜6のうちいずれか一に記載のタイヤ。
- 引張り応力σmaxは、100MPaを超える、請求項7記載のタイヤ。
- 前記熱可塑性ポリマーフィルムは、考慮される引張り方向とは無関係に、40%を超えるArで示された破断点伸び率を有する、請求項1〜8のうちいずれか一に記載のタイヤ。
- 前記熱可塑性ポリマーフィルムは、熱安定化されている、請求項1〜9のうちいずれか一に記載のタイヤ。
- 前記熱可塑性ポリマーフィルムは、150℃において30分後、5%未満の相対的長さ収縮率を呈する、請求項1〜10のうちいずれか一に記載のタイヤ。
- 前記熱可塑性ポリマーは、ポリエステルである、請求項1〜11のうちいずれか一に記載のタイヤ。
- 前記ポリエステルは、ポリエチレンテレフタレート又はポリエチレンナフタレートである、請求項12記載のタイヤ。
- 前記熱可塑性ポリマーフィルムの厚さは、0.05〜1mmである、請求項1〜13のうちいずれか一に記載のタイヤ。
- 各ゴムコンパウンド層の厚さは、0.05〜2mmである、請求項1〜14のうちいずれか一に記載のタイヤ。
- 前記多層ラミネートの幅は、2.5mmを超え、前記多層ラミネートの長さは、10cmを超える、請求項1〜15のうちいずれか一に記載のタイヤ。
- 前記熱可塑性ポリマーフィルムは、各ゴムコンパウンド層に向いた接着剤層を備えている、請求項1〜16のうちいずれか一に記載のタイヤ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0952347 | 2009-04-09 | ||
| FR0952347A FR2944227B1 (fr) | 2009-04-09 | 2009-04-09 | Stratifie multicouches pour bandage pneumatique |
| PCT/EP2010/054486 WO2010115861A1 (fr) | 2009-04-09 | 2010-04-06 | Bandage pneumatique dont la ceinture est renforcee par un film de polymere thermoplastique |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012523341A true JP2012523341A (ja) | 2012-10-04 |
| JP2012523341A5 JP2012523341A5 (ja) | 2013-05-23 |
Family
ID=41432863
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012503988A Pending JP2012523341A (ja) | 2009-04-09 | 2010-04-06 | ベルトが熱可塑性ポリマーフィルムにより補強された空気入りタイヤ |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US9186871B2 (ja) |
| EP (1) | EP2416955B1 (ja) |
| JP (1) | JP2012523341A (ja) |
| KR (1) | KR20120005500A (ja) |
| CN (1) | CN102387916B (ja) |
| BR (1) | BRPI1011613A2 (ja) |
| EA (1) | EA201171227A1 (ja) |
| FR (1) | FR2944227B1 (ja) |
| WO (1) | WO2010115861A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015511896A (ja) * | 2012-02-29 | 2015-04-23 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | タイヤベルトの補強用に使用し得る多層ラミネート |
| JP2016128316A (ja) * | 2015-01-09 | 2016-07-14 | 錦湖タイヤ株式会社Kumho Tire Co., Inc. | 空気入りタイヤのキャッププライ及びその製造方法 |
| US9527254B2 (en) | 2011-09-30 | 2016-12-27 | Kolon Industries, Inc. | Film for tire inner liner and method for manufacturing the same |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2964905A1 (fr) * | 2010-09-21 | 2012-03-23 | Michelin Soc Tech | Pneumatique comportant une armature de protection |
| KR101395469B1 (ko) * | 2011-11-25 | 2014-05-14 | 한국타이어 주식회사 | Pet 필름을 카커스로서 포함하는 승용차용 공기입 래디얼 타이어 |
| FR2984224B1 (fr) | 2011-12-19 | 2014-06-20 | Michelin Soc Tech | Pneumatique et procede de fabrication d'une ceinture de triangulation de pneumatique |
| FR2984216B1 (fr) | 2011-12-19 | 2014-02-21 | Michelin Soc Tech | Procede et dispositif decoupe d'une nappe de renfort en pointille |
| FR2989030B1 (fr) * | 2012-04-06 | 2015-04-03 | Michelin & Cie | Pneumatique a carcasse radiale ou croisee |
| FR2991344B1 (fr) * | 2012-06-01 | 2017-01-13 | Michelin & Cie | Procede de traitement d'un element de renfort textile par plasma. |
| KR20150016981A (ko) | 2012-06-01 | 2015-02-13 | 꽁빠니 제네날 드 에따블리세망 미쉘린 | 텍스타일 보강 요소를 플라즈마로 처리하는 방법 |
| KR101374924B1 (ko) * | 2012-08-30 | 2014-03-14 | 한국타이어 주식회사 | 래디얼 타이어용 캡 플라이 및 그의 제조방법 |
| DE102013101251A1 (de) | 2013-02-08 | 2014-08-14 | Continental Reifen Deutschland Gmbh | Festigkeitsträgerlage für Fahrzeugluftreifen sowie für Antriebsriemen |
| DE102013101252A1 (de) | 2013-02-08 | 2014-08-14 | Continental Reifen Deutschland Gmbh | Festigkeitsträgerlage für Fahrzeugluftreifen sowie für Antriebsriemen |
| FR3013625B1 (fr) | 2013-11-28 | 2016-06-24 | Michelin & Cie | Element de renfort a section aplatie |
| FR3013622B1 (fr) | 2013-11-28 | 2016-06-24 | Michelin & Cie | Procede de traitement d'un element de renfort a section aplatie |
| FR3027027B1 (fr) * | 2014-10-13 | 2016-12-09 | Michelin & Cie | Produit renforce comprenant une composition comprenant un systeme oxyde metallique et derive d'acide stearique equilibre et pneumatique comprenant ledit produit renforce |
| FR3027028B1 (fr) * | 2014-10-13 | 2016-12-09 | Michelin & Cie | Produit renforce comprenant une composition a faible taux de soufre et pneumatique comprenant ledit produit renforce |
| FR3027026B1 (fr) * | 2014-10-13 | 2016-12-09 | Michelin & Cie | Produit renforce comprenant une composition comprenant un accelerateur de vulcanisation rapide et pneumatique comprenant ledit produit renforce |
| FR3032147B1 (fr) * | 2015-02-03 | 2017-02-17 | Michelin & Cie | Pneu radial ayant une structure de ceinture amelioree |
| EP3288779B1 (en) * | 2015-04-30 | 2020-05-20 | Bridgestone Americas Tire Operations, LLC | Rubber-covered textile cords, tires containing same, and related methods |
| JP2018522954A (ja) | 2015-05-01 | 2018-08-16 | ロード コーポレイション | ゴム接合用接着剤 |
| FR3039095B1 (fr) * | 2015-07-21 | 2018-05-04 | Compagnie Generale Des Etablissements Michelin | Pneumatique comprenant des elements de renfort sous forme de bandelettes multicouches |
| FR3048638B1 (fr) | 2016-03-11 | 2018-03-30 | Compagnie Generale Des Etablissements Michelin | Pneu radial ayant une structure de ceinture amelioree |
| ITUA20163301A1 (it) * | 2016-05-10 | 2017-11-10 | Bridgestone Corp | Cinture con tele in metallo per pneumatici |
| AU2017269576B2 (en) * | 2016-05-24 | 2019-11-07 | Bridgestone Americas Tire Operations, Llc | Blended layer for improved adhesion in tires |
| EP3642046B1 (fr) * | 2017-06-20 | 2021-10-06 | Compagnie Générale des Etablissements Michelin | Roue non-pneumatique comprenant une structure de renfort circonferentielle |
| FR3069189A1 (fr) * | 2017-07-21 | 2019-01-25 | Compagnie Generale Des Etablissements Michelin | Pneumatique presentant des proprietes d'usure et de resistance au roulement ameliorees |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1134182A (ja) * | 1997-07-15 | 1999-02-09 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JPH11170808A (ja) * | 1997-12-15 | 1999-06-29 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JPH11189009A (ja) * | 1997-12-26 | 1999-07-13 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2004224277A (ja) * | 2003-01-24 | 2004-08-12 | Toyo Tire & Rubber Co Ltd | 空気入りタイヤ |
| JP2005169825A (ja) * | 2003-12-11 | 2005-06-30 | Toray Ind Inc | ポリエステル積層体およびポリエステル積層体の製造方法 |
| JP2006502270A (ja) * | 2002-10-11 | 2006-01-19 | ソシエテ ド テクノロジー ミシュラン | 無機充填剤とシランポリスルフィドをベースとするタイヤベルト |
| JP2009534240A (ja) * | 2006-04-20 | 2009-09-24 | ソシエテ ド テクノロジー ミシュラン | 酸化防止剤を含むタイヤベルト |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3177277A (en) * | 1957-05-10 | 1965-04-06 | Ici Ltd | Process for the production of biaxially oriented polyethylene terephthalate film |
| GB2134442B (en) | 1983-01-18 | 1987-05-28 | Diafoil Co Ltd | Polyester film for magnetic recording media |
| JPH0625267B2 (ja) | 1985-12-17 | 1994-04-06 | ダイアホイルヘキスト株式会社 | 高密度磁気記録媒体用ポリエチレン−2,6−ナフタレ−トフイルム |
| DE3621205A1 (de) | 1986-06-25 | 1988-01-07 | Hoechst Ag | Verfahren zum herstellen von biaxial gestreckten flachfolien und vorrichtung hierfuer |
| US4867937A (en) | 1987-02-17 | 1989-09-19 | Minnesota Mining And Manufacturing Company | Process for producing high modulus film |
| US5040583A (en) * | 1988-04-11 | 1991-08-20 | Hercules Incorporated | Tire innerliner |
| US5156921A (en) * | 1988-04-11 | 1992-10-20 | Hercules Incorporated | Tire innerliner |
| EP0357826B1 (de) * | 1988-09-09 | 1993-04-21 | Tyre Consult Venlo B.V. | Gürteleinlage für Luftreifen |
| JPH045104A (ja) * | 1990-04-23 | 1992-01-09 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ及びその製造法 |
| FR2682915B1 (fr) | 1991-10-24 | 1997-09-19 | Rhone Poulenc Films | Films en polyester semi-cristallins orientes, leur procede d'obtention et leur emploi comme support de revetement magnetique |
| DE69518481T2 (de) * | 1994-09-13 | 2001-04-19 | Gunze Kk | Gasundurchlässiger Schichtstoff aus Gummi und Kunststoff |
| US5843583A (en) | 1996-02-15 | 1998-12-01 | N.V. Bekaert S.A. | Cord with high non-structural elongation |
| US6199612B1 (en) * | 1997-04-02 | 2001-03-13 | COMPAGNIE GéNéRALE DES ETABLISSE-MENTS MICHELIN-MICHELIN & CIE | Tire with simplified crown reinforcement |
| JP2001512191A (ja) | 1997-07-29 | 2001-08-21 | ナムローゼ・フェンノートシャップ・ベーカート・ソシエテ・アノニム | 空気タイヤの保護プライ用スチールコード |
| JP3433892B2 (ja) * | 1997-09-16 | 2003-08-04 | 三菱レイヨン株式会社 | 加工性良好なアクリルフィルム、およびそのアクリルフィルムを積層した成形品 |
| US6460585B1 (en) * | 1998-10-02 | 2002-10-08 | Michelin Recherche Et Techniques, S.A. | Tire with tread compound contacting belt cords |
| FR2841573A1 (fr) | 2002-06-26 | 2004-01-02 | Michelin Soc Tech | Cables hybrides a couches utilisables pour renforcer des pneumatiques |
| US7594380B2 (en) | 2002-06-26 | 2009-09-29 | Michelin Recherche Et Technique S.A. | Hybrid cables with layers which can be used to reinforce tyres |
| DE60336253D1 (de) | 2002-10-11 | 2011-04-14 | Michelin Soc Tech | Korde zur verstärkung von reifen für schwerfahrzeuge |
| DE602004013324T2 (de) | 2003-07-22 | 2009-07-09 | N.V. Bekaert S.A. | Hybridkord hoher dehnung |
| BRPI0413106A (pt) | 2003-07-30 | 2006-10-03 | Cryovac Inc | filme de alto módulo orientado de múltiplas camadas |
| JP4004518B2 (ja) * | 2005-10-04 | 2007-11-07 | 横浜ゴム株式会社 | ゴム積層体を用いた空気入りタイヤ |
| DE102006010051A1 (de) * | 2006-03-04 | 2007-09-06 | Continental Aktiengesellschaft | Verbundmaterial und Fahrzeugluftreifen mit einem Verbundmaterial |
| JP5181467B2 (ja) * | 2006-11-17 | 2013-04-10 | 横浜ゴム株式会社 | 空気入りタイヤ及びその製造方法 |
| KR101051563B1 (ko) * | 2007-11-06 | 2011-07-22 | 가부시키가이샤 브리지스톤 | 타이어용 이너 라이너 및 이를 이용한 타이어 |
| JP4442700B2 (ja) * | 2008-05-19 | 2010-03-31 | 横浜ゴム株式会社 | 空気入りタイヤ及びその製造方法 |
-
2009
- 2009-04-09 FR FR0952347A patent/FR2944227B1/fr active Active
-
2010
- 2010-04-06 JP JP2012503988A patent/JP2012523341A/ja active Pending
- 2010-04-06 BR BRPI1011613A patent/BRPI1011613A2/pt not_active IP Right Cessation
- 2010-04-06 KR KR1020117026574A patent/KR20120005500A/ko not_active Application Discontinuation
- 2010-04-06 WO PCT/EP2010/054486 patent/WO2010115861A1/fr active Application Filing
- 2010-04-06 EA EA201171227A patent/EA201171227A1/ru unknown
- 2010-04-06 CN CN201080015996.3A patent/CN102387916B/zh active Active
- 2010-04-06 EP EP10715158.1A patent/EP2416955B1/fr active Active
- 2010-04-06 US US13/263,975 patent/US9186871B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1134182A (ja) * | 1997-07-15 | 1999-02-09 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JPH11170808A (ja) * | 1997-12-15 | 1999-06-29 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JPH11189009A (ja) * | 1997-12-26 | 1999-07-13 | Yokohama Rubber Co Ltd:The | 空気入りタイヤ |
| JP2006502270A (ja) * | 2002-10-11 | 2006-01-19 | ソシエテ ド テクノロジー ミシュラン | 無機充填剤とシランポリスルフィドをベースとするタイヤベルト |
| JP2004224277A (ja) * | 2003-01-24 | 2004-08-12 | Toyo Tire & Rubber Co Ltd | 空気入りタイヤ |
| JP2005169825A (ja) * | 2003-12-11 | 2005-06-30 | Toray Ind Inc | ポリエステル積層体およびポリエステル積層体の製造方法 |
| JP2009534240A (ja) * | 2006-04-20 | 2009-09-24 | ソシエテ ド テクノロジー ミシュラン | 酸化防止剤を含むタイヤベルト |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9527254B2 (en) | 2011-09-30 | 2016-12-27 | Kolon Industries, Inc. | Film for tire inner liner and method for manufacturing the same |
| JP2015511896A (ja) * | 2012-02-29 | 2015-04-23 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | タイヤベルトの補強用に使用し得る多層ラミネート |
| JP2016128316A (ja) * | 2015-01-09 | 2016-07-14 | 錦湖タイヤ株式会社Kumho Tire Co., Inc. | 空気入りタイヤのキャッププライ及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2416955A1 (fr) | 2012-02-15 |
| US9186871B2 (en) | 2015-11-17 |
| CN102387916B (zh) | 2015-04-01 |
| US20120090756A1 (en) | 2012-04-19 |
| WO2010115861A1 (fr) | 2010-10-14 |
| KR20120005500A (ko) | 2012-01-16 |
| EP2416955B1 (fr) | 2016-12-21 |
| EA201171227A1 (ru) | 2012-03-30 |
| FR2944227A1 (fr) | 2010-10-15 |
| FR2944227B1 (fr) | 2013-08-16 |
| CN102387916A (zh) | 2012-03-21 |
| BRPI1011613A2 (pt) | 2016-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9186871B2 (en) | Pneumatic tire, the belt of which is reinforced by a thermoplastic polymer film | |
| US9902204B2 (en) | Tyre with lightened belt structure including steel monofilaments | |
| US9919563B2 (en) | Tyre with lightened belt structure including steel monofilaments | |
| JP6069753B2 (ja) | タイヤベルトの補強用に使用し得る多層ラミネート | |
| KR102222950B1 (ko) | 경량 벨트 구조를 갖는 레이디얼 타이어 | |
| US11433709B2 (en) | Radial tire having a very thin belt structure | |
| US10471774B2 (en) | Radial tire having a lightweight belt structure | |
| JP2012523340A (ja) | 半径方向カーカス補強材を備えたタイヤ | |
| US20180022160A1 (en) | Radial tire having an improved belt structure | |
| JP2018508406A (ja) | 改良されたベルト構造体を有するラジアルタイヤ | |
| US20130240104A1 (en) | Tire, the Sidewalls of which are Reinforced with a Film of Multiaxially Stretched Thermoplastic Polymer | |
| JP2018504317A (ja) | 改良されたベルト構造体を有するラジアルタイヤ | |
| US10543624B2 (en) | Process for treating a reinforcing element having a flattened cross-section | |
| US11021017B2 (en) | Radial tire having an improved belt structure | |
| JP2013537149A (ja) | 保護補強材を有するタイヤ | |
| JP2013537147A (ja) | 保護補強材を有するタイヤ | |
| JP2018504320A (ja) | 改良されたベルト構造体を有するラジアルタイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120814 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130408 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130408 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140203 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140425 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140507 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140804 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150223 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150722 |