JP2012506785A - 金属補強要素を含むプライの移送ベルト - Google Patents
金属補強要素を含むプライの移送ベルト Download PDFInfo
- Publication number
- JP2012506785A JP2012506785A JP2011532587A JP2011532587A JP2012506785A JP 2012506785 A JP2012506785 A JP 2012506785A JP 2011532587 A JP2011532587 A JP 2011532587A JP 2011532587 A JP2011532587 A JP 2011532587A JP 2012506785 A JP2012506785 A JP 2012506785A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- ply
- transfer
- angle
- reinforcing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/0016—Handling tyres or parts thereof, e.g. supplying, storing, conveying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
- B29D30/42—Endless textile bands without bead-rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
- B29D30/44—Stretching or treating the layers before application on the drum
- B29D2030/4468—Holding the layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/38—Textile inserts, e.g. cord or canvas layers, for tyres; Treatment of inserts prior to building the tyre
- B29D30/44—Stretching or treating the layers before application on the drum
- B29D2030/4468—Holding the layers
- B29D2030/4481—Holding the layers by using magnetic forces, e.g. magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4473—Belts, endless moving elements on which the material is in surface contact
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4473—Belts, endless moving elements on which the material is in surface contact
- B65H2301/44734—Belts, endless moving elements on which the material is in surface contact overhead, i.e. hanging material ba attraction forces, e.g. suction, magnetic forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/28—Other properties of belts
- B65H2404/283—Other properties of belts magnetic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/171—Physical features of handled article or web
- B65H2701/1714—Magnetic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/172—Composite material
- B65H2701/1724—Composite material including layer with magnetic properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2801/00—Application field
- B65H2801/93—Tyres
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Tyre Moulding (AREA)
- Belt Conveyors (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Structure Of Belt Conveyors (AREA)
Abstract
Description
Claims (8)
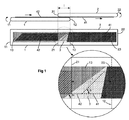
- 補強プライ(41、42)を移送する移送装置であって、前記補強プライが長方形ではない平行四辺形の全体形状を有すると共に前記補強プライの長手方向と所与の鋭角をなす強磁性の補強細線を含み、前記移送装置が所与の距離lにわたってオーバーラップすると共に所与の且つ僅かな距離eだけ互いに離隔した少なくとも2本の移送ベルト(1、2)を有し、前記移送ベルトの各々が台形の形をした磁化領域(13、23)を有し、前記磁化領域の底辺部が前記移送ベルトの長手方向に平行であり且つ前記補強プライを前記移送ベルトの移動面にしっかりと当接保持するようになっている移送装置において、
前記移送ベルトのオーバーラップ領域において、第2の前記移送ベルト(2)の前記磁化領域(23)の2つの前記ベースを互いに連結する前記台形の側片部が、周方向と90°以下の角度a2をなし、第1の前記移送ベルト(2)の前記磁化領域(13)の2つの前記底辺部を互いに連結する前記台形の側辺部は、長手方向と角度a2よりも小さい角度a1をなし、前記2つの移送ベルト(1、2)の前記磁化領域(13、23)は、前記移送ベルト(1、2)のオーバーラップ領域と一線をなして位置決めされた非磁化領域(3)を形成するよう互いにオーバーラップしていない、
ことを特徴とする移送装置。 - 値a1は、13°〜18°であり、値a2は、26°〜31°である、
請求項1記載の移送装置。 - 値a1は、45°〜50°であり、値a2は、65°〜70°である、
請求項1記載の移送装置。 - 前記磁化領域は、前記補強プライと接触状態にある前記移送ベルトの前記移動部分に密接して位置した永久磁石によって形成される、
請求項1ないし3のいずれか1項に記載の移送装置。 - 前記磁化領域は、前記補強プライと接触状態にある前記移送ベルトの前記移動部分に密接して位置した電磁石によって形成される、
請求項1ないし4のいずれか1項に記載の移送装置。 - 前記移送ベルトの前記オーバーラップ領域に位置決めされた前記移送ベルト(1、2)の各々の前記磁化領域(13、23)は、マトリックス形態をなして配置された複数個の電磁石(130)によって形成され、前記電磁石は、前記オーバーラップ領域に位置した前記磁化領域(13、23)の前記2つの底辺部を互いに連結する前記台形の前記側辺部のなす前記角度(a1、a2)を加減するよう動作可能である、
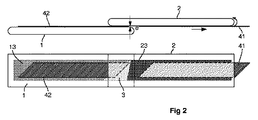
請求項5記載の移送装置。 - 請求項1ないし6のいずれか1項に記載の移送装置を用いて補強プライ(41)を前記第1のベルト(1)から前記第2のベルト(2)に移送する方法であって、
補強プライが平行四辺形の全体形状を有すると共に前記補強プライの長手方向と90°未満の所与の角度bをなす強磁性の補強細線を含む、方法において、前記角度a1、a2の値を角度a2が前記角度b以上であり且つ前記角度a1が前記角度bよりも小さいように定める、
ことを特徴とする方法。 - 前記補強プライ(41)は、一連の同一補強プライの始まりのところで前記第1のベルト(1)上に配置され一方の補強プライの後側部分の耳部は、次の補強プライの前側部分の耳部と接触状態にあり、
前記2本のベルト(1、2)を同一並進で動かして、前記第1の補強プライが前記第1のベルト(1)から前記第2のベルト(2)上に移送されるようにし、
前記第1の補強プライ(41)の後側の前記耳部及びこれに続く前記第2の補強プライ(42)の前側の前記耳部が前記非磁化領域(3)と一線をなすようにし、
前記第2のベルト(2)上への前記第1の補強プライ(41)の移送を続け、ついには、前記第1の補強プライ(41)が前記第1のベルト(1)を完全に出るようにする、
請求項7記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0857280 | 2008-10-27 | ||
| FR0857280A FR2937625B1 (fr) | 2008-10-27 | 2008-10-27 | Tapis de transfert de nappes comportant des renforts metalliques |
| PCT/EP2009/063320 WO2010049266A1 (fr) | 2008-10-27 | 2009-10-13 | Tapis de transfert de nappes comportant des renforts metalliques |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012506785A true JP2012506785A (ja) | 2012-03-22 |
| JP5425918B2 JP5425918B2 (ja) | 2014-02-26 |
Family
ID=40622120
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011532587A Expired - Fee Related JP5425918B2 (ja) | 2008-10-27 | 2009-10-13 | 金属補強要素を含むプライの移送ベルト |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8424673B2 (ja) |
| EP (1) | EP2349893B1 (ja) |
| JP (1) | JP5425918B2 (ja) |
| CN (1) | CN102196980B (ja) |
| BR (1) | BRPI0920099A8 (ja) |
| FR (1) | FR2937625B1 (ja) |
| WO (1) | WO2010049266A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10654233B2 (en) | 2017-02-15 | 2020-05-19 | Vmi Holland B.V. | Transfer device and method for transferring a tire component |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2984216B1 (fr) | 2011-12-19 | 2014-02-21 | Michelin Soc Tech | Procede et dispositif decoupe d'une nappe de renfort en pointille |
| FR2984224B1 (fr) | 2011-12-19 | 2014-06-20 | Michelin Soc Tech | Pneumatique et procede de fabrication d'une ceinture de triangulation de pneumatique |
| FR2995818B1 (fr) * | 2012-09-27 | 2014-09-12 | Michelin & Cie | Coupe d'une bande de produit de renfort pour pneumatique comprenant des fils faisant un angle avec la direction longitudinale du produit |
| CN104029999A (zh) * | 2014-05-30 | 2014-09-10 | 安徽欧耐橡塑工业有限公司 | 一种新型传送带 |
| CN106799326A (zh) * | 2015-11-26 | 2017-06-06 | 天津发洋环保科技有限公司 | 一种空气净化器光触媒过滤网喷涂生产线 |
| NL2018193B1 (en) | 2017-01-18 | 2018-07-26 | Vmi Holland Bv | Conveying apparatus and method for conveying a tire layer |
| FR3114310A1 (fr) * | 2020-09-24 | 2022-03-25 | Compagnie Generale Des Etablissements Michelin | Convoyeur pourvu de deux bandes s’attirant mutuellement par aimantation pour le transport de nappes amagnetiques, et application d’un tel convoyeur a la fabrication de bandages de roues |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59187836A (ja) * | 1983-03-17 | 1984-10-25 | Bridgestone Corp | ゴム被覆されたスチ−ルコ−ドストリツプの供給装置 |
| JPS63116838A (ja) * | 1986-11-06 | 1988-05-21 | Bridgestone Corp | タイヤ構成部材の貼付装置 |
| JPH0220330A (ja) * | 1988-05-26 | 1990-01-23 | Uniroyal Goodrich Tire Co:The | 第二段階タイヤ製造装置及び方法 |
| JP2001079954A (ja) * | 1999-09-13 | 2001-03-27 | Yokohama Rubber Co Ltd:The | 帯状材料の搬送移載方法及びその装置 |
| JP2007186340A (ja) * | 2006-01-16 | 2007-07-26 | Yokohama Rubber Co Ltd:The | シート状部材の移載方法及びその装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2527911A (en) * | 1946-03-19 | 1950-10-31 | Buccicone Dario | Magnetic sheet piling |
| US2600475A (en) * | 1951-05-15 | 1952-06-17 | Buccicone Dario | Belt mounting for magnetic rail conveyers |
| US3150764A (en) * | 1960-03-30 | 1964-09-29 | Buccicone Engineering Co Inc | Magnetic rail conveyor |
| JPS5855235A (ja) * | 1981-09-29 | 1983-04-01 | Bridgestone Corp | リボン状材料の連続スプライス方法及び装置 |
| JPS6211634A (ja) * | 1985-07-10 | 1987-01-20 | Mitsubishi Heavy Ind Ltd | 未加硫タイヤ部材の巻付・成形装置 |
| US4769104A (en) * | 1986-11-11 | 1988-09-06 | Bridgestone Corporation | Apparatus for sticking a tire component member |
| JPH03286846A (ja) | 1990-04-02 | 1991-12-17 | Sumitomo Rubber Ind Ltd | タイヤ構成材料貼付装置 |
| DE19937048A1 (de) * | 1999-08-05 | 2001-02-08 | Nexpress Solutions Llc | Vorrichtung zum Transport eines dünnen, flächigen Transportgutes |
| JP3930854B2 (ja) * | 2003-12-22 | 2007-06-13 | 本田技研工業株式会社 | マグネット吸着式コンベアシステム及びその運転設定方法 |
| CN100590048C (zh) * | 2006-03-28 | 2010-02-17 | 江苏亚威机床股份有限公司 | 一种板料堆垛机 |
| JP2008254420A (ja) * | 2007-03-15 | 2008-10-23 | Seiko Epson Corp | 印刷装置 |
-
2008
- 2008-10-27 FR FR0857280A patent/FR2937625B1/fr not_active Expired - Fee Related
-
2009
- 2009-10-13 JP JP2011532587A patent/JP5425918B2/ja not_active Expired - Fee Related
- 2009-10-13 CN CN200980142306.8A patent/CN102196980B/zh active Active
- 2009-10-13 WO PCT/EP2009/063320 patent/WO2010049266A1/fr active Application Filing
- 2009-10-13 US US13/126,420 patent/US8424673B2/en active Active
- 2009-10-13 BR BRPI0920099A patent/BRPI0920099A8/pt active Search and Examination
- 2009-10-13 EP EP09736907A patent/EP2349893B1/fr active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59187836A (ja) * | 1983-03-17 | 1984-10-25 | Bridgestone Corp | ゴム被覆されたスチ−ルコ−ドストリツプの供給装置 |
| JPS63116838A (ja) * | 1986-11-06 | 1988-05-21 | Bridgestone Corp | タイヤ構成部材の貼付装置 |
| JPH0220330A (ja) * | 1988-05-26 | 1990-01-23 | Uniroyal Goodrich Tire Co:The | 第二段階タイヤ製造装置及び方法 |
| JP2001079954A (ja) * | 1999-09-13 | 2001-03-27 | Yokohama Rubber Co Ltd:The | 帯状材料の搬送移載方法及びその装置 |
| JP2007186340A (ja) * | 2006-01-16 | 2007-07-26 | Yokohama Rubber Co Ltd:The | シート状部材の移載方法及びその装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10654233B2 (en) | 2017-02-15 | 2020-05-19 | Vmi Holland B.V. | Transfer device and method for transferring a tire component |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110315516A1 (en) | 2011-12-29 |
| JP5425918B2 (ja) | 2014-02-26 |
| BRPI0920099A8 (pt) | 2018-01-02 |
| FR2937625A1 (fr) | 2010-04-30 |
| US8424673B2 (en) | 2013-04-23 |
| CN102196980A (zh) | 2011-09-21 |
| BRPI0920099A2 (pt) | 2015-12-15 |
| EP2349893B1 (fr) | 2012-12-12 |
| CN102196980B (zh) | 2014-03-19 |
| WO2010049266A1 (fr) | 2010-05-06 |
| FR2937625B1 (fr) | 2013-04-12 |
| EP2349893A1 (fr) | 2011-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5425918B2 (ja) | 金属補強要素を含むプライの移送ベルト | |
| JP2012511449A (ja) | プライを形成するよう組み立てられるストリップを移送して位置合わせする装置 | |
| JP4744531B2 (ja) | 柔軟材料の複数のバンドまたはストリップを取り上げ、変位させ、そして配置する装置 | |
| US20090126874A1 (en) | Supply device for a tire-building drum | |
| CN106232341B (zh) | 轮胎构成构件的供给装置和供给方法以及未硫化轮胎的制造方法 | |
| JP4743591B2 (ja) | タイヤ用帯状部材の搬送装置及び接合装置 | |
| TWI756327B (zh) | 切割連續胎條之一長度以形成輪胎元件之切割裝置及方法 | |
| CN113950406B (zh) | 未硫化的带状橡胶构件的制造装置及方法 | |
| WO2015145519A1 (ja) | タイヤ用ビードフィラーの巻き回方法及び巻き回装置 | |
| JPWO2007010592A1 (ja) | ベルト部材の製造方法 | |
| CN104968233B (zh) | 反开式拉链的制造方法及制造装置 | |
| WO2016030988A1 (ja) | クランプ装置 | |
| CN204763765U (zh) | 增强膜粘着装置 | |
| US20040188003A1 (en) | Splicing unit for splicing strips of cords embedded in rubber material to each other | |
| JP5483321B2 (ja) | タイヤの製造装置 | |
| JP7095396B2 (ja) | ゴムシート裁断装置 | |
| JP4497932B2 (ja) | 帯状部材の定長切断搬出方法および装置 | |
| JP4015477B2 (ja) | ストリップ片接合体の製造方法、及びそれに用いるストリップ片接合体の製造装置 | |
| CN106573428A (zh) | 引导装置 | |
| JP5414474B2 (ja) | タイヤの製造装置 | |
| JPH0620037U (ja) | スチールベルトの剣先位置決めガイド | |
| JPH07156294A (ja) | タイヤ構成材料貼付装置 | |
| KR102033508B1 (ko) | 코드 강화 플라이의 에지에 검 스트립을 도포하기 위한 장치 및 방법 | |
| JP2013220592A (ja) | スチールコード入り帯状部材の巻き付け装置 | |
| JPS62152694A (ja) | 未加硫ゴムシ−ト切断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120803 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121011 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131023 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131028 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131127 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |