JP2012197801A - 組み合わせシールリング付転がり軸受ユニット及びその製造方法 - Google Patents
組み合わせシールリング付転がり軸受ユニット及びその製造方法 Download PDFInfo
- Publication number
- JP2012197801A JP2012197801A JP2010231427A JP2010231427A JP2012197801A JP 2012197801 A JP2012197801 A JP 2012197801A JP 2010231427 A JP2010231427 A JP 2010231427A JP 2010231427 A JP2010231427 A JP 2010231427A JP 2012197801 A JP2012197801 A JP 2012197801A
- Authority
- JP
- Japan
- Prior art keywords
- slinger
- ring
- fitting
- seal ring
- cylindrical portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Abstract
【課題】グリースが外部空間に漏洩し易くなると共に、外部空間に存在する水分や塵芥等の異物が環状空間内に侵入し易くなる傷が付かない様に、一方の軌道輪とスリンガとの嵌合部のシール性が損なわれることなく組み立てられる構造を実現する。
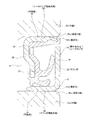
【解決手段】内輪19aの表面のスリンガ用嵌合面20部分と、面取り部25a部分と、両部分同士の繋ぎ目27a部分とから成る互いに連続した部分を、内輪19aの熱処理後に、総型の回転砥石により同時に研削することにより、互いに連続した部分全体を、断面形状に関して微分不能な角部がない平滑面として、円筒部15の内周面に傷が付かない様に、スリンガ用嵌合面20に円筒部15を圧入する。
【選択図】図1
【解決手段】内輪19aの表面のスリンガ用嵌合面20部分と、面取り部25a部分と、両部分同士の繋ぎ目27a部分とから成る互いに連続した部分を、内輪19aの熱処理後に、総型の回転砥石により同時に研削することにより、互いに連続した部分全体を、断面形状に関して微分不能な角部がない平滑面として、円筒部15の内周面に傷が付かない様に、スリンガ用嵌合面20に円筒部15を圧入する。
【選択図】図1
Description
この発明は、例えば自動車の車輪を懸架装置に対して回転自在に支持する為の転がり軸受ユニットのうち、回転側軌道輪と静止側軌道輪との互いに対向する周面同士の間に存在して複数個の転動体を設置した環状空間の端部開口を、スリンガとシールリングとから成る組み合わせシールリングにより塞いで成る、組み合わせシールリング付転がり軸受ユニット、及び、その製造方法の改良に関する。具体的には、一方の軌道輪と前記スリンガとの嵌合部のシール性が損なわれない様に組み立てられる構造及びその製造方法の実現を図るものである。
図15〜16は、自動車の車輪を懸架装置に対して回転自在に支持する為の転がり軸受ユニットの従来構造の1例を示している。この図15〜16に示した転がり軸受ユニット1は、使用時に懸架装置に支持固定されて回転しない静止側軌道輪である外輪2と、使用時に車輪を支持固定した状態で回転する回転側軌道輪であるハブ3とを、互いに同心に配置している。そして、この外輪2の内周面に設けた、それぞれが静止側軌道である複列の外輪軌道4、4と、前記ハブ3の外周面に設けた、それぞれが回転側軌道である複列の内輪軌道5、5との間に、それぞれが転動体である玉6、6を、両列毎に複数個ずつ配置している。これら各玉6、6は、それぞれ保持器7、7により、転動自在に保持している。尚、前記ハブ3は、ハブ本体18と、このハブ本体18の軸方向内端部(軸方向に関して「外」とは、自動車への組み付け状態で車両の幅方向外側を言い、各図の左側。反対に、車両の幅方向中央側となる、各図の右側を、軸方向に関して「内」と言う。本明細書全体で同じ。)に外嵌固定した内輪19とから成る。そして、前記両内輪軌道5、5のうち、軸方向外側の内輪軌道5は、前記ハブ本体18の軸方向中間部外周面に、軸方向内側の内輪軌道5は、前記内輪19の外周面に、それぞれ形成されている。
前記外輪2の内周面と前記ハブ3の外周面との間で前記各玉6、6を設置した環状空間8の両端開口は、それぞれシールリング9と組み合わせシールリング10とによって、全周に亙り塞いでいる。これにより、前記環状空間8内に存在するグリースが外部空間に漏洩する事の防止と、外部空間に存在する水分や塵芥等の異物が前記環状空間8内に侵入する事の防止とを図っている。前記シールリング9は、弾性材製で円環状のシール部材11と、このシール部材11を補強する円環状の芯金12とを備える。そして、このうちの芯金12を前記外輪2の軸方向外端部に締り嵌めで内嵌した状態で、前記シール部材11を構成する複数本のシールリップの先端縁を前記ハブ本体18の軸方向中間部外周面に、全周に亙り摺接させている。
又、前記組み合わせシールリング10は、スリンガ13とシールリング14とから成る。このうちのスリンガ13は、金属板をバーリング加工などのプレス成形にて打ち抜きや曲げ加工する事により断面L字形で全体を円環状に構成したもので、円筒部15と、この円筒部15の軸方向内端縁から径方向外方に折れ曲がった円輪部16と、これら円筒部15と円輪部16との連続部に存在する、断面円弧形の湾曲部17とから成る。この様なスリンガ13は、前記円筒部15を、前記内輪19の軸方向内端部外周面に設けた円筒状のスリンガ用嵌合面20に締り嵌めで外嵌(圧入外嵌)する事により、前記内輪19に対し固定している。又、前記シールリング10は、弾性材製で円環状のシール部材21と、このシール部材21を補強する円環状の芯金22とを備える。この様なシールリング10は、この芯金22の外周縁部に設けた円筒部23を、前記外輪2の軸方向内端部内周面に設けた円筒状のシールリング用嵌合面24に締り嵌めで内嵌(圧入内嵌)する事により、前記外輪2に対し固定している。又、この状態で、前記シール部材21を構成する複数本のシールリップの先端縁を前記スリンガ13の表面に、全周に亙り摺接させている。尚、前記内輪19の外周面の軸方向内端縁部分と、前記外輪2の内周面の軸方向内端縁部分とには、それぞれ断面円弧形の面取り部25、26を設けている。これら各面取り部25、26は、前記スリンガ用、シールリング用各嵌合面20、24に前記各円筒部15、23を軸方向内側から圧入する際の乗り上げガイドとして機能する。
上述した様な転がり軸受ユニット1を製造する場合に、外輪2及びハブ3(ハブ本体18、内輪19)は、所定の形状及び寸法を得る為の旋削加工を施されてから、硬度や靱性を高める為の熱処理を施された後、外輪、内輪各軌道4、5やシールリング用、スリンガ用各嵌合面24、20等の面精度や面粗さ等を整える為の研削加工を施されると言った様に、複数の工程を経て造られる。特許文献1には、このうちの研削加工を効率良く行う方法として、図17に示す様に、軸方向内側の内輪軌道5とスリンガ用嵌合面20とを、総型の回転砥石31により同時に研削する方法や、図18に示す様に、軸方向内側の外輪軌道4とシールリング用嵌合面24とを、総型の回転砥石35により同時に研削する方法が記載されている。
ところが、上述の図17(図18)に示した様な方法で研削加工を行うと、次の様な不具合を生じる可能性がある。即ち、前記内輪19(前記外輪2)を造る場合、互いに隣接して設けられる、前記スリンガ用嵌合面20(前記シールリング用嵌合面24)と前記面取り部25(前記面取り部26)とは、熱処理前の状態では、熱処理に先立って行う旋削加工により、互いの端縁同士を滑らかに連続させた状態に形成する事ができる。しかしながら、熱処理後に行う研削加工後の状態では、前記端縁同士の連続部が、滑らかではなくなる。即ち、上述の図17(図18)に示した様に、前記スリンガ用嵌合面20(前記シールリング用嵌合面24)と前記面取り部25(前記面取り部26)とのうちの、スリンガ用嵌合面20(前記シールリング用嵌合面24)のみが研削される為、研削面であるスリンガ用嵌合面20(前記シールリング用嵌合面24)と、旋削面である面取り部25(前記面取り部26)との繋ぎ目27(繋ぎ目32)部分に、稜部{先の尖った角部(断面形状に関して微分不能な角部)}が形成される。特に、前記内輪19(前記外輪2)の場合、各部位の肉厚差が大きい事に起因して、各部位の熱処理膨張量差が大きくなり易く、熱処理後の真円度の崩れも大きくなる為、上述した研削加工時の削り代を大きく取る必要がある。この結果、前記繋ぎ目27(繋ぎ目32)部分に前記稜部が、先端が鋭く、しかも円周方向に不均一に形成される。この為、前記スリンガ用嵌合面20(前記シールリング用嵌合面24)に、前記スリンガ13(前記シールリング14)の円筒部15(円筒部23)を軸方向内側から圧入する際に、前記繋ぎ目27(繋ぎ目32)部分がこの円筒部15(円筒部23)の乗り上げガイドとして正常に機能せず、前記スリンガ13(前記シールリング14)の姿勢が傾いてしまったり、更には、前記円筒部15(円筒部23)の内周面に、前記稜部によって軸方向の傷が付けられる可能性がある。
特に、前記スリンガ13の場合、円筒部15の剛性は、円輪部16に近い部分程高くなっている。この為、前記スリンガ用嵌合面20に対する前記円筒部15の嵌合締め代が全体的に均一に設定されている場合には、これらスリンガ用嵌合面20と円筒部15との嵌合面圧は、前記円輪部16に近い部分程高くなる。この事は、上述した圧入時に前記円筒部15の内周面に付けられる軸方向の傷の幅や深さも、前記円輪部16に近い部分程大きくなり、この円輪部16に最も近い部分(前記円筒部15の内周面の軸方向内端部)で最も大きくなる事を意味している。又、前記傷の形成に伴って前記円筒部15の内周面から除去される切り屑が構成刃先として作用し、圧入の進行と共に大きくなり、前記傷の断面も大きくなる。この結果、前記傷が、この円筒部15の内周面の軸方向内端部を貫通し、この円筒部15の内周面(前記スリンガ用嵌合面20と嵌合接触する部分)に、軸方向の全長に亙り、軸受外部に向かう程断面が大きくなる傷が形成され易くなる。
前記シールリング14の場合も、上述した圧入に伴って、芯金22を構成する円筒部23の外周面(前記シールリング用嵌合面24と嵌合接触する部分)に軸方向の全長に亙る傷が形成される可能性がある。但し、上述した従来構造の場合には、前記芯金22に固定されたシール部材21の外周縁部が、前記外輪2の軸方向内端部内周面に全周に亙り弾性的に接触している。この為、前記円筒部23の外周面に軸方向の全長に亙る傷が形成されたとしても、前記シール部材21の外周縁部によって、前記円筒部23と前記シールリング用嵌合面24との嵌合部のシール性を或る程度保持する事ができる。
これに対し、前記スリンガ13の場合には、前記シールリング14の場合と異なり、シール部材を備えていない。この為、上述した圧入に伴って、前記スリンガ13を構成する円筒部15の内周面に軸方向の全長に傷が形成された場合には、この傷によって、この円筒部15と前記スリンガ用嵌合面20との嵌合部のシール性が損なわれる。即ち、この傷を通じて、前記環状空間8内に存在するグリースが外部空間に漏洩し易くなると共に、外部空間に存在する水分や塵芥等の異物が前記環状空間8内に侵入し易くなる。
本発明の組み合わせシールリング付転がり軸受ユニット及びその製造方法は、上述した様な事情に鑑み、一方の軌道輪とスリンガとの嵌合部のシール性が損なわれない様に組み立てられる構造を実現すべく発明したものである。
本発明のシールリング付転がり軸受ユニット及びその製造方法の対象となる、シールリング付転がり軸受ユニットは、転がり軸受ユニットと、組み合わせシールリングとを備える。
このうちの転がり軸受ユニットは、互いに同心に配置された回転側軌道輪及び静止側軌道輪と、これら回転側軌道輪及び静止側軌道輪の互いに対向する周面にそれぞれ設けられた回転側軌道と静止側軌道との間に転動自在に設けられた複数個の転動体とを備える。
又、前記組み合わせシールリングは、前記回転側軌道輪と前記静止側軌道輪との互いに対向する周面同士の間に存在する環状空間の端部開口を塞ぐもので、スリンガと、シールリングとを備える。
このうちのスリンガは、金属板を曲げ成形する事により、全体を、一部に円筒部を含んだ円環状に造られている。そして、このうちの円筒部を、前記回転側軌道輪と前記静止側軌道輪とのうちの一方の軌道輪の周面の一部で他方の軌道輪の周面に対向する部分に設けられた円筒状のスリンガ用嵌合面に、このスリンガ用嵌合面の軸方向片側から圧入する事により、締り嵌めで嵌合固定している。
又、前記シールリングは、円環状の芯金と、この芯金により補強された、弾性材製で円環状のシール部材とを備えたもので、このうちの芯金を前記他方の軌道輪の周面の一部で前記スリンガに対向する部分に嵌合固定すると共に、前記シール部材を構成する複数本のシールリップの先端部を、前記スリンガの表面に全周に亙り摺接させている。
このうちの転がり軸受ユニットは、互いに同心に配置された回転側軌道輪及び静止側軌道輪と、これら回転側軌道輪及び静止側軌道輪の互いに対向する周面にそれぞれ設けられた回転側軌道と静止側軌道との間に転動自在に設けられた複数個の転動体とを備える。
又、前記組み合わせシールリングは、前記回転側軌道輪と前記静止側軌道輪との互いに対向する周面同士の間に存在する環状空間の端部開口を塞ぐもので、スリンガと、シールリングとを備える。
このうちのスリンガは、金属板を曲げ成形する事により、全体を、一部に円筒部を含んだ円環状に造られている。そして、このうちの円筒部を、前記回転側軌道輪と前記静止側軌道輪とのうちの一方の軌道輪の周面の一部で他方の軌道輪の周面に対向する部分に設けられた円筒状のスリンガ用嵌合面に、このスリンガ用嵌合面の軸方向片側から圧入する事により、締り嵌めで嵌合固定している。
又、前記シールリングは、円環状の芯金と、この芯金により補強された、弾性材製で円環状のシール部材とを備えたもので、このうちの芯金を前記他方の軌道輪の周面の一部で前記スリンガに対向する部分に嵌合固定すると共に、前記シール部材を構成する複数本のシールリップの先端部を、前記スリンガの表面に全周に亙り摺接させている。
特に、請求項1に記載した組み合わせシールリング付転がり軸受ユニットに於いては、前記一方の軌道輪の表面のうち、前記スリンガ用嵌合面部分と、このスリンガ用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分全体が、前記一方の軌道輪の熱処理後に、総型の回転砥石により同時に研削される事により、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面になっている。
又、請求項4に記載した組み合わせシールリング付転がり軸受ユニットの製造方法の場合には、前記一方の軌道輪の熱処理後に、この一方の軌道輪の表面のうち、前記スリンガ用嵌合面部分と、このスリンガ用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分を、総型の回転砥石により同時に研削する事により、この互いに連続した部分全体を、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面とする。
尚、本発明の組み合わせシールリング付転がり軸受ユニット及びその製造方法は、前記シールリングを構成する芯金が、金属板を曲げ成形する事により、全体を、一部に円筒部を含んだ円環状に造られていて、この円筒部を、前記他方の軌道輪の周面の一部でスリンガに対向する部分に設けられた円筒状のシールリング用嵌合面に、このシールリング用嵌合面の軸方向片側から圧入する事により締り嵌めで嵌合固定しているシールリング付転がり軸受ユニットを対象として実施する事もできる。
この様なシールリング付転がり軸受ユニットを対象として、本発明のシールリング付転がり軸受ユニットを実施する場合に、好ましくは、請求項2に記載した発明の様に、前記他方の軌道輪の表面のうち、前記シールリング用嵌合面部分と、このシールリング用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分全体が、前記他方の軌道輪の熱処理後に、総型の回転砥石により同時に研削される事により、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面になっている構成を採用する。
同じく、本発明のシールリング付転がり軸受ユニットの製造方法を実施する場合に、好ましくは、請求項5に記載した発明の様に、前記一方の軌道輪の熱処理後にこの一方の軌道輪の一部を滑らかに連続する平滑面とする事に加えて、前記他方の軌道輪の熱処理後に、この他方の軌道輪の表面のうち、前記シールリング用嵌合面部分と、このシールリング用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分を、総型の回転砥石により同時に研削する事により、この互いに連続した部分全体を、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面とする。
この様なシールリング付転がり軸受ユニットを対象として、本発明のシールリング付転がり軸受ユニットを実施する場合に、好ましくは、請求項2に記載した発明の様に、前記他方の軌道輪の表面のうち、前記シールリング用嵌合面部分と、このシールリング用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分全体が、前記他方の軌道輪の熱処理後に、総型の回転砥石により同時に研削される事により、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面になっている構成を採用する。
同じく、本発明のシールリング付転がり軸受ユニットの製造方法を実施する場合に、好ましくは、請求項5に記載した発明の様に、前記一方の軌道輪の熱処理後にこの一方の軌道輪の一部を滑らかに連続する平滑面とする事に加えて、前記他方の軌道輪の熱処理後に、この他方の軌道輪の表面のうち、前記シールリング用嵌合面部分と、このシールリング用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分を、総型の回転砥石により同時に研削する事により、この互いに連続した部分全体を、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面とする。
又、本発明の組み合わせシールリング付転がり軸受ユニットを実施する場合で、前記スリンガとして、円筒部と、この円筒部の軸方向両端縁のうち、この円筒部の前記スリンガ用嵌合面への圧入方向と反対側の軸方向端縁である軸方向一端縁から前記他方の軌道輪に向け径方向に折れ曲がった円輪部と、この円輪部と前記円筒部との連続部に存在する断面円弧形の湾曲部とを備えたものを使用する場合に、好ましくは、請求項3に記載した発明の様に、前記円筒部の軸方向他端部及び中間部のみを前記スリンガ用嵌合面に、このスリンガ用嵌合面の軸方向片側から圧入する事により締り嵌めで嵌合固定する構成を採用する。
上述の様に構成する、本発明の組み合わせシールリング付転がり軸受ユニット、及び、本発明の製造方法によって造られた組み合わせシールリング付転がり軸受ユニットの場合、一方の軌道輪の表面のうち、スリンガ用嵌合面部分とこのスリンガ用嵌合面の軸方向片側隣りに存在する別の面部分との繋ぎ目部分は、断面形状に関して微分不能な(尖った)角部になっておらず(角部になっていたとしても先端が丸まっており)、しかも円周方向のうねりがほぼ存在しない部分になっている。言い換えれば、前記繋ぎ目部分は、前記スリンガ用嵌合面にスリンガの円筒部を圧入する際に、この円筒部の乗り上げガイドとして正常に機能して、このスリンガの姿勢が傾く事を防止できると共に、この円筒部の周面に軸方向の傷を付けにくい部分になっている。従って、この圧入の際に、この円筒部の周面に軸方向の傷が付く事により、前記一方の軌道輪と前記スリンガとの嵌合部のシール性が損なわれると言った不具合を、発生しにくくできる。
又、請求項2に記載した組み合わせシールリング付転がり軸受ユニット、及び、請求項5に記載した製造方法によって造られた組み合わせシールリング付転がり軸受ユニットの場合には、前記他方の軌道輪の表面のうち、シールリング用嵌合面部分とこのシールリング用嵌合面の軸方向片側隣りに存在する別の面部分と繋ぎ目部分は、断面形状に関して微分不能な(尖った)角部になっておらず(角部になっていたとしても先端が丸まっており)、しかも円周方向のうねりがほぼ存在しない部分になっている。言い換えれば、前記繋ぎ目部分は、前記シールリング用嵌合面にシールリングを構成する芯金の円筒部を圧入する際に、この円筒部の乗り上げガイドとして正常に機能して、このシールリングの姿勢が傾く事を防止できると共に、この円筒部の周面に軸方向の傷を付けにくい部分になっている。従って、この圧入の際に、この円筒部の周面に軸方向の傷が付く事により、前記他方の軌道輪と前記シールリングとの嵌合部のシール性が損なわれると言った不具合を、発生しにくくできる。尚、上述の様な請求項2、5に記載した発明は、シールリングを構成する芯金の円筒部と、他方の軌道輪のシールリング用嵌合面との嵌合部のシール性向上に寄与するものであるから、請求項1、3に記載した発明とは独立して実施する事も可能である。
又、請求項3に記載した組み合わせシールリング付転がり軸受ユニットの場合には、スリンガ用嵌合面にスリンガの円筒部の軸方向他端部及び中間部のみを、このスリンガ用嵌合面の軸方向片側から圧入する為、この圧入の際、仮に、前記スリンガ用嵌合面部分とこのスリンガ用嵌合面の軸方向片側隣りに存在する別の面部分との繋ぎ目部分によって、前記スリンガの円筒部の周面に軸方向の傷が付けられたとしても、この軸方向の傷が、前記スリンガ用嵌合面と前記スリンガとの嵌合部を、軸方向に貫通する状態で形成される事はない。即ち、この軸方向の傷の生成は、前記嵌合部の外部空間側の端部で止まり、この外部空間に開口しない。従って、前記傷が前記嵌合部を軸方向に貫通し、この嵌合部のシール性が大きく損なわれると言った事態が発生する事を回避できる。
又、請求項3に記載した発明の場合には、スリンガ用嵌合面とスリンガの円筒部の周面との実質的な軸方向の接触幅を広くできる。即ち、前記スリンガ用嵌合面に前記スリンガの円筒部全体を圧入すると、このスリンガの軸方向一端縁に存在する円輪部の円周方向応力の影響により、前記スリンガ用嵌合面に対して、前記円筒部の周面の軸方向一端縁部分のみが強く接触し、この周面の軸方向の他の部分は殆ど接触しなくなると言った状態になり易い。この様な状態になった場合には、前記スリンガ用嵌合面と前記円筒部の周面との実質的な軸方向の接触幅が非常に狭くなる(実質的な軸方向の接触幅が、この円筒部の軸方向一端縁部分の軸方向幅となる)。これに対して、請求項3に記載した発明の場合には、スリンガ用嵌合面にスリンガの円筒部の軸方向他端部及び中間部のみを圧入する(この円筒部の軸方向一端部を圧入しない)為、このスリンガの軸方向一端縁に存在する円輪部の円周方向応力の影響を殆ど受ける事がなく、前記スリンガ用嵌合面に対して、前記円筒部の軸方向他端部及び中間部の周面全体を強く接触させる事ができる。この結果、前記スリンガ用嵌合面と前記円筒部の周面との実質的な軸方向の接触幅を広くできる(実質的な軸方向の接触幅を、この円筒部の軸方向他端部及び中間部の軸方向幅にできる)。
更に、請求項3に記載した発明の場合には、スリンガ用嵌合面とスリンガの円筒部の周面との接触面圧を、全周に亙りほぼ均一にできる。即ち、上述した様に、前記スリンガ用嵌合面に前記スリンガの円筒部全体を圧入すると、このスリンガの軸方向一端縁に存在する円輪部の円周方向応力の影響により、前記円筒部の周面の軸方向一端縁部分が最も強く、前記スリンガ用嵌合面に接触する状態になり易い。ところが、前記スリンガは、金属板のプレス成形品である為、前記円筒部の内周面の軸方向一端縁部分の出来映え形状が、円周方向に関して不均一になり易い。この為、前記スリンガ用嵌合面と前記円筒部の周面との接触面圧が、円周方向に関して不均一になり易い。これに対して、請求項3に記載した発明の様に、スリンガ用嵌合面にスリンガの円筒部の軸方向他端部及び中間部のみを圧入すると、このスリンガ用嵌合面の軸方向片端縁部分(このスリンガ用嵌合面とその軸方向片側隣りに存在する面との繋ぎ目部分)が最も強く、前記円筒部の周面の軸方向中間部に接触する。この繋ぎ目部分は、総型の回転砥石により研削成形されている為、出来映え形状が円周方向に関して均一になっている。又、前記円筒部の周面の軸方向中間部も、出来映え形状が円周方向に関して比較的(この円筒部の周面の軸方向一端縁部分に比べれば)均一に近い状態になっている。この為、前記スリンガ用嵌合面と前記円筒部の周面との接触面圧を、全周に亙りほぼ均一にできる。
以上に述べた様に、請求項3に記載した発明の場合には、スリンガ用嵌合面とスリンガの円筒部の周面との実質的な軸方向の接触幅を広くできると共に、これらスリンガ用嵌合面と円筒部の周面との接触面圧を全周に亙りほぼ均一にできる。この為、これらスリンガ用嵌合面と円筒部との嵌合部のシール性を良好にする為の設計が容易となる(ロバスト性を向上させる事ができる)。
尚、上述した様な請求項3に記載した発明による効果は、請求項3に記載した「スリンガの円筒部の軸方向他端部及び中間部のみをスリンガ用嵌合面に、このスリンガ用嵌合面の軸方向片側から圧入する事により締り嵌めで嵌合固定する」構成を採用すれば、請求項1に記載した「一方の軌道輪の表面のうち、前記スリンガ用嵌合面部分と、このスリンガ用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分全体が、前記一方の軌道輪の熱処理後に、総型の回転砥石により同時に研削される事により、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面になっている」構成を採用しなくても得られる。但し、前者の構成と同時に後者の構成を採用すれば、当該効果を十分に高められる。
[実施の形態の第1例]
図1〜5は、請求項1、2、4、5に対応する、本発明の実施の形態の第1例を示している。尚、本例の特徴は、内輪19aの軸方向内端部外周面の形状と、外輪2aの軸方向内端部内周面の形状と、これらの加工方法とを工夫した点にある。その他の部分の構造及
び作用は、前述の図15〜16に示した従来構造の場合と同様であるから、重複する図示並びに説明は省略若しくは簡略にし、以下、本例の特徴部分を中心に説明する。
図1〜5は、請求項1、2、4、5に対応する、本発明の実施の形態の第1例を示している。尚、本例の特徴は、内輪19aの軸方向内端部外周面の形状と、外輪2aの軸方向内端部内周面の形状と、これらの加工方法とを工夫した点にある。その他の部分の構造及
び作用は、前述の図15〜16に示した従来構造の場合と同様であるから、重複する図示並びに説明は省略若しくは簡略にし、以下、本例の特徴部分を中心に説明する。
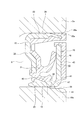
本例の場合、前記内輪19aの外周面のうち、軸方向内端部に存在する円筒状のスリンガ用嵌合面20部分と、軸方向内端縁に存在する断面円弧形の面取り部25aの外径側部分(軸方向外側部分)と、これら両部分同士の繋ぎ目27a部分との、互いに連続した部分全体を、断面形状に関して微分不能な(尖った)角部がなく滑らかに連続した研削面(平滑面)としている。この為に本例の場合には、前記内輪19aの製造工程の仕上げ段階(所定の形状及び寸法を得る為の旋削加工と、硬度や靭性を高める為の熱処理とを、順次行った後の段階)で、図2〜3に示す様に、前記内輪19aの表面のうち、軸方向外端面43部分、並びに、軸方向外端寄りに存在するカウンタボア28部分と、内輪軌道5部分と、前記スリンガ用嵌合面20部分と、前記面取り部25aの外径側部分と、これら各部分同士の繋ぎ目29、30、27a部分とから成る、互いに連続した部分とに、総型の回転砥石31aによって、同時に研削加工を施している。
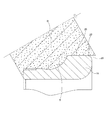
本例の場合、この回転砥石31aの回転中心軸Xは、前記内輪軌道5を転走する各玉6、6(図15参照)に付与する接触角αの方向と直角な方向に配置し、且つ、前記回転砥石31aの切り込み送り方向は、この接触角αの方向(前記回転中心軸Xと直角な方向)にほぼ一致させている。又、本例の場合には、前記内輪軌道5を、正確な輪郭形状を有し、且つ、後工程である超仕上げで消せる程度の良好な粗さの研削面に加工できる様にすべく、前記回転砥石31aとして、比較的粒度が細かく、結合度の高いものを選択使用している。一般に、この様な回転砥石31aの場合、切り込み送り方向に対する加工面の傾斜角度が45度よりも小さくなると、この加工面に目詰まりが発生し易くなり、この結果、被加工面に研削焼けや研削割れが生じ易くなる。そこで、本例の場合には、前記回転砥石31aの加工面のうち、前記面取り部25aの外径側部分(この面取り部25aのうち、前記切り込み送り方向に対する接線の傾斜角度が45度以上になる部分)と対向する部分(図3の区間P部分)の断面形状のみを、当該外径側部分の断面形状と合致する円弧形状とし、それよりも軸方向内側(図4の右側)の部分の断面形状を、前記切り込み送り方向に対する傾斜角度θaが45度となる直線形状としている。上述した様に、前記回転砥石31aの切り込み送り方向は、前記接触角αの方向にほぼ一致させている。この接触角αは、通常、前記内輪19aの径方向に対して30〜40度程度である。この為、前記面取り部25aの研削範囲は、この面取り部25aの軸方向外端縁から、前記内輪19aの径方向に対して(軸方向内側に向けて)15〜5度程度までの範囲となる。尚、本例の場合には、前記切り込み送り方向に対する、前記スリンガ用嵌合面20の傾斜角度よりも、前記面取り部25aの研削範囲の傾斜角度の方が大きくなる為、この面取り部25aの研削範囲の表面粗さを、前記スリンガ用嵌合面20の表面粗さよりも良好にする事ができる。従って、この面取り部25aの研削範囲に関する、後述するスリンガ13の圧入時の乗り上げガイドとしての機能を高める事ができる。
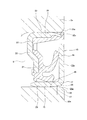
又、本例の場合、前記外輪2aの内周面のうち、軸方向内端部に存在する円筒状のシールリング用嵌合面24部分と、軸方向内端縁に存在する断面円弧形の面取り部26aの内径側部分(軸方向外側部分)と、これら両部分同士の繋ぎ目32a部分とから成る、互いに連続した部分全体を、断面形状に関して微分不能な(尖った)角部がなく滑らかに連続した平滑面(研削面)としている。この為に本例の場合には、前記外輪2aの製造工程の仕上げ段階(所定の形状及び寸法を得る為の旋削加工と、硬度や靭性を高める為の熱処理とを、順次行った後の段階)で、図4〜5に示す様に、前記外輪2aの表面のうち、軸方向内側の外輪軌道4部分と、軸方向内端寄り部分に存在するカウンタボア33部分と、これら両部分同士の繋ぎ目34部分とから成る、互いに連続した部分、並びに、前記シールリング用嵌合面24部分と、前記面取り部26aの内径側部分と、これら両部分同士の繋ぎ目32a部分とから成る、互いに連続した部分とに、総型の回転砥石35aによって同時に研削加工を施している。
本例の場合、この回転砥石35aの回転中心軸Yは、前記外輪2aの中心軸に対して平行に配置し、且つ、前記回転砥石35aの切り込み送り方向は、前記外輪2aの径方向に一致させている。又、本例の場合には、前記外輪軌道4を、正確な輪郭形状を有し、且つ、後工程である超仕上げで消せる程度の良好な粗さの研削面に加工できる様にすべく、前記回転砥石35aとして、比較的粒度が細かく、結合度の高いものを選択使用している。前述した様に、一般に、この様な回転砥石35aの場合、切り込み送り方向に対する加工面の傾斜角度が45度よりも小さくなると、この加工面に目詰まりが発生し易くなり、被加工面に研削焼けや研削割れと言った不具合が発生し易くなる。そこで、本例の場合には、前記回転砥石35aの加工面のうち、前記面取り部26aの内径側部分(この面取り部26aのうち、前記切り込み送り方向に対する接線の傾斜角度が45度以上になる部分)と対向する部分(図5の区間Q部分)の断面形状のみを、当該内径側部分の断面形状と合致する円弧形状とし、それよりも軸方向内側(図4の右側)の部分の断面形状を、前記切り込み送り方向に対する傾斜角度θbが45度となる直線形状としている。上述した様に、前記回転砥石35aの切り込み送り方向は、前記外輪2aの径方向に一致させている。この為、前記面取り部26aの研削範囲は、この面取り部26aの軸方向外端縁から、前記外輪2aの径方向に対して(軸方向内側に向けて)45度までの範囲となる。尚、本例の場合には、前記切り込み送り方向に対する、前記シールリング用嵌合面24の傾斜角度よりも、前記面取り部26aの研削範囲の傾斜角度の方が大きくなる為、この面取り部26aの研削範囲の表面粗さを、前記シールリング用嵌合面24の表面粗さよりも良好にする事ができる。従って、この面取り部26aの研削範囲に関する、後述するシールリング14の圧入時の乗り上げガイドとしての機能を高める事ができる。
上述の様に構成する本例の組み合わせシールリング付転がり軸受ユニット及びその製造方法の場合、内輪19aの表面のうち、スリンガ用嵌合面20部分と面取り部25aの外径側部分との繋ぎ目27a部分は、断面形状に関して微分不能な(尖った)角部になっておらず、しかも円周方向のうねりがほぼ存在しない部分になっている。言い換えれば、当該繋ぎ目27a部分は、前記スリンガ用嵌合面20にスリンガ13の円筒部15を圧入する際に、この円筒部15の内周面に軸方向の傷を付けにくい部分になっている。従って、この圧入の際に、この円筒部15の内周面に軸方向の傷が付く事により、前記内輪19aと前記スリンガ13との嵌合部のシール性が損なわれると言った不具合を、発生しにくくできる。更に、前記面取り部25aの外径側部分の表面粗さは、前記スリンガ用嵌合面20の表面粗さよりも良好である為、上述した圧入時に前記面取り部25aの外径側部分で引っ掛かりが生じて、前記スリンガ13の姿勢が傾くと言った不具合が生じる事を回避できる。
又、本例の場合、外輪2aの表面のうち、シールリング用嵌合面24部分と面取り部26aの内径側部分と繋ぎ目32a部分は、断面形状に関して微分不能な(尖った)角部になっておらず、しかも円周方向のうねりがほぼ存在しない部分になっている。言い換えれば、当該繋ぎ目32a部分は、前記シールリング用嵌合面24にシールリング14を構成する芯金22の円筒部23を圧入する際に、この円筒部23の外周面に軸方向の傷を付けにくい部分になっている。従って、この圧入の際に、この円筒部23の外周面に軸方向の傷が付く事により、前記外輪2aと前記シールリング14との嵌合部のシール性が損なわれると言った不具合を、発生しにくくできる。更に、前記面取り部26aの内径側部分の表面粗さは、前記シールリング用嵌合面24の表面粗さよりも良好である為、上述した圧入時に前記面取り部26aの内径側部分で引っ掛かりが生じて、前記シールリング14の姿勢が傾くと言った不具合が生じる事を回避できる。
尚、上述した第1例の場合には、内輪19aの面取り部25aの研削範囲が、外輪2aの面取り部26aの研削範囲よりも狭くなりがちであるが、この内輪19aの面取り部25aの研削範囲の軸方向内端縁の直径は、少なくとも圧入前のスリンガ13の円筒部15の内径寸法よりも小さくする必要がある。この様な要求に応えられる程、前記内輪19aの面取り部25aの研削範囲を確保できそうにない場合には、前記傾斜角度θaを45度
よりも或る程度(加工面の目詰まりが容易に発生しない程度)小さくしたり、前記内輪19aの面取り部25aの形状や寸法を変更したりして、上述した要求に応えられる様にする。或いは、前記内輪19aの中心軸に対する前記回転砥石31aの回転中心軸の傾斜角度を、上述した第1例の場合よりも小さくしても良い。
よりも或る程度(加工面の目詰まりが容易に発生しない程度)小さくしたり、前記内輪19aの面取り部25aの形状や寸法を変更したりして、上述した要求に応えられる様にする。或いは、前記内輪19aの中心軸に対する前記回転砥石31aの回転中心軸の傾斜角度を、上述した第1例の場合よりも小さくしても良い。
[実施の形態の第2例]
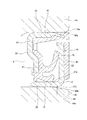
図6は、請求項1、2、4、5に対応する、本発明の実施の形態の第2例を示している。本例の場合、内輪19bの外周面の軸方向内端部に設けた面取り部25bは、この内輪19bの熱処理前の旋削加工によって形成された、内径側の断面円弧形の凸曲面部36と、同じく熱処理後の研削加工によって形成された、外径側の円すい面部37とが組み合わさった、複合曲面となっている。即ち、本例の場合には、前記熱処理前の旋削加工により、断面形状が単一円弧形の面取り部を形成した後、前記熱処理後の研削加工により、この面取り部の外径側部分を前記円すい面部37に仕上げる事によって、前記面取り部25bを形成している。尚、本例の場合も、前記内輪19bの外周面のうち、スリンガ用嵌合面20部分と、前記面取り部25bの外径側部分(前記円すい面部37に仕上げられる部分)と、これら両部分同士の繋ぎ目27a部分とから成る、互いに連続した部分を、総型の回転砥石により同時に研削する事により、この互いに連続した部分全体を、断面形状に関して微分不能な角部がない平滑面としている。この様な構成を有する本例の場合には、前記面取り部25bの外径側部分(研削面)を円すい面部37としている為、この外径側部分の軸方向内端縁の直径を、圧入前のスリンガ13の円筒部15の内径寸法よりも小さくする事が容易となる。その他の構成及び作用は、上述した第1例の場合と同様である。
図6は、請求項1、2、4、5に対応する、本発明の実施の形態の第2例を示している。本例の場合、内輪19bの外周面の軸方向内端部に設けた面取り部25bは、この内輪19bの熱処理前の旋削加工によって形成された、内径側の断面円弧形の凸曲面部36と、同じく熱処理後の研削加工によって形成された、外径側の円すい面部37とが組み合わさった、複合曲面となっている。即ち、本例の場合には、前記熱処理前の旋削加工により、断面形状が単一円弧形の面取り部を形成した後、前記熱処理後の研削加工により、この面取り部の外径側部分を前記円すい面部37に仕上げる事によって、前記面取り部25bを形成している。尚、本例の場合も、前記内輪19bの外周面のうち、スリンガ用嵌合面20部分と、前記面取り部25bの外径側部分(前記円すい面部37に仕上げられる部分)と、これら両部分同士の繋ぎ目27a部分とから成る、互いに連続した部分を、総型の回転砥石により同時に研削する事により、この互いに連続した部分全体を、断面形状に関して微分不能な角部がない平滑面としている。この様な構成を有する本例の場合には、前記面取り部25bの外径側部分(研削面)を円すい面部37としている為、この外径側部分の軸方向内端縁の直径を、圧入前のスリンガ13の円筒部15の内径寸法よりも小さくする事が容易となる。その他の構成及び作用は、上述した第1例の場合と同様である。
[実施の形態の第3例]
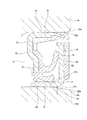
図7は、請求項1、2、4、5に対応する、本発明の実施の形態の第3例を示している。本例の場合には、内輪19cの外周面のうち、スリンガ用嵌合面20の軸方向内側隣りに、軸方向内側に向かう程外径寸法が小さくなる円すい面部38を、この円すい面部38の軸方向内側隣りに円筒状の小径段部39を、それぞれ設けている。そして、これらスリンガ用嵌合面20部分と、円すい面部38部分と、小径段部39部分と、これら各部分同士の繋ぎ目40、41部分とから成る、互いに連続した部分を、総型の回転砥石により同時に研削する事により、この互いに連続した部分全体を、断面形状に関して微分不能な角部がない平滑面としている。又、前記スリンガ用嵌合面20の外径寸法Daは、圧入前のスリンガ13の円筒部15の内径寸法Dbよりも、嵌合締め代分だけ大きい(Da>Db)が、前記小径段部39の外径寸法Dcは、圧入前のスリンガ13の円筒部15の内径寸法Dbよりも、僅かに小さい(Dc<Db)。
図7は、請求項1、2、4、5に対応する、本発明の実施の形態の第3例を示している。本例の場合には、内輪19cの外周面のうち、スリンガ用嵌合面20の軸方向内側隣りに、軸方向内側に向かう程外径寸法が小さくなる円すい面部38を、この円すい面部38の軸方向内側隣りに円筒状の小径段部39を、それぞれ設けている。そして、これらスリンガ用嵌合面20部分と、円すい面部38部分と、小径段部39部分と、これら各部分同士の繋ぎ目40、41部分とから成る、互いに連続した部分を、総型の回転砥石により同時に研削する事により、この互いに連続した部分全体を、断面形状に関して微分不能な角部がない平滑面としている。又、前記スリンガ用嵌合面20の外径寸法Daは、圧入前のスリンガ13の円筒部15の内径寸法Dbよりも、嵌合締め代分だけ大きい(Da>Db)が、前記小径段部39の外径寸法Dcは、圧入前のスリンガ13の円筒部15の内径寸法Dbよりも、僅かに小さい(Dc<Db)。
この様な構成を有する本例の場合、前記スリンガ用嵌合面20に前記スリンガ13の円筒部15を圧入する際に、前記小径段部39は、この円筒部15の芯出しガイドとして、前記円すい面部38は、この円筒部15の乗り上げガイドとして、それぞれ機能する。特に、本例の場合には、この円筒部15の芯出しガイドである小径段部39が存在する為、この円筒部15の中心軸が圧入の初期段階で傾斜し、この円筒部15の内周面にかじりを起点とした軸方向傷が付くと言った不具合が発生する事を防止できる。又、前記スリンガ用嵌合面20と前記円すい面部38とが、繋ぎ目40部分によって滑らかに繋がっている。この為、圧入時に、この繋ぎ目40部分によって前記円筒部15の内周面に軸方向の傷が付けられる事を防止できる。これと共に、前記円筒部15が前記円すい面部38及び繋ぎ目40部分を通過する際に受ける、径方向外方に向いた力を抑制できる。従って、この通過に伴い、前記円筒部15の直径が軸方向外側に向かう程大きくなると言った態様の塑
性変形が生じる事を十分に抑制でき、この円筒部15の内周面と前記スリンガ用嵌合面20との密着性を良好にできる。その他の構成及び作用は、前述の図1〜5に示した第1例の場合と同様である。
性変形が生じる事を十分に抑制でき、この円筒部15の内周面と前記スリンガ用嵌合面20との密着性を良好にできる。その他の構成及び作用は、前述の図1〜5に示した第1例の場合と同様である。
尚、上述した第3例の内輪19cの軸方向内端部(前記小径段部39を形成した部分)が、外輪の軸方向内端面よりも軸方向内方に突出した構造を有する転がり軸受ユニットの場合には、前記小径段部39(外径寸法Dc)を、前記スリンガ13の圧入治具42{内径寸法Dd(>Dc)}の芯出しガイドとしても機能させる事ができる。
[実施の形態の第4例]
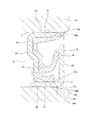
図8は、請求項1〜5に対応する、本発明の実施の形態の第4例を示している。本例の場合には、内輪19aのスリンガ用嵌合面20に、スリンガ13の円筒部15の軸方向外端部及び中間部のみを、軸方向内側から圧入する事により、締り嵌めで外嵌している。即ち、本例の場合には、この様に外嵌した状態で、スリンガ13の円筒部15の内周面と湾曲部17の内周面との繋ぎ目である、スリンガRエンド部44を、前記スリンガ用嵌合面20と面取り部25aとの繋ぎ目27aよりも、軸方向内側(図8の右側)に配置している。この様な構成を有する本例の場合には、前記スリンガ用嵌合面20に、前記スリンガ13の円筒部15の軸方向外端部及び中間部のみを、軸方向内側から圧入する為、この圧入の際、仮に、前記スリンガ用嵌合面20と面取り部25aとの繋ぎ目27a部分によって、前記円筒部15の内周面に軸方向の傷が付けられたとしても、この軸方向の傷が、前記スリンガ用嵌合面20と前記円筒部15との嵌合部を、軸方向に貫通する状態で形成される事はない。即ち、この軸方向の傷の生成は、前記嵌合部の外部空間側の端部(図8の右端部)で止まり、この外部空間に開口しない。従って、前記傷が前記嵌合部を軸方向に貫通し、この嵌合部のシール性が大きく損なわれると言った事態が発生する事を回避できる。
図8は、請求項1〜5に対応する、本発明の実施の形態の第4例を示している。本例の場合には、内輪19aのスリンガ用嵌合面20に、スリンガ13の円筒部15の軸方向外端部及び中間部のみを、軸方向内側から圧入する事により、締り嵌めで外嵌している。即ち、本例の場合には、この様に外嵌した状態で、スリンガ13の円筒部15の内周面と湾曲部17の内周面との繋ぎ目である、スリンガRエンド部44を、前記スリンガ用嵌合面20と面取り部25aとの繋ぎ目27aよりも、軸方向内側(図8の右側)に配置している。この様な構成を有する本例の場合には、前記スリンガ用嵌合面20に、前記スリンガ13の円筒部15の軸方向外端部及び中間部のみを、軸方向内側から圧入する為、この圧入の際、仮に、前記スリンガ用嵌合面20と面取り部25aとの繋ぎ目27a部分によって、前記円筒部15の内周面に軸方向の傷が付けられたとしても、この軸方向の傷が、前記スリンガ用嵌合面20と前記円筒部15との嵌合部を、軸方向に貫通する状態で形成される事はない。即ち、この軸方向の傷の生成は、前記嵌合部の外部空間側の端部(図8の右端部)で止まり、この外部空間に開口しない。従って、前記傷が前記嵌合部を軸方向に貫通し、この嵌合部のシール性が大きく損なわれると言った事態が発生する事を回避できる。
又、本例の場合には、前記スリンガ13の円筒部15の軸方向外端部乃至中間部(円輪部16から離れた位置に存在し、剛性がほぼ一様になっている部分)のみを、前記スリンガ用嵌合面20に圧入しており、前記スリンガ13の円筒部15の軸方向内端部(前記円輪部16の近くの位置に存在し、他の部分に比べて剛性が高くなっている部分)を、前記スリンガ用嵌合面20に圧入していない。この為、前記円筒部15とこのスリンガ用嵌合面20との嵌合部の接触面圧を全体的に一様にして、この嵌合部のシール性を良好にできる。これと共に、この嵌合部の接触面圧の勾配に基づく前記円輪部16の倒れを防止して、この円輪部16の表面に摺接するシール部材のシールリップの耐久性が低下する事を防止できる。その他の構成及び作用は、前述の図1〜5に示した第1例の場合と同様である。
尚、本例の様に、スリンガ13の円筒部15の軸方向内端部を、内輪19aのスリンガ用嵌合面20に圧入しない技術による効果は、繋ぎ目27a部分が尖っている場合でも得られる。
[実施の形態の第5例]
図9は、請求項1〜5に対応する、本発明の実施の形態の第5例を示している。本例の場合も、上述した第4例の場合と同様、内輪19dのスリンガ用嵌合面20に、スリンガ13の円筒部15の軸方向外端部及び中間部のみを、軸方向内側から圧入する事により、締り嵌めで外嵌している。但し、本例の場合には、前述の図6に示した第2例の場合と同様、前記スリンガ用嵌合面20の軸方向内側に隣接する部分に円すい面部37aを設けており、この円すい面部37aの軸方向寸法を大きくする事によって、前記内輪19dの軸方向内端面を、外輪2aの軸方向内端面と面一にし(同一平面上に位置させ)ている。又、前記スリンガ13の円輪部16の内側面には、回転速度検出装置を構成する為の円輪状のエンコーダ45を添着固定すると共に、このエンコーダ45の内側面を、前記外輪2a及び内輪19dの軸方向内端面と面一にしている。本例の場合、これら各面を面一にする事により、量産時の作業性向上を図っている。なお、エンコーダを添着せずにスリンガ13の円輪部16の内側面を、外輪2a及び内輪19dの軸方向内端面と面一にしても良い。いずれにせよ、円すい面部37aを設けることで、スリンガ13の円筒部15の軸方向内端部を内輪19dのスリンガ用嵌合面20に圧入することなく、エンコーダ45または円輪部16の内側面を前記外輪2a及び内輪19dの軸方向内端面と面一にする事で、量産時の作業性を向上することができる。その他の構成及び作用は、上述した各例の場合と同様である。
図9は、請求項1〜5に対応する、本発明の実施の形態の第5例を示している。本例の場合も、上述した第4例の場合と同様、内輪19dのスリンガ用嵌合面20に、スリンガ13の円筒部15の軸方向外端部及び中間部のみを、軸方向内側から圧入する事により、締り嵌めで外嵌している。但し、本例の場合には、前述の図6に示した第2例の場合と同様、前記スリンガ用嵌合面20の軸方向内側に隣接する部分に円すい面部37aを設けており、この円すい面部37aの軸方向寸法を大きくする事によって、前記内輪19dの軸方向内端面を、外輪2aの軸方向内端面と面一にし(同一平面上に位置させ)ている。又、前記スリンガ13の円輪部16の内側面には、回転速度検出装置を構成する為の円輪状のエンコーダ45を添着固定すると共に、このエンコーダ45の内側面を、前記外輪2a及び内輪19dの軸方向内端面と面一にしている。本例の場合、これら各面を面一にする事により、量産時の作業性向上を図っている。なお、エンコーダを添着せずにスリンガ13の円輪部16の内側面を、外輪2a及び内輪19dの軸方向内端面と面一にしても良い。いずれにせよ、円すい面部37aを設けることで、スリンガ13の円筒部15の軸方向内端部を内輪19dのスリンガ用嵌合面20に圧入することなく、エンコーダ45または円輪部16の内側面を前記外輪2a及び内輪19dの軸方向内端面と面一にする事で、量産時の作業性を向上することができる。その他の構成及び作用は、上述した各例の場合と同様である。
図10,11は、請求項1〜5に対応する、実施の形態の第5例の変形例を示している。本例の場合、前述の図9と同様に、内輪19dの軸方向内端面を、外輪2aの軸方向内端面と面一にしている。但し、エンコーダ45(図10)又はスリンガ13の円輪部16(図11)の内側面を、前記外輪2a及び内輪19dの軸方向内端面よりも軸方向外側に配置している。本変形例においては、突出した外輪2a及び内輪19dがエンコーダ45又は円輪部16の内側面を保護することにより、組立作業時における不用意な力の入力やエンコーダ45の表面傷を防止することができる。
[実施の形態の第6例]
図12は、請求項1〜5に対応する、本発明の実施の形態の第6例を示している。本例の場合には、内輪19eの外周面のうち、スリンガ用嵌合面20よりも軸方向内側に存在する部分の形状が、前述の図7に示した第3例の場合と同様の形状(円すい面部38及び小径段部39を有する形状)になっている。その他の構成及び作用は、上述した第5例の場合と同様であり、内輪19e及び外輪2aの軸方向内端面とエンコーダ45の内側面とを面一にしている。
図12は、請求項1〜5に対応する、本発明の実施の形態の第6例を示している。本例の場合には、内輪19eの外周面のうち、スリンガ用嵌合面20よりも軸方向内側に存在する部分の形状が、前述の図7に示した第3例の場合と同様の形状(円すい面部38及び小径段部39を有する形状)になっている。その他の構成及び作用は、上述した第5例の場合と同様であり、内輪19e及び外輪2aの軸方向内端面とエンコーダ45の内側面とを面一にしている。
[実施の形態の第7例]
図13は、請求項1〜5に対応する、本発明の実施の形態の第7例を示している。本例の場合、前述した第1例の場合と同様、内輪19aのスリンガ用嵌合面20に、スリンガ13aの円筒部15を軸方向内側から圧入する事により、締り嵌めで外嵌している。但し、スリンガ13aの円筒部15のうち、スリンガRエンド部44から軸方向外側に、軸方向外側に向かう程外形寸法が小さくなるテーパ部47を、このテーパー部47の軸方向外側に円筒部15との繋ぎ目46を、それぞれ設けている。繋ぎ目46とスリンガRエンド部44の間をテーパー形状とすることにより、内輪19aに円すい面部(37a)または小径段部(39)を設けずとも上述した第6例と同様の効果を得ることができる。スリンガ13aは金属板をプレス加工したものであり、テーパー部47もプレス加工により成形されている。
図13は、請求項1〜5に対応する、本発明の実施の形態の第7例を示している。本例の場合、前述した第1例の場合と同様、内輪19aのスリンガ用嵌合面20に、スリンガ13aの円筒部15を軸方向内側から圧入する事により、締り嵌めで外嵌している。但し、スリンガ13aの円筒部15のうち、スリンガRエンド部44から軸方向外側に、軸方向外側に向かう程外形寸法が小さくなるテーパ部47を、このテーパー部47の軸方向外側に円筒部15との繋ぎ目46を、それぞれ設けている。繋ぎ目46とスリンガRエンド部44の間をテーパー形状とすることにより、内輪19aに円すい面部(37a)または小径段部(39)を設けずとも上述した第6例と同様の効果を得ることができる。スリンガ13aは金属板をプレス加工したものであり、テーパー部47もプレス加工により成形されている。
図14は、請求項1〜5に対応する、実施の形態の第7例の変形例を示している。本例の場合には、スリンガ13bの円筒部15のうち、前述の図13に示したテーパー部47の形状が、円筒状の段部48となっており、この段部48の軸方向外側に円筒部15との繋ぎ目46を設けている。その他の構成及び作用は、上述した図13の場合と同様であり、スリンガ13bの円筒部15の軸方向内端部を内輪19aのスリンガ用嵌合面20に圧入しないことにより、円筒部15とこのスリンガ用嵌合面20との嵌合部の接触面圧を全体的に一様にして、この嵌合部のシール性を良好にできる。段部48は、バーリング加工のパンチの面取りを、曲げだけ行う場合の適正値より若干小さく設定し、面取りと内径部の境目付近をパンチに引掛け、引き延ばすことで肉を薄く加工することにより成形することができる。
尚、本発明を実施する場合、組み合わせシールリングを組み付ける転がり軸受ユニットは、前述の図15に示した内輪回転型のものに限らず、外輪回転型のものであっても良い。
本発明の組み合わせシールリング付転がり軸受ユニットは、車輪の回転支持に好適に適用できる。
1 転がり軸受ユニット
2、2a 外輪
3 ハブ
4 外輪軌道
5 内輪軌道
6 玉
7 保持器
8 環状空間
9 シールリング
10 組み合わせシールリング
11 シール部材
12 芯金
13 スリンガ
14 シールリング
15 円筒部
16 円輪部
17 湾曲部
18 ハブ本体
19、19a〜19e 内輪
20 スリンガ用嵌合面
21 シール部材
22 芯金
23 円筒部
24 シールリング用嵌合面
25、25a、25b 面取り部
26、26a 面取り部
27、27a 繋ぎ目
28 カウンタボア
29 繋ぎ目
30 繋ぎ目
31、31a 回転砥石
32、32a 繋ぎ目
33 カウンタボア
34 繋ぎ目
35、35a 回転砥石
36 凸曲面部
37、37a 円すい面部
38 円すい面部
39 小径段部
40 繋ぎ目
41 繋ぎ目
42 圧入治具
43 軸方向外端面
44 スリンガRエンド部
45 エンコーダ
46 繋ぎ目
47 テーパー部
48 段部
2、2a 外輪
3 ハブ
4 外輪軌道
5 内輪軌道
6 玉
7 保持器
8 環状空間
9 シールリング
10 組み合わせシールリング
11 シール部材
12 芯金
13 スリンガ
14 シールリング
15 円筒部
16 円輪部
17 湾曲部
18 ハブ本体
19、19a〜19e 内輪
20 スリンガ用嵌合面
21 シール部材
22 芯金
23 円筒部
24 シールリング用嵌合面
25、25a、25b 面取り部
26、26a 面取り部
27、27a 繋ぎ目
28 カウンタボア
29 繋ぎ目
30 繋ぎ目
31、31a 回転砥石
32、32a 繋ぎ目
33 カウンタボア
34 繋ぎ目
35、35a 回転砥石
36 凸曲面部
37、37a 円すい面部
38 円すい面部
39 小径段部
40 繋ぎ目
41 繋ぎ目
42 圧入治具
43 軸方向外端面
44 スリンガRエンド部
45 エンコーダ
46 繋ぎ目
47 テーパー部
48 段部
Claims (5)
- 転がり軸受ユニットと、組み合わせシールリングとを備え、
このうちの転がり軸受ユニットは、互いに同心に配置された回転側軌道輪及び静止側軌道輪と、これら回転側軌道輪及び静止側軌道輪の互いに対向する周面にそれぞれ設けられた回転側軌道と静止側軌道との間に転動自在に設けられた複数個の転動体とを備えたものであり、
前記組み合わせシールリングは、前記回転側軌道輪と前記静止側軌道輪との互いに対向する周面同士の間に存在する環状空間の端部開口を塞ぐもので、スリンガと、シールリングとを備え、
このうちのスリンガは、金属板を曲げ成形する事により、全体を、一部に円筒部を含んだ円環状に造られたもので、このうちの円筒部を、前記回転側軌道輪と前記静止側軌道輪とのうちの一方の軌道輪の周面の一部で他方の軌道輪の周面に対向する部分に設けられた円筒状のスリンガ用嵌合面に、このスリンガ用嵌合面の軸方向片側から圧入する事により締り嵌めで嵌合固定しており、
前記シールリングは、円環状の芯金と、この芯金により補強された、弾性材製で円環状のシール部材とを備えたもので、このうちの芯金を前記他方の軌道輪の周面の一部で前記スリンガに対向する部分に嵌合固定すると共に、前記シール部材を構成する複数本のシールリップの先端部を、前記スリンガの表面に全周に亙り摺接させている、
組み合わせシールリング付転がり軸受ユニットに於いて、
前記一方の軌道輪の表面のうち、前記スリンガ用嵌合面部分と、このスリンガ用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分全体が、前記一方の軌道輪の熱処理後に、総型の回転砥石により同時に研削される事により、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面になっている事を特徴とする組み合わせシールリング付転がり軸受ユニット。 - シールリングを構成する芯金は、金属板を曲げ成形する事により、全体を、一部に円筒部を含んだ円環状に造られていて、この円筒部を、他方の軌道輪の周面の一部でスリンガに対向する部分に設けられた円筒状のシールリング用嵌合面に、このシールリング用嵌合面の軸方向片側から圧入する事により締り嵌めで嵌合固定しており、前記他方の軌道輪の表面のうち、前記シールリング用嵌合面部分と、このシールリング用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分全体が、前記他方の軌道輪の熱処理後に、総型の回転砥石により同時に研削される事により、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面になっている、請求項1に記載したシールリング付転がり軸受ユニット。
- スリンガは、円筒部と、この円筒部の軸方向両端縁のうち、この円筒部のスリンガ用嵌合面への圧入方向と反対側の軸方向端縁である軸方向一端縁から他方の軌道輪に向け径方向に折れ曲がった円輪部と、この円輪部と前記円筒部との連続部に存在する断面円弧形の湾曲部とを備えたもので、この円筒部の軸方向他端部及び中間部のみを前記スリンガ用嵌合面に、このスリンガ用嵌合面の軸方向片側から圧入する事により締り嵌めで嵌合固定している、請求項1〜2のうちの何れか1項に記載したシールリング付転がり軸受ユニット。
- 転がり軸受ユニットと、組み合わせシールリングとを備え、
このうちの転がり軸受ユニットは、互いに同心に配置された回転側軌道輪及び静止側軌道輪と、これら回転側軌道輪及び静止側軌道輪の互いに対向する周面にそれぞれ設けられた回転側軌道と静止側軌道との間に転動自在に設けられた複数個の転動体とを備えたものであり、
前記組み合わせシールリングは、前記回転側軌道輪と前記静止側軌道輪との互いに対向する周面同士の間に存在する環状空間の端部開口を塞ぐもので、スリンガと、シールリングとを備え、
このうちのスリンガは、金属板を曲げ成形する事により、全体を、一部に円筒部を含んだ円環状に造られたもので、このうちの円筒部を、前記回転側軌道輪と前記静止側軌道輪とのうちの一方の軌道輪の周面の一部で他方の軌道輪の周面に対向する部分に設けられた円筒状のスリンガ用嵌合面に、このスリンガ用嵌合面の軸方向片側から圧入する事により締り嵌めで嵌合固定しており、
前記シールリングは、円環状の芯金と、この芯金により補強された、弾性材製で円環状のシール部材とを備えたもので、このうちの芯金を前記他方の軌道輪の周面の一部で前記スリンガに対向する部分に嵌合固定すると共に、前記シール部材を構成する複数本のシールリップの先端部を、前記スリンガの表面に全周に亙り摺接させている、
組み合わせシールリング付転がり軸受ユニットの製造方法であって、
前記一方の軌道輪の熱処理後に、この一方の軌道輪の表面のうち、前記スリンガ用嵌合面部分と、このスリンガ用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分を、総型の回転砥石により同時に研削する事により、この互いに連続した部分全体を、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面とする、組み合わせシールリング付転がり軸受ユニットの製造方法。 - 製造対象となる組み合わせシールリング付転がり軸受ユニットに関して、シールリングを構成する芯金は、金属板を曲げ成形する事により、全体を、一部に円筒部を含んだ円環状に造られていて、この円筒部を、他方の軌道輪の周面の一部でスリンガに対向する部分に設けられた円筒状のシールリング用嵌合面に、このシールリング用嵌合面の軸方向片側から圧入する事により締り嵌めで嵌合固定しており、
一方の軌道輪の熱処理後にこの一方の軌道輪の一部を滑らかに連続する平滑面とする事に加えて、前記他方の軌道輪の熱処理後に、この他方の軌道輪の表面のうち、前記シールリング用嵌合面部分と、このシールリング用嵌合面の軸方向片側隣りに存在する別の面部分と、これら両部分同士の繋ぎ目部分とから成る、互いに連続した部分を、総型の回転砥石により同時に研削する事により、この互いに連続した部分全体を、断面形状に関して微分不能な角部がなく滑らかに連続した平滑面とする、請求項4に記載した組み合わせシールリング付転がり軸受ユニットの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010231427A JP2012197801A (ja) | 2010-10-14 | 2010-10-14 | 組み合わせシールリング付転がり軸受ユニット及びその製造方法 |
| US13/522,058 US8708571B2 (en) | 2010-01-13 | 2011-01-11 | Rolling bearing unit with combined seal ring and manufacturing method thereof |
| CN201180000021.8A CN102239341B (zh) | 2010-01-13 | 2011-01-11 | 带组合密封环的滚动轴承单元 |
| JP2011549967A JP5565418B2 (ja) | 2010-01-13 | 2011-01-11 | 組み合わせシールリング付転がり軸受ユニット |
| PCT/JP2011/050236 WO2011086982A1 (ja) | 2010-01-13 | 2011-01-11 | 組み合わせシールリング付転がり軸受ユニットおよびその製造方法 |
| EP11732852.6A EP2525110B1 (en) | 2010-01-13 | 2011-01-11 | Rolling bearing unit with combination seal ring, and method for manufacturing same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010231427A JP2012197801A (ja) | 2010-10-14 | 2010-10-14 | 組み合わせシールリング付転がり軸受ユニット及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012197801A true JP2012197801A (ja) | 2012-10-18 |
Family
ID=47180252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010231427A Pending JP2012197801A (ja) | 2010-01-13 | 2010-10-14 | 組み合わせシールリング付転がり軸受ユニット及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012197801A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015222096A (ja) * | 2014-05-22 | 2015-12-10 | 日本精工株式会社 | アイドラプーリ用軸受 |
| JP2015227674A (ja) * | 2014-05-30 | 2015-12-17 | Ntn株式会社 | 車輪用軸受装置 |
-
2010
- 2010-10-14 JP JP2010231427A patent/JP2012197801A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015222096A (ja) * | 2014-05-22 | 2015-12-10 | 日本精工株式会社 | アイドラプーリ用軸受 |
| JP2015227674A (ja) * | 2014-05-30 | 2015-12-17 | Ntn株式会社 | 車輪用軸受装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5565418B2 (ja) | 組み合わせシールリング付転がり軸受ユニット | |
| JP6677291B2 (ja) | 円すいころ軸受 | |
| JP2014055651A (ja) | 密封装置及びこれを備える転がり軸受装置 | |
| KR102507430B1 (ko) | 허브 유닛 베어링 및 그 제조 방법, 그리고, 자동차 및 그 제조 방법 | |
| JP2012197801A (ja) | 組み合わせシールリング付転がり軸受ユニット及びその製造方法 | |
| JP2013061048A (ja) | シール付車輪支持用軸受ユニット | |
| JP4948254B2 (ja) | 転がり軸受 | |
| WO2017204058A1 (ja) | 軸受密封装置 | |
| CN203717637U (zh) | 车轮支承用滚动轴承单元 | |
| JP2012197800A (ja) | 組み合わせシールリング付転がり軸受ユニット及びその製造方法 | |
| JP2000304054A (ja) | 円すいころ軸受 | |
| JP2017137885A (ja) | ハブユニット軸受及びその製造方法 | |
| JP6244959B2 (ja) | 円すいころ軸受 | |
| JP5535179B2 (ja) | 転がり軸受 | |
| JP2009121560A (ja) | シールド板固定方法及び転がり軸受 | |
| JP6722517B2 (ja) | 密封装置 | |
| JP2013224725A (ja) | ハブユニット軸受 | |
| JP3069713B2 (ja) | ころ軸受用保持器 | |
| JP2008128397A (ja) | 密封装置 | |
| JP2004060860A (ja) | ころ軸受、ころ軸受用ころ及びその製造方法 | |
| JP2005147308A (ja) | 円すいころ軸受 | |
| JP5810627B2 (ja) | タンデムアンギュラ型玉軸受及びタンデムアンギュラ型玉軸受用外輪側組立品 | |
| JP2011247293A (ja) | 転がり軸受 | |
| JP7003683B2 (ja) | アンギュラ玉軸受、軸受装置、及び主軸装置 | |
| JP2006283921A (ja) | 密封型転がり軸受 |