JP2012086355A - 丸のこ刃 - Google Patents
丸のこ刃 Download PDFInfo
- Publication number
- JP2012086355A JP2012086355A JP2011184389A JP2011184389A JP2012086355A JP 2012086355 A JP2012086355 A JP 2012086355A JP 2011184389 A JP2011184389 A JP 2011184389A JP 2011184389 A JP2011184389 A JP 2011184389A JP 2012086355 A JP2012086355 A JP 2012086355A
- Authority
- JP
- Japan
- Prior art keywords
- bladed
- base
- blade
- circular saw
- outer peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005219 brazing Methods 0.000 claims abstract description 25
- 238000003466 welding Methods 0.000 claims abstract description 20
- 230000002093 peripheral effect Effects 0.000 claims description 64
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims description 20
- 238000005520 cutting process Methods 0.000 abstract description 11
- 238000012986 modification Methods 0.000 description 31
- 230000004048 modification Effects 0.000 description 31
- 239000000463 material Substances 0.000 description 9
- 230000000149 penetrating effect Effects 0.000 description 9
- 230000008602 contraction Effects 0.000 description 8
- 238000005304 joining Methods 0.000 description 6
- 230000010354 integration Effects 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000011195 cermet Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 229910001315 Tool steel Inorganic materials 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910000997 High-speed steel Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 230000006355 external stress Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
Images























Landscapes
- Polishing Bodies And Polishing Tools (AREA)
- Drilling Tools (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Abstract
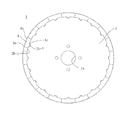
【解決手段】 回転する台部2と、前記台部の外周の全てを覆う複数の刃付き部4とを備え、前記刃付き部は、前記台部の外周にロー付け、溶接または接着されており、その中心が前記台部の回転中心と一致する接合部4aと、前記接合部よりも前記台部の回転中心から遠くに配置され、刃を有する刃部4bとを有する丸のこ刃である。
【選択図】 図1
Description
そこで、本発明は、切断対象の形状に合わせた仕様の刃を設けることを可能としながら、安価な丸のこ刃を提供することを目的とする。
第一の実施形態
図1は、本発明の第一の実施形態にかかる丸のこ刃1の組立正面図である。
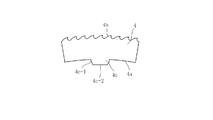
図2は、本発明の第一の実施形態にかかる台部2の正面図である。図3は、本発明の第一の実施形態にかかる刃付き部4の正面図である。
図1および図2を参照して、台部2は、回転体(例えば、円盤)であり、回転する。台部2の中心付近には、回転軸を通す軸用孔2aが開けられている。台部2の回転中心は、軸用孔2aの中心にある。台部2の外周面2bは、図1および図2において、円形に図示されている。台部2は厚みを有するので、円形に図示された外周面2bは、曲面である。台部2の回転中心は、円形に図示された外周面2bの中心であるといえる。
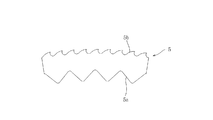
例えば、刃部4bが有する刃はナイフに似た形状でもよい。すなわち、刃は、接合部4aの曲率中心から遠ざかるにつれて薄くなる形状であるようにしてもよい。図11は、刃付き部4が、ナイフ状の刃を有する場合の正面図(図11(a))、b−b断面図(図11(b))である。接合部4aの曲率中心から遠ざかるにつれて(接合部4aから刃部4bに向かうにつれて)、刃部4bが薄くなっていくという形状を刃付き部4が有することがわかる。これが、刃部4bがナイフ状の刃を有するということである。なお、図11に示す形態を、第一の実施形態の変形例として説明したが、これ以降の実施形態の変形例としても実現可能である。
なお、第一の実施形態の変形例として、台部2に窪み2b−2を設けた丸のこ刃1を説明する。
台部2には前記した図12,13に示されているように円周面2b−1には窪み2b−2が形成れている点では同じである。一方、刃付き部4の接合部4aには前記窪み2b−2の円弧形状と同じ円弧部4c−1と、該円弧部4c−1の先端部の水平部4c−2とからなる突出部4cが一体に形成されている。
本発明の第二の実施形態に係る丸のこ刃1は、第一の実施形態にかかる刃付き部4に突出部42c、42d、44c、44dを備え、さらに突出部42c、42d、44c、44dと台部2とを貫通部材(ボルトやピンなど)で固定したものに相当する。
てもよい。また、突出部を2個(突出部42c、42d)設けたが、その個数は1個以上であればよい。例えば、突出部を1個とし、その幅を突出部42c、42dより広くしてもよい。この場合、孔は2個以上開けてもよい。
てもよい。また、突出部を2個(突出部44c、44d)設けたが、その個数は1個以上であればよい。例えば、突出部を1個とし、その幅を突出部44c、44dより広くしてもよい。この場合、孔は2個以上開けてもよい。
さらに、突出部42c、42d、44c、44dを、凹部2c、2dに嵌めることで、刃付き部42、44の位置決めが容易となる。
なお、第二の実施形態の変形例として、貫通部材を省略した丸のこ刃1を説明する。
図17は、本発明の第三の実施形態に係る丸のこ刃1の組立正面図である。図18は、図17の台部の正面図である。図19は、刃付き部の正面図である。なお、第一の実施形態の符号と同じ符号は同一部分を示し説明を省略する。
図20は本発明の第四の実施形態に係る丸のこ刃1の組立正面図である。図21は図20の台部の正面図である。図22における(a)は刃付き部の正面図であり、(b)は中央縦断面図である。なお、第一の実施形態の符号と同じ符号は同一部分を示し説明を省略する。
2 台部
2a 軸用孔
2b 外周面
2c、2d 凹部
2e 凹凸部
2f スリット
21a,22a 凹段部
23 窪み
4 刃付き部
4a 接合部
4b 刃部
42、44 刃付き部
42c、42d 突出部
44c、44d 突出部
5 刃付き部
5a 凹凸部
5b 刃部
6 刃付き部
6a 刃形成部
6b 嵌合部
6c 左右嵌合部
Claims (8)
- 回転する台部と、前記台部の外周面の全てを覆う複数の刃付き部とで構成された丸のこ刃において、
該台部の外周面に対してロー付け、溶接等の手段によって固着される前記台部の回転中心と一致する接合部を有し、かつ、該接合部の対向部に刃部と、前記接合部より突出して形成された突出部が形成された刃付き部と、
前記刃付き部を前記台部の外周面に固着する際に前記突出部が係合される前記台部の外周面に形成された窪みと、
より構成したことを特徴とする丸のこ刃。 - 前記刃付き部の接合部に突出部を形成し、該突出部を前記台部の外周面に形成した窪みに係合した状態で一体化したことを特徴とする請求項1記載の丸のこ刃。
- 回転する台部と、前記台部の外周面の全てを覆う複数の刃付き部とで構成された丸のこ刃において、
外周面の円周方向全周に沿って波形状の凹凸部を形成した台部と、該台部の前記凹凸部に対してロー付け、溶接等の手段によって固着される凹凸部を有し、かつ、該凹凸部の対向部に刃部が形成された複数個の刃付き部と、
より構成したことを特徴とする丸のこ刃。 - 前記刃付き部の前記凹凸部と接する前記台部の前記凹凸部に、台部の軸用孔の中心方向に達する少なくとも1つのスリットを形成したことを特徴とする請求項3記載の丸のこ刃。
- 前記スリットは、前記刃付き部どうしの接合部分を除いて形成したことを特徴とする請求項4記載の丸のこ刃。
- 回転する台部と、前記台部の外周面の全てを覆う複数の刃付き部とで構成された丸のこ刃において、
外周縁の表裏面に大きさが同じ凹段部を交互に形成した台部と、
該台部の凹段部に対してロー付け、溶接等の手段によって固着される嵌合部を有し、かつ、該嵌合部の対向部の刃形成部に刃部が形成された複数個の刃付き部と、
より構成し、前記台部の凹段部に前記刃付き部の嵌合部を嵌め込んだ厚みが、前記台部の外周縁を除く位置の厚みと同じ厚みとなるように形成したことを特徴とする丸のこ刃。 - 前記刃付き部の刃形成部の左右に左右嵌合部を形成すると共に前記左右嵌合部の厚みを左右嵌合部どうしを重ねた状態において前記台部の厚みと同じ厚みとなるように形成し、前記凹段部と前記嵌合部および各刃付き部の前記左右嵌合部どうしをロー付け、溶接等の手段によって固着したことを特徴とする請求項6記載の丸のこ刃。
- 前記刃付き部の嵌合部と接する前記台部の凹段部に窪みを形成したことを特徴とする請求項6または7記載の丸のこ刃。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011184389A JP4914529B1 (ja) | 2010-09-22 | 2011-08-26 | 丸のこ刃 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010212021 | 2010-09-22 | ||
| JP2010212021 | 2010-09-22 | ||
| JP2011184389A JP4914529B1 (ja) | 2010-09-22 | 2011-08-26 | 丸のこ刃 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011099067 Division | 2011-04-27 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011252363A Division JP5043227B2 (ja) | 2010-09-22 | 2011-11-18 | 丸のこ刃 |
| JP2011252364A Division JP5074620B2 (ja) | 2010-09-22 | 2011-11-18 | 丸のこ刃 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4914529B1 JP4914529B1 (ja) | 2012-04-11 |
| JP2012086355A true JP2012086355A (ja) | 2012-05-10 |
Family
ID=46170980
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011184389A Expired - Fee Related JP4914529B1 (ja) | 2010-09-22 | 2011-08-26 | 丸のこ刃 |
| JP2011252364A Expired - Fee Related JP5074620B2 (ja) | 2010-09-22 | 2011-11-18 | 丸のこ刃 |
| JP2011252363A Expired - Fee Related JP5043227B2 (ja) | 2010-09-22 | 2011-11-18 | 丸のこ刃 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011252364A Expired - Fee Related JP5074620B2 (ja) | 2010-09-22 | 2011-11-18 | 丸のこ刃 |
| JP2011252363A Expired - Fee Related JP5043227B2 (ja) | 2010-09-22 | 2011-11-18 | 丸のこ刃 |
Country Status (1)
| Country | Link |
|---|---|
| JP (3) | JP4914529B1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108971635A (zh) * | 2017-06-05 | 2018-12-11 | 河南中岳机电有限公司 | 超硬材料切割片及其基体 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52137785A (en) * | 1976-05-13 | 1977-11-17 | Fumio Tanimura | Super hard circular saw blade |
| JPH1034440A (ja) * | 1996-07-24 | 1998-02-10 | Tani Tec:Kk | セグメンタルソーのセグメント固定構造 |
| JP2906138B1 (ja) * | 1998-01-16 | 1999-06-14 | 株式会社谷テック | 分割外周切れ刃部を備えた丸鋸 |
| JP2003305614A (ja) * | 2002-04-11 | 2003-10-28 | New Industry Research Organization | 回転円板刃及びその製造方法 |
| JP2007245245A (ja) * | 2006-03-13 | 2007-09-27 | Sumitomo Electric Hardmetal Corp | 刃先交換式メタルソー |
-
2011
- 2011-08-26 JP JP2011184389A patent/JP4914529B1/ja not_active Expired - Fee Related
- 2011-11-18 JP JP2011252364A patent/JP5074620B2/ja not_active Expired - Fee Related
- 2011-11-18 JP JP2011252363A patent/JP5043227B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP4914529B1 (ja) | 2012-04-11 |
| JP2012086361A (ja) | 2012-05-10 |
| JP5043227B2 (ja) | 2012-10-10 |
| JP2012086360A (ja) | 2012-05-10 |
| JP5074620B2 (ja) | 2012-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8381625B2 (en) | Circular saw blade with cutting tips mechanically locked against multiple force vectors | |
| CN100376370C (zh) | 切割刃带有凹槽的切割工具及其制造方法 | |
| CN101678484A (zh) | 用于工具机的锯片 | |
| JP5581521B2 (ja) | 深穴加工用ドリルヘッド及びそのガイドパッド | |
| US20080016704A1 (en) | Cutting tools | |
| JP6765344B2 (ja) | 複合材料翼及び複合材料翼の製造方法 | |
| JP4914529B1 (ja) | 丸のこ刃 | |
| JP5081993B2 (ja) | 再生された切断刃及び剪断式破砕機 | |
| JP2010264353A (ja) | 切断刃の製造方法とその切断刃 | |
| JP6583921B2 (ja) | コンポジット材用チップソー | |
| JP6744988B2 (ja) | 電動工具用回転鋸 | |
| JP6605793B2 (ja) | ジグソー等用ブレード | |
| JP2015168008A (ja) | 複合材料用チップソー | |
| WO2014033825A1 (ja) | 再生された切断刃及び剪断式破砕機 | |
| JP2013244009A (ja) | チップソー及び超硬チップ | |
| JP2008178925A (ja) | 回転鋸 | |
| JP3187689U (ja) | 丸鋸刃 | |
| JP6362517B2 (ja) | 切削工具 | |
| JP4406302B2 (ja) | 回転鋸の製造方法 | |
| KR20170001126A (ko) | 다이아몬드 공구 | |
| JP6257105B2 (ja) | 複合材料用チップソー | |
| CN102804970A (zh) | 刀片锯及超硬刀片 | |
| JP3196845U (ja) | 切削カッタ | |
| JP2013173195A (ja) | 丸のこ刃 | |
| JP6721817B2 (ja) | チップソー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120105 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120120 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4914529 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150127 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150127 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150127 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |