JP2011505320A - 延長された照射装置および非直線経路によるファイバの硬化 - Google Patents
延長された照射装置および非直線経路によるファイバの硬化 Download PDFInfo
- Publication number
- JP2011505320A JP2011505320A JP2010535962A JP2010535962A JP2011505320A JP 2011505320 A JP2011505320 A JP 2011505320A JP 2010535962 A JP2010535962 A JP 2010535962A JP 2010535962 A JP2010535962 A JP 2010535962A JP 2011505320 A JP2011505320 A JP 2011505320A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- optical fiber
- fluid
- coating
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 200
- 239000012530 fluid Substances 0.000 claims abstract description 134
- 239000013307 optical fiber Substances 0.000 claims abstract description 130
- 238000000576 coating method Methods 0.000 claims abstract description 59
- 239000011248 coating agent Substances 0.000 claims abstract description 52
- 230000001678 irradiating effect Effects 0.000 claims abstract description 6
- 238000000034 method Methods 0.000 claims description 34
- 238000004519 manufacturing process Methods 0.000 claims description 28
- 239000011521 glass Substances 0.000 claims description 11
- 238000012545 processing Methods 0.000 claims description 6
- 230000003287 optical effect Effects 0.000 claims description 4
- 230000000717 retained effect Effects 0.000 claims description 2
- 238000005286 illumination Methods 0.000 abstract description 10
- 239000008199 coating composition Substances 0.000 description 19
- 238000001816 cooling Methods 0.000 description 17
- 230000035882 stress Effects 0.000 description 14
- 239000000463 material Substances 0.000 description 11
- 230000005855 radiation Effects 0.000 description 8
- 239000010410 layer Substances 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 239000000654 additive Substances 0.000 description 4
- 238000001723 curing Methods 0.000 description 4
- 229920006240 drawn fiber Polymers 0.000 description 4
- 238000006116 polymerization reaction Methods 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 239000011253 protective coating Substances 0.000 description 4
- 230000002829 reductive effect Effects 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 3
- 238000005253 cladding Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000012681 fiber drawing Methods 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 239000001307 helium Substances 0.000 description 3
- 229910052734 helium Inorganic materials 0.000 description 3
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- VFHVQBAGLAREND-UHFFFAOYSA-N diphenylphosphoryl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 VFHVQBAGLAREND-UHFFFAOYSA-N 0.000 description 2
- UHESRSKEBRADOO-UHFFFAOYSA-N ethyl carbamate;prop-2-enoic acid Chemical compound OC(=O)C=C.CCOC(N)=O UHESRSKEBRADOO-UHFFFAOYSA-N 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 229910052732 germanium Inorganic materials 0.000 description 2
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920005862 polyol Polymers 0.000 description 2
- 150000003077 polyols Chemical class 0.000 description 2
- 239000011241 protective layer Substances 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- QNODIIQQMGDSEF-UHFFFAOYSA-N (1-hydroxycyclohexyl)-phenylmethanone Chemical compound C=1C=CC=CC=1C(=O)C1(O)CCCCC1 QNODIIQQMGDSEF-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- ZMDDERVSCYEKPQ-UHFFFAOYSA-N Ethyl (mesitylcarbonyl)phenylphosphinate Chemical compound C=1C=CC=CC=1P(=O)(OCC)C(=O)C1=C(C)C=C(C)C=C1C ZMDDERVSCYEKPQ-UHFFFAOYSA-N 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- LFOXEOLGJPJZAA-UHFFFAOYSA-N [(2,6-dimethoxybenzoyl)-(2,4,4-trimethylpentyl)phosphoryl]-(2,6-dimethoxyphenyl)methanone Chemical compound COC1=CC=CC(OC)=C1C(=O)P(=O)(CC(C)CC(C)(C)C)C(=O)C1=C(OC)C=CC=C1OC LFOXEOLGJPJZAA-UHFFFAOYSA-N 0.000 description 1
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 230000001010 compromised effect Effects 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 239000002019 doping agent Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 230000005865 ionizing radiation Effects 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000010525 oxidative degradation reaction Methods 0.000 description 1
- AUONHKJOIZSQGR-UHFFFAOYSA-N oxophosphane Chemical compound P=O AUONHKJOIZSQGR-UHFFFAOYSA-N 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000003878 thermal aging Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 239000013306 transparent fiber Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C25/00—Surface treatment of fibres or filaments made from glass, minerals or slags
- C03C25/10—Coating
- C03C25/12—General methods of coating; Devices therefor
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/025—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor from reheated softened tubes, rods, fibres or filaments, e.g. drawing fibres from preforms
- C03B37/027—Fibres composed of different sorts of glass, e.g. glass optical fibres
- C03B37/02718—Thermal treatment of the fibre during the drawing process, e.g. cooling
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
- C03B37/03—Drawing means, e.g. drawing drums ; Traction or tensioning devices
- C03B37/032—Drawing means, e.g. drawing drums ; Traction or tensioning devices for glass optical fibres
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2205/00—Fibre drawing or extruding details
- C03B2205/42—Drawing at high speed, i.e. > 10 m/s
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B2205/00—Fibre drawing or extruding details
- C03B2205/55—Cooling or annealing the drawn fibre prior to coating using a series of coolers or heaters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Surface Treatment Of Glass Fibres Or Filaments (AREA)
- Optical Fibers, Optical Fiber Cores, And Optical Fiber Bundles (AREA)
Abstract
Description

Claims (15)
- 光ファイバを製造する方法であって、
裸光ファイバをプレフォームから第1の経路に沿って少なくとも10m/秒の延伸速度で延伸する工程と、
前記裸光ファイバを流体ベアリング内の流体クッションの領域と接触させ、前記裸光ファイバが前記流体クッションの領域にわたって延伸されるときに前記裸光ファイバを第2の経路に沿って方向変換する工程と、
前記裸光ファイバをコートする工程と、
前記コートされたファイバを少なくとも1つの照射区域において照射して、光ファイバを紫外線光に露光する間に前記コーティングを少なくとも部分的に硬化する工程と
を含むことを特徴とする、方法。 - 裸光ファイバをプレフォームから第1の経路に沿って少なくとも20m/秒の速度で延伸する工程
を含み、前記照射区域が全長Lを有し、Lが少なくとも1.5メートルであることを特徴とする、請求項1に記載の製造方法。 - 前記全長Lが少なくとも3メートルであることを特徴とする、請求項2または14に記載の方法。
- 前記全長Lが少なくとも5メートルであることを特徴とする、請求項2に記載の方法。
- 前記光ファイバが、少なくとも300W/インチ(約118W/cm)の平均出力を有する紫外線源によって照射されることを特徴とする、請求項2に記載の方法。
- 前記光ファイバが、少なくとも500W/インチ(約195W/cm)の平均出力を有する紫外線源によって照射されることを特徴とする、請求項2に記載の方法。
- 前記照射区域内のファイバの全滞留時間が0.5秒未満であることを特徴とする、請求項2に記載の方法。
- 前記延伸速度が30〜100m/秒であることを特徴とする、請求項1に記載の方法。
- 前記延伸速度が30〜70m/秒であることを特徴とする、請求項8に記載の方法。
- ファイバを加熱されたガラス源から延伸する工程と、前記ファイバを処理区域内で処理する工程とが第1の経路に沿って行われる方法であって、さらに、
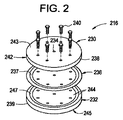
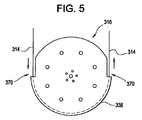
前記裸光ファイバを流体ベアリング内の流体の領域と接触させる工程であって、前記流体ベアリングが、少なくとも2つの側壁によって画定された溝を含み、前記ファイバが、前記溝内の前記ファイバより下に存在する圧力差の結果として前記ファイバを前記溝内で実質的に浮上させるために十分である前記溝の領域内に保持され、前記ファイバより上に存在する圧力に比べて前記流体によって生じた、より高い圧力によって生じた前記圧力差が、前記溝内の前記ファイバより下に供給される工程と、
前記裸光ファイバが前記流体クッションの領域にわたって延伸されるときに前記ファイバを第2の経路に沿って方向変換する工程と
を含むことを特徴とする、請求項1に記載の方法。 - ファイバを加熱されたガラス源から20m/秒以上の延伸速度で延伸する工程と、
前記ファイバを少なくとも1つの光学コーティングでコートする工程と、
光ファイバを照射区域内に0.01〜0.5秒の全滞留時間の間維持することによって光ファイバを照射する工程と
を含むことを特徴とする、光ファイバを製造する方法。 - 前記ファイバが30m/秒以上の延伸速度でおよび約25〜200グラムの延伸張力で延伸されることを特徴とする、請求項11に記載の方法。
- 裸光ファイバを流体ベアリング内の流体の領域と接触させる工程であって、前記流体ベアリングが、少なくとも2つの側壁によって画定された溝を含み、前記ファイバが、前記溝内の前記ファイバより下に存在する圧力差の結果として前記ファイバを前記溝内で実質的に浮上させるために十分である前記溝の領域内に保持され、前記ファイバより上に存在する圧力に比べて、前記流体によって生じた、より高い圧力によって生じた前記圧力差が、前記溝内の前記ファイバより下に供給される工程と、
前記裸光ファイバが前記流体クッションの領域にわたって延伸されるときにファイバを第2の経路に沿って方向変換する工程と
をさらに含むことを特徴とする、請求項11に記載の方法。 - ファイバを加熱されたガラス源から10m/秒以上の延伸速度で延伸する工程と、
前記ファイバを重合性コーティングでコートする工程と、
光ファイバを紫外線照射区域に維持することによって前記コーティングを硬化する工程と
を含み、前記照射区域の全長Lが少なくとも約2メートルであることを特徴とする、光ファイバを製造する方法。 - ファイバが30m/秒以上の延伸速度で延伸されることを特徴とする、請求項10または14に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US467607P | 2007-11-29 | 2007-11-29 | |
| PCT/US2008/012937 WO2009070232A1 (en) | 2007-11-29 | 2008-11-20 | Fiber cure with extended irradiators and non linear path |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015098015A Division JP6149305B2 (ja) | 2007-11-29 | 2015-05-13 | 延長された照射装置および非直線経路によるファイバの硬化 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011505320A true JP2011505320A (ja) | 2011-02-24 |
| JP2011505320A5 JP2011505320A5 (ja) | 2012-08-09 |
Family
ID=40379751
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010535962A Pending JP2011505320A (ja) | 2007-11-29 | 2008-11-20 | 延長された照射装置および非直線経路によるファイバの硬化 |
| JP2015098015A Active JP6149305B2 (ja) | 2007-11-29 | 2015-05-13 | 延長された照射装置および非直線経路によるファイバの硬化 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015098015A Active JP6149305B2 (ja) | 2007-11-29 | 2015-05-13 | 延長された照射装置および非直線経路によるファイバの硬化 |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US7963124B2 (ja) |
| EP (1) | EP2227445B1 (ja) |
| JP (2) | JP2011505320A (ja) |
| KR (1) | KR101559600B1 (ja) |
| CN (1) | CN101952215B (ja) |
| AU (1) | AU2008330198B2 (ja) |
| BR (1) | BRPI0819268A2 (ja) |
| CA (1) | CA2706771C (ja) |
| RU (1) | RU2487839C2 (ja) |
| WO (1) | WO2009070232A1 (ja) |
| ZA (1) | ZA201004078B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017160059A (ja) * | 2016-03-07 | 2017-09-14 | 株式会社フジクラ | 光ファイバ素線の製造方法 |
| JP2018532674A (ja) * | 2015-09-10 | 2018-11-08 | コーニング インコーポレイテッド | 低仮想温度光ファイバーを製造するための方法及び装置、並びにそのようにして得られた光ファイバー |
| JP2019064853A (ja) * | 2017-09-29 | 2019-04-25 | 株式会社フジクラ | 光ファイバ素線の製造方法及び製造装置 |
| JP2020026371A (ja) * | 2018-08-10 | 2020-02-20 | 古河電気工業株式会社 | 光ファイバの製造装置および光ファイバの製造方法 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2294027A1 (en) | 2008-05-29 | 2011-03-16 | Corning Incorporated | Methods and systems for producing thermoplastic coated optical fibers |
| US8230704B2 (en) * | 2009-10-28 | 2012-07-31 | Corning Incorporated | Systems and methods for cooling optical fiber |
| US10322963B2 (en) * | 2014-12-02 | 2019-06-18 | Corning Incorporated | Low attenuation optical fiber |
| JP5771736B1 (ja) * | 2014-12-26 | 2015-09-02 | 株式会社フジクラ | 光ファイバ素線の製造方法および製造装置 |
| JP5732586B1 (ja) | 2014-12-26 | 2015-06-10 | 株式会社フジクラ | 光ファイバ素線の製造方法および製造装置 |
| JP5917736B1 (ja) * | 2015-02-10 | 2016-05-18 | 株式会社フジクラ | 光ファイバ素線の製造方法、制御装置および製造装置 |
| JP6196999B2 (ja) | 2015-05-27 | 2017-09-13 | 株式会社フジクラ | 光ファイバ素線の製造方法、制御装置および製造装置 |
| JP6471044B2 (ja) | 2015-06-09 | 2019-02-13 | 株式会社フジクラ | 光ファイバ素線の製造方法、制御装置および製造装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS623037A (ja) * | 1985-06-27 | 1987-01-09 | Sumitomo Electric Ind Ltd | 光フアイバ線引装置 |
| JPH09301744A (ja) * | 1996-05-15 | 1997-11-25 | Furukawa Electric Co Ltd:The | 被覆光ファイバの製造方法 |
| JPH11116283A (ja) * | 1997-10-14 | 1999-04-27 | Furukawa Electric Co Ltd:The | 被覆光ファイバの製造方法 |
| JP2000159535A (ja) * | 1998-09-24 | 2000-06-13 | Sumitomo Electric Ind Ltd | 光ファイバ素線の製造方法 |
| JP2000335933A (ja) * | 1999-05-27 | 2000-12-05 | Sumitomo Electric Ind Ltd | 光ファイバの製造方法及び製造装置 |
| JP2002249334A (ja) * | 2001-02-21 | 2002-09-06 | Sumitomo Electric Ind Ltd | 光ファイバの線引き方法及び線引き炉 |
| JP2004170872A (ja) * | 2002-11-22 | 2004-06-17 | Hitachi Cable Ltd | 光ファイバ素線 |
| JP2004354457A (ja) * | 2003-05-27 | 2004-12-16 | Hitachi Cable Ltd | 光ファイバ |
| JP2006308780A (ja) * | 2005-04-27 | 2006-11-09 | Hitachi Cable Ltd | 光ファイバ心線の製造方法及び着色光ファイバ心線の製造方法、並びにテープファイバ心線の製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56167578A (en) | 1980-05-28 | 1981-12-23 | Mitsubishi Heavy Ind Ltd | Reducing device of hull resistance |
| DE3707969A1 (de) | 1987-03-12 | 1988-09-22 | Rheydt Kabelwerk Ag | Vefahren zum herstellen einer optischen faser |
| US5104433A (en) * | 1989-05-15 | 1992-04-14 | At&T Bell Laboratories | Method of making optical fiber |
| US4962992A (en) * | 1989-05-15 | 1990-10-16 | At&T Bell Laboratories | Optical transmission media and methods of making same |
| JPH0312912A (ja) | 1989-06-12 | 1991-01-21 | Nec Corp | 微細レジストパターン形成方法 |
| US5366527A (en) * | 1993-04-05 | 1994-11-22 | Corning Incorporated | Method and apparatus for coating optical waveguide fibers |
| RU2171484C2 (ru) * | 1996-07-31 | 2001-07-27 | Корнинг Инкорпорейтед | Одномодовый волновод, компенсирующий дисперсию |
| US20030159283A1 (en) * | 2000-04-22 | 2003-08-28 | White Craig W. | Optical fiber cable |
| US6628875B2 (en) * | 2001-07-20 | 2003-09-30 | Corning Incorporated | Optical fibers possessing a primary coating with a higher degree of cure and methods of making |
| JP2003119045A (ja) * | 2001-10-12 | 2003-04-23 | Furukawa Electric Co Ltd:The | 光ファイバの線引き方法 |
| JP2003335543A (ja) * | 2002-05-16 | 2003-11-25 | Sumitomo Electric Ind Ltd | 光ファイバの線引方法及びその装置 |
| JP2005162502A (ja) * | 2003-11-28 | 2005-06-23 | Sumitomo Electric Ind Ltd | 被覆線条体の製造方法 |
| US7010206B1 (en) * | 2004-09-08 | 2006-03-07 | Corning Incorporated | Coated optical fiber and optical fiber coating system including a fast-gelling primary coating |
| DE102006032165A1 (de) * | 2006-07-12 | 2008-01-24 | Evonik Degussa Gmbh | Kontinuierliches Verfahren zur Herstellung von Acylperoxiden |
| DK2557070T3 (en) * | 2006-11-28 | 2015-08-17 | Corning Inc | A process for the manufacture of optical fibers by drawing |
-
2008
- 2008-11-20 CA CA2706771A patent/CA2706771C/en active Active
- 2008-11-20 WO PCT/US2008/012937 patent/WO2009070232A1/en active Application Filing
- 2008-11-20 EP EP08853322.9A patent/EP2227445B1/en active Active
- 2008-11-20 CN CN2008801258992A patent/CN101952215B/zh active Active
- 2008-11-20 KR KR1020107014275A patent/KR101559600B1/ko active IP Right Grant
- 2008-11-20 AU AU2008330198A patent/AU2008330198B2/en not_active Ceased
- 2008-11-20 BR BRPI0819268-5A patent/BRPI0819268A2/pt not_active Application Discontinuation
- 2008-11-20 JP JP2010535962A patent/JP2011505320A/ja active Pending
- 2008-11-20 RU RU2010126512/03A patent/RU2487839C2/ru active
- 2008-11-24 US US12/276,556 patent/US7963124B2/en active Active
-
2010
- 2010-06-08 ZA ZA2010/04078A patent/ZA201004078B/en unknown
-
2015
- 2015-05-13 JP JP2015098015A patent/JP6149305B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS623037A (ja) * | 1985-06-27 | 1987-01-09 | Sumitomo Electric Ind Ltd | 光フアイバ線引装置 |
| JPH09301744A (ja) * | 1996-05-15 | 1997-11-25 | Furukawa Electric Co Ltd:The | 被覆光ファイバの製造方法 |
| JPH11116283A (ja) * | 1997-10-14 | 1999-04-27 | Furukawa Electric Co Ltd:The | 被覆光ファイバの製造方法 |
| JP2000159535A (ja) * | 1998-09-24 | 2000-06-13 | Sumitomo Electric Ind Ltd | 光ファイバ素線の製造方法 |
| JP2000335933A (ja) * | 1999-05-27 | 2000-12-05 | Sumitomo Electric Ind Ltd | 光ファイバの製造方法及び製造装置 |
| JP2002249334A (ja) * | 2001-02-21 | 2002-09-06 | Sumitomo Electric Ind Ltd | 光ファイバの線引き方法及び線引き炉 |
| JP2004170872A (ja) * | 2002-11-22 | 2004-06-17 | Hitachi Cable Ltd | 光ファイバ素線 |
| JP2004354457A (ja) * | 2003-05-27 | 2004-12-16 | Hitachi Cable Ltd | 光ファイバ |
| JP2006308780A (ja) * | 2005-04-27 | 2006-11-09 | Hitachi Cable Ltd | 光ファイバ心線の製造方法及び着色光ファイバ心線の製造方法、並びにテープファイバ心線の製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018532674A (ja) * | 2015-09-10 | 2018-11-08 | コーニング インコーポレイテッド | 低仮想温度光ファイバーを製造するための方法及び装置、並びにそのようにして得られた光ファイバー |
| JP2017160059A (ja) * | 2016-03-07 | 2017-09-14 | 株式会社フジクラ | 光ファイバ素線の製造方法 |
| JP2019064853A (ja) * | 2017-09-29 | 2019-04-25 | 株式会社フジクラ | 光ファイバ素線の製造方法及び製造装置 |
| JP2020026371A (ja) * | 2018-08-10 | 2020-02-20 | 古河電気工業株式会社 | 光ファイバの製造装置および光ファイバの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0819268A2 (pt) | 2015-08-18 |
| US7963124B2 (en) | 2011-06-21 |
| JP2015214475A (ja) | 2015-12-03 |
| CN101952215A (zh) | 2011-01-19 |
| US20090139269A1 (en) | 2009-06-04 |
| JP6149305B2 (ja) | 2017-06-21 |
| ZA201004078B (en) | 2011-02-23 |
| CA2706771C (en) | 2018-09-25 |
| AU2008330198A1 (en) | 2009-06-04 |
| CN101952215B (zh) | 2013-07-10 |
| KR101559600B1 (ko) | 2015-10-13 |
| KR20100094540A (ko) | 2010-08-26 |
| EP2227445A1 (en) | 2010-09-15 |
| WO2009070232A1 (en) | 2009-06-04 |
| RU2487839C2 (ru) | 2013-07-20 |
| EP2227445B1 (en) | 2020-02-26 |
| CA2706771A1 (en) | 2009-06-04 |
| AU2008330198B2 (en) | 2014-04-10 |
| RU2010126512A (ru) | 2012-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6149305B2 (ja) | 延長された照射装置および非直線経路によるファイバの硬化 | |
| US9687875B2 (en) | Curing apparatus employing angled UVLEDs | |
| US8871311B2 (en) | Curing method employing UV sources that emit differing ranges of UV radiation | |
| CN108025943B (zh) | 生产具有低假想温度的光纤的方法和设备以及由此获得的光纤 | |
| US10788621B2 (en) | UV-transparent optical fiber coating for high temperature application, and fibers made therefrom | |
| US10427969B2 (en) | Method of manufacturing optical fiber | |
| CN114746783B (zh) | 在大弯曲直径下具有低宏弯损耗的光纤 | |
| JPS63100035A (ja) | 被膜付き光ファイバの製造方法 | |
| US20200189958A1 (en) | Manufacturing method of optical fiber | |
| US5945173A (en) | Method of making optical fiber ribbon | |
| JP5417406B2 (ja) | 光ファイバ素線の製造方法 | |
| JPH10245245A (ja) | 塗被ガラスファイバの硬化方法 | |
| EP3611138B1 (en) | Manufacturing method of optical fiber | |
| US11577985B2 (en) | Systems and methods for processing optical fiber | |
| US20050207716A1 (en) | Optical fiber cable coatings | |
| JP2014222267A (ja) | プラスチッククラッド光ファイバの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111118 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120619 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130618 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130918 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130926 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20131018 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20131025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140121 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140421 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140428 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140729 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141029 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150113 |